Методические рекомендации для выполнения практических и лабораторный занятий по МДК 01.02 Управление технологическим процессом производства стали предназначены для специальности 22.02.01 Металлургия черных металлов среднее профессиональное образование. Методические рекомендации содержат: тему, цель работы, необходимое оборудование и материалы, краткие теоретические сведения, порядок выполнение работы, контрольные вопросы, приложение
Государственное бюджетное профессиональное образовательное учреждение
«Выксунский металлургический колледж имени А.А. Козерадского»
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
по выполнению практических и лабораторных работ
по МДК 01.02
специальность 22.02.01 Металлургия черных металлов
Разработал: преподаватель спец. дисциплин
Попкова Е.В.Лабораторная работа №1. Составление теплового баланса конвертерной плавки и
определение температуры металла.
Цель: изучить методику составления теплового баланса конвертерной плавки
Оборудование и материалы: справочная литература
Теоретические сведения
1.
Составление теплового баланса плавки и определение температуры металла
Приходные статьи теплового баланса
1) Физическое тепло жидкого чугуна определяется по известным значениям
температуры чугуна (tЧ) и его расходу (GЧ) из выражения
QЧ = GЧ ∙ (61,9 + 0,88 ∙ tЧ), (1)
где QЧ – физическое тепло жидкого чугуна, кДж;
tЧ – температура жидкого чугуна, ˚С
2) Тепловой эффект реакций окисления примесей шихты определяется по известным
количествам окисляющихся примесей из выражения
QХ = 14770 ∙ g[C] + 26970 ∙ g[Si] + 7000 ∙ g[Mn] +21730 ∙ g[P], (2)
где QХ – тепло от окисления примесей металлошихты, кДж;
g[C] – количество окислившегося углерода, кг;
g[Si] – то же кремния, кг;
g[Mn] – то же марганца, кг;
g[P] – то же фосфора, кг.
3) Химическое тепло от образования оксидов железа шлака, определяется по данным
о количестве оксидов железа в шлаке по уравнению
QFeO = 3707 ∙gFeO
шл+5278∙gFe2O3
шл
(3)
Где QFeO тепловой эффект от окисления железа, кДж;
шл
gFeO
количество FeO в шлаке; кг
шл
gFe2O3
количество Fe2O3 в шлаке, кг;
4) Тепловой эффект реакций шлакообразования определяется по данным о
количестве шлакообразующих (CaO и SiO2 из таблицы 8) из уравнения
2QШО = 628 ∙ gСаO + 1464 ∙ gSiO2, (4)
где QШО тепло образования соединений в шлаке, кДж;
gСаO – количество СаО в шлаке, кг;
gSiO2 – то же SiO2, кг.
5) Тепло от дожигания СО определяется из выражения
QСО = 101 ∙ gСО ∙ ηСО∙ Z, (5)
где QСО – химическое тепло окисления СО, кДж;
gСО – количество СО, образующегося при окислении углерода, кг;
ηСО – степень дожигания СО в полости конвертера, %;
Z – доля тепла, передаваемого конвертерной ванне (обычно Z = 0,10,3).
Общий приход тепла определяется из выражения
Qприход = QЧ + QХ + QFeО + QШО + QСО , кДж. (6)
Расходные статьи теплового баланса
1) Физическое тепло жидкого металла определяется из выражения
QМ = (54,8 + 0,84 ∙ tМ) ∙ GМ, (7)
где QМ – теплосодержание жидкого металла, кДж;
tМ – расчетная температура металла, ˚С;
GМ – выход жидкого металла , кг.
2) Физическое тепло шлака находится по уравнению
QШЛ = (2,09 ∙ tМ – 1379) ∙ GШЛ, (8)
где QШЛ – теплосодержание жидкого шлака, кДж;
GШЛ – количество образующегося шлака , кг.
33) Физическое тепло отходящих газов определяется по уравнению
QГ = (1,32 ∙ tГ – 220) ∙ (GСО + GСО2), (9)
где QГ – теплосодержание образующихся газов, кДж;
tГ – температура отходящих газов, ˚С (принимается из диапазона 19002100 ˚С);
GСО – количество образующегося СО , кг;
GСО2 – то же СО2 , кг.
4) Затраты тепла на разложение оксидов железа, поступающих в конвертер с
неметаллическими материалами, определяются из выражения:
QFeO = 3707 ∙gFeO
НМ
НМ+5278∙gFe2O3
(10)
Где QFeO тепловой эффект от разложения оксидов железа неметаллических
материалов, кДж;
шл
gFeO
количество FeO , поступившее с неметаллическими материалами; кг
шл
gFe2O3
количество Fe2O3 поступившее с неметаллическими материалами,
кг;
5) Потери тепла с выносами и выбросам определяются по уравнению
QВ = (54,8 + 0,84 ∙ tМС) ∙ GВ, (11)
где QВ – потери тепла с выносами и выбросами, кДж;
tМС – средняя температура выбросов металла, ˚С (обычно наибольшие выносы и
выбросы наблюдаются в период максимальной скорости окисления углерода,
когда температура металла находится в интервале 15001600 ˚С.
GВ – общее количество выносов и выбросов, кг.
6) Затраты тепла на пылеобразование определяются по уравнению
QД = (54,8 + 0,84 ∙ tГ) ∙ GП, (12)
где QД – затраты тепла на пылеобразование, кДж;
GП – общее количество пыли, кг.
7) Тепло на разложение карбонатов определяется из соотношения
QК = 4038 ∙ GИК, (13)
где QК – тепло, затрачиваемое на разложение карбонатов (на обжиг
недоразложившегося известняка в извести недопала), кДж;
GИК – количество СО2 в извести, кг.
48) Тепловые потери. В эту статью (QП) включают все виды тепловых потерь и
неучтенные статьи расхода тепла. Обычно они составляют 24 % от общего прихода тепла.
Тогда тепловые потери определяются из выражения:
QП = Qприход ∙
δ
/100, (14)
где QП – тепловые потери, кДж;
δ
– потери тепла в % общего прихода тепла.
Общий расход тепла находят из выражения
Qрасход = QМ + QШЛ + QГ + QFe + QВ + QД + QК + QП. (15)
Приравняв приходную и расходную части теплового баланса, определяют
температуру жидкого металла в конце продувки tМ.
2.
1.
Порядок выполнения работы:
Описать методику расчета приходных статей материального баланса
Описать методику расчета расходных статей материального баланса
конвертерной плавки;
конвертерной плавки;
2.
3.
4.
Сделать выводы по работе;
Ответить на контрольные вопросы
3.
1.
2.
3.
4.
5.
Содержание отчета:
Название и цель;
Оборудование и материалы;
Выполнение основного задания;
Выводы по работе;
Ответы на контрольные вопросы.
Контрольные вопросы:
1.
процесс»?
2.
3.
Что понимают под названием: «Классический кислородноконверторный
Какие технологические операции составляют цикл плавки?
Какие особенности имеет технология выплавки стали в конвертерах
комбинированной
продувки металла кислородом сверху и нейтральными газами снизу?
4.
5.
С какой целью используют металлический лом на плавку?
Каким требованиям должен отвечать металлический лом?
5Список, использованных источников:
1.
2.
http://works.doklad.ru/view/EVLkWflz0LM/all.html
Шаповалов А.Н. Технология и расчет плавки стали в кислородных
конвертерах: Методические указания для выполнения домашнего задания и контрольной
работы для студентов специальности 150101. – Новотроицк: НФ МИСиС, 2011. – 40с.
В.К. Бабич «Основы металлургического производства (черная металлургия)»,
И.И. Борнацкий «Подручный сталевара широкого профиля», 2013, 456с
3.
М: 2014
4.
Лабораторная работа №2. Устройство и оборудование конвертерного цеха.
Цель работы: описать устройство и оборудование конвертерного цеха
Оборудование и материалы: справочная литература
1.
Особенности устройства главного здания
Теоретические сведения
В существующих конвертерных цехах объемнопланировочные решения главных
зданий (основных производственных отделений цеха) отличаются многообразием. При любой
планировке в главном здании всегда есть конвертерный и загрузочный пролеты.
Существенно различаются главные здания по числу и назначению пролетов для
разливки стали. В отечественных цехах сталь разливают либо в изложницы (цехи более
ранней постройки), либо на МНЛЗ; в зарубежных цехах часто сочетаются оба способа
разливки. При разливке в изложницы в главном зданий сооружают как минимум два
разливочных пролета, а во многих зарубежных цехах дополнительно пролеты подготовки
изложниц. При разливке стали одновременно в изложницы и на МНЛЗ в за рубежных цехах
можно встретить самые разнообразные решения как по количеству, так и по расположению
пролетов разливки в изложницы и пролетов или участков МНЛЗ в главном здании. При
разливке всей стали непрерывным способом в зарубежных цехах пролеты МНЛЗ обычно
входят в состав главного здания, а в отечественных цехах, строившихся до последнего
времени, сооружали отдельное здание непрерывной разливки (ОНРС) с рас стоянием до 36
м от главного с целью создания аэрационного разрыва. При проектировании новых цехов в
связи с необходимостью экономии земельных площадей необходима проработка вопроса о
возможности размещения ОНРС в составе главного здания.
В состав главных зданий некоторых отечественных и зарубежных цехов входит пролет
внепечного рафинирования, располагаемый перед ОНРС. Во многих цехах имеются
шихтовые пролеты магнитных материалов (скрапные пролеты). Наиболее рациональным
является доставка совков с ломом из скрапоразделочного цеха; при этом необходимость в
шихтовом пролете отпадает. В ряде отечественных цехов имеют специальные шлаковые про
леты (рис. 22—24). Однако более рационально вывозить шлаковые ковши от конвертеров в
близко расположенное шлаковое отделение, при этом шлаковый пролет в главном здании не
нужен.
Число пролетов зависит от принятой схемы подготовки и ремонта сталеразливочных
ковшей. Во многих зарубежных цехах эти работы выполняют в торцах разливочных или
других пролетов, что сильно усложняет организацию работ в цехе. Для высо
копроизводительных цехов более рационально устройство специального пролета подготовки
ковшей, как это принято в отечественной практике.
