Поделиться


Тема. СоединениЯ
ЛЕКЦИЯ Соединения. Заклёпочные соединения
1. Соединения и их классификация
2. Заклёпочные соединения (классификация, основные типы заклёпок, применяемые материалы, расчёт на прочность заклёпочных швов)
Учебные вопросы
1. Соединения и их классификация
Общие сведения
Соединение деталей – конструктивное обеспечение их контакта с целью кинематического и силового взаимодействия либо для образования из них частей (деталей, сборочных единиц) механизмов, машин и приборов.
Основным критерием работоспособности и расчета соединений – прочность.
Разрушения в машинах происходят в большинстве случаев в местах соединений!
Общие сведения
1. Соединение должно быть равнопрочным с соединяемыми элементами!
2. Соединения элементов сосудов и трубопроводов, содержащим газы или жидкости, должны удовлетворять условиям плотности(герметичности).
3. Соединения должны удовлетворять условию жесткости.
4. Желательно, чтобы соединение не искажало форму изделия.
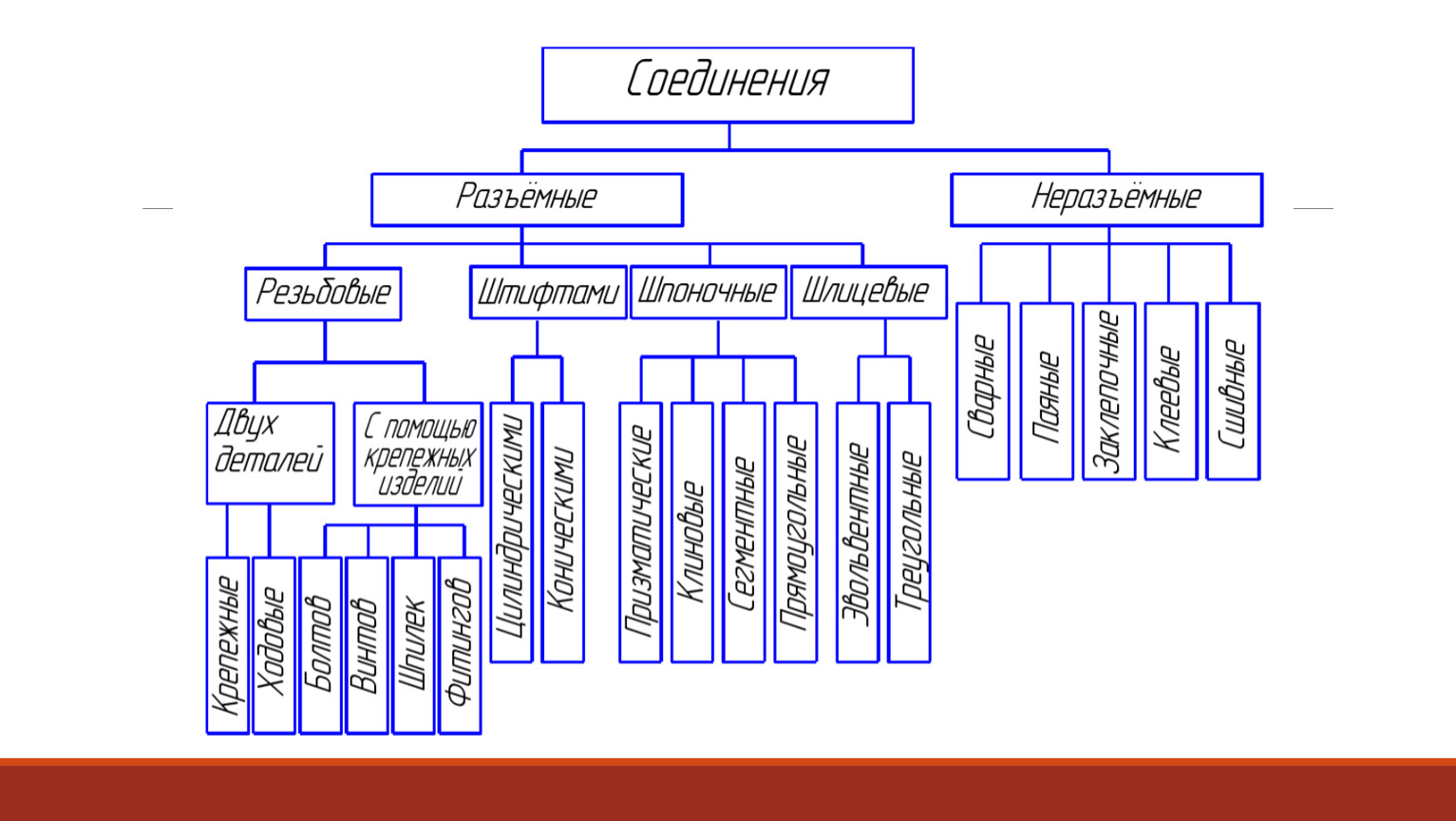
Классификация соединений
по возможности разборки без разрушения соединяемых деталей – разъёмные и неразъёмные соединения;
по возможности относительного взаимного перемещения соединяемых деталей – подвижные и неподвижные соединения;
по форме сопрягаемых (контактных) поверхностей – плоское, цилиндрическое, коническое, сферическое, винтовое, профильное соединения;
по технологическому методу образования – сварное, паяное, клеёное (клеевое), клёпаное, прессовое, резьбовое, шпоночное, шлицевое, штифтовое, клиновое, профильное соединения.
Классификация соединений
Неразъёмные соединения – такие соединения, которые после изготовления невозможно разобрать без разрушения деталей, участвующих в соединении.
Из всех известных видов неразъёмных соединений наиболее широко распространены заклёпочные, сварные, паяные и клеевые соединения.
