Изучение теоретического курса по МДК 02.01. Планирование и организация работы структурного подразделения направлено на формирование общих компе-тенций
ОК 1 Понимать сущность и социальную значимость своей будущей профес-сии, проявлять к ней устойчивый интерес.
ОК 2 Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество.
ОК 3 Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность.
ОК 4 Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития.
ОК 5 Работать в коллективе и в команде, эффективно общаться с коллегами, руководством, потребителями.
ОК 6 Брать на себя ответственность за работу членов команды (подчинен-ных), за результат выполнения заданий.
ОК 7 Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации.
ОК 8 Ориентироваться в условиях частной смены технологий в профессио-нальной деятельности.
ОК 9 Исполнять воинскую обязанность, в том числе с применением получен-ных профессиональных знаний (для юношей).
Изучение теоретических основ по МДК.02.01 Планирование и организация работы структурного подразделения направлено на формирование профессиональных компетенций:
ПК 2.1.Участвовать в планировании и организации работы структурного подразделения.
ПК 2.2.Участвовать в руководстве работой структурного подразделения.
ПК 2.3.Участвовать в анализе процесса и результатов деятельности подразделения.
С целью овладения соответствующими профессиональными компетенциями студент в ходе освоения МДК 02.01 должен:
знать:
особенности менеджмента в области профессиональной деятельности;
принципы, формы и методы организации производственного и технологиче-ского процессов;
принципы делового общения в коллективе.
Перечень лекций составлялся с учетом требований ФГОС к знаниям студен-тов по итогам изучения МДК 02.01. Планирование и организация работы структурного подразделения
ПРИНЦИПЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
ЛЕКЦИЯ
План
1. Сущность и разновидности производственных процессов
2. Принципы организации производства
3. Производственный цикл
4. Расчет параметров поточной линии
СУЩНОСТЬ И РАЗНОВИДНОСТИ ПРОИЗВОДСТВЕННЫХ
ПРОЦЕССОВ
Современное производство представляет собой сложный процесс
превращения сырья, материалов, полуфабрикатов и других предметов труда в
готовую продукцию, удовлетворяющую потребностям общества.
Совокупность всех действий людей и орудий труда, осуществляемых на
предприятии для изготовления конкретных видов продукции, называется
производственным процессом.
Разновидности производственных процессов
По своему назначению и роли в производстве процессы подразделяются на
основные,
вспомогательные
обслуживающие.
Основными называются производственные процессы, в ходе которых
выпускаемой
осуществляется изготовление основной продукции,
предприятием.
К
вспомогательным
обеспечивающие
бесперебойное протекание основных процессов. Их результатом является
продукция, используемая на самом предприятии. Вспомогательными
являются процессы по ремонту оборудования, изготовлению оснастки,
выработка пара и сжатого воздуха
относятся процессы,
и т. д.
Обслуживающими называются процессы, в ходе реализации которых
выполняются услуги, необходимые для нормального функционирования и
основных, и вспомогательных процессов. К ним относятся, например,
процессы транспортировки, складирования, подбора и комплектования
деталей и т. д.
В современных условиях, особенно в автоматизированном производстве,
наблюдается тенденция к интеграции основных и обслуживающих процессов.
Так, в гибких автоматизированных комплексах объединены в единый процесс
основные, комплектовочные, складские и транспортные операции.Совокупность основных процессов образует основное производство. На
предприятиях машиностроения основное производство состоит из трех
стадий: заготовительной, обрабатывающей и сборочной.
Стадией производственного процесса называется комплекс процессов
и работ, выполнение которых характеризует завершение определенной части
производственного процесса и связано с переходом предмета труда из одного
качественного состояния в другое.
К заготовительной стадии относятся процессы получения заготовок —
резка материалов, литье, штамповка.
Обрабатывающая стадия включает процессы превращения заготовок в
готовые детали: механическую обработку, термообработку, покраску и
гальванические покрытия и т. д.
Сборочная стадия — заключительная часть производственного
процесса. В нее входят сборка узлов и готовых изделий, регулировка и
отладка машин и приборов, их испытания.
Состав и взаимные связи основных, вспомогательных и обслуживающих
процессов образуют структуру производственного процесса.
В организационном плане производственные процессы подразделяются
на простые и сложные.
Простыми называются производственные процессы, состоящие из
последовательно осуществляемых действий над простым предметом труда.
Например, производственный процесс изготовления одной детали или партии
одинаковых деталей.
Сложный процесс представляет собой сочетание простых процессов,
осуществляемых над множеством предметов труда. Например, процесс
изготовления сборочной единицы или всего изделия.
ПРИНЦИПЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
Рациональная организация производства должна отвечать ряду
требований, строиться на определенных принципах.
Принципы организации производственного процесса представляют
собой исходные положения, на основе которых осуществляются построение,
функционирование и развитие производственных процессов.
Принцип дифференциации предполагает разделение производственного
процесса на отдельные части (процессы, операции) и их закрепление за
соответствующими подразделениями предприятия.
Принципу дифференциации противостоит принцип комбинирования,
который означает объединение всех или части разнохарактерных процессов по
изготовлению определенных видов продукции в пределах одного участка,
цеха или производства.
Принципы дифференциации и комбинирования распространяются и на
отдельные рабочие места. Поточная линия, например, представляет собой
дифференцированный комплекс рабочих мест.Принцип концентрации означает сосредоточение определенных
производственных операций по изготовлению технологически однородной
продукции или выполнению функциональнооднородных работ на отдельных
рабочих местах, участках, в цехах или производствах предприятия.
Принцип специализации основан на ограничении разнообразия
элементов производственного процесса. Реализация этого принципа
предполагает закрепление за каждым рабочим местом и каждым
подразделением строго ограниченной номенклатуры работ, операций, деталей
или изделий.
В противоположность
принципу специализации
принцип
универсализации предполагает такую организацию производства, при которой
каждое рабочее место или производственное подразделение занято
изготовлением деталей и изделий широкого ассортимента или выполнением
разнородных производственных операций.
Принцип пропорциональности заключается в закономерном сочетании
отдельных элементов производственного процесса, которое выражается в
определенном количественном соотношении их друг с другом.
Так, пропорциональность по производственной мощности предполагает
равенство мощностей участков или коэффициентов загрузки оборудования.
Отсюда вытекает требование иметь в каждом цехе оборудование, площади,
рабочую силу в таком количестве, которое обеспечивало бы нормальную
работу всех подразделений предприятия. Такое же соотношение пропускной
способности должно существовать и между основным производством, с одной
стороны, и вспомогательными и обслуживающими подразделениями — с
другой.
Под параллельностью понимается одновременное выполнение
отдельных частей производственного процесса применительно к разным
частям общей партии деталей. Параллельность в выполнении основных и
вспомогательных элементов операции заключается в совмещении времени
машинной обработки со временем установки к съема деталей, контрольных
промеров, загрузки и выгрузки аппарата с основным технологическим
процессом и т. п.
Параллельность достигается:
при обработке одной детали на одном станке несколькими
инструментами;
одновременной обработкой разных деталей одной партии по данной
операции на нескольких рабочих местах;
одновременной обработкой тех же деталей по различным операциям на
нескольких рабочих местах;
одновременным изготовлением различных деталей одного и того же
изделия на разных рабочих местах.
Соблюдение принципа параллельности ведет к сокращению
длительности производственного цикла и времени пролеживания деталей, к
экономии рабочего времени
Принцип ритмичности означает, что все отдельные производственные
процессы и единый процесс производства определенного вида продукции
повторяются через установленные периоды времени.
Под прямоточностью понимают такой принцип организации
производственного процесса, при соблюдении которого все стадии и операции
производственного процесса осуществляются в условиях кратчайшего пути
предмета труда от начала процесса до его конца.
Принцип прямоточности требует обеспечения прямолинейного
движения предметов труда в технологическом процессе, устранения
различного рода петель и возвратных движений.
Принцип непрерывности реализуется в таких формах организации
производственного процесса, при которых все его операции осуществляются
непрерывно, без перебоев, и все предметы труда непрерывно движутся с
операции на операцию.
Полностью принцип непрерывности производственного процесса
реализуется на автоматических и непрерывнопоточных линиях, на которых
изготавливаются или собираются предметы труда, имеющие операции
одинаковой или кратной такту линии продолжительности.
Непрерывность работ в пределах операции обеспечивается прежде всего
совершенствованием орудий труда – введением автоматической переналадки,
автоматизацией вспомогательных процессов, использованием специальной
оснастки и приспособлений.
ПРОИЗВОДСТВЕННЫЙ ЦИКЛ
Основное и вспомогательное производства предприятия составляют
неразрывный комплекс процессов, протекающих во времени и пространстве,
соизмерение которых необходимо в ходе организации изготовления
продукции.
Время, в течении которого совершается производственный процесс,
называется временем производства.
Оно включает время, в течение которого сырье, материалы и некоторые
производственные фонды находятся в запасе, и время, в течение которого
совершается производственный цикл.
