«МАСТЕР-КЛАСС
«Сварка деталей из стали стыковым многопроходным швом в нижнем положении»»
ПМ.01 Подготовительно-сварочные работы и контроль качества сварных швов после сварки по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки))
Цели занятия:
Образовательные:
Формирование и усвоение приемов сварки деталей из стали стыковым многопроходным швом в нижнем положении.
Формирование у обучающихся профессиональных навыков при выполнении сварки деталей из стали стыковым многопроходным швом в нижнем положении.
Развивающие:
Развитие навыков самостоятельной работы, внимания, координации движений, умения осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
Воспитательные:
Воспитание у обучающихся аккуратности, трудолюбия, бережного отношения к сварочному оборудованию и инструментам.
Пробуждение эмоционального интереса к выполнению работ.
Бюджетное профессиональное образовательное учреждение Омской области
«Седельниковский агропромышленный техникум»
МАСТЕРКЛАСС
«Сварка деталей из стали стыковым многопроходным швом в нижнем
положении»
ПМ.01 Подготовительносварочные работы и контроль качества сварных
швов после сварки
по профессии 15.01.05 Сварщик (ручной и частично механизированной
сварки (наплавки))
Подготовил: Баранов Владимир Ильич
мастер производственного обучения
Седельниково, Омская область, 2017
1Профессия сварщик
В наше время очень многое из построек и всего прочего держится на металле.
Современный мир без него существовать не может. Все высокие здания
возводятся с помощью металла. Машины и корабли тоже состоят из металла.
Металл применим и в быту, и в промышленности. Именно поэтому человек,
который может соединять все металлическое, в наше время просто
необходим. Но тема сегодняшнего разговора – профессия сварщик. Всегда с
большим уважением относился к этой профессии изза того, что она
ответственная, требует определенной виртуозности. От качества работы
сварщика очень многое зависит. Строительные конструкции должны быть
долговечными, а у любой техники важен срок ее
эксплуатации.
Как и все профессии, профессия сварщик имеет
свою историю. Мало кто интересуется временем
возникновения профессий. В далеком – 1802 году,
когда В.
Петровым был открыт эффект
электрической дуги, ее эффект позволяет создать
высокую температуру,
которая позволяет расплавить металл.
В
промышленности это открытие стало применяться не сразу. Только спустя
несколькие десятилетия этот метод стал использоваться в различных
отраслях промышленности. Он те только стал использоваться, но и произвел
целую революцию в строительстве и соединении металлов.
В наше время профессия сварщик имеет большое социальное значение в
обществе. Работа сварщика применяется в очень многих отраслях:
конструкции и системы коммуникаций, промышленность, машиностроение,
кораблестроение, энергетика, нефтеперерабатывающая промышленность,
сельское хозяйство и другие. Трудно найти то или иное производство, где не
применяется труд сварщика.
Сама по себе профессия сварщик имеет разные специализации: ручная и
дуговая сварка, газосварка, автоматическая сварка (здесь специалистом
является оператор). Но все эти люди делают одно дело – соединяют
металлические конструкции, детали узлов и прочее. Любая одежда имеет
2швы, вот и все что сварено из металла тоже имеет швы. От мастерства
сварщика зависит то, насколько качественный будет сварочный шов.
Небрежность в этой работе может привести к необратимым последствиям или
катастрофе. Представьте себе катастрофу изза некачественной сварки
газопровода… Поэтому сварщик в первую очередь должен быть
профессионалом. В его работе большое значение имеет техника безопасности
и санитария.
Профессия сварщик имеет свои плюсы и минусы. Сейчас я постараюсь
отразить их более подробно. Эта профессия высоко востребована на рынке и
довольно престижна. Сварщик пользуется спросом и на уровне
государственной экономики, и в частном порядке. Если специалист
достаточно квалифицированный, то ему не придется долго искать работу –
она найдет его сама. Даже без опыта работы сварщика могут взять на работу
(ЖКХ или частник). Заработная плата сварщика растет в зависимости от его
квалификации и опыта работы. Профессия сварщик имеет и минусы: условия
труда довольно не легкие, часто приходится работать на открытых площадках
и в любую погоду, сварщик постоянно испытывает нагрузку на зрение изза
яркости электрической дуги. Данная профессия считается вредной изза
выделения газов и тепла при работе.
3Министерство образования Омской области
БПОУ «Седельниковский агропромышленный техникум»
План занятия П/О
Группы 5 Профессия Сварщик Мастер Баранов В.И.
УП. 01. Подготовительносварочные работы и контроль качества
сварных швов после сварки
Тема занятия:
Сварка деталей из стали стыковым
многопроходным швом в нижнем положении.