Доставка и загрузка лома
6Расход стального лома (скрапа) в кислородных конвертерах при работе без его
подогрева не превышает 25—28% от массы металлической шихты. Лом загружают в
конвертеры совками (лотками). По проекту первого отечественного цеха лом в 100—130т
конвертеры предусматривалось загружать совками объемом 3,5 м3; их количество на одну
плавку достигало пяти, а длительность загрузки 7—10 мин. Во вновь сооружаемых цехах
ставится задача обеспечить загрузку лома одним (реже двумя) совком: при насыпной массе
лома около 1 т/м3 объем совка в этом случае для большегрузных конвертеров достигает 110
—120 м3.
Доставка лома. Стальной лом загружают в совки в шихтовых отделениях или
пролетах и иногда в скрапоразделочных цехах, откуда совки доставляют в загрузочный
пролет. Совки емкостью от 9 до ПО м3 имеют длину 6,5—14,5 м, в связи с чем при транс
портировке они должны располагаться вдоль рельсовых путей; совки объемом 50—70
м3 можно перевозить железнодорожным транспортом, а для совков объемом 100—120
м3 необходимы ширококолейные пути и соответственно самоходные рельсовые тележки. Во
время загрузки наклоняемый совок должен быть расположен поперек загрузочного пролета,
поэтому при доставке совков по продольным путям необходим их разворот на 90 град.
В существующих цехах можно выделить следующие способы доставки совков с ломом
в загрузочный пролет:
из верхнего шихтового отделения по продольной рельсовой эстакаде в торец
загрузочного пролёта, где краном совки устанавливают на поворотные круги и с их помощью
разворачивают в поперечное положение; из нижнего шихтового отделения или
скрапоразделочного цеха по продольным путям в перестановочный пролет, где совки крас
ном с поворотной тележкой разворачивают в поперечное положение догружают в них лом из
ямного бункера и затем по поперечным путям доставляют в загрузочный пролет;
по предыдущей схеме с тем отличием, что в перестановочном пролете отсутствуют
ямные бункера и догрузка лома в совки или в перестановочном пролете совки краном
устанавливают на поворотные круги, с которых совки после разворота выдаются на по
перечные пути;
из скрапного отделения автотягачами, позволяющими разворачивать совки в нужное
положение на небольшой площади;
из шихтового отделения по поперечным рельсовым эстакадам на уровне рабочей
площадки загрузочного пролета;
из шихтового пролета или отделения по поперечным путям на нулевой отметке;
из близко расположенного скрапоразделочного цеха по поперечным ширококолейным
путям на нулевой отметке;
загрузка лома в совки магнитным краном из ваговов непосредственно в торце
загрузочного пролета.
Из рассмотренных способов наиболее рациональной является подача совков с ломом
в загрузочный пролет скраповозом по поперечным рельсовым путям на нулевой отметке из
близко расположенного скрапоразделочного цеха. Преимущества этого способа следующие:
не требуется сооружение шихтового пролета или отделения и уменьшается число
перегрузок лома;
не требуются перестановочные отделения и оборудование для разворота совков
(поворотные круги, специальные краны);
не требуется сооружения высоких эстакад для перевозки совков на уровне рабочей
площадки; рабочая площадка загрузочного пролета может быть выполнена облегченной.
Скрапоразделочный цех должен быть расположен вблизи загрузочного пролета с тем,
чтобы ширококолейные поперечные пути не создавали помех другому транспорту. При
доставке совков с ломом в два противоположных конца загрузочного пролета облегчается
7их подача к конвертерам, но усложняются другие проектные решения и в большинстве цехов
применяют одностороннюю подачу лома.
Загрузку лома ведут напольными и полупортальными машинами и мостовыми
кранами. Достоинство напольных машин в том что собственно процесс загрузки не зависит
от работы краном; недостатки — машины вследствие больших габаритов загромождают
загрузочный пролет, задалживаются краны для установки совков на машину и их снятия,
утяжеляется рабочая площадка пролета. Поэтому во вновь сооружаемых цехах напольные
машины почти не применяются.
Полупортальные машиныработают независимо от заливочных кранов и не
загромождают рабочую площадку пролета; недостатком их является необходимость
утяжеления рабочей площадки и то, что нельзя загружать лом одним совком. Конструкция
машины позволяет применять совки ограниченных размеров: для загрузки требуемого
количества лома (до 30%) требуются два совка.
На некоторых заводах лом загружают с помощью заливочных кранов. Этот способ не
принято считать рациональным, так как вследствие повышения интенсивности работы
снижается надежность действия заливочных кранов, работающих в тяжелых условиях в
зонах интенсивного тепловыделения над конвертерами.
Применяются также
специализированные краны, грузоподъемность которых, значительно ниже, чем заливочных.
Для новых цехов рациональным считают применение мостовых завалочных кранов с
загрузкой лома одним совком. В результате ихприменения по сравнению с полупортальными
машинами сокращается за счет загрузки лома одним совком длительность плавки на 1 мин,
что ведет к увеличению производительности конвертера примерно на 2%; упрощается
организация работ за счет уменьшения числа совков; возможно сооружение облегченной
рабочей площадки загрузочного пролета. Определенным недостатком этого решения
является усложнение работы при остановке среднего крана на ремонт.
2.
1.
2.
3.
4.
3.
1.
2.
3.
4.
5.
Порядок выполнения работы
Описать особенности устройства главного здания конвертерного цеха
Описать технологию доставки и загрузки лома в конвертерном цехе
Сделать выводы по работе
Ответить на контрольные вопросы
Содержание отчета:
Название и цель;
Оборудование и материалы;
Выполнение основного задания;
Выводы по работе;
Ответы на контрольные вопросы.
Контрольные вопросы:
1.
2.
Какие существуют способы доставки совков с ломом в загрузочный пролет
Перечислите преимущества подача совков с ломом в загрузочный пролет
скраповозом по поперечным рельсовым путям на нулевой отметке
Список, использованных источников:
1. http://works.doklad.ru/view/EVLkWflz0LM/all.html
2. Шаповалов А.Н. Технология и расчет плавки стали в кислородных конвертерах:
Методические указания для выполнения домашнего задания и контрольной
работы для студентов специальности 150101. – Новотроицк: НФ МИСиС, 2011. –
40с.
8В.К. Бабич «Основы металлургического производства (черная металлургия)»,
3.
М: 2014
4.
5. https://yandex.ru/images/search?img_url=http%3A%2F%2Fwww.tehlib.ru
%2Fimages%2Fstories%2F176%2Fpic1.jpg&text=химический%20состав
И.И. Борнацкий «Подручный сталевара широкого профиля», 2013, 456с
%20ферросплавов&noreask=1&pos=0&lr=20040&rpt=simage
ПРИЛОЖЕНИЕ А.
Схемы устройства кислородноконвертерных цехов
9Рисунок 1А Главное здание конвертерного цеха Новолипецкого металлургического
завода
10Рисунок 2А Главное здание конверторного цеха ЗападноСибирского комбината
Рисунок 3А Главное здание конвертерного цеха завода «Азовсталь»
11Практическое занятие №1. Расчет металлической части шихты для выплавки стали в
мартеновской печи.
Цель занятия: приобрести навыки расчета металлической части шихты для выплавки
стали в мартеновской печи.
Оборудование и материалы: справочная литература
1.
Теоретическая часть
Расчеты плавки стали базируются на теоретических представлениях о характере
сталеплавильный процессов и практических данных работы современных металлургических
агрегатов.Мартеновский способ выплавки стали заключается в сплавлении скрапа с чугуном
на поду пламенной отражательной печи с регенерацией тепла.Сущность всех вариантов
мартеновских процессов получения стали заключается в следующем: в агрегате проводят
окислительное рафинирование металла за счет кислорода атмосферы, твердых окислителей
и дутья; нагрев металла осуществляется за счет тепла сгорающего в рабочем пространстве
печи топлива, тепла экзотермических реакций и физического тепла шихтовых материалов;
раскисление и легирование металла осуществляется преимущественно в ковше.
Методика расчета количества металлошихты на выплавку стали:
Для определения количества металлошихты Qм.ш. т (раскислители, легирующие и
металлические отходы) пользуются формулой:
Qст∙([R]ст−[R]p)∙100∗100
Qм.ш.=
А∗Б∗В
,
Где Qм.ш. масса металлошихты на плавку, т
Qст масса жидкой стали, как правило принимается равной вместимости
сталеплавильного агрегата, т
[R]ст ,
[R]p содержание легирующего элемента соответственно в готовой
стали и расплаве перед присадкой ферросплава, (%)
А содержание легирующего элемента в феррохроме, (%)
Б коэффициент усвоения легирующего элемента, (%)
В коэффициент, учитывающий потери металла при разливке (выход
годного), %
Потери железа при выплавке стали достигают 34 %.
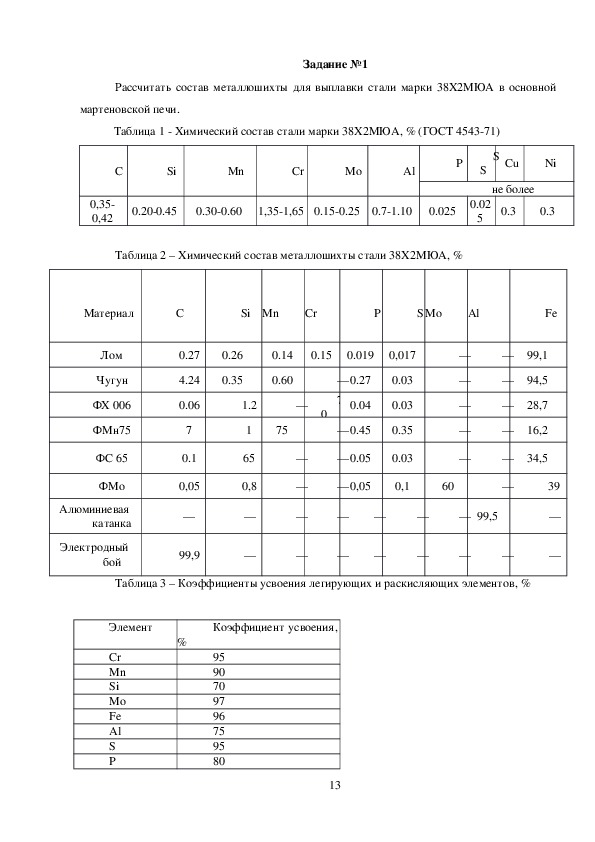
12Рассчитать состав металлошихты для выплавки стали марки 38Х2МЮА в основной
Задание №1
мартеновской печи.