Производственным циклом называется комплекс определенным
образом организованных во времени основных, вспомогательных и
обслуживающих процессов, необходимых для изготовления определенного
вида продукции. Важнейшей характеристикой производственного цикла
является его длительность.
Длительность производственного цикла – это период времени, в течение
которого материал, заготовка или другой обрабатываемый предмет проходитвсе операции производственного процесса (или определенной его части) и
превращается в готовую продукцию.
Различают производственный цикл отдельных деталей и цикл
изготовления сборочной единицы или изделия в целом. Производственный
цикл детали обычно называют простым, а изделия или сборочной единицы –
сложным. Цикл может быть однооперационным и многооперационным.
Однооперационный производственный цикл для партии деталей на iой
операции определяется по формуле:
T
o
i
шт
i
tn
C
.
iмр
,
(59)
Где
n –количество деталей в производственной партии, шт.;
iштt
норма времени на выполнение iй операции технологического
процесса, мин;
iмрC .
количество рабочих мест (станков) на iй операции
технологического процесса.
Расчет простого цикла
Длительность цикла многооперационного процесса зависит от способа
передачи деталей с операции на операцию. Существуют три вида движения
предметов труда в процессе их изготовления: последовательный,
параллельный и параллельнопоследовательный.
При последовательном виде движения вся партия деталей
передается на последующую операцию после окончания обработки всех
деталей на предыдущей операции. Достоинствами этого метода являются
отсутствие перерывов в работе оборудования и рабочего на каждой операции,
возможность их высокой загрузки в течение смены. Но производственный
цикл при такой организации работ является наибольшим, что отрицательно
сказывается на техникоэкономических показателях деятельности цеха,
предприятия.
При параллельном виде движения детали передаются на следующую
операцию транспортной партией сразу после окончания ее обработки на
предыдущей операции. В этом случае обеспечивается наиболее короткий
цикл. Но возможности применения параллельного вида движения ограничены,
так как обязательным условием его реализации является равенство или
кратность продолжительности выполнения операций. В противном случае
неизбежны перерывы в работе оборудования и рабочих.
При параллельнопоследовательном виде движения деталей с
операции на операцию они передаются транспортными партиями или
поштучно. При этом происходит частичное совмещение времени выполнения
смежных операций, а вся партия обрабатывается на каждой операции без
перерывов.
Рабочие и оборудование работают без перерывов.Производственный цикл длиннее по сравнению с параллельным, но короче,
чем при последовательном движении предметов труда.
Далее в расчетах и на графиках используются обозначения:
опr число операций технологического процесса;
p количество деталей в транспортной (передаточной) партии, шт.;
m – число транспортных партий.
________ 1 рабочее место; ====== 2 рабочих места и т.д.
n
p
Рассмотрим варианты движения деталей в общем случае и на
конкретном примере.
Наглядное представление о длительности
производственного цикла дает график, который стоится строго по
маршрутной технологии с учетом всех технологических операций.
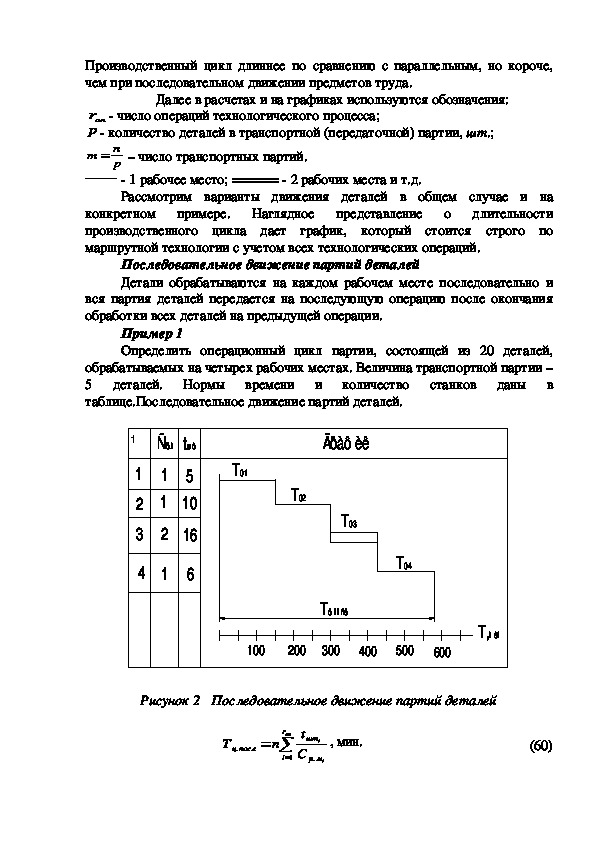
Последовательное движение партий деталей
Детали обрабатываются на каждом рабочем месте последовательно и
вся партия деталей передается на последующую операцию после окончания
обработки всех деталей на предыдущей операции.
