Мастер-класс
«Сварка стыковых соединений пластин из низкоуглеродистой стали в нижнем положении»
МДК.05.01. Техника и технология газовой сварки (наплавки)
ПМ.05 Газовая сварка (наплавка)
по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки))
ГАЗОВАЯ СВАРКА — способ сварки металлических изделий с помощью газового пламени, образованного при сгорании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом. Применяют для сварки тонкостенных изделий из стали, цветных металлов и сплавов, для наплавки твердых сплавов при ремонтных работах.
Бюджетное профессиональное образовательное учреждение Омской области
«Седельниковский агропромышленный техникум».
Мастеркласс
«Сварка стыковых соединений пластин из низкоуглеродистой стали в
нижнем положении»
МДК.05.01. Техника и технология газовой сварки (наплавки)
ПМ.05 Газовая сварка (наплавка)
по профессии 15.01.05 Сварщик (ручной и частично механизированной
сварки (наплавки))
Подготовил: Баранов Владимир Ильич
мастер производственного обученияСедельниково, Омская область, 2017
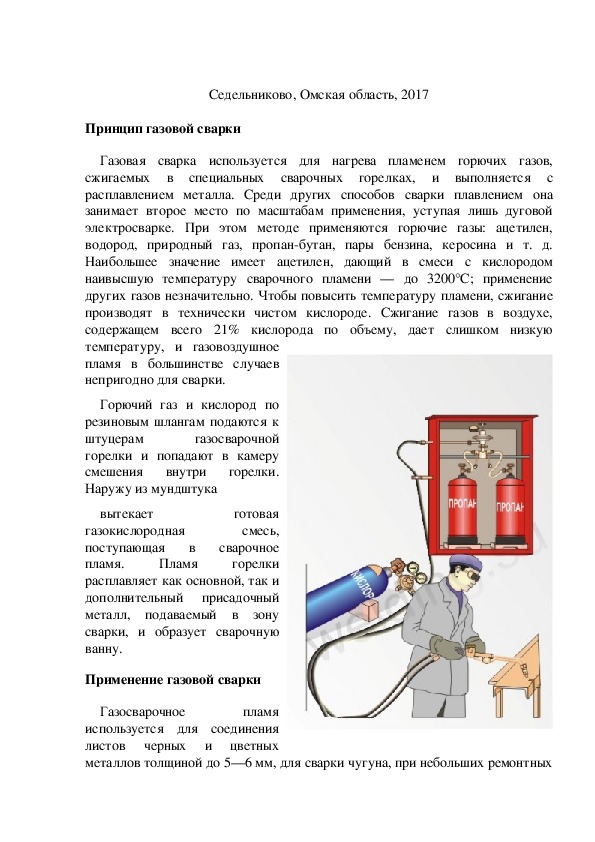
Принцип газовой сварки
Газовая сварка используется для нагрева пламенем горючих газов,
сжигаемых в специальных сварочных горелках, и выполняется с
расплавлением металла. Среди других способов сварки плавлением она
занимает второе место по масштабам применения, уступая лишь дуговой
электросварке. При этом методе применяются горючие газы: ацетилен,
водород, природный газ, пропанбутан, пары бензина, керосина и т. д.
Наибольшее значение имеет ацетилен, дающий в смеси с кислородом
наивысшую температуру сварочного пламени — до 3200°С; применение
других газов незначительно. Чтобы повысить температуру пламени, сжигание
производят в технически чистом кислороде. Сжигание газов в воздухе,
содержащем всего 21% кислорода по объему, дает слишком низкую
температуру, и газовоздушное
пламя в большинстве случаев
непригодно для сварки.
Горючий газ и кислород по
резиновым шлангам подаются к
штуцерам
газосварочной
горелки и попадают в камеру
смешения внутри горелки.
Наружу из мундштука
вытекает
Пламя
готовая
газокислородная
смесь,
поступающая в сварочное
пламя.
горелки
расплавляет как основной, так и
дополнительный присадочный
металл, подаваемый в зону
сварки, и образует сварочную
ванну.
Применение газовой сварки
Газосварочное
пламя
используется для соединения
листов черных и цветных
металлов толщиной до 5—6 мм, для сварки чугуна, при небольших ремонтныхработах, пайке и т. д. К преимуществам газовой сварки относятся
универсальность, возможность работы в полевых условиях. Экономически она
обычно менее выгодна, чем дуговая электросварка, и имеет меньшую
производительность. Газовая сварка мало механизирована и выполняется
почти исключительно вручную, требуя высокой квалификации рабочего
сварщика. Недостатком ее является повышенная опасность работы со
сжатыми газами (при нарушении установленных правил возможны
разрушительные взрывы).
