«МАСТЕР-КЛАСС
«Сварка деталей из стали стыковым однопроходным швом в нижнем положении»»
ПМ.01 Подготовительно-сварочные работы и контроль качества сварных швов после сварки по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки))
Цели занятия:
Образовательные:
Формирование и усвоение приемов сварки деталей из низкоуглеродистой стали стыковым однопроходным швом в нижнем положении.
Формирование у обучающихся профессиональных навыков при выполнении прихватки деталей.
Развивающие:
Развитие навыков самостоятельной работы, внимания, координации движений, умения осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
Воспитательные:
Воспитание у обучающихся аккуратности, трудолюбия, бережного отношения к сварочному оборудованию и инструментам.
Пробуждение эмоционального интереса к выполнению работ.
Бюджетное профессиональное образовательное учреждение Омской области
«Седельниковский агропромышленный техникум»
МАСТЕРКЛАСС
«Сварка деталей из стали стыковым однопроходным швом в нижнем
положении»
ПМ.01 Подготовительносварочные работы и контроль качества сварных
швов после сварки
по профессии 15.01.05 Сварщик (ручной и частично механизированной
сварки (наплавки))
Подготовил: Баранов Владимир Ильич
мастер производственного обучения
1Седельниково, Омская область, 2017
Профессия сварщик
В наше время очень многое из построек и всего прочего держится на металле.
Современный мир без него существовать не может. Все высокие здания
возводятся с помощью металла. Машины и корабли тоже состоят из металла.
Металл применим и в быту, и в промышленности. Именно поэтому человек,
который может соединять все металлическое, в наше время просто
необходим. Но тема сегодняшнего разговора – профессия сварщик. Всегда с
большим уважением относился к этой профессии изза того, что она
ответственная, требует определенной виртуозности. От качества работы
сварщика очень многое зависит. Строительные конструкции должны быть
долговечными, а у любой техники важен срок ее
эксплуатации.
Как и все профессии, профессия сварщик имеет
свою историю. Мало кто интересуется временем
возникновения профессий. В далеком – 1802 году,
когда В.
Петровым был открыт эффект
электрической дуги, ее эффект позволяет создать
высокую температуру,
которая позволяет расплавить металл.
В
промышленности это открытие стало применяться не сразу. Только спустя
несколькие десятилетия этот метод стал использоваться в различных
отраслях промышленности. Он те только стал использоваться, но и произвел
целую революцию в строительстве и соединении металлов.
В наше время профессия сварщик имеет большое социальное значение в
обществе. Работа сварщика применяется в очень многих отраслях:
конструкции и системы коммуникаций, промышленность, машиностроение,
кораблестроение, энергетика, нефтеперерабатывающая промышленность,
сельское хозяйство и другие. Трудно найти то или иное производство, где не
применяется труд сварщика.
Сама по себе профессия сварщик имеет разные специализации: ручная и
дуговая сварка, газосварка, автоматическая сварка (здесь специалистом
является оператор). Но все эти люди делают одно дело – соединяют
металлические конструкции, детали узлов и прочее. Любая одежда имеет
швы, вот и все что сварено из металла тоже имеет швы. От мастерства
2сварщика зависит то, насколько качественный будет сварочный шов.
Небрежность в этой работе может привести к необратимым последствиям или
катастрофе. Представьте себе катастрофу изза некачественной сварки
газопровода… Поэтому сварщик в первую очередь должен быть
профессионалом. В его работе большое значение имеет техника безопасности
и санитария.
Профессия сварщик имеет свои плюсы и минусы. Сейчас я постараюсь
отразить их более подробно. Эта профессия высоко востребована на рынке и
довольно престижна. Сварщик пользуется спросом и на уровне
государственной экономики, и в частном порядке. Если специалист
достаточно квалифицированный, то ему не придется долго искать работу –
она найдет его сама. Даже без опыта работы сварщика могут взять на работу
(ЖКХ или частник). Заработная плата сварщика растет в зависимости от его
квалификации и опыта работы. Профессия сварщик имеет и минусы: условия
труда довольно не легкие, часто приходится работать на открытых площадках
и в любую погоду, сварщик постоянно испытывает нагрузку на зрение изза
яркости электрической дуги. Данная профессия считается вредной изза
выделения газов и тепла при работе.