2. Заклепочные соединения
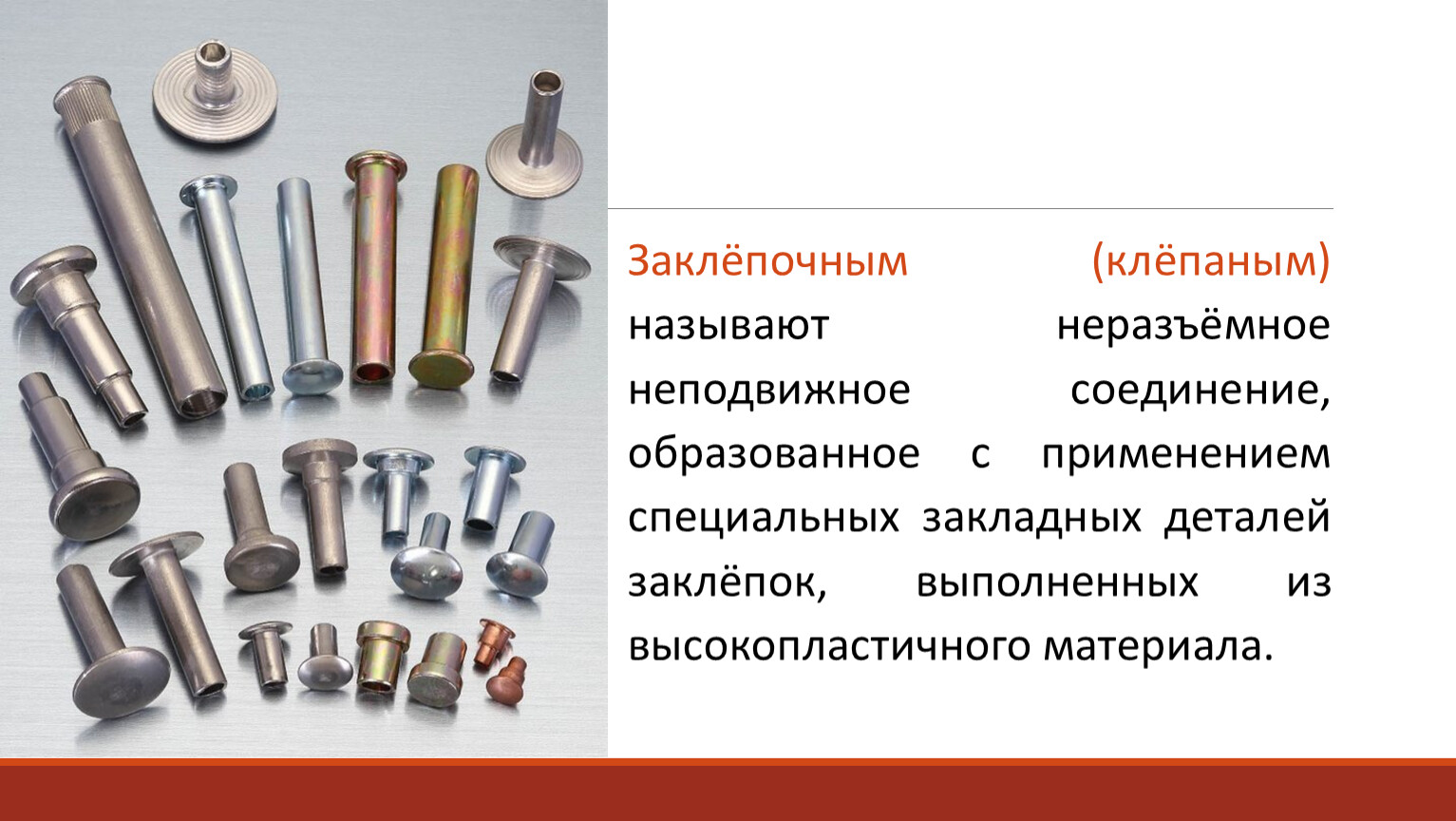
Заклёпочным (клёпаным) называют неразъёмное неподвижное соединение, образованное с применением специальных закладных деталей заклёпок, выполненных из высокопластичного материала.

Общие сведения
Заклёпочное соединение включает:
две соединяемых детали 1 и 2 и заклёпку 3.
Заклёпка: тело заклёпки или стержень 4 и две головки – закладную 5, изготавливаемую до формирования соединения, и замыкающую 6, создаваемую в момент образования заклёпочного соединения.

Общие сведения

Общие сведения
Область применения
в соединениях, где необходимо исключить сопутствующее сварке термическое воздействие (изменение структуры материала, коробление);
в соединениях деталей из разнородных материалов (металл – неметалл, сталь – цветные сплавы и т.д.);
в облегченных ферменных и тонколистовых оболочковых конструкциях из легких сплавов (из-за сложности сварки, пониженной вибропрочности, поводке (искривлении) материала при длинных швах).
высокая надёжность соединения;
удобство контроля качества клёпки;
повышенная сопротивляемость ударным и вибрационным нагрузкам;
возможность соединения деталей из трудносвариваемых металлов
неизменность физико-химических свойств материалов соединяемых деталей в процессе клёпки.
не дают температурных деформаций;
детали при разборке не разрушаются.
Достоинства
высокая стоимость, так как процесс получения заклепочного шва состоит из большого числа операций и требует применения дорогостоящего оборудования;
большой расход материала (из-за ослабления деталей отверстиями требуется увеличение площади сечений, необходимость применения накладок и прочих дополнительных элементов);
нарушение плотности швов при эксплуатации;
невозможность соединения деталей сложной конфигурации.