Газосварочное пламя кроме сварки имеет и другие применения, из которых
особенно важна газокислородная резка углеродистых и низколегированных
сталей, основанная на способности железа гореть в технически чистом
кислороде. Для зажигания железа нужно нагреть его в начальной точке до
белого каления (1200—1300° С) и направить на нагретый участок струю
технически чистого кислорода. Реакция сгорания железа экзотермична и идет
со значительным выделением тепла. Резка производится специальными
режущими горелками,
объединяющими в себе
подогревательную часть, по устройству аналогичную газосварочной горелке, и
канал для подачи режущего кислорода.
Изучив мой мастеркласс и ответив на контрольные вопросы, вы сможете:
выполнять стыковые сварочные соединения пластин из низкоуглеродистой
стали с разделкой и без разделки кромок в нижнем положении.
или резаками,
Мастеркласс
«Сварка стыковых соединений пластин из низкоуглеродистой
стали в нижнем положении».
Вы освоите сварку стыковых соединений пластин в нижнем положении,
выполняя сварные соединения без разделки и с разделкой кромок.
Качественного выполнения сварных соединений вы достигнете только путем
многократного повторения усвоенных навыков.
Сварка стыковых соединений в нижнем положении, так же как и наплавка,
может быть выполнена как левым, так и правым способом.
Левый способ сварки стыкового соединения без разделки
кромок
Наиболее эффективен этот способ сварки для тонкого металла. Он прост и
не требует от сварщика большой квалификации.
Чтобы выполнить левую сварку возьмите две пластины из низ
коуглеродистой стали марки СтЗ размером 3x125x300 мм без разделки
кромок.к
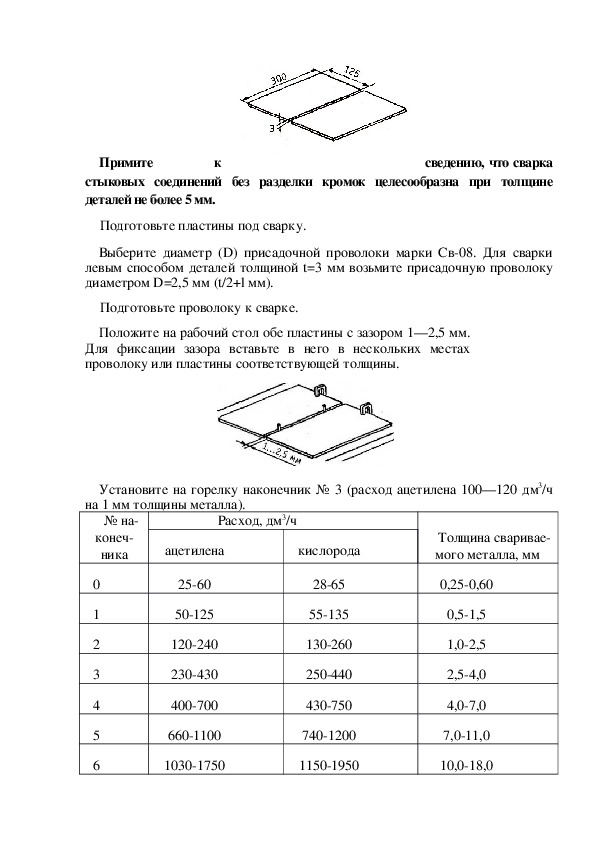
Примите
сведению, что сварка
стыковых соединений без разделки кромок целесообразна при толщине
деталей не более 5 мм.
Подготовьте пластины под сварку.
Выберите диаметр (D) присадочной проволоки марки Св08. Для сварки
левым способом деталей толщиной t=3 мм возьмите присадочную проволоку
диаметром D=2,5 мм (t/2+l мм).
Подготовьте проволоку к сварке.
Положите на рабочий стол обе пластины с зазором 1—2,5 мм.
Для фиксации зазора вставьте в него в нескольких местах
проволоку или пластины соответствующей толщины.
Установите на горелку наконечник № 3 (расход ацетилена 100—120 дм3/ч
на 1 мм толщины металла).