3Министерство образования Омской области
БПОУ «Седельниковский агропромышленный техникум»
План занятия П/О
Группы 5 Профессия Сварщик Мастер Баранов В.И.
УП. 01. Подготовительносварочные работы и контроль качества
сварных швов после сварки
Тема занятия: Сварка деталей из стали стыковым однопроходным
швом в нижнем положении.
Тип занятия: Урок формирования и совершенствования трудовых умений
и навыков.
Вид занятия: Комбинированное.
Цели занятия:
Образовательные:
Формирование и усвоение приемов
сварки деталей из
низкоуглеродистой стали стыковым однопроходным швом в нижнем
положении.
Формирование у обучающихся профессиональных навыков при выполнении
прихватки деталей.
Развивающие:
Развитие навыков самостоятельной работы, внимания, координации
движений, умения осуществлять текущий и итоговый контроль, оценку
и коррекцию собственной деятельности, нести ответственность за
результаты своей работы.
Воспитательные:
Воспитание у обучающихся аккуратности, трудолюбия, бережного
отношения к сварочному оборудованию и инструментам.
Пробуждение эмоционального интереса к выполнению работ.
Дидактические задачи:
4Закрепить полученные знания, приемы, умения и навыки по
выполнению сварки деталей из стали стыковым однопроходным швом в
нижнем положении.
В ходе занятия у обучающихся формируются
Профессиональные компетенции:
ПК 1.3. Проверять оснащенность, работоспособность, исправность и
осуществлять настройку оборудования поста для различных способов
сварки.
ПК 1.4. Подготавливать и проверять сварочные материалы для различных
способов сварки.
ПК 1.5. Выполнять сборку и подготовку элементов конструкции под
сварку.
ПК 1.6. Проводить контроль подготовки и сборки элементов конструкции
под сварку.
Общие компетенции:
ОК 1. Понимать сущность и социальную значимость своей будущей
профессии,
интерес.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый
контроль,
оценку и коррекцию собственной деятельности.
устойчивый
проявлять
к
ней
Сварочная мастерская:
Оборудование мастерской и рабочих мест:
посадочные места по количеству обучающихся;
рабочее место мастера производственного обучения;
комплект учебнонаглядных пособий по сварке;
сварочные посты для РДС;
сварочные посты для резки;
комплект рабочих инструментов;
измерительный инструмент.
Мастеркласс
«Сварка деталей из низкоуглеродистой стали стыковым
однопроходным швом в нижнем положении».
1. Подготовка сварочной цепи к работе.
1.1. Подсоедините сварочные кабели к клеммам источника питания
сварочной дуги.
51.2. Закрепите обратный провод на сварочном столе при помощи струбцины
или пружинной клеммы.
1.3. Произведите запуск в работу сварочного выпрямителя, соблюдая порядок
его включения в сеть электропитания и правила обслуживания.
Для сварки пластин электродом 0 3 мм выберите силу тока в диапазоне от
1.4.Определите величину сварочного тока (1св) для сварки пластин в нижнем
положении, пользуясь рекомендациями приведенной здесь таблицы.
90 до 120 А, например, 1св = 105 А.
Диаметр
электрода,
Сила
сварочного
тока, А
60—90
80—110
90120
140—180
180—220
мм
2,0
2,5
3,0
4,0
5,0
1.5.Установите выбранное вами значение сварочного тока ручкой
потенциометра на лицевой панели выпрямителя.
61.6.Возьмите электрод марки МР3,
Д 3 мм и закрепите его в зажиме
электрододержателя.
1.7. Произведите опробование и
регулировку режима сварки на
вспомогательной пластине толщиной 4
мм.
2. Сварка пластин без разделки кромок.