Недостатки
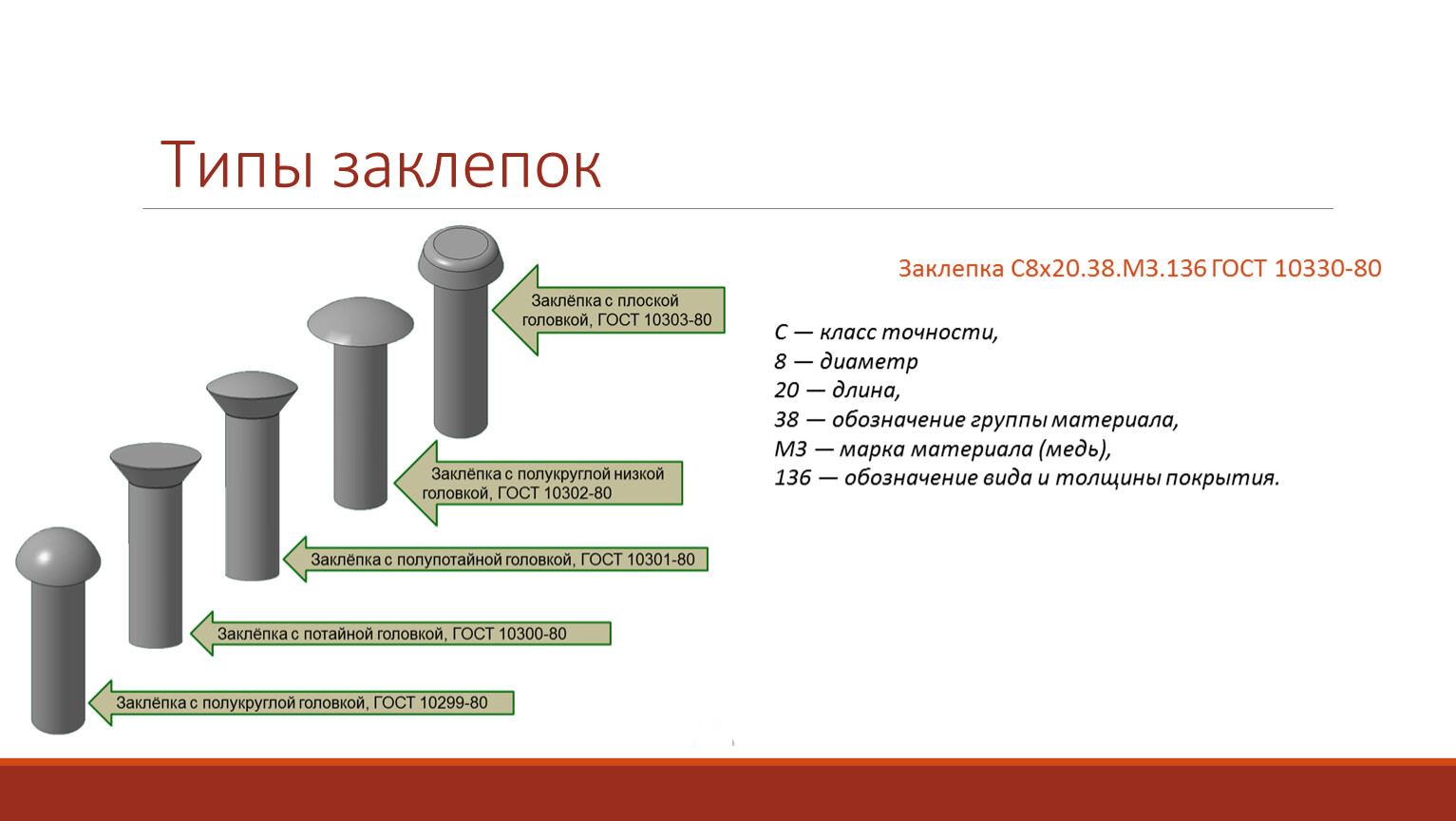
Типы заклепок
Заклепка С8х20.38.МЗ.136 ГОСТ 10330-80
С — класс точности,
8 — диаметр
20 — длина,
38 — обозначение группы материала,
М3 — марка материала (медь),
136 — обозначение вида и толщины покрытия.
1) по функциональному назначению –
прочные (предназначенные только для передачи нагрузки);
плотные (обеспечивающие герметичное разделение сред);