Тип занятия: Урок формирования и совершенствования трудовых умений
и навыков.
Вид занятия: Комбинированное.
Цели занятия:
Образовательные:
Формирование и усвоение приемов сварки деталей из стали стыковым
многопроходным швом в нижнем положении.
Формирование у обучающихся профессиональных навыков при
выполнении сварки деталей из стали стыковым многопроходным швом в
нижнем положении.
Развивающие:
Развитие навыков самостоятельной работы, внимания, координации
движений, умения осуществлять текущий и итоговый контроль, оценку
и коррекцию собственной деятельности, нести ответственность за
результаты своей работы.
Воспитательные:
Воспитание у обучающихся аккуратности, трудолюбия, бережного
отношения к сварочному оборудованию и инструментам.
Пробуждение эмоционального интереса к выполнению работ.
4Дидактические задачи:
Закрепить полученные знания, приемы, умения и навыки по
выполнению сварки деталей из стали стыковым многопроходным швом в
нижнем положении.
В ходе занятия у обучающихся формируются
Профессиональные компетенции:
ПК 1.3. Проверять оснащенность, работоспособность, исправность и
осуществлять настройку оборудования поста для различных способов
сварки.
ПК 1.4. Подготавливать и проверять сварочные материалы для различных
способов сварки.
ПК 1.5. Выполнять сборку и подготовку элементов конструкции под
сварку.
ПК 1.6. Проводить контроль подготовки и сборки элементов конструкции
под сварку.
Общие компетенции:
ОК 1. Понимать сущность и социальную значимость своей будущей
профессии,
интерес.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый
оценку и коррекцию собственной деятельности.
контроль,
устойчивый
проявлять
к
ней
Сварочная мастерская:
Оборудование мастерской и рабочих мест:
посадочные места по количеству обучающихся;
рабочее место мастера производственного обучения;
комплект учебнонаглядных пособий по сварке;
сварочные посты для РДС;
сварочные посты для резки;
комплект рабочих инструментов;
измерительный инструмент.
5Мастеркласс
«Сварка деталей из низкоуглеродистой стали стыковым
многопроходным швом в нижнем положении»
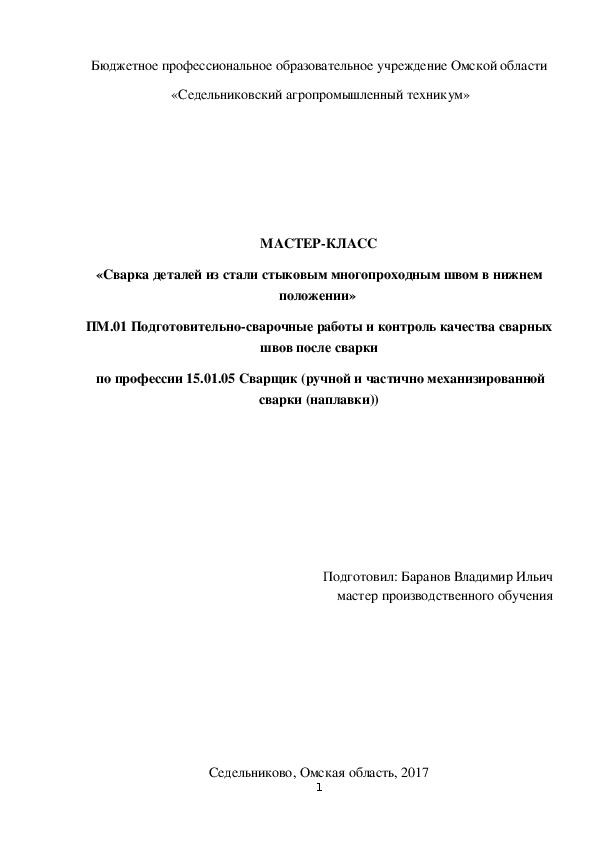
1. Основные понятия
Сварной шов может быть образован в результате наплавки нескольких слоев
металла.
Слой сварного шва — часть металла сварного шва, которая состоит из
одного или нескольких валиков, расположенных на одном уровне
поперечного сечения шва.
Многослойный шов — сварной шов, поперечное сечение которого заварено,
как минимум, в два слоя.