Таблица 1 Химический состав стали марки 38Х2МЮА, % (ГОСТ 454371)
C
Si
Mn
Cr
Mo
Al
0,35
0,42
0.200.45
0.300.60
1,351,65 0.150.25
0.71.10
0.025
S
Cu
P
S
Ni
не более
0.3
0.3
0.02
5
Таблица 2 – Химический состав металлошихты стали 38Х2МЮА, %
Материал
С
Si Мn
Cr
P
S Мо
Al
Fе
Лом
Чугун
ФХ 006
ФМн75
ФС 65
ФМо
Алюминиевая
катанка
Электродный
бой
0.27
4.24
0.06
7
0.1
0,05
—
99,9
0.26
0.35
1.2
1
65
0,8
—
—
0.14
0.60
75
—
—
—
—
—
0.15
0.019
0,017
0
—0.27
7
0.04
—0.45
—0.05
0.03
0.03
0.35
0.03
—
—
—
—
—
— 99,1
— 94,5
— 28,7
— 16,2
— 34,5
—0,05
0,1
60
—
—
—
—
—
—
—
— 99,5
—
—
39
—
—
Таблица 3 – Коэффициенты усвоения легирующих и раскисляющих элементов, %
Элемент
Коэффициент усвоения,
%
Cr
Mn
Si
Мо
Fe
Al
S
P
95
90
70
97
96
75
95
80
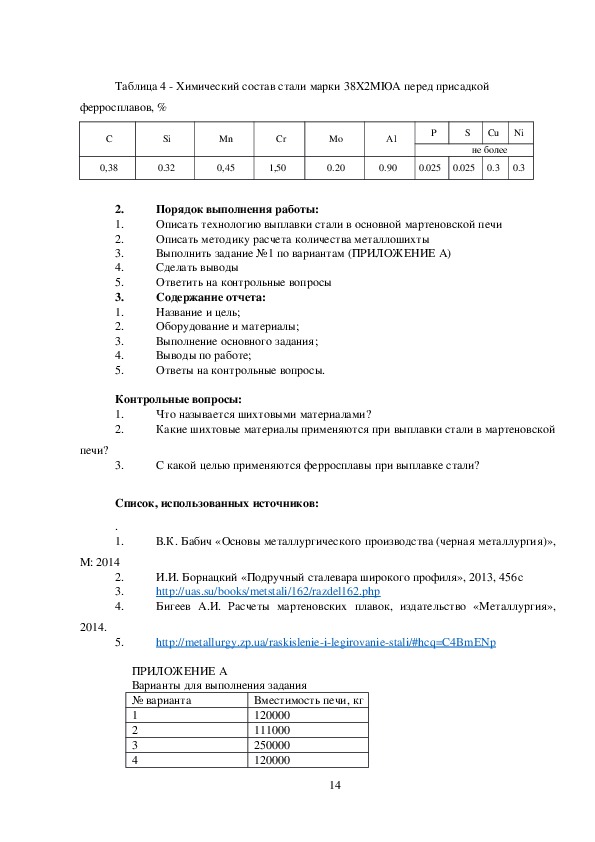
13Таблица 4 Химический состав стали марки 38Х2МЮА перед присадкой
ферросплавов, %
С
0,38
Si
0.32
Mn
0,45
Cr
1,50
Mo
0.20
Al
P
S
Cu
Ni
не более
0.90
0.025
0.025
0.3
0.3
2.
1.
2.
3.
4.
5.
3.
1.
2.
3.
4.
5.
Порядок выполнения работы:
Описать технологию выплавки стали в основной мартеновской печи
Описать методику расчета количества металлошихты
Выполнить задание №1 по вариантам (ПРИЛОЖЕНИЕ А)
Сделать выводы
Ответить на контрольные вопросы
Содержание отчета:
Название и цель;
Оборудование и материалы;
Выполнение основного задания;
Выводы по работе;
Ответы на контрольные вопросы.
Контрольные вопросы:
1.
2.
Что называется шихтовыми материалами?
Какие шихтовые материалы применяются при выплавки стали в мартеновской
печи?
3.
С какой целью применяются ферросплавы при выплавке стали?
Список, использованных источников:
.
1.
М: 2014
2.
3.
4.
В.К. Бабич «Основы металлургического производства (черная металлургия)»,
И.И. Борнацкий «Подручный сталевара широкого профиля», 2013, 456с
http://uas.su/books/metstali/162/razdel162.php
Бигеев А.И. Расчеты мартеновских плавок, издательство «Металлургия»,
2014.
5.
http://metallurgy.zp.ua/raskislenieilegirovaniestali/#hcq=C4BmENp
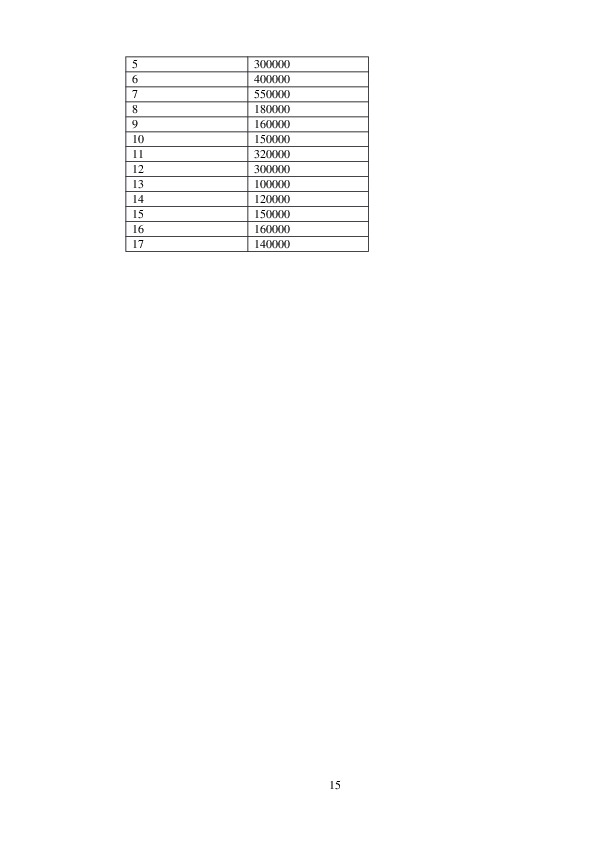
ПРИЛОЖЕНИЕ А
Варианты для выполнения задания
№ варианта
1
2
3
4
Вместимость печи, кг
120000
111000
250000
120000
145
6
7
8
9
10
11
12
13
14
15
16
17
300000
400000
550000
180000
160000
150000
320000
300000
100000
120000
150000
160000
140000
15Практическое занятие №2. Расчет необходимого количества ферросплавов для
раскисления стали мартеновской плавки
Цель занятия: приобрести навыки расчета необходимого количества ферросплавов
для раскисления стали мартеновской плавки
Оборудование и материалы: справочная литература
1. Теоретические сведения
Мартеновский процесс характеризуется большой гибкостью как по виду
используемых исходных материалов, так и по сортаменту выплавляемых сталей.
Относительно удобные условия налаживания контроля за состоянием ванны и составом
металла и шлака, а также относительно большие возможности регулирования температуры
ванны, особенно при использовании кислорода, позволяют выплавлять в мартеновских
печах широкий сортамент углеродистых и легированных сталей. Раскисление стали
Основными элементамираскислителями,
используемыми при мартеновском
процессе, являются марганец, кремний и алюминий. Первые два элемента преимущественно
используются в виде сплавов с железом ферромарганца и ферросилиция, а алюминий — в
виде чистого металла. Раскисление спокойной стали обычно осуществляют в два приема.
Поэтому и раскисление разделяется на предварительное и окончательное. Предварительное
раскисление металла осуществляют в печи низкопроцентным ферросилицием из расчета
введения в металл 0,15— 0,25% и ферромарганцем. Иногда для предварительного
раскисления используют комплексный сплав — силикомарганец. Предварительное
раскисление продолжается 10—15 мин, после чего металл выпускают в ковш. Угар кремния
при предварительном раскислении составляет 60—80%. Окончательно металл раскисляют
путем присадки богатого ферросилиция (45—75% Si) и алюминия на струю металла в
момент его выпуска в ковш. Расход ферросилиция должен обеспечить получение заданного
содержания кремния в металле, а расход алюминия составляет 300—600 г/т в зависимости
от марки стали.
Легирующие элементы, чаще всего в виде сплавов, вводят в металл в различные
моменты плавки в зависимости от их сродства к кислороду и расхода. Элементы,
практически неокисляющиеся в мартеновской ванне (никель, молибден), часто вводят в
период завалки или после расплавления. Вместе с тем элементы, имеющие очень большое
сродство к кислороду, например титан, ванадий и др., вводят в ковш после добавок в металл
богатого ферросилиция и алюминия. Такие элементы, как хром, марганец (для легирования),
сродство которых к кислороду относительно невелико, а масса присаживаемых сплавов
16большая, вводят после предварительного раскисления в печь. Это обеспечивает хорошее
расплавление ферросплавов и позволяет нагреть металл до необходимой температуры.