прочно-плотные (способные выполнять обе названные функции).
Классификация

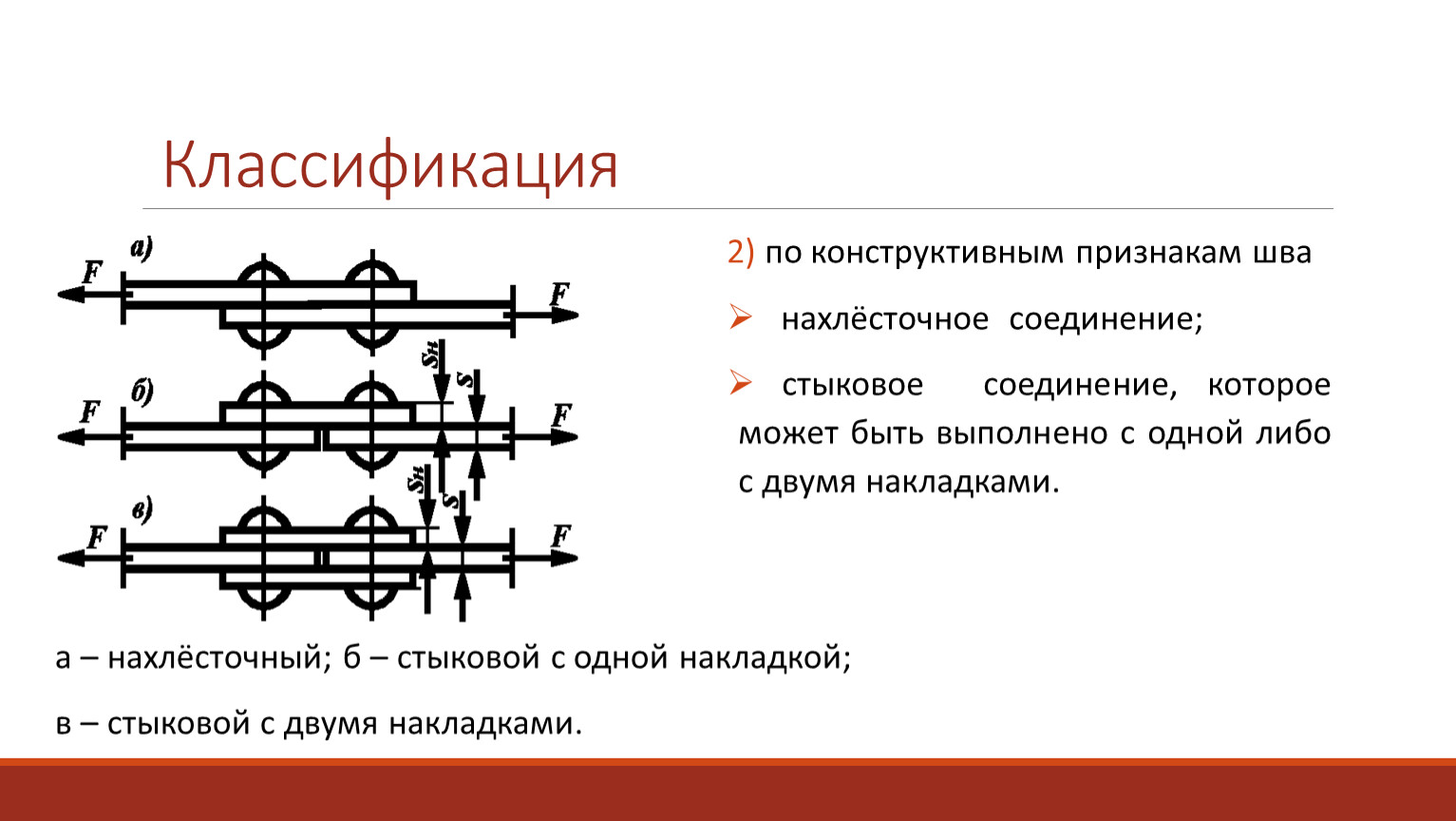
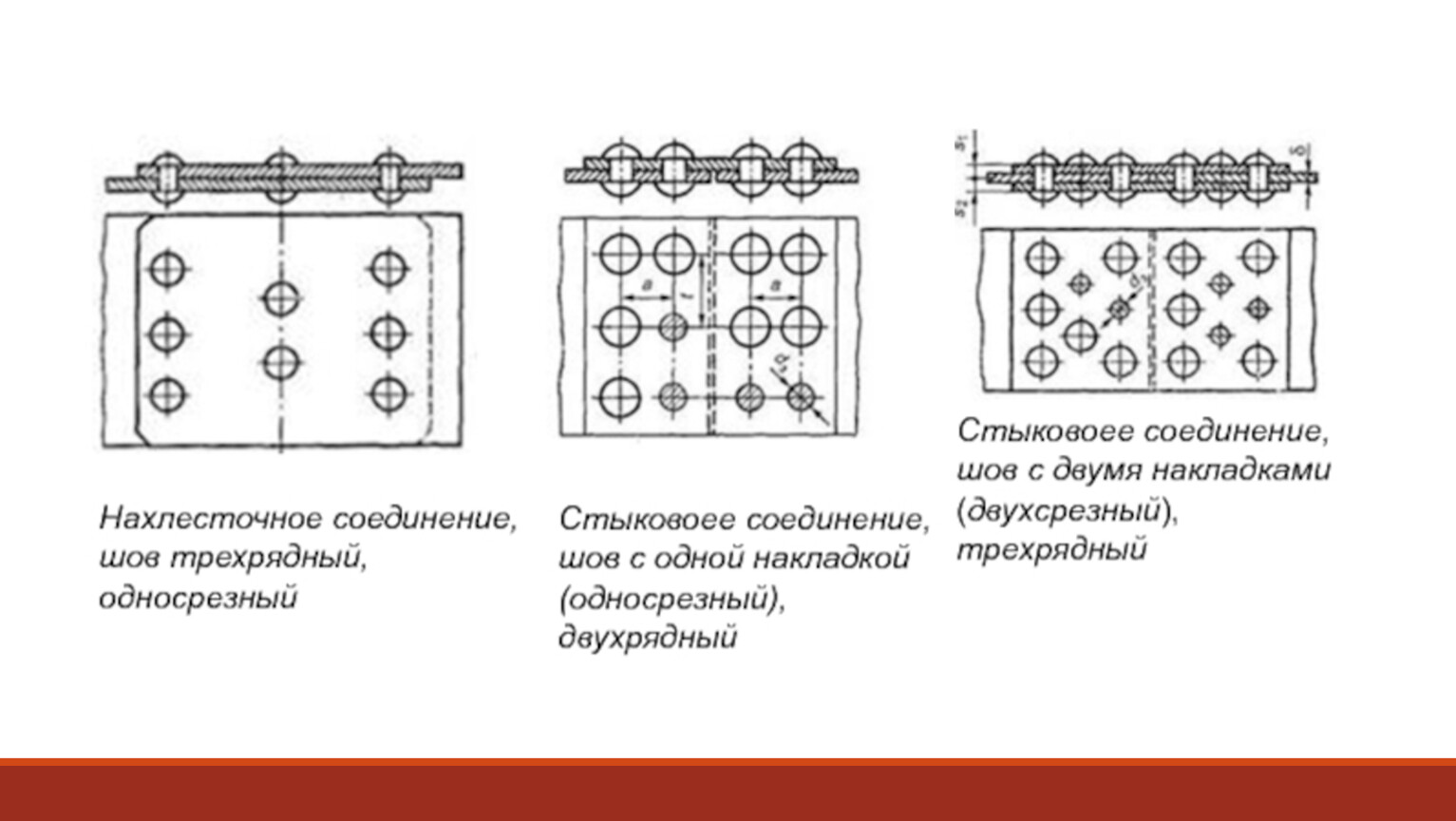
2) по конструктивным признакам шва
нахлёсточное соединение;
стыковое соединение, которое может быть выполнено с одной либо с двумя накладками.
Классификация
а – нахлёсточный; б – стыковой с одной накладкой;
в – стыковой с двумя накладками.