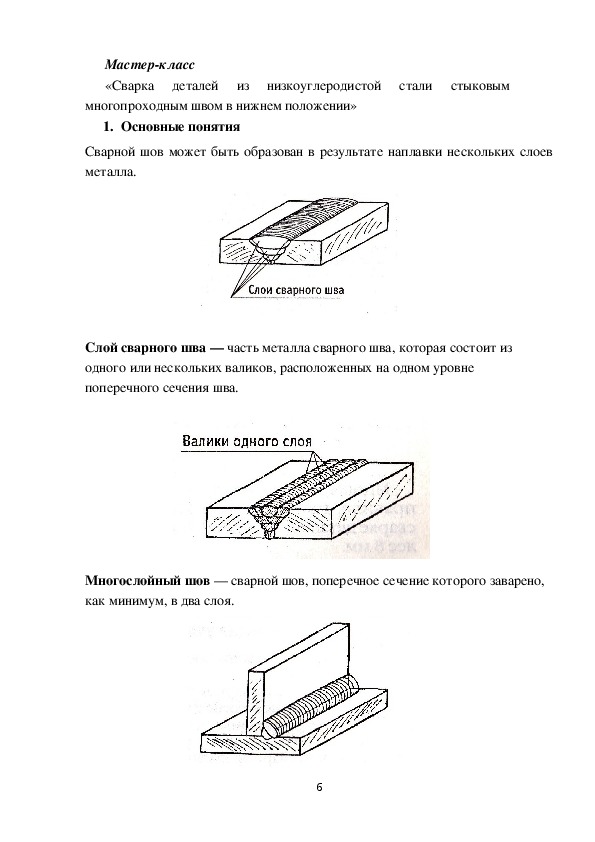
6Слои наплавляемого металла выполняются путем многократных проходов
плавящимся электродом. Такой шов называется многопроходным.
1, 2, 3, 4. 5 проходы.
Многопроходные швы могут быть — односторонними;
— двусторонними.
Многопроходные швы, как правило, применяются при сварке деталей
толщиной более 8 мм.
7При выполнении многопроходных швов особое внимание следует уделять
качественному выполнению первого слоя (корневого прохода).
2. Сборка соединения под сварку
2.1. Закрепите электрод 0 3 мм в зажиме электрододержателя, включите
источник питания сварочной дуги, опустите маску, произведите опробование
и настройку сварочного тока для нижнего положения на вспомогательной
пластине, используя ранее приобретенные навыки.
2. 2. Отложите электрододержатель на подставку и приступайте к сборке
пластин под сварку.
2.3. Расположите заготовки на сварочном столе с равномерным зазором 1,5
мм, подложив полоски металла под заготовки.
82.4. Выполните
используя ранее
прихваточные швы,
приобретенные навыки.
2.5. Наденьте защитные очки и удалите шлак и зачистите щеткой прихватки.
Произведите осмотр прихваток.
3. Сварка пластин стыковым многопроходным швом в нижнем
положении
3.1. Уложите собранные и подготовленные под сварку пластины в нижнее или
немного наклонное положение, как показано на рисунке.
93.2. Возьмите новый электрод УОНИ13/45 диаметром 3,0 мм и закрепите его
в зажиме электрододержателя.
3.3. Выполните корневой проход без поперечных колебаний электрода:
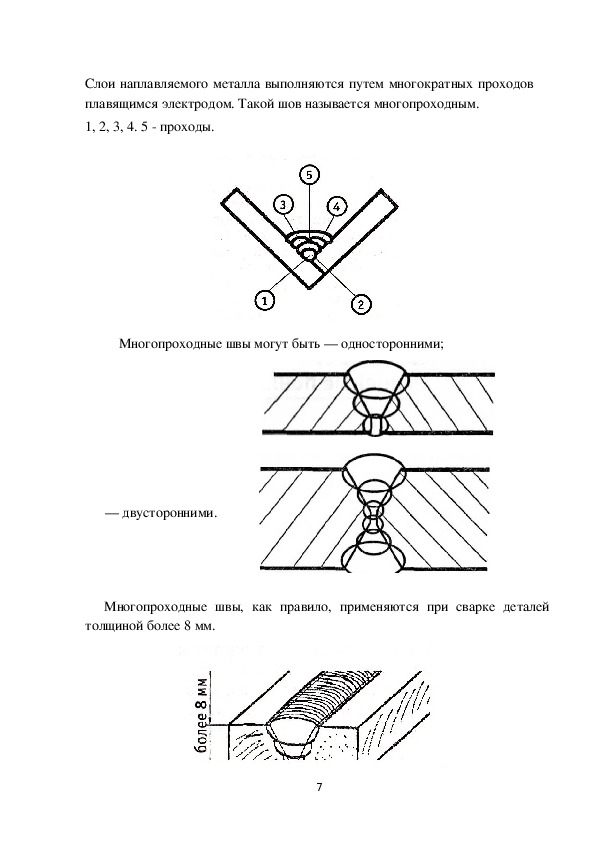
— держите электрод в плоскости, перпендикулярной пластинам, с наклоном
15—20° в сторону направления сварки;
10— ведите электрод
длина дуги должна быть небольшой — 2—4 мм, постоянной; перемещайте
электрод равномерно;
по центру зазора;
— производите замену сгоревшего электрода с заваркой кратера и зачисткой
окончания шва на 25 мм, используя ранее приобретенные навыки;
— закончите корневой проход.