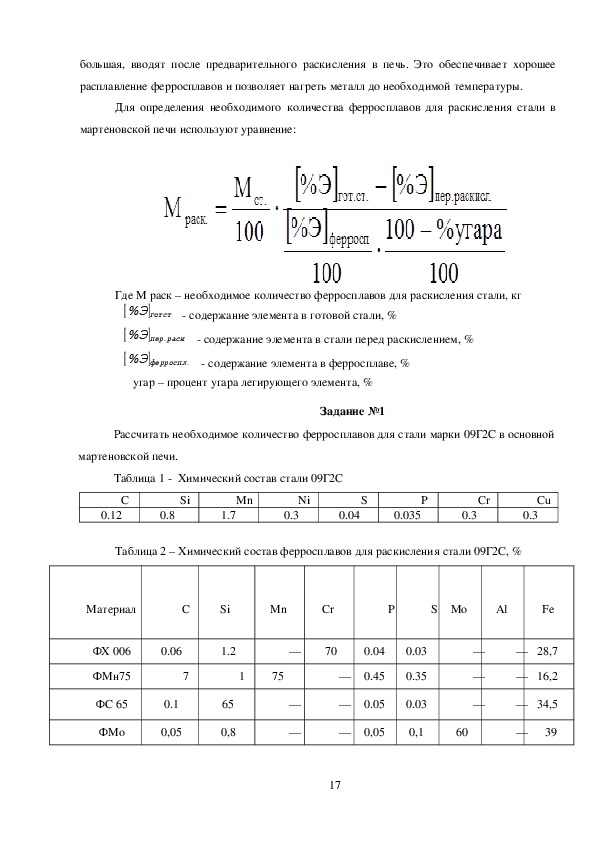
Для определения необходимого количества ферросплавов для раскисления стали в
мартеновской печи используют уравнение:
Где М раск – необходимое количество ферросплавов для раскисления стали, кг
[%Э]готст содержание элемента в готовой стали, %
[%Э]пер.раск содержание элемента в стали перед раскислением, %
[%Э]ферроспл. содержание элемента в ферросплаве, %
угар – процент угара легирующего элемента, %
Рассчитать необходимое количество ферросплавов для стали марки 09Г2С в основной
Задание №1
мартеновской печи.
Таблица 1 Химический состав стали 09Г2С
C
0.12
Si
0.8
Mn
1.7
Ni
S
0.3
0.04
P
0.035
Cr
0.3
Cu
0.3
Таблица 2 – Химический состав ферросплавов для раскисления стали 09Г2С, %
Материал
С
Si
Мn
Cr
P
S Мо
Al
Fе
0.06
1.2
— 70
0.04
ФХ 006
ФМн75
ФС 65
ФМо
7
1
75
0.1
0,05
65
0,8
—
—
0.03
0.35
0.03
—
—
—
— 0.45
— 0.05
— 0,05
0,1
60
17
— 28,7
— 16,2
— 34,5
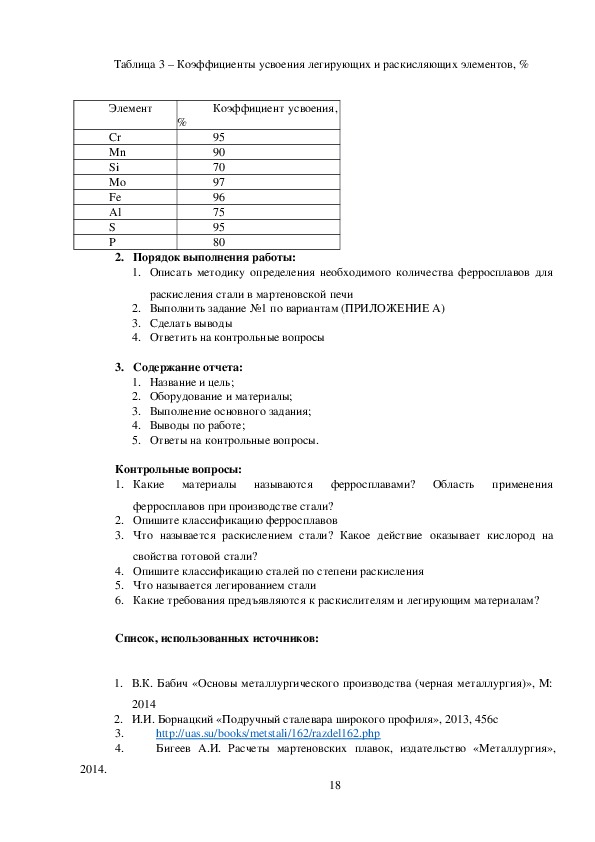
— 39Таблица 3 – Коэффициенты усвоения легирующих и раскисляющих элементов, %
Элемент
Коэффициент усвоения,
%
Cr
Mn
Si
Мо
Fe
Al
S
P
2. Порядок выполнения работы:
95
90
70
97
96
75
95
80
1. Описать методику определения необходимого количества ферросплавов для
раскисления стали в мартеновской печи
2. Выполнить задание №1 по вариантам (ПРИЛОЖЕНИЕ А)
3. Сделать выводы
4. Ответить на контрольные вопросы
3. Содержание отчета:
1. Название и цель;
2. Оборудование и материалы;
3. Выполнение основного задания;
4. Выводы по работе;
5. Ответы на контрольные вопросы.
Контрольные вопросы:
1. Какие материалы называются ферросплавами? Область применения
ферросплавов при производстве стали?
2. Опишите классификацию ферросплавов
3. Что называется раскислением стали? Какое действие оказывает кислород на
свойства готовой стали?
4. Опишите классификацию сталей по степени раскисления
5. Что называется легированием стали
6. Какие требования предъявляются к раскислителям и легирующим материалам?
Список, использованных источников:
1. В.К. Бабич «Основы металлургического производства (черная металлургия)», М:
2014
2. И.И. Борнацкий «Подручный сталевара широкого профиля», 2013, 456с
3.
4.
http://uas.su/books/metstali/162/razdel162.php
Бигеев А.И. Расчеты мартеновских плавок, издательство «Металлургия»,
2014.
185. https://yandex.ru/images/search?img_url=http%3A%2F%2Fwww.tehlib.ru
%2Fimages%2Fstories%2F176%2Fpic1.jpg&text=химический%20состав
%20ферросплавов&noreask=1&pos=0&lr=20040&rpt=simage
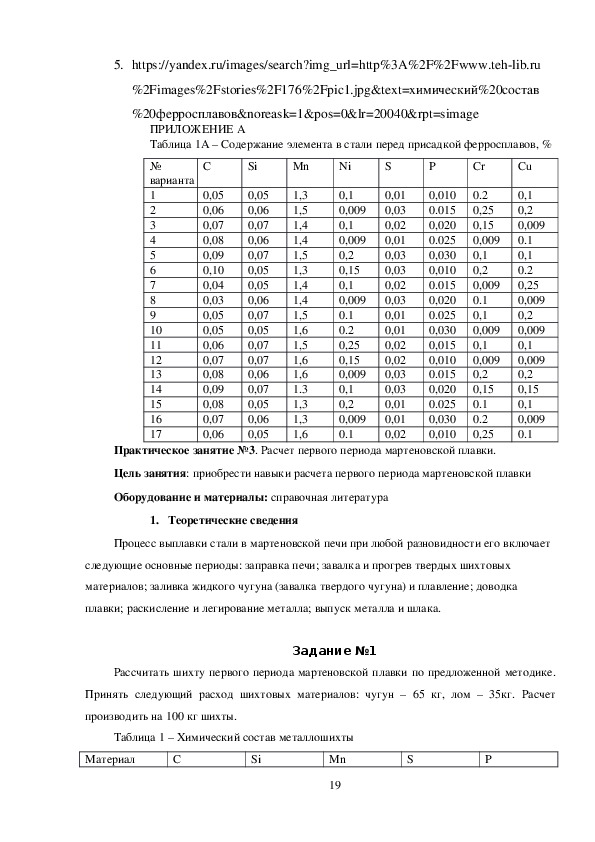
ПРИЛОЖЕНИЕ А
Таблица 1А – Содержание элемента в стали перед присадкой ферросплавов, %
C
Si
Mn
Ni
S
P
Cr
Cu
№
варианта
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
0,05
0,06
0,07
0,08
0,09
0,10
0,04
0,03
0,05
0,05
0,06
0,07
0,08
0,09
0,08
0,07
0,06
0.2
0,25
0,15
0,009
0,1
0,2
0,009
0.1
0,1
0,009
0,1
0,009
0,2
0,15
0.1
0.2
0,25
Практическое занятие №3. Расчет первого периода мартеновской плавки.
0,1
0,009
0,1
0,009
0,2
0,15
0,1
0,009
0.1
0.2
0,25
0,15
0,009
0,1
0,2
0,009
0.1
0,010
0.015
0,020
0.025
0,030
0,010
0.015
0,020
0.025
0,030
0,015
0,010
0.015
0,020
0.025
0,030
0,010
0,01
0,03
0,02
0,01
0,03
0,03
0,02
0,03
0,01
0,01
0,02
0,02
0,03
0,03
0,01
0,01
0,02
0,05
0,06
0,07
0,06
0,07
0,05
0,05
0,06
0,07
0,05
0,07
0,07
0,06
0,07
0,05
0,06
0,05
1,3
1,5
1,4
1,4
1,5
1,3
1,4
1,4
1,5
1,6
1,5
1,6
1,6
1.3
1,3
1,3
1,6
0,1
0,2
0,009
0.1
0,1
0.2
0,25
0,009
0,2
0,009
0,1
0,009
0,2
0,15
0,1
0,009
0.1
Цель занятия: приобрести навыки расчета первого периода мартеновской плавки
Оборудование и материалы: справочная литература
1. Теоретические сведения
Процесс выплавки стали в мартеновской печи при любой разновидности его включает
следующие основные периоды: заправка печи; завалка и прогрев твердых шихтовых
материалов; заливка жидкого чугуна (завалка твердого чугуна) и плавление; доводка
плавки; раскисление и легирование металла; выпуск металла и шлака.
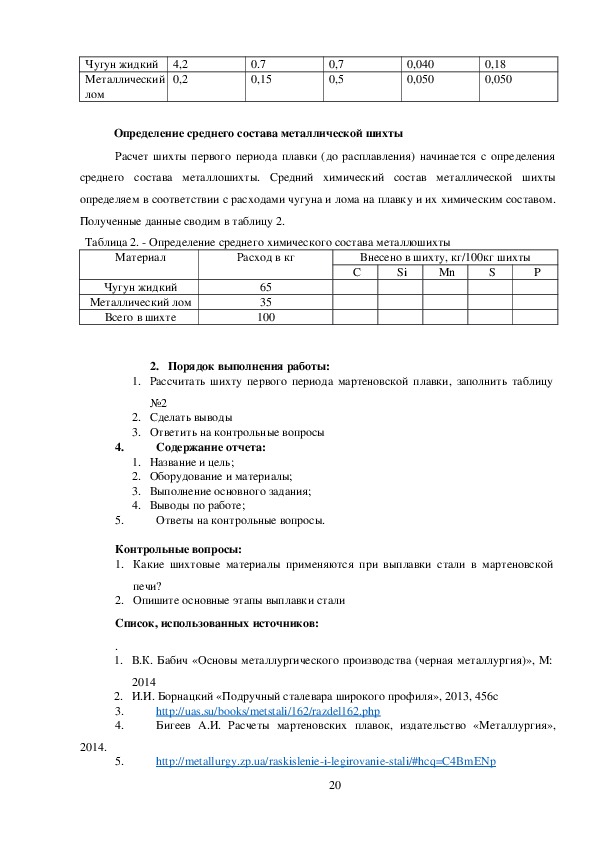
Задание №1
Рассчитать шихту первого периода мартеновской плавки по предложенной методике.