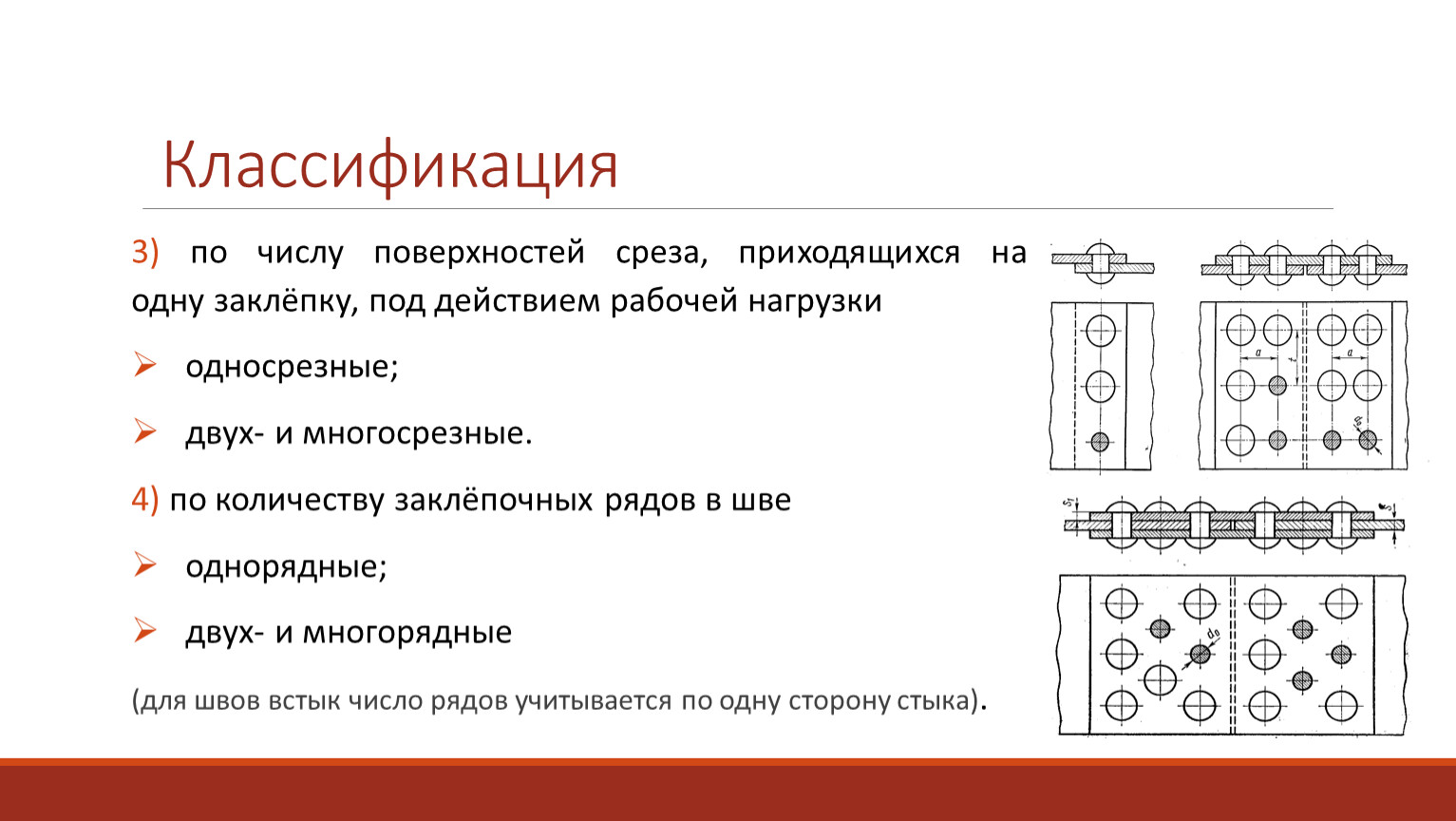
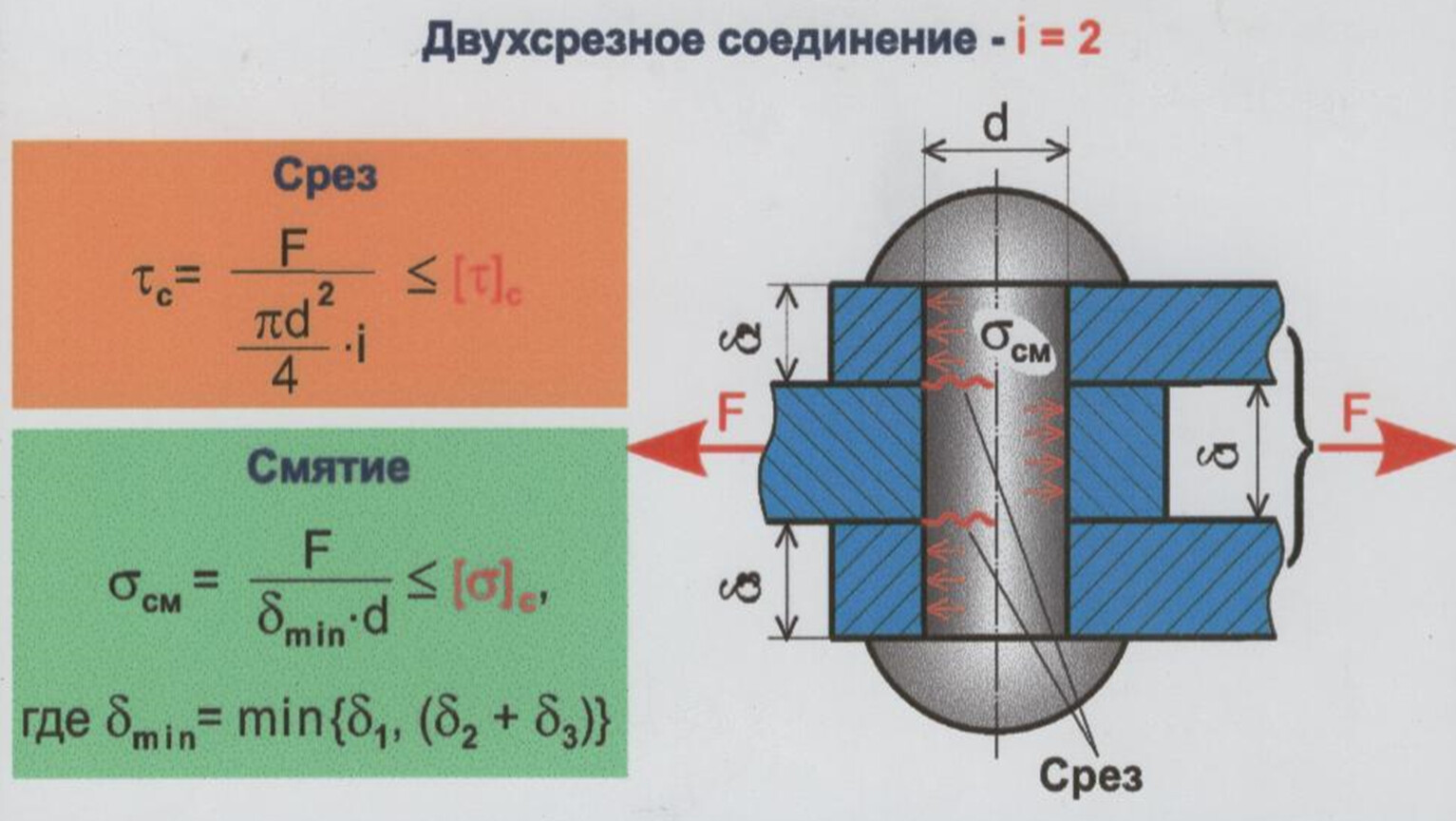
3) по числу поверхностей среза, приходящихся на одну заклёпку, под действием рабочей нагрузки
односрезные;
двух- и многосрезные.
4) по количеству заклёпочных рядов в шве
однорядные;
двух- и многорядные
(для швов встык число рядов учитывается по одну сторону стыка).
Классификация
Классификация
Основными материалами склепываемых деталей являются мало-углеродистые стали Ст.0, Ст.2, Ст.3, цветные металлы и их сплавы.