2.1. Возьмите подготовленные под сварку пластины без скоса кромок, размером
4x100x300 мм и разместите их на ровной поверхности рабочего стола.
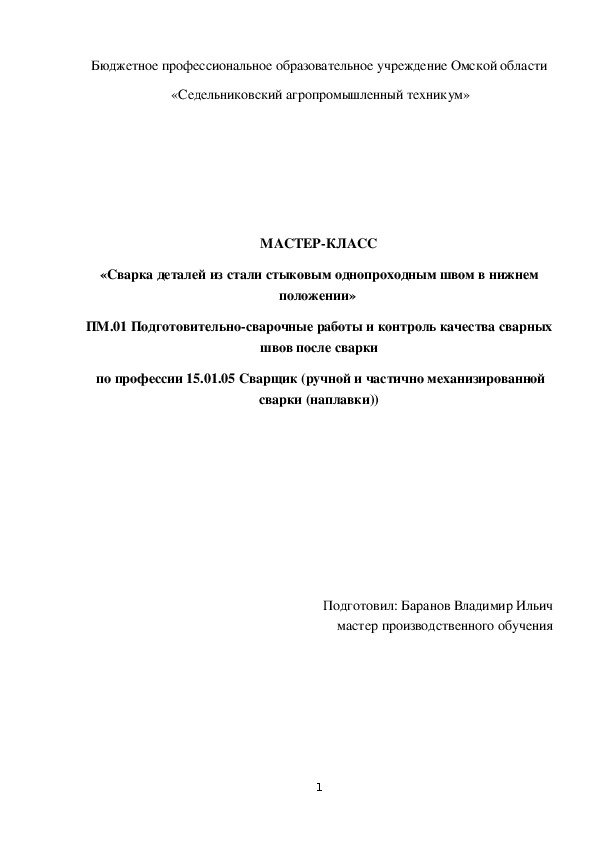
2.2. Произведите сборку пластин:
состыкуйте свариваемые кромки пластин с зазором 2.0 мм, выдерживая его
равномерным по всей длине.
7возьмите электродержатель и закрепите состыкованные кромки, для чего
наложите две прихватки длиной ~ 15—20 мм на расстоянии 10—15 мм от
обоих концов стыка.
15—20
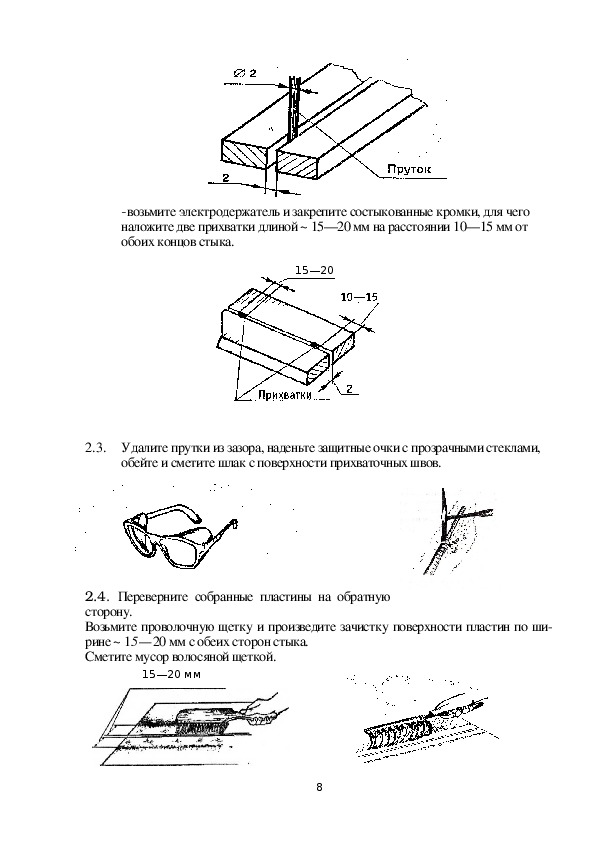
2.3. Удалите прутки из зазора, наденьте защитные очки с прозрачными стеклами,
обейте и сметите шлак с поверхности прихваточных швов.