Принять следующий расход шихтовых материалов: чугун – 65 кг, лом – 35кг. Расчет
производить на 100 кг шихты.
Таблица 1 – Химический состав металлошихты
Материал
C
Si
Mn
19
S
PЧугун жидкий
Металлический
лом
4,2
0,2
0.7
0,15
0,7
0,5
0,040
0,050
0,18
0,050
Определение среднего состава металлической шихты
Расчет шихты первого периода плавки (до расплавления) начинается с определения
среднего состава металлошихты. Средний химический состав металлической шихты
определяем в соответствии с расходами чугуна и лома на плавку и их химическим составом.
Полученные данные сводим в таблицу 2.
Таблица 2. Определение среднего химического состава металлошихты
Материал
Расход в кг
Внесено в шихту, кг/100кг шихты
C
Si
Mn
S
P
Чугун жидкий
Металлический лом
Всего в шихте
65
35
100
2. Порядок выполнения работы:
1. Рассчитать шихту первого периода мартеновской плавки, заполнить таблицу
№2
2. Сделать выводы
3. Ответить на контрольные вопросы
4.
Содержание отчета:
1. Название и цель;
2. Оборудование и материалы;
3. Выполнение основного задания;
4. Выводы по работе;
5.
Ответы на контрольные вопросы.
Контрольные вопросы:
1. Какие шихтовые материалы применяются при выплавки стали в мартеновской
печи?
2. Опишите основные этапы выплавки стали
Список, использованных источников:
.
1. В.К. Бабич «Основы металлургического производства (черная металлургия)», М:
2014
2. И.И. Борнацкий «Подручный сталевара широкого профиля», 2013, 456с
3.
4.
http://uas.su/books/metstali/162/razdel162.php
Бигеев А.И. Расчеты мартеновских плавок, издательство «Металлургия»,
2014.
5.
http://metallurgy.zp.ua/raskislenieilegirovaniestali/#hcq=C4BmENp
206. https://yandex.ru/images/search?img_url=http%3A%2F%2Fwww.tehlib.ru%2Fimages
%2Fstories%2F176%2Fpic1.jpg&text=химический%20состав
%20ферросплавов&noreask=1&pos=0&lr=20040&rpt=simage
21Практическое занятие №4. Расчет шихты второго периода мартеновской плавки.
Цель работы: приобрести навыки расчета шихты второго периода мартеновской
плавки.
Оборудование и материалы: справочная литература
1. Теоретические сведения
Мартеновскую плавку условно делят на несколько периодов:
заправка печи;
завалка шихты;
плавление шихты;
кипение ванны, раскисление и легирование;
выпуск плавки.
Кипение, раскисление и легирование
— это период, который часто называют также периодом рафинирования. Начало
периода определяется на основании следующих признаков:
а) металл должен быть полностью расплавлен и нагрет до температуры, предусмотренной
технологической инструкцией для данной марки стали;
б) шлак должен быть сформирован. При выплавке качественных марок сталей
обязательным является продувка ванны в начале данного периода кислородом или введение
определенной порции железной руды (минимальное количество определяется инструкцией).
Решение о вводе в ванну порции железной руды или о продувке ванны принимается в
зависимости от содержания углерода в выплавляемой марке стали. Начавшееся после
присадок или продувки энергичное кипение ванны вызывает вспенивание шлака и облегчает
его скачивание. Минимальное количество шлака, которое должно быть удалено из печи,
оговаривается инструкцией. Непосредственно после скачивания шлака наводится основной
шлак путем присадки соответствующих количеств извести, плавикового шпата, боксита.
Операцию, при которой в результате подсадок железной руды или продувки организуется
энергичное кипение ванны, часто называют полировкой. В результате скачивания шлака из
ванны удаляется фосфор; по ходу полировки вследствие подсадок извести постепенно
формируется высокоосновной шлак (основность возрастает с 1,5—2,0 до 2,5—4,0) и
повышается температура ванны. Это создает благоприятные условия для удаления серы.
Через некоторое время содержание углерода приближается к требуемому; начинается
22следующий этап плавки, обычно называемый доводкой. Искусство сталевара заключается в
том, чтобы за время доводки добиться требуемых состава и температуры ванны.
Кипение ванны, продолжающееся во время доводки, обеспечивает уменьшение
содержания газов и включений в металле, способствует выравниванию его состава и
температуры. За 10—40 мин (в зависимости от марки стали, емкости печи и др.) до момента
раскисления операцию подсадки железной руды или продувки ванны прекращают.
Далее следует небольшой по продолжительности этап чистого кипения. В
технологических инструкциях в зависимости от емкости и условий работы печи, а также от
марки стали конкретно оговаривается величина скорости окисления углерода во время
полировки ванны и чистого кипения.
В момент окончания чистого кипения металл должен содержать строго определенное
количество углерода, серы, фосфора и т. д. и иметь требуемую для данной марки стали
температуру.
Кипение ванны прекращается в момент ввода в нее раскислителей и легирующих. После
необходимой выдержки разделывают сталевыпускное отверстие и выпускают плавку.
Методика расчета химического состава стали после периода расплавления:
1.
Определить содержания углерода в стали по формуле:
%Срасп= (%Сраск+ %С) ∙100∙ %С (1)
Где %Срасп содержание углерода в стали по расплавлению;
%Сраск внесено углерода раскислителями, %
%С количество углерода в готовой стали, %
%С коэффициент усвоения углерода в стали, %
2.
Определить содержания кремния в стали по формуле:
%Si расп = (%Si раск + %Si) ∙100∙ %Si(2)
Где %Si расп содержание кремния в стали по расплавлению;
%S i раск внесено кремния раскислителями, %
%Si количество кремния в готовой стали, %
% Si коэффициент усвоения углерода в стали, %
3.
Определить содержания марганца в стали по формуле:
23%Mn расп = (%Mn/раск+ %Mn) ∙100∙ % Mn(3)
Где %Mрасп содержание марганца в стали по расплавлению;
%Mnраск внесено марганца раскислителями, %
%Mn количество марганца в готовой стали, %
% Mn коэффициент усвоения марганца в стали, %
4.
Определить содержания фосфора в стали по формуле:
%Ррасп= (%Рраск+ %Р) 100∙ %Р (4)
Где %Ррасп содержание фосфора в стали по расплавлению;
%Рраск внесено фосфора раскислителями
%Р содержание фосфора в готовой стали
%Р коэффициент усвоения фосфора в стали
5.
Определить содержания серы в стали по формуле:
%Sрасп= (%Sраск+ %S) ∙100∙ %S (5)
Где %Sрасп содержание серы в стали по расплавлению;
%Sраск внесено серы раскислителями
%S содержание серы в готовой стали
%S/ коэффициент усвоения серы в стали
Таблица 1 – Коэффициенты усвоения легирующих и раскисляющих элементов, %
Элемент
Cr
Mn
Si
Мо
Fe
Коэффициент усвоения, %
95
90
70
97
96
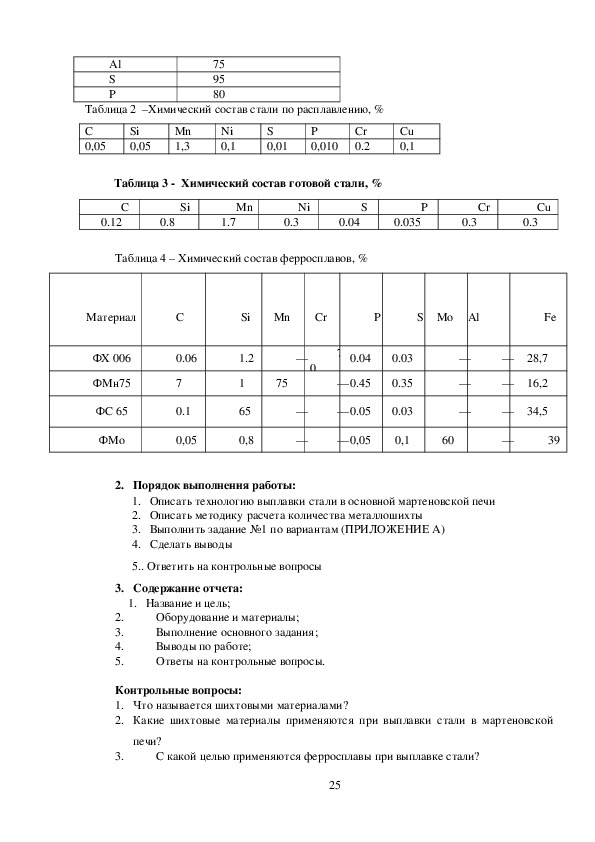
24Al
S
P
75
95
80
Таблица 2 –Химический состав стали по расплавлению, %
C
0,05
Si
0,05
Mn
1,3
Ni
0,1
S
0,01
P
0,010
Cr
0.2
Cu
0,1
Таблица 3 Химический состав готовой стали, %
C
0.12
Si
0.8
Mn
1.7
Ni
S
0.3
0.04
P
0.035
Cr
0.3
Cu
0.3
Таблица 4 – Химический состав ферросплавов, %
Материал
С
Si
Мn
Cr
P
S Мо Al
Fе
ФХ 006
ФМн75
ФС 65
ФМо
0.06
7
0.1
0,05
1.2
1
65
0,8
—
0
75
—
—
7
0.04
—0.45
—0.05
0.03
0.35
0.03
—
—
—
— 28,7
— 16,2
— 34,5
—0,05
0,1
60
—
39
2. Порядок выполнения работы:
1. Описать технологию выплавки стали в основной мартеновской печи
2. Описать методику расчета количества металлошихты
3. Выполнить задание №1 по вариантам (ПРИЛОЖЕНИЕ А)
4. Сделать выводы
5.. Ответить на контрольные вопросы
3. Содержание отчета:
1. Название и цель;
2.