Пример 1
Определить операционный цикл партии, состоящей из 20 деталей,
обрабатываемых на четырех рабочих местах. Величина транспортной партии –
5 деталей.
Нормы времени и количество станков даны в
таблице.Последовательное движение партий деталей.
¹
1
2
3
4
Ñð.ì
1
1
2
tø ò
5
10
16
1
6
T01
Ãðàô èê
T02
T03
T04
Tö ï î ñë
100
200
300
400
500
600
T,ì èí
Рисунок 2 Последовательное движение партий деталей
Т
ц
.
посл
n
r
оп
i
1
t
C
шт
i
мр
i
.
, мин.
(60)цТ
.
посл
20
5
1
10
1
16
2
6
1
580
мин.
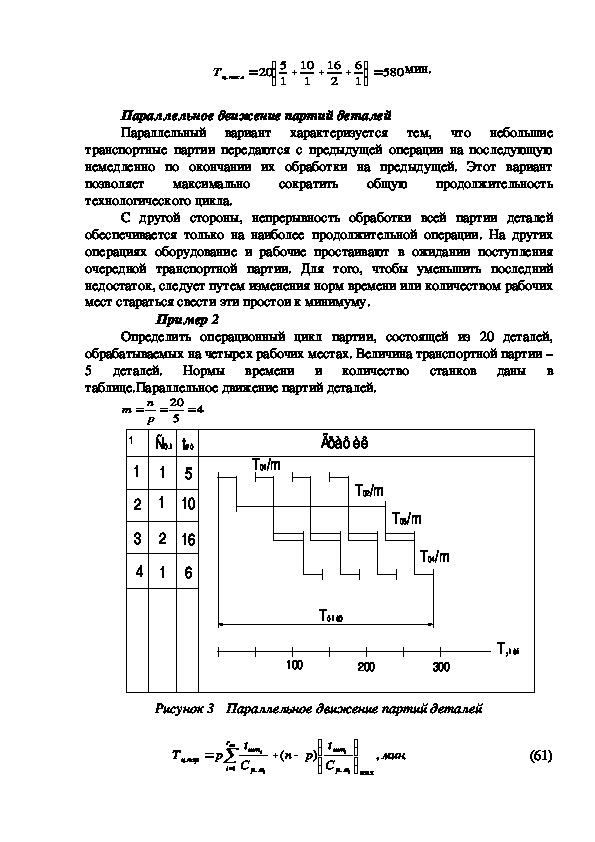
Параллельное движение партий деталей
Параллельный вариант характеризуется тем,
что небольшие
транспортные партии передаются с предыдущей операции на последующую
немедленно по окончании их обработки на предыдущей. Этот вариант
позволяет максимально
общую продолжительность
технологического цикла.
сократить
С другой стороны, непрерывность обработки всей партии деталей
обеспечивается только на наиболее продолжительной операции. На других
операциях оборудование и рабочие простаивают в ожидании поступления
очередной транспортной партии. Для того, чтобы уменьшить последний
недостаток, следует путем изменения норм времени или количеством рабочих
мест стараться свести эти простои к минимуму.
Пример 2
Определить операционный цикл партии, состоящей из 20 деталей,
обрабатываемых на четырех рабочих местах. Величина транспортной партии –
5 деталей.
Нормы времени и количество станков даны в
таблице.Параллельное движение партий деталей.
20
4
n
p
5
m
¹
1
2
3
4
Ñð.ì
tø ò
1
1
2
1
5
10
16
6
Ãðàô èê
T01/m
T02/m
T03/m
T04/m
Tö ï àð
100
200
300
T,ì èí
Рисунок 3 Параллельное движение партий деталей
Т
ц
.
пар
r
оп
p
i
1
t
C
шт
i
.
мр
i
n
(
p
)
t
С
шт
i
.
мр
i
max
,
мин
.
(61)Т пар
ц
.
5
5
1
10
1
16
2
6
1
20(
)5
10
1
295
мин
.