2.4. Переверните собранные пластины на обратную
сторону.
Возьмите проволочную щетку и произведите зачистку поверхности пластин по ши
рине ~ 15—20 мм с обеих сторон стыка.
Сметите мусор волосяной щеткой.
15—20 мм
82.5. Уложите пластины на рабочем столе в нижнее или
положение (под углом 5—15°).
слегка наклонное
2.6. Выполните сварку стыкового соединения пластин однопроходным швом в
следующей последовательности:
— возьмите новый электрод марки МР3 Д 3 мм и закрепите его в зажиме
электрододержателя;
опустите
защитную
и,
на лицо
маску
придерживая рукой пластины, зажгите дугу в верхней точке стыка касанием
торца электрода одной из кромок;
9подведите электрод в начало стыка и быстро наклоните его так, чтобы элек
трод находился в плоскости, перпендикулярной пластинам под углом 15—30°
к вертикали;
15—15-30о
при появлении капли расплавленного металла начинайте поступательное дви
жение электрода в направлении сварки;
15—15-30о
сварки
ведите сварку однопроходным швом с плавным поступательным
перемещением электрода, выдерживая постоянной длину дуги; при удлинении
дуги будет уменьшаться глубина провара кромок и увеличиваться
разбрызгивание жидкого металла;
10выполняйте сварку с рав
частотой
поперечных колебаний электрода; при высокой частоте поперечных
колебаний замедляется скорость сварки, что может привести к перегреву
металла и появлению подрезов в околошовных зонах; сварной шов
формируется высоким с резкими переходами к основному металлу;
номерной
подрез металла
не допускайте чрезмерного увеличения скорости поступательного движения
электрода по стыку: образующийся шов будет иметь вытянутые удлиненные
чешуйки, уменьшается глубина провара и ширина шва;
удлиненные чешуйки
— не допускайте перегрева кромок; чрезмерный перегрев кромок
сопровождается быстрым увеличением зоны нагрева и яркости
свечения расплавляемого металла с мгновенным образованием
сквозного отверстия (прожога) под дугой и способствует протёку
жидкого металла;
электрод
11ведите
дугу
строго по стыку, не допуская ее отклонения от оси зазора; отклонение дуги от
оси зазора может быть причиной непровара кромок и смещения положения
шва;
сварочную
продолжайте процесс сварки, соблюдая технику манипулирования
электродом до конца соединения; меняйте электрод на новый при полном его
сгорании;
выполните концовку шва с заваркой кратера, используя ранее
приобретенные навыки.
122.7.
тель, наденьте защитные очки с прозрачными стеклами.
Отложите
электрододержа
2.8. Обейте шлаковую корку с поверхности выполненного шва,
произведите зачистку поверхности шва стальной (проволочной)
щеткой.
2.9. Осмотрите шов и отметьте возможные дефекты.
Нормально выполненный шов должен быть
мелкочешуйчатым, иметь равномерную ширину и высоту,
плавные очертания, без резких переходов к основному
металлу без подрезов основного металла.
79 мм 0,52.5 мм
13Список литературы
1 Галушкина В.Н. Технология производства сварных конструкций:
учебник для нач. проф. образования. – М.: Издательский центр
«Академия», 2012;
2 Овчинников В.В. Технология ручной дуговой и плазменной сварки и
резки металлов: учебник для нач. проф. образования. – М.:
Издательский центр «Академия», 2010;
3 Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования –
М.: Издательский центр «Академия», 2009;
4 Овчинников В.В. Оборудование, техника и технология сварки и резки
металлов: учебник – М.: КНОРУС, 2010;
5 Куликов О.Н. Охрана труда при производстве сварочных работ: учеб.
пособие для нач. проф. образования – М.: Издательский центр
«Академия», 2006;
6 Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф.
образования – М.: Издательский центр «Академия», 2010.
14