3.
4.
5.
Оборудование и материалы;
Выполнение основного задания;
Выводы по работе;
Ответы на контрольные вопросы.
Контрольные вопросы:
1. Что называется шихтовыми материалами?
2. Какие шихтовые материалы применяются при выплавки стали в мартеновской
печи?
С какой целью применяются ферросплавы при выплавке стали?
3.
25Список, использованных источников:.
1. В.К. Бабич «Основы металлургического производства (черная металлургия)», М:
2014
2. И.И. Борнацкий «Подручный сталевара широкого профиля», 2013, 456с
3.
4.
http://uas.su/books/metstali/162/razdel162.php
Бигеев А.И. Расчеты мартеновских плавок, издательство «Металлургия»,
2014.
http://metallurgy.zp.ua/raskislenieilegirovaniestali/#hcq=C4BmENp
5.
6. https://yandex.ru/images/search?img_url=http%3A%2F%2Fwww.tehlib.ru%2Fimages
%2Fstories%2F176%2Fpic1.jpg&text=химический%20состав
%20ферросплавов&noreask=1&pos=0&lr=20040&rpt=simage
26Практическое занятие №5. Расчет шихты основного скрапрудного процесса.
Цель занятия: приобрести навыки расчета шихты основного скрапрудного процесса
Оборудование и материалы: справочная литература
1. Теоретические сведения
Особенностью основного мартеновского процесса является то что он позволяет
получать сталь с низким содержанием вредных примесей (фосфора, серы) из рядовых
шихтовых материалов.
Плавку начинают с загрузки твердой составляющей шихты (железная руда, известняк,
лом) с помощью завалочной машины. После загрузки твердой части шихты и прогрева ее,
заливают жидкий чугун, который взаимодействует с железной рудой и скрапом. С этого
момента начинается период плавления шихты, в результате которого за счет оксидов руды и
скрапа интенсивно окисляются примеси чугуна (кремний, фосфор, марганец и частично
углерод).
Кремний окисляется и переходит в шлак почти полностью в период плавления под
действием окислительной атмосферы, а также кислорода вводимого с железной рудой.
Фосфор окисляется одновременно с кремнием и марганцем, когда температура
металла еще не высока.
Оксиды кремния (SiO2), фосфора (P2O5), марганца (MnO), кальция (CaO) образуют
железистоуглеродистый шлак, способствующий удалению фосфора. При переработке
обычного чугуна для понижения содержания фосфора в металле проводят однократное
скачивание шлака. Если же перерабатывают фосфористый чугун, то скачивание проводят
многократно.
После расплавления шихты, окисления значительной части примесей и разогрева
металла начинается период кипения ванны. В печь загружают железную руду или продувают
ванну кислородом. Углерод в металле интенсивно окисляется, образуя оксид углерода (CO),
выделяющегося в виде газовых пузырей, и вызывая кипение мартеновской ванны. Этот
процесс играет очень важную роль, так как выравнивание состава и температуры металла в
мартеновской печи осуществляется за счет кипения ванны. При кипении происходит
удаление газов из металла, всплывание и поглощение шлаком неметаллических включений,
увеличивается поверхность раздела между шлаком и металлом, что способствует ускорению
процессов удаления вредных примесей (фосфора, серы).
27Ввиду высокой окисленности шлака, удаление серы из металла менее эффективно,
чем фосфора. Для удаления серы наводят новый шлак, загружая известь с добавлением
боксита или плавикового шпата для уменьшения вязкости шлака. Содержание CaO в шлаке
возрастает, а FeO уменьшается, создаются условия для удаления из металла серы. Для
получения стали с низким содержанием серы, проводят обработку металла внепечными
методами в ковше.
В период кипения ванны интенсивно окисляется углерод. Поэтому при составлении
шихты для плавки необходимо предусмотреть, чтобы в ванне к моменту расплавления
содержание углерода было на 0,5 – 0,6% выше, чем требуется в готовой стали. Процесс
кипения считают закончившимся, когда содержание углерода в металле соответствует
заданному, а содержание фосфора минимально. После этого сталь раскисляют и после
отбора контрольных проб выпускают в сталеразливочный ковш через отверстие в задней
стенке печи.
Для определения количества металлошихты Qм.ш. т (раскислители, легирующие и
металлические отходы) пользуются формулой:
Qм.ш.=
Qст∙([R]ст−[R]p)∙100∗100
А∗Б∗В
,
Где Qм.ш. масса металлошихты на плавку, т
Qст масса жидкой стали, как правило принимается равной вместимости
сталеплавильного агрегата, т
[R]ст ,
[R]p содержание легирующего элемента соответственно в готовой
стали и расплаве перед присадкой ферросплава, (%)
А содержание легирующего элемента в феррохроме, (%)
Б коэффициент усвоения легирующего элемента, (%)
В коэффициент, учитывающий потери металла при разливке (выход
годного), %
Потери железа при выплавке стали достигают 34 %.
Задание №1
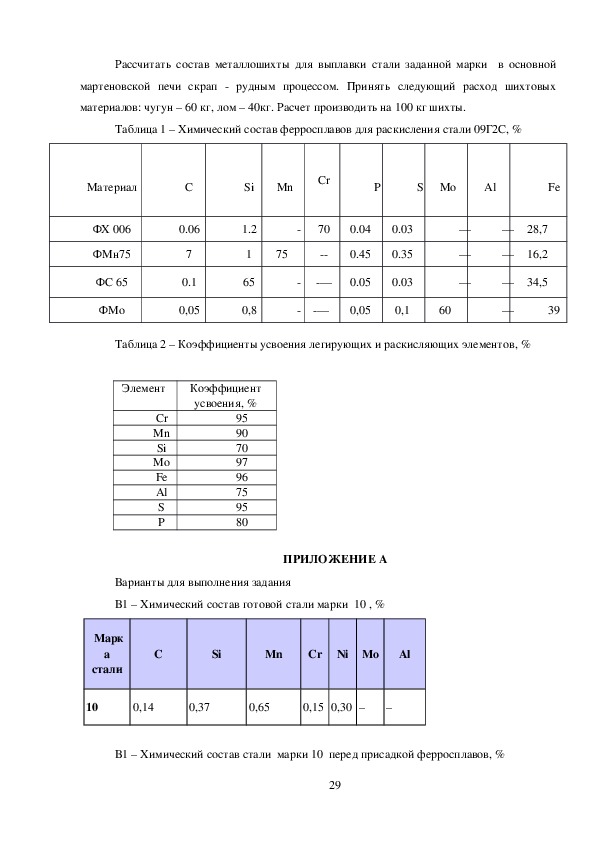
28Рассчитать состав металлошихты для выплавки стали заданной марки в основной
мартеновской печи скрап рудным процессом. Принять следующий расход шихтовых
материалов: чугун – 60 кг, лом – 40кг. Расчет производить на 100 кг шихты.