113.4. Наденьте защитные очки, произведите зачистку сварного шва, используя
ранее приобретенные навыки.
3.5. Проверьте качество шва внешним осмотром. Корневой проход должен иметь
слегка выпуклую форму.
3.6. Для второго прохода выберите электроды УОНИ 13/45 диаметром 4 мм и
режим сварки, пользуясь рекомендациями приведенной ниже таблицы.
Iсв150А
123.7. Установите выбранное значение сварочного тока на источнике питания.
Произведите опробование и настройку сварочного тока для нижнего положения
на вспомогательной пластине.
3.8. Закрепите новый электрод 0 4 мм в зажиме электрододержателя, включите
вытяжку, включите источник питания сварочной дуги, опустите маску, выполните
второй проход:
— начните с края корневого шва;
—держите электрод в плоскости,
перпендикулярной пластинам, с отклонением
его на 10—15° в сторону направления сварки;
— ведите электрод плавно,
волнообразными движениями,
останавливаясь возле каждого края шва;
с
ненадолго
—дугу удерживайте короткой, ведите ее с
равномерной скоростью.
3.9. Варите до края заготовки.
3.10. Наденьте защитные очки, отколите шлак и очистите шов проволочной
щеткой. Проверьте качество шва внешним осмотром.
133.11. Для дальнейших проходов выберите электроды УОНИ 13/45
диаметром 5 мм и режим сварки, пользуясь рекомендациями приведенной
ниже таблицы.
I св =200 А
4.12. Установите выбранное значение сварочного тока на источнике
питания.
Произведите опробование и настройку сварочного тока для нижнего
положения на вспомогательной пластине.
4.13. Закрепите новый электрод Д 5 мм в зажиме электрододержателя,
включите источник питания сварочной дуги, опустите маску,
проделайте необходимое количество проходов для полного заполнения
разделки кромок:
—начните новый проход с края предыдущего прохода;
—держите электрод в плоскости, перпендикулярной пластинам, с
отклонением его на 10—15° в сторону направления сварки;
—ведите электрод плавно, с волнообразными движениями, ненадолго
останавливаясь возле каждого края шва;
14—постоянно следите за правильным образованием шлака: он не должен
плыть впереди электрода;
—не делайте излишне широкие проходы;
—старайтесь сделать максимально ровную плоскую поверхность,
—варите до края заготовки и закончите сварку.
4.14.
Наденьте защитные очки, отколите шлак и очистите шов
проволочной щеткой.
4.15. Осмотрите шов и отметьте возможные дефекты.
Контрольные вопросы
Каждый вопрос имеет один или несколько правильных ответов. Выберите верные.
1. Для получения качественного стыкового многопроходного шва в
нижнем положении пластины перед сваркой необходимо прихватывать:
а) у краев пластин;
б) равномерно по всей длине пластины соединения;
в) можно не прихватывать.
152. Корневой проход многопроходного шва выполняется:
а) без поперечных колебаний электрода;
б) с поперечными колебаниями электрода;
в) с поперечными колебаниями по схеме «треугольник».
3.При корневом проходе многопроходного шва длина дуги должна быть:
а) 1—2 мм;
б) 2—4 мм;
в) 4—6 мм.
4.У корневого прохода многопроходного шва должна быть:
а) слегка выпуклая поверхность;
б) вогнутая поверхность;
в) плоская поверхность.
5. Второй и последующие проходы многопроходного шва надо варить:
а) с поперечными колебаниями электрода;
б) при низком токе;
в) без колебаний электрода.
Список литературы
1 Галушкина В.Н. Технология производства сварных конструкций:
учебник для нач. проф. образования. – М.: Издательский центр
«Академия», 2012;
2 Овчинников В.В. Технология ручной дуговой и плазменной сварки и
резки металлов: учебник для нач. проф. образования. – М.:
Издательский центр «Академия», 2010;
163 Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования –
М.: Издательский центр «Академия», 2009;
4 Овчинников В.В. Оборудование, техника и технология сварки и резки
металлов: учебник – М.: КНОРУС, 2010;
5 Куликов О.Н. Охрана труда при производстве сварочных работ: учеб.
пособие для нач. проф. образования – М.: Издательский центр
«Академия», 2006;
6 Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф.
образования – М.: Издательский центр «Академия», 2010.
17