К материалу заклепки предъявляются требования:
1. Высокая пластичность для облегчения процесса клепки.
2. Одинаковый коэффициент температурного расширения с материалом деталей во избежание дополнительных температурных напряжений в соединении при колебаниях температуры.
3. Однородность с материалом склепываемых деталей для предотвращения появления гальванических токов, сильно разрушающих соединения.
Материалы
При недостаточной прочности соединения возможно его разрушение четырёх различных видов
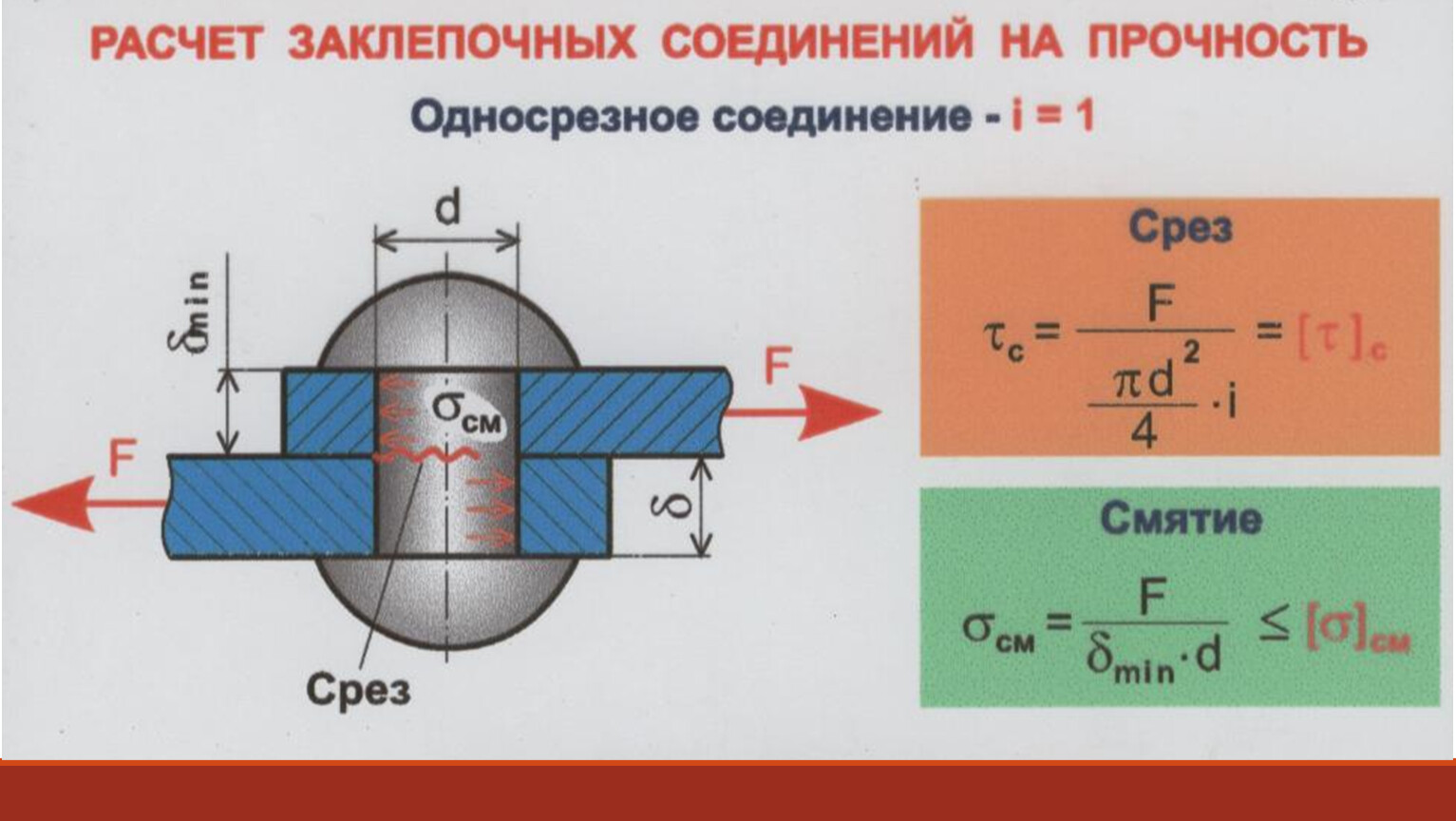
1. под действием касательных напряжений в теле заклёпки возможен её срез по сечению, лежащему в плоскости контакта склёпываемых листов;
2. под действием контактных напряжений, действующих между телом заклёпки и поверхностью отверстий под её установку, возможно смятие контактирующих (цилиндрических) поверхностей;
Критерием работоспособности
3. под действием нормальных напряжений в теле склёпываемых листов, действующих в сечении шва, ослабленном отверстиями под установку заклёпок, возможен разрыв листов по этому ослабленному сечению;
4. под действием касательных напряжений в теле склёпываемых листов возможен вырыв (срез) части металла склёпываемых листов (часть листа͵ ограниченная сечениями).