Таблица 1 – Химический состав ферросплавов для раскисления стали 09Г2С, %
Материал
С
Si
Мn
ФХ 006
ФМн75
ФС 65
ФМо
0.06
7
0.1
0,05
1.2
1
65
0,8
75
Cr
70
0.04
0.45
— 0.05
P
S Мо
Al
Fе
0.03
0.35
0.03
—
—
—
— 28,7
— 16,2
— 34,5
— 0,05
0,1
60
—
39
Таблица 2 – Коэффициенты усвоения легирующих и раскисляющих элементов, %
Элемент
Коэффициент
усвоения, %
Cr
Mn
Si
Мо
Fe
Al
S
P
95
90
70
97
96
75
95
80
ПРИЛОЖЕНИЕ А
Варианты для выполнения задания
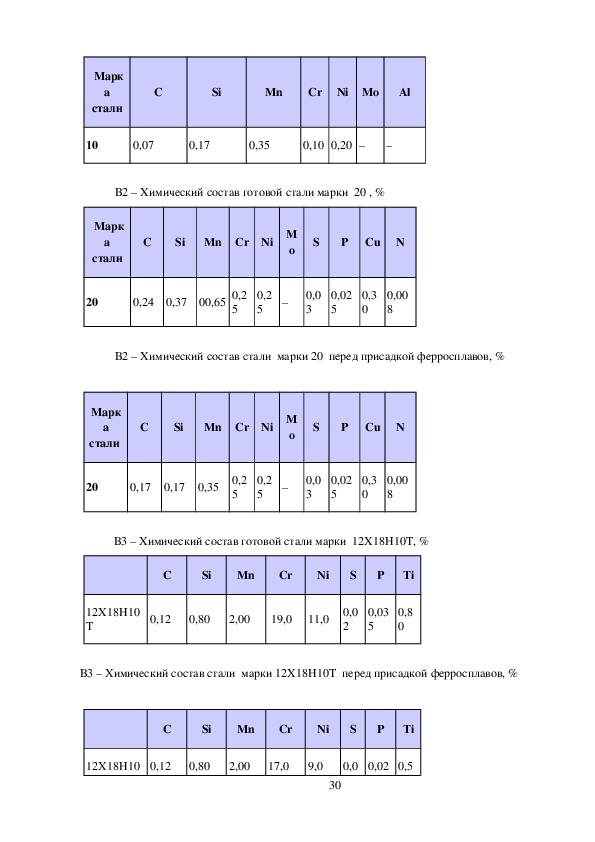
В1 – Химический состав готовой стали марки 10 , %
Марк
а
стали
C
Si
Mn
Cr Ni Mo
Al
10
0,14
0,37
0,65
0,15 0,30 –
–
В1 – Химический состав стали марки 10 перед присадкой ферросплавов, %
29Марк
а
стали
C
Si
Mn
Cr Ni Mo
Al
10
0,07
0,17
0,35
0,10 0,20 –
–
В2 – Химический состав готовой стали марки 20 , %
Марк
а
стали
C
Si Mn Cr Ni
M
o
S
P Cu N
20
0,24 0,37 00,65 0,2
5
0,2
5
–
0,0
3
0,02
5
0,3
0
0,00
8
В2 – Химический состав стали марки 20 перед присадкой ферросплавов, %
Марк
а
стали
C
Si Mn Cr Ni M
o
S
P Cu N
20
0,17
0,17
0,35
0,2
5
0,2
5
–
0,0
3
0,02
5
0,3
0
0,00
8
В3 – Химический состав готовой стали марки 12Х18Н10Т, %
C
Si
Mn
Cr
Ni
S
P
Ti
12Х18Н10
Т
0,12
0,80
2,00
19,0
11,0
0,0
2
0,03
5
0,8
0
В3 – Химический состав стали марки 12Х18Н10Т перед присадкой ферросплавов, %
C
Si
Mn
Cr
Ni
S
P
Ti
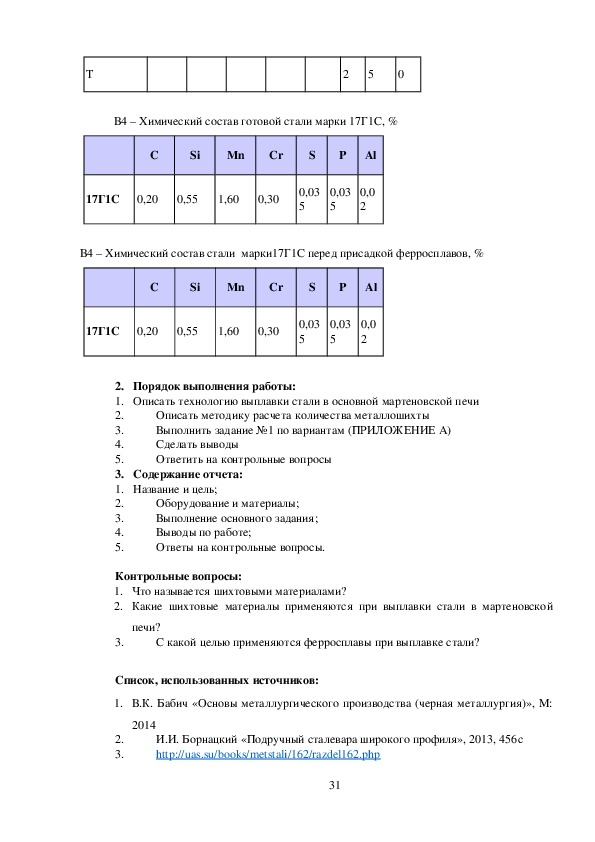
12Х18Н10 0,12
0,80
2,00
17,0
9,0
0,0 0,02 0,5
30Т
2
5
0
В4 – Химический состав готовой стали марки 17Г1С, %
C
Si
Mn
Cr
S
P
Al
17Г1С 0,20
0,55
1,60
0,30
0,03
5
0,03
5
0,0
2
В4 – Химический состав стали марки17Г1С перед присадкой ферросплавов, %
C
Si
Mn
Cr
S
P
Al
17Г1С 0,20
0,55
1,60
0,30
0,03
5
0,03
5
0,0
2
Описать методику расчета количества металлошихты
Выполнить задание №1 по вариантам (ПРИЛОЖЕНИЕ А)
Сделать выводы
Ответить на контрольные вопросы
2. Порядок выполнения работы:
1. Описать технологию выплавки стали в основной мартеновской печи
2.
3.
4.
5.
3. Содержание отчета:
1. Название и цель;
2.
3.
4.
5.
Оборудование и материалы;
Выполнение основного задания;
Выводы по работе;
Ответы на контрольные вопросы.
Контрольные вопросы:
1. Что называется шихтовыми материалами?
2. Какие шихтовые материалы применяются при выплавки стали в мартеновской
печи?
3.
С какой целью применяются ферросплавы при выплавке стали?
Список, использованных источников:
1. В.К. Бабич «Основы металлургического производства (черная металлургия)», М:
2014
2.
3.
И.И. Борнацкий «Подручный сталевара широкого профиля», 2013, 456с
http://uas.su/books/metstali/162/razdel162.php
314.
Бигеев А.И. Расчеты мартеновских плавок, издательство «Металлургия»,
2014.
5.
http://metallurgy.zp.ua/raskislenieilegirovaniestali/#hcq=C4BmENp
6. https://yandex.ru/images/search?img_url=http%3A%2F%2Fwww.tehlib.ru
%2Fimages%2Fstories%2F176%2Fpic1.jpg&text=химический%20состав
%20ферросплавов&noreask=1&pos=0&lr=20040&rpt=simage
Лабораторная работа №3. Изучить устройство мартеновской печи по рабочим
чертежам.
Цель работы: описать конструкцию мартеновской печи
Оборудование и материалы: справочная литература, схема устройства
мартеновской печи
1. Теоретические сведения
Для получения высоких температур в печи воздух и газы подают нагретыми до 1100
—1300°. Для нагрева воздуха и газа используют отходящие из мартеновской печи горячие
газы. Для более интенсивного нагрева печи в современной практике используют обогащенное
кислородом дутье.
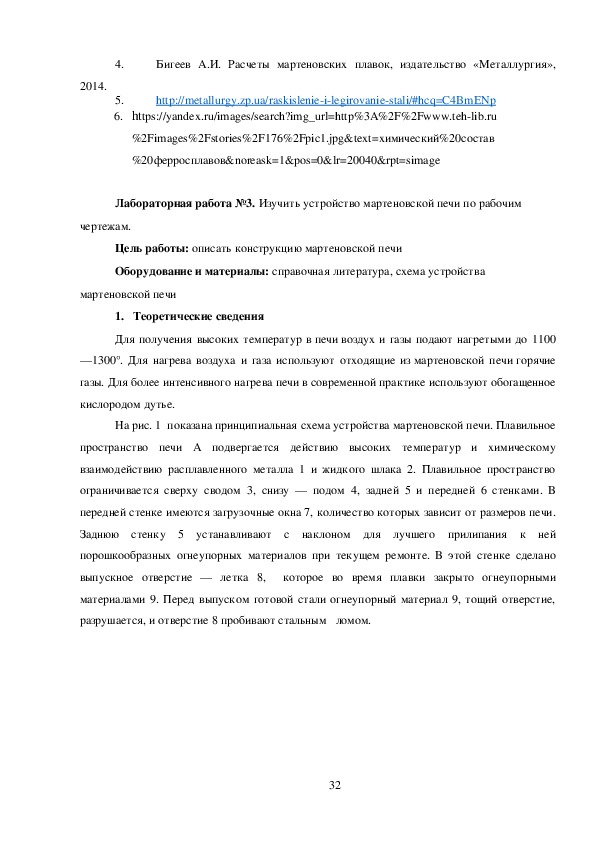
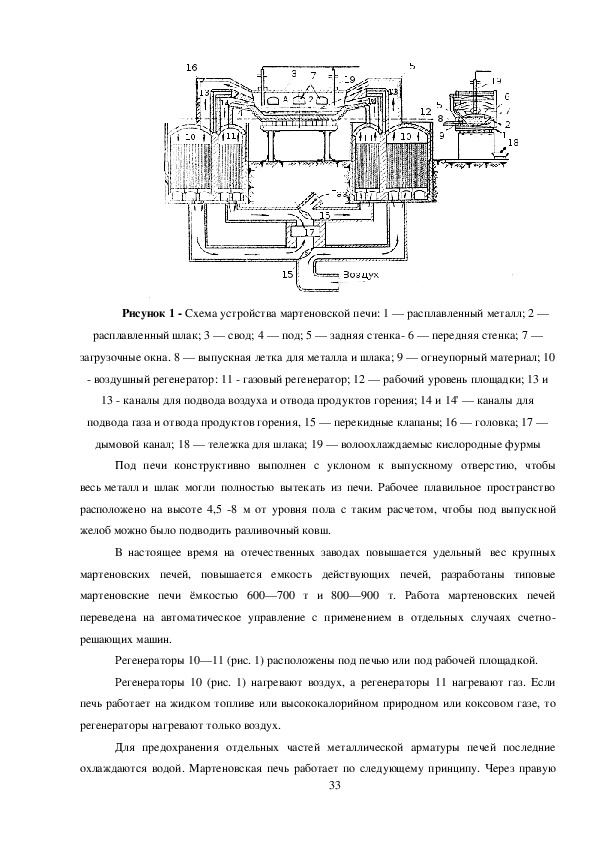
На рис. 1 показана принципиальная схема устройства мартеновской печи. Плавильное
пространство печи А подвергается действию высоких температур и химическому
взаимодействию расплавленного металла 1 и жидкого шлака 2. Плавильное пространство
ограничивается сверху сводом 3, снизу — подом 4, задней 5 и передней 6 стенками. В
передней стенке имеются загрузочные окна 7, количество которых зависит от размеров печи.
Заднюю стенку 5 устанавливают с наклоном для лучшего прилипания к ней
порошкообразных огнеупорных материалов при текущем ремонте. В этой стенке сделано
выпускное отверстие — летка 8, которое во время плавки закрыто огнеупорными
материалами 9. Перед выпуском готовой стали огнеупорный материал 9, тощий отверстие,
разрушается, и отверстие 8 пробивают стальным ломом.
32Рисунок 1 Схема устройства мартеновской печи: 1 — расплавленный металл; 2 —
расплавленный шлак; 3 — свод; 4 — под; 5 — задняя стенка 6 — передняя стенка; 7 —
загрузочные окна. 8 — выпускная летка для металла и шлака; 9 — огнеупорный материал; 10
воздушный регенератор: 11 газовый регенератор; 12 — рабочий уровень площадки; 13 и
13 каналы для подвода воздуха и отвода продуктов горения; 14 и 14' — каналы для
подвода газа и отвода продуктов горения, 15 — перекидные клапаны; 16 — головка; 17 —
дымовой канал; 18 — тележка для шлака; 19 — волоохлаждаемыс кислородные фурмы
Под печи конструктивно выполнен с уклоном к выпускному отверстию, чтобы
весь металл и шлак могли полностью вытекать из печи. Рабочее плавильное пространство
расположено на высоте 4,5 8 м от уровня пола с таким расчетом, чтобы под выпускной
желоб можно было подводить разливочный ковш.