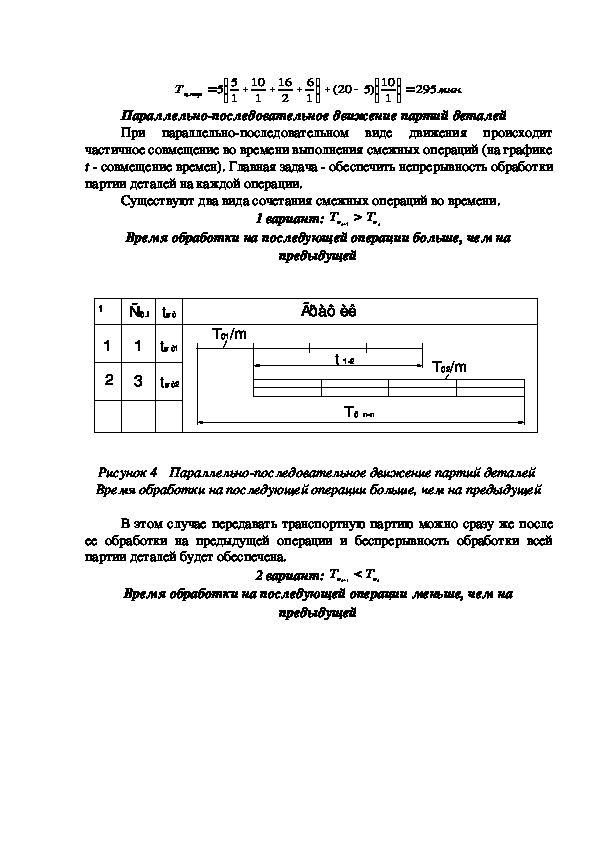
Параллельнопоследовательное движение партий деталей
При параллельнопоследовательном виде движения происходит
частичное совмещение во времени выполнения смежных операций (на графике
t совмещение времен). Главная задача обеспечить непрерывность обработки
партии деталей на каждой операции.
Существуют два вида сочетания смежных операций во времени.
1 вариант:
T
o
i
1
T
o
i
Время обработки на последующей операции больше, чем на
предыдущей
¹
Ñð.ì
tø ò
1
2
1
3
tø ò1
tø ò2
Ãðàô èê
T01/m
T02/m
t 12
Tö nn
Рисунок 4 Параллельнопоследовательное движение партий деталей
Время обработки на последующей операции больше, чем на предыдущей
В этом случае передавать транспортную партию можно сразу же после
ее обработки на предыдущей операции и беспрерывность обработки всей
партии деталей будет обеспечена.
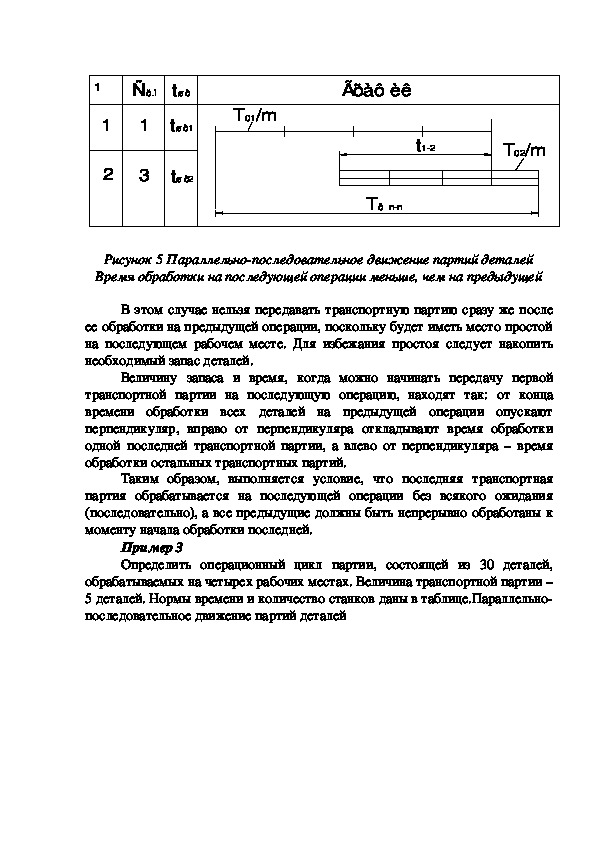
2 вариант:
T
o
i
1
T
o
i
Время обработки на последующей операции меньше, чем на
предыдущей¹
Ñð.ì
tø ò
1
2
1
3
tø ò1
tø ò2
Ãðàô èê
T01/m
t12
T02/m
Tö nn
Рисунок 5 Параллельнопоследовательное движение партий деталей
Время обработки на последующей операции меньше, чем на предыдущей
В этом случае нельзя передавать транспортную партию сразу же после
ее обработки на предыдущей операции, поскольку будет иметь место простой
на последующем рабочем месте. Для избежания простоя следует накопить
необходимый запас деталей.