Критерием работоспособности
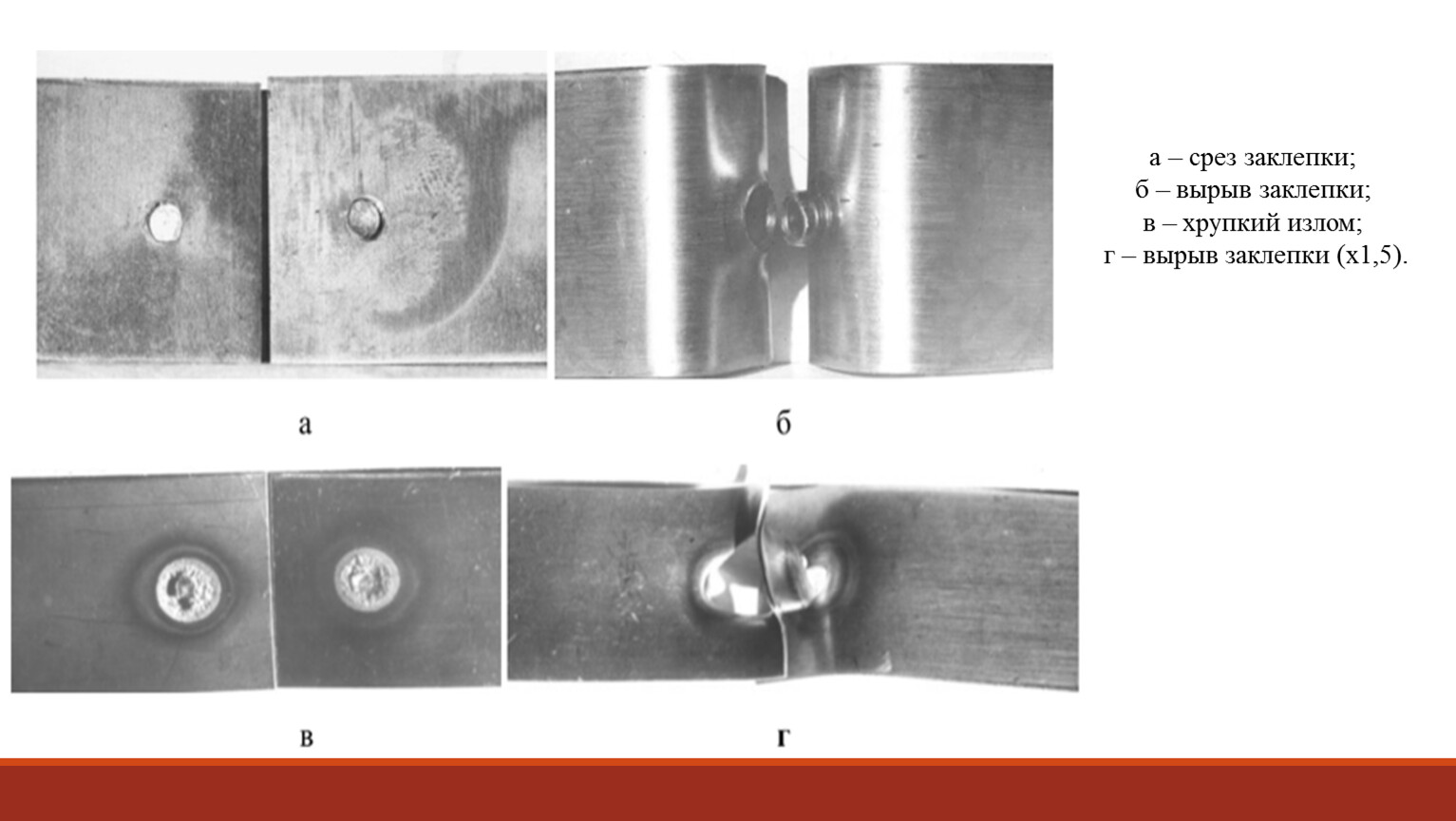
а – срез заклепки;
б – вырыв заклепки;
в – хрупкий излом;
г – вырыв заклепки (х1,5).
При недостаточной прочности соединения возможно его разрушение четырёх различных видов
3. под действием нормальных напряжений в теле склёпываемых листов, действующих в сечении шва, ослабленном отверстиями под установку заклёпок, возможен разрыв листов по этому ослабленному сечению;
4. под действием касательных напряжений в теле склёпываемых листов возможен вырыв (срез) части металла склёпываемых листов (часть листа͵ ограниченная сечениями).
Критерием работоспособности
При недостаточной прочности соединения возможно его разрушение четырёх различных видов
3. под действием нормальных напряжений в теле склёпываемых листов, действующих в сечении шва, ослабленном отверстиями под установку заклёпок, возможен разрыв листов по этому ослабленному сечению;
4. под действием касательных напряжений в теле склёпываемых листов возможен вырыв (срез) части металла склёпываемых листов (часть листа͵ ограниченная сечениями).
Критерием работоспособности
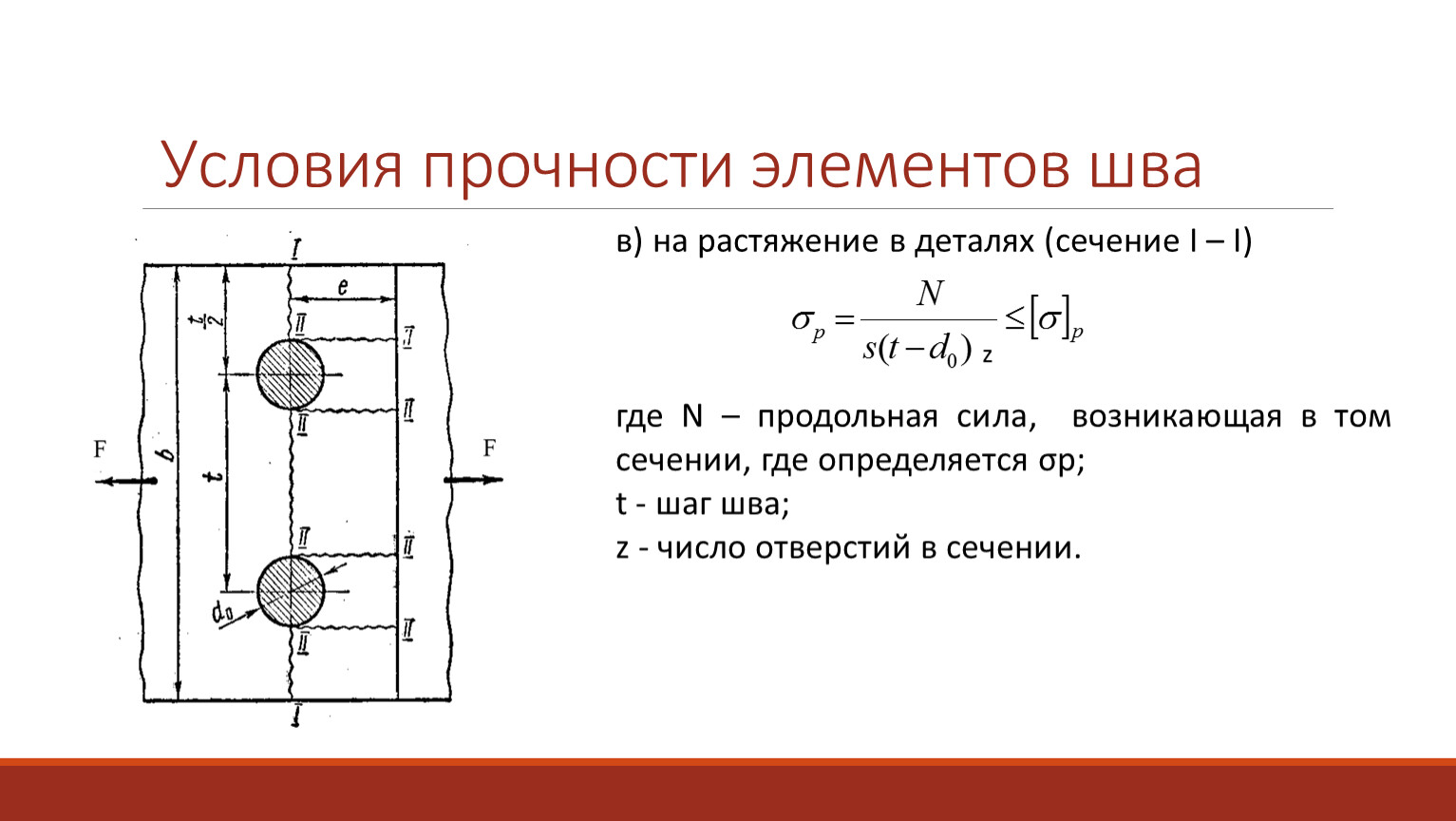
Условия прочности элементов шва
в) на растяжение в деталях (сечение I – I)
где N – продольная сила, возникающая в том сечении, где определяется σр;
t - шаг шва;
z - число отверстий в сечении.