Расход, дм3/ч
№ на
конеч
ника
ацетилена
кислорода
Толщина сваривае
мого металла, мм
0
1
2
3
4
5
6
2560
50125
120240
230430
400700
6601100
10301750
2865
55135
130260
250440
430750
7401200
11501950
0,250,60
0,51,5
1,02,5
2,54,0
4,07,0
7,011,0
10,018,07
17002800
19003100
17,030,0
Зажгите и отрегулируйте нормальное пламя. Прогрейте пластины перед
выполнением прихваток, проведя пламенем несколько раз вдоль кромок.
Выполните 4 прихватки длиной по 5—8 мм каждая, равномерно
распределяя их от середины к краям вдоль соединения. Четвертую прихватку
(крайнюю правую) можете не выполнять, т.к. с этого края начнется сварка.
Для прихваток используйте ту же проволоку, что и для сварного шва —
прихватки являются частью будущего шва.
Положите горелку на стойку, не гася пламени. Зачистите прихватки метал
лической щеткой.
Осмотрите прихватки для выявления дефектов в нихПри обнаружении дефекта удалите прихватку абразивным кругом и
выполните новую, сместив ее относительно удаленной.
Возьмите горелку и проволоку и прогрейте правый край соединения, с
которого вы начнете сварной шов. Для этого мундштук установите под углом
80—90° к оси шва. Рукоятку горелки лучше располагать почти перпендику
лярно кромкам.
Запомните: начинать сварку нужно только на кромках, не выходя за
пределы будущего шва.
В момент начала плавления кромок уменьшите угол наклона мундштука к оси
шва до 30°—40° во избежании прожога. При левом способе пламя направлено на
еще не сваренные кромки и подогревает их, формируя шов равномерный по
высоте и ширине.
Обратите
внимание, что чем больше
толщина свариваемого металла, тем больше угол наклона мундштука к оси
шва.
Введите в зону сварки присадочную проволоку под углом 30—40° к оси шва.
Выполните сварку левым способом. Траекторию движения мундштука выберите
любую из указанных на рисунке. Наиболее распространенная — движение
полумесяцем.Концом
совершайте движения,
движениям мундштука, чтобы присадка всегда находилась на кромке,
противоположной той, где находится пламя.
присадочной проволоки
противоположные
Выберите величину поперечных движений горелки такими, при которых
обе кромки оплавляются на 1—2 мм, а скорость продольных и поперечных
перемещений горелки и скорость подачи проволоки установите такими, при
которых формируется шов высотой от 0,5 до 2 мм.
Заканчивая сварку у левого края соединения, наклоните мундштук почти
параллельно оси шва, плавно отведите проволоку и горелку, погасите пламя.
Не забывайте, что заканчивать сварку нужно только в разделке, не
допуская выведения пламени на околошовную зону.
Зачистите и осмотрите шов, оценивая его.
Левый способ сварки стыкового соединения с разделкой кромок
Заметьте, что разделка кромок производится при сварке деталей толщиной
более 5 мм для обеспечения провара по всей толщине.
Возьмите две пластины из низкоуглеродистой стали марки СтЗ размером
4x125x300мм. с разделкой кромок. Зачистите кромки и соберите стыковое соеди
нение, зафиксировав его 3—4 прихватками длиной 5—8 мм, толщиной 3 мм.Подготовьте к сварке проволоку марки Св0,8 диаметром 3 мм (t/2+l мм).
Наконечник горелки возьмите № 3. Зажгите и отрегулируйте нормальное пламя.
Выполните сварку туевым способом аналогично тому, как вы это делали на
пластинах без разделки кромок
Обратите внимание: при газовой сварке пластин корень и заполнение
разделки вы выполните в один проход во избежание перегрева и как следствие
— охрупчивания металла.
Следите за тем, чтобы шов по всей длине имел ширину от 8 до 10 мм, высоту
усиления от 0,5 до 3 мм и гладкую мелкочешуйчатую поверхность.
Стремитесь формировать корень без непроваров и прожогов.
Зачистите и осмотрите шов, оценивая его.
Правый способ сварки стыкового соединения с разделкой кромок
Этот способ сварки наиболее эффективен при толщине металла более 3
мм.
Возьмите две пластины из низкоуглеродистой стали марки СтЗ размером
5x125x300мм с разделкой кромок и соберите стыковое соединение
аналогично тому, как вы это делали при левом способе сварки.
Подготовьте к сварки проволоку марки Св0,8 диаметром 3 мм (= t/ 2).