Величину запаса и время, когда можно начинать передачу первой
транспортной партии на последующую операцию, находят так: от конца
времени обработки всех деталей на предыдущей операции опускают
перпендикуляр, вправо от перпендикуляра откладывают время обработки
одной последней транспортной партии, а влево от перпендикуляра – время
обработки остальных транспортных партий.
Таким образом, выполняется условие, что последняя транспортная
партия обрабатывается на последующей операции без всякого ожидания
(последовательно), а все предыдущие должны быть непрерывно обработаны к
моменту начала обработки последней.
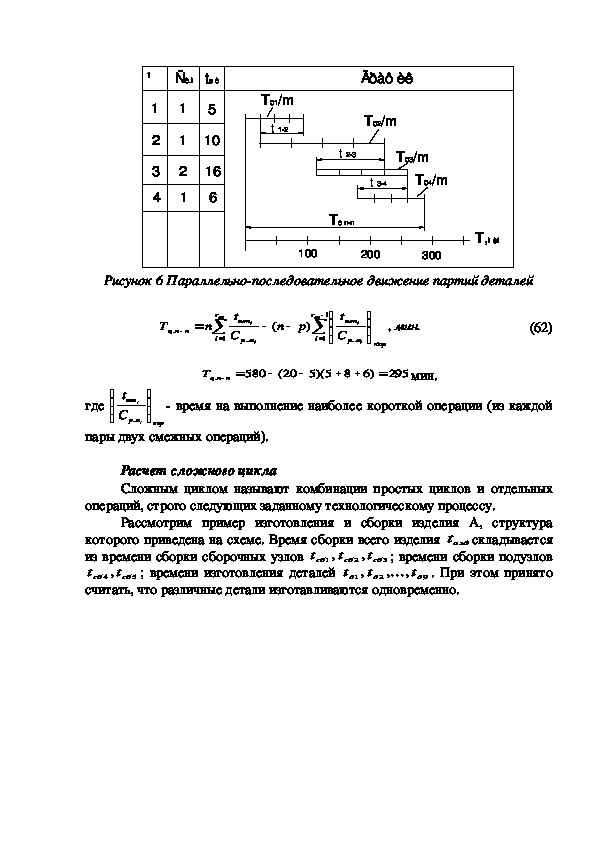
Пример 3
Определить операционный цикл партии, состоящей из 30 деталей,
обрабатываемых на четырех рабочих местах. Величина транспортной партии –
5 деталей. Нормы времени и количество станков даны в таблице.Параллельно
последовательное движение партий деталей¹
Ñð.ì
tø ò
1
2
3
4
1
1
2
1
5
10
16
6
T01/m
t 12
Ãðàô èê
T02/m
t 23
T03/m
t 34
T04/m
Tö nn
100
200
300
T,ì èí
Рисунок 6 Параллельнопоследовательное движение партий деталей
Т
ппц
.
n
r
оп
i
1
t
C
шт
i
мр
i
.
(
n
p
)
r
оп
i
1
1
t
С
шт
i
мр
i
.
кор
,
мин
.
(62)
ппцТ
.
580
20(
)685)(5
295
мин.
кор
время на выполнение наиболее короткой операции (из каждой
где
t
C
шт
i
мр
i
.
пары двух смежных операций).
Расчет сложного цикла
Сложным циклом называют комбинации простых циклов и отдельных
операций, строго следующих заданному технологическому процессу.
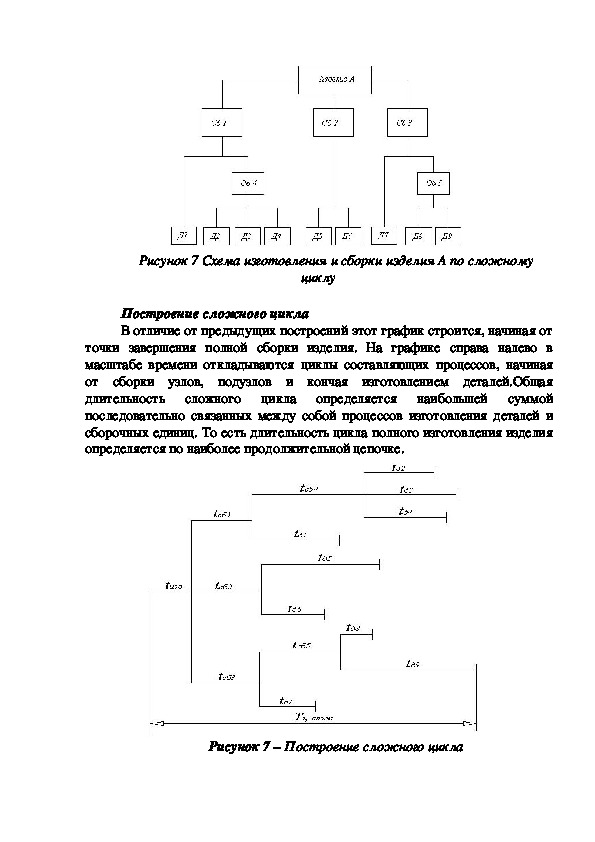
Рассмотрим пример изготовления и сборки изделия А, структура
складывается
; времени сборки подузлов
. При этом принято
,...,
которого приведена на схеме. Время сборки всего изделия издt
из времени сборки сборочных узлов
t
считать, что различные детали изготавливаются одновременно.