z
Условия прочности элементов шва
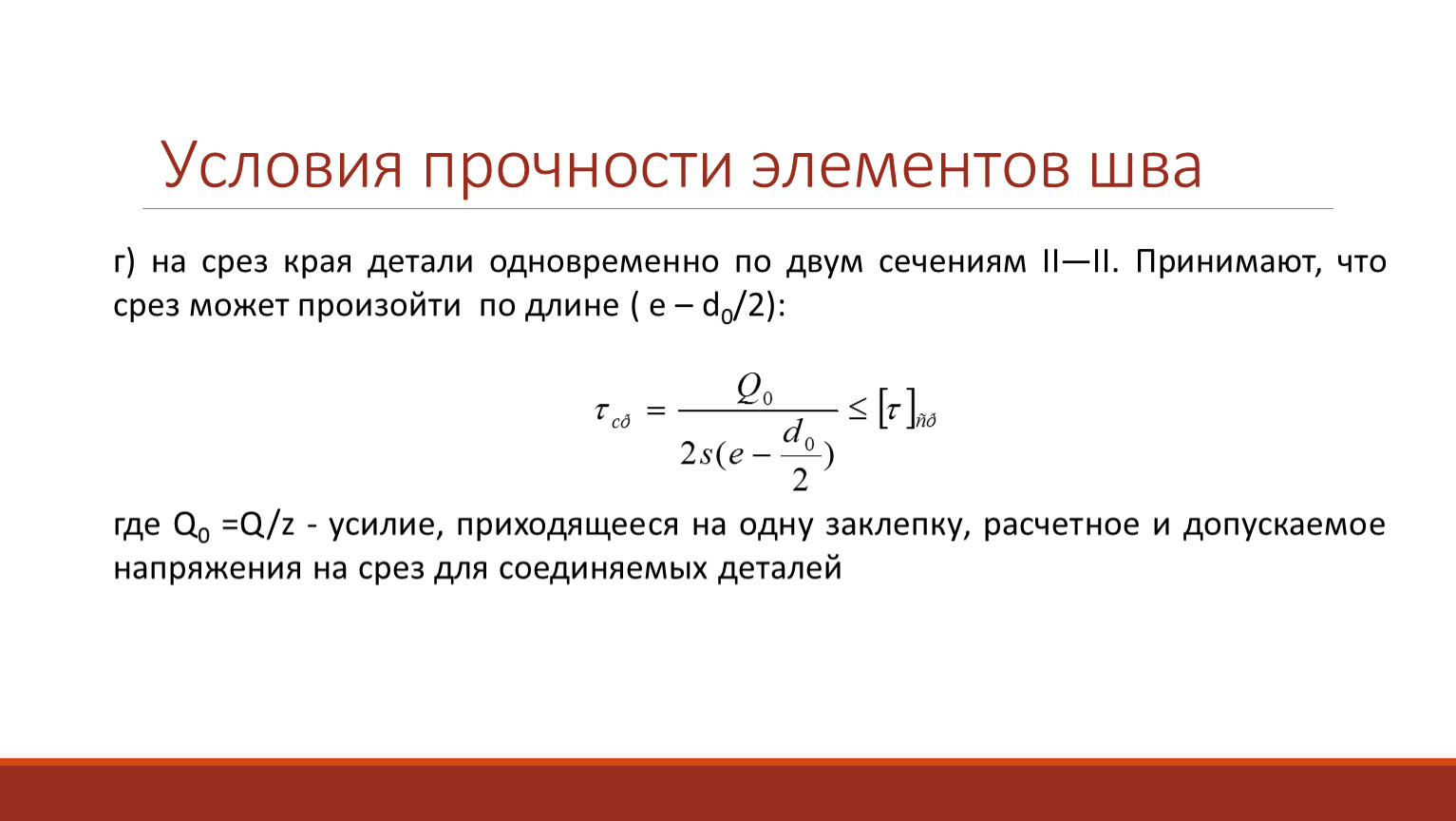
г) на срез края детали одновременно по двум сечениям II—II. Принимают, что срез может произойти по длине ( e – d0/2):
где Q0 =Q/z - усилие, приходящееся на одну заклепку, расчетное и допускаемое напряжения на срез для соединяемых деталей
Условия прочности элементов шва
На практике при расчете прочных заклепочных швов пользуются следующими соотношениями
1. Диаметр отверстий под заклепки для швов внахлестку или с одной накладкой d0≈2s
2. Шаг заклепочного шва t=(36)d0
3. Расстояние от края детали до оси заклепки при продавленных отверстиях е=2d0
при сверленых отверстиях е=1,65d0
4. Расстояние между рядами заклепок а≥0,6t,
5. Толщина накладок s1=0,8s
Рекомендации по конструированию заклепочных соединений
1. Заклепки в шве располагаются так, чтобы ослабление соединяемых деталей отверстиями было наименьшим.
2. Во избежание возникновения изгиба соединяемых деталей заклепки располагают на оси, проходящей через центр тяжести склепываемых деталей или симметрично относительно этой оси.
3. Не рекомендуется в одном шве применять заклепки разных диаметров.
4. Для предотвращения поворота соединяемых деталей относительно друг друга, число заклепок в шве принимают не менее двух, т.е. z >=2.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.