Наконечник горелки установите № 4 в соответствии с таблицей шага 1,5 (из
расчета расхода ацетилена 120—150 дм3/ч на 1 мм толщины).
Прогрейте левый край соединения и проведите сварку правым способом,
перемещая горелку без поперечных колебаний под углом 35—45° к оси шва,
совершая серповидные или спиралевидные движения проволоки. Проволоку
держите под углом 40—50° к оси шва. При этом способе сварки пламя
направлено на формирующейся шов, что способствует получению
качественного наплавленного металла.
Сварку выполните за один проход.
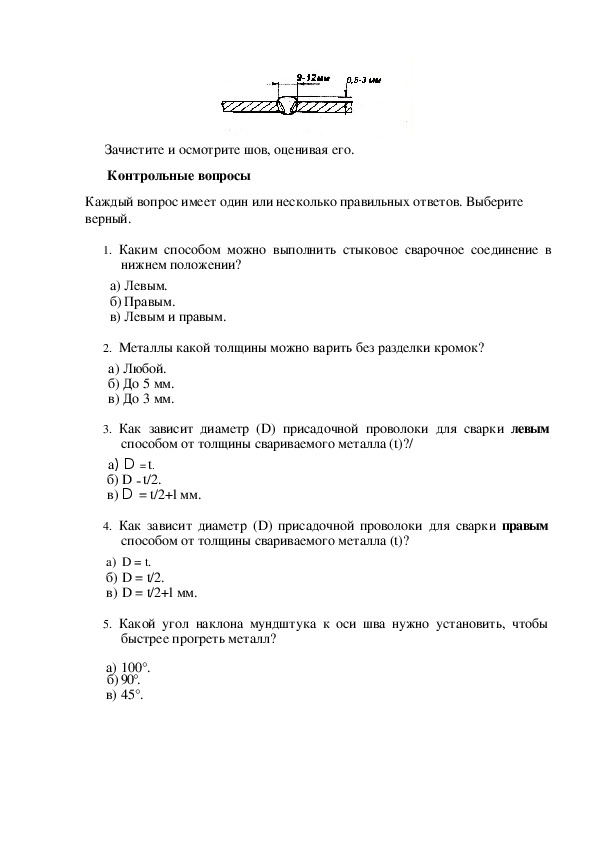
Стремитесь сформировать шов шириной 9— 12 мм с высотой усиления
0,5—3 мм.Зачистите и осмотрите шов, оценивая его.
Контрольные вопросы
Каждый вопрос имеет один или несколько правильных ответов. Выберите
верный.
1. Каким способом можно выполнить стыковое сварочное соединение в
нижнем положении?
а) Левым.
б) Правым.
в) Левым и правым.
2. Металлы какой толщины можно варить без разделки кромок?
а) Любой.
б) До 5 мм.
в) До 3 мм.
способом от толщины свариваемого металла (t)?/
3. Как зависит диаметр (D) присадочной проволоки для сварки левым
а) D = t.
б) D = t/2.
в) D = t/2+l мм.
4. Как зависит диаметр (D) присадочной проволоки для сварки правым
способом от толщины свариваемого металла (t)?
а) D = t.
б) D = t/2.
в) D = t/2+l мм.
5. Какой угол наклона мундштука к оси шва нужно установить, чтобы
быстрее прогреть металл?
а) 100°.
б) 90°.
в) 45°.Список литературы
1 Лаврешин С.А. Производственное обучение газосварщиков : учеб.
пособие для нач. проф. Образования – М.: Издательский центр
«Академия», 2017.
2 Гуськова Л.Н. Газосварщик: раб. Тетрадь: учеб. Пособие для нач. проф.
Образования – М.: Издательский центр «Академия», 2017.
3 Юхин Н.А. Газосварщик: учеб. пособие для нач. проф. образования –
М.: Издательский центр «Академия», 2015.
4 Г.Г Чернышов. Справочник электрогазосварщика и газорезчика: учеб.
пособие для нач. проф. образования – М. : Издательский центр
«Академия», 2011.
5 А.И. Герасименко «Основы электрогазосварки», Учебное пособие – М:
ОИЦ «Академия», 2015.
6 Маслов В.И. Сварочные работы. Учеб. для нач. проф. образования –
М.: Издательский центр «Академия», 2014.
7 Куликов О.Н. Охрана труда при производстве сварочных работ: учеб.
пособие для нач. проф. образования – М.: Издательский центр
«Академия», 2011.