4 , сб
t
t
,
,
t
,
; времени изготовления деталей
t
сб
1
t
t
t
сб
сб
д
1
д
9
д
2
сб
3
2
5Рисунок 7 Схема изготовления и сборки изделия А по сложному
циклу
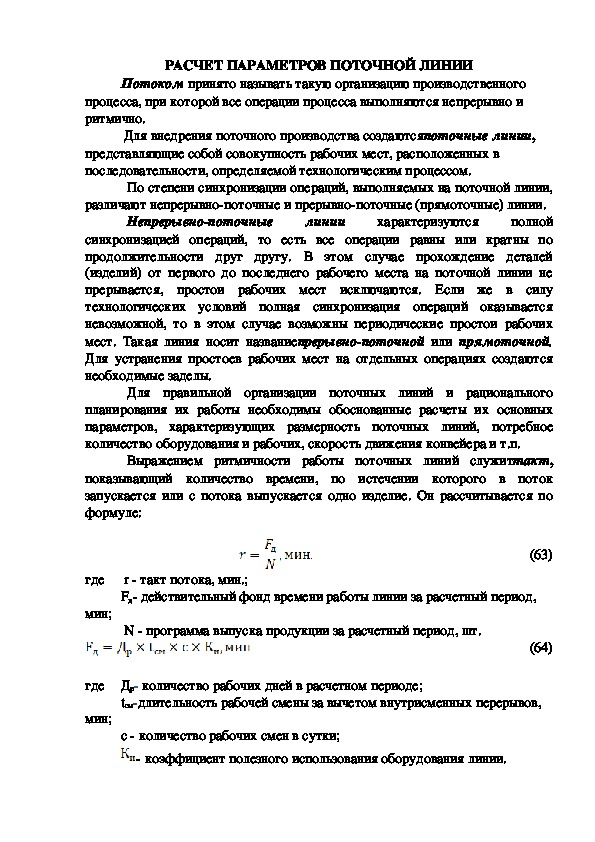
Построение сложного цикла
В отличие от предыдущих построений этот график строится, начиная от
точки завершения полной сборки изделия. На графике справа налево в
масштабе времени откладываются циклы составляющих процессов, начиная
от сборки узлов, подузлов и кончая изготовлением деталей.Общая
длительность сложного цикла определяется наибольшей суммой
последовательно связанных между собой процессов изготовления деталей и
сборочных единиц. То есть длительность цикла полного изготовления изделия
определяется по наиболее продолжительной цепочке.
Рисунок 7 – Построение сложного циклаРАСЧЕТ ПАРАМЕТРОВ ПОТОЧНОЙ ЛИНИИ
Потоком принято называть такую организацию производственного
процесса, при которой все операции процесса выполняются непрерывно и
ритмично.
Для внедрения поточного производства создаютсяпоточные линии,
представляющие собой совокупность рабочих мест, расположенных в
последовательности, определяемой технологическим процессом.
линии
характеризуются
Непрерывнопоточные
По степени синхронизации операций, выполняемых на поточной линии,
различают непрерывнопоточные и прерывнопоточные (прямоточные) линии.
полной
синхронизацией операций, то есть все операции равны или кратны по
продолжительности друг другу. В этом случае прохождение деталей
(изделий) от первого до последнего рабочего места на поточной линии не
прерывается, простои рабочих мест исключаются. Если же в силу
технологических условий полная синхронизация операций оказывается
невозможной, то в этом случае возможны периодические простои рабочих
мест. Такая линия носит названиепрерывнопоточной или прямоточной.
Для устранения простоев рабочих мест на отдельных операциях создаются
необходимые заделы.
Для правильной организации поточных линий и рационального
планирования их работы необходимы обоснованные расчеты их основных
параметров, характеризующих размерность поточных линий, потребное
количество оборудования и рабочих, скорость движения конвейера и т.п.
Выражением ритмичности работы поточных линий служиттакт,
показывающий количество времени, по истечении которого в поток
запускается или с потока выпускается одно изделие. Он рассчитывается по
формуле:
r такт потока, мин.;
Fд действительный фонд времени работы линии за расчетный период,
где
мин;
N программа выпуска продукции за расчетный период, шт.
(64)
(63)
где Др количество рабочих дней в расчетном периоде;
tсмдлительность рабочей смены за вычетом внутрисменных перерывов,
мин;
с количество рабочих смен в сутки;
коэффициент полезного использования оборудования линии.Величина, обратная такту, характеризующая количество изделий
(деталей), выпускаемых в единицу времени, называется темпом работы
поточной линии. Темп потока характеризует интенсивность труда
работающих и определяется по формуле:
(65)
где Тм темп работы поточной линии, шт.
При передаче изделий на конвейере непрерывного действия с операции
на операцию передаточными партиями определяютритмпоточной линии,
представляющий собой интервал времени, через который последовательно
запускается (выпускается) очередная передаточная партия изделий. Он
рассчитывается по формуле:
(66)
где R ритм поточной линии, мин;
n количество изделий в передаточной партии, шт.
На основе расчетов такта и ритма поточной линии определяется
потребное количество рабочих мест и рабочих.
Расчетное число рабочих мест на каждой операции определяется по
формуле:
(67)
где toп норма времени на операцию, мин.
Полученная величина (Мр) округляется в большую сторону и считается
количеством принятых рабочих мест (Мпр).
Степень загрузки рабочих мест определяется процентом или
коэффициентом загрузки, которые рассчитываются по формулам:
(68)
(69)
где Пзагр процент загрузки рабочих мест, %;
Кзагр коэффициент загрузки.Важным параметром поточной линии являетсядлина конвейерной
ленты, зависящая от количества рабочих мест, габаритных размеров
оборудования и расстояний между станками. Она определяется по формуле:
(70)
где Lкон длина конвейерной ленты, м;
Lбар расстояние между осями барабанов приводной и натяжной станций
(два расстояния потому, что конвейерная лента замкнутая), м;
D диаметр барабанов, обычно равен 0,5 м.
Скорость движения конвейера поточной линии должна
соответствовать такту потока. Это соответствие достигается, если путь,
равный расстоянию между двумя смежными деталями (изделиями), конвейер
проходит за время, равное такту потока:
(71)
где Vk скорость движения конвейера, м/мин;
l расстояние между двумя обрабатываемыми друг за другом деталями на
конвейере (шаг конвейера), м.
На машиностроительных предприятиях скорость движения конвейера
колеблется в пределах 0,14 м/мин. При более высоких скоростях работа на
конвейере может стать опасной для рабочих. Рациональными скоростями
рабочего конвейера считаются 0,5 2,5 м/мин. при сборке относительно
небольших объектов.
Общее время на выполнение сборки изделий на конвейере
определяется по формулам:
при непрерывном движении конвейера:
где Тсб длительность технологического цикла сборки, мин;
при периодическом движении конвейера:
(72)
(73)
где tn время на передвижение собираемого изделия от одной операции к
другой, мин.
Контрольные заданияПодготовьте в рабочей тетради письменные ответы на поставленные
1. Производственный процесс (определение)
2. Заполнить таблицу:
вопросы:
Таблица 11 – Разновидности производственных процессов
Основные
Вспомогательные
Обслуживающие
3. Продолжите предложение: «Совокупность основных процессов
образует…»
4. Заполните таблицу:
Наименование стадии
Таблица 12 – Стадии основного производства
№
Заготовительная
1
2 Обрабатывающая
3
Сборочная
5. Заполните таблицу:
Содержание
Таблица 13 – Виды производственных процессов
Виды производственных процессов
Содержание
Простые
Сложные
6. Продолжите предложение: «Принципы организации производственного
процесса представляют собой…»
7. Перечислите 8 принципов организации производственного процесса
8. Производственный цикл (определение)
9. Заполните таблицу:
Таблица 14 – Виды движения предметов труда
Виды движения предметов труда
№
1 Последовательный
2 Параллельный
3 Параллельнопоследовательный
10.Поточная линия (определение)
11.Перечислите параметры поточных линий
Сущность