В настоящее время на отечественных заводах повышается удельный вес крупных
мартеновских печей, повышается емкость действующих печей, разработаны типовые
мартеновские печи ёмкостью 600—700 т и 800—900 т. Работа мартеновских печей
переведена на автоматическое управление с применением в отдельных случаях счетно
решающих машин.
Регенераторы 10—11 (рис. 1) расположены под печью или под рабочей площадкой.
Регенераторы 10 (рис. 1) нагревают воздух, а регенераторы 11 нагревают газ. Если
печь работает на жидком топливе или высококалорийном природном или коксовом газе, то
регенераторы нагревают только воздух.
Для предохранения отдельных частей металлической арматуры печей последние
охлаждаются водой. Мартеновская печь работает по следующему принципу. Через правую
33пару регенераторов (рис. 1) по каналам подают газ и воздух, которые, проходя регенераторы
10 и 11, постепенно нагреваются до 1100° и выше. Нагретые газ и воздух смешиваются в.
головке печи и сгорают. Образующиеся продукты сгорания направляются на поверхность
металлической ванны и удаляются из рабочего пространства через каналы 13°, 14° в левую
пару регенераторов. Температура отходящих газов в верхней части регенераторов 1600°; по
мере их опускания температура их понижается: из газового регенератора они удаляются с
температурой 600° и через дымовые каналы отводятся в трубу.
Спустя некоторое время, движение газов в печи переключают в противоположном
направлении так, чтобы левая пара регенераторов нагревала воздух и газ, а правая
нагревалась.
Направление отходящих газов и подачу холодного воздуха и газа регулируют с
помощью специальных клапанных перекидных устройств 15 (рис. 1). Регулирование
теплового режима мартеновской печи осуществляется автоматически. Для этой цели в
местах заданных температур устанавливают приборы для измерения температуры связанные
с автоматическими устройствами. В настоящее время более 90% стали выплавляется на
автоматизированных мартеновских печах. Мартеновские печи имеют устройства для подачи
кислорода для форсирования горения топлива или для окисления примесей в жидкой ванне.
Кислород для окисления примесей подается через сводовые водоохлаждаемые фурмы
19 (рис. 1). При подаче кислорода в жидкую ванну его используют для введения
порошкообразных флюсов непосредственно в жидкий металл. В отдельных случаях для этой
цели используют воздух. Ввод порошкообразных материалов в жидкий металл ускоряет
процессы шлакования вредных примесей.
2. Порядок выполнения работы:
1. Описать устройство мартеновской печи;
2. Изобразить схему устройства мартеновской печи (рисунок 1) и подписать ее
основные элементы;
3. Сделать выводы по работе
4. Ответить на контрольные вопросы
3. Содержание отчета:
1. Название и цель работы
2. Оборудование и материалы
3. Основная часть
4. Выводы по работе
5. Ответы на контрольные вопросы
Контрольные вопросы:
1. Перечислите основные способы производства стали
2. Опишите принцип работы мартеновской печи
343. С какой целью применяется кислород в мартеновской печи?
4. За чем применяются перекидные устройства в мартеновской печи?
5. Что называется рабочим пространством мартеновской печи?
Список использованных источников:
1. В.К.Бабич «Основы металлургического производства», М: 2014
2. И.И.Борнацкий «Подручный сталевара широкого профиля», М: 2014
3. http://www.studfiles.ru/preview/5056249/page:2/
Лабораторная работа №4. Устройство и оборудование мартеновского цеха.
Цель работы: описать устройство и оборудование мартеновского цеха
Оборудование и материалы: схема устройства мартеновского цеха, справочная
литература
1.
Теоретические сведения
Устройство и планировка (тип) мартеновского цеха определяется его
производительностью и вместимостью мартеновских печей.
Производительность мартеновского цеха определяется в основном потребностью в
слитках прокатных цехов завода.
По производительности мартеновские цехи условно могут быть разделены на три
группы:
– цехи малой производительности – до 0,5 млн. тонн годных слитков в год;
– цехи средней производительности – до 1,5 млн. тонн годных слитков в год;
– цехи большой производительности – свыше 1,5 млн. тонн годных слитков в год.
По способу организации технологических потоков мартеновские цехи разделяются на
два основных типа:
– с рельсовой системой подачи шихты;
– с крановой системой подачи шихты.
Такое деление цехов соответствует двум принципиально различным схемам
планировки и оборудования шихтового и печного пролетов, т.к. в первом случае
используются завалочные машины напольного типа, а во втором – кранового (мостового)
типа.
При проектировании мартеновского цеха заданной производительности необходимо
стремиться к установке минимального количества печей в цехе, но с учетом обеспечения
35равномерности работы мартеновского и прокатного цехов в случае остановки печей на
ремонт. Следовательно, нужно выбрать рациональною вместимость и количество
мартеновских печей для каждой заданной производительности цеха и других, указанных
выше условий, а также увязывать их с вместимостью существующих сталеразливочных
ковшей и особенно с грузоподъемностью имеющихся разливочных кранов.
Количество мартеновских печей для заданной производительности цеха определяется
по формуле:
, (1)
где
– заданная годовая производительность цеха;
– годовая
производительность печи.
Рекомендуемые производительности мартеновских печей,
работающих на
магнезитохромистовых сводах с применением кислорода для интенсификации процесса
плавления и доводки плавки, из расчета их работы 340 суток в году (с учетом 6 % простоев)
и в зависимости от вида применяемого топлива и типа процесса приведены в работах
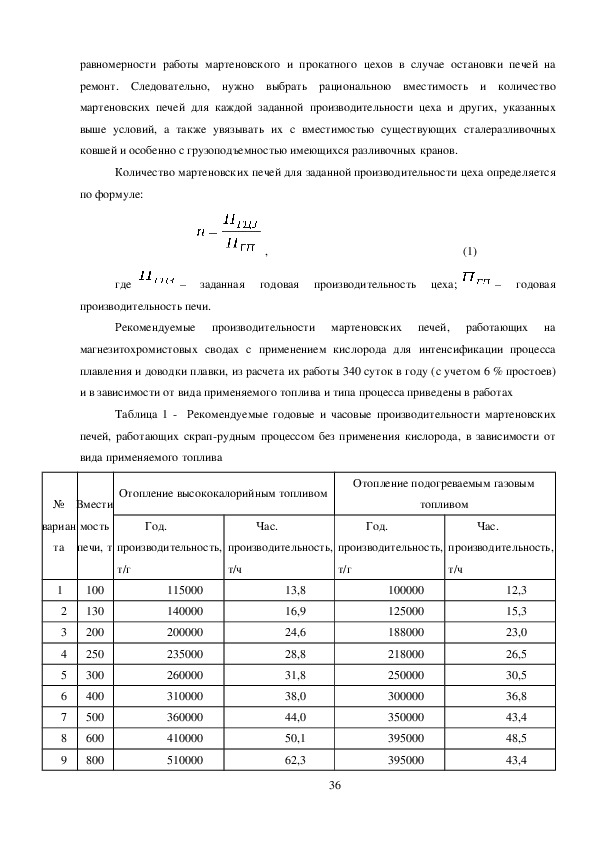
Таблица 1 Рекомендуемые годовые и часовые производительности мартеновских
печей, работающих скрапрудным процессом без применения кислорода, в зависимости от
вида применяемого топлива
№
Вмести
вариан
та
мость
печи, т
Отопление высококалорийным топливом
Отопление подогреваемым газовым
топливом
Год.
Час.
Год.
Час.
производительность,
производительность,
производительность,
производительность,
т/г
т/ч
т/г
т/ч
1
2
3
4
5
6
7
8
9
100
130
200
250
300
400
500
600
800
115000
140000
200000
235000
260000
310000
360000
410000
510000
13,8
16,9
24,6
28,8
31,8
38,0
44,0
50,1
62,3
36
100000
125000
188000
218000
250000
300000
350000
395000
395000
12,3
15,3
23,0
26,5
30,5
36,8
43,4
48,5
43,410
900
560000
68,9
300000
36,8
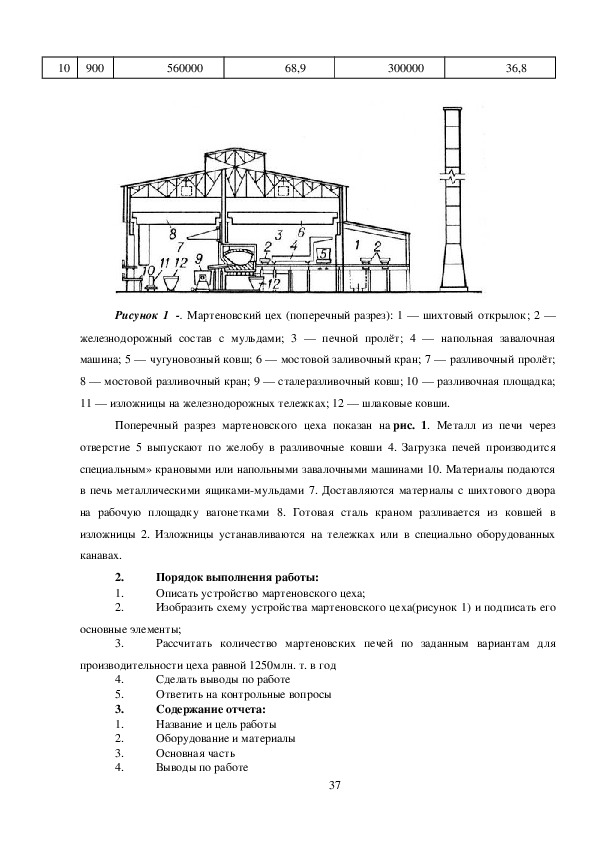
Рисунок 1 . Мартеновский цех (поперечный разрез): 1 — шихтовый открылок; 2 —
железнодорожный состав с мульдами; 3 — печной пролёт; 4 — напольная завалочная
машина; 5 — чугуновозный ковш; 6 — мостовой заливочный кран; 7 — разливочный пролёт;
8 — мостовой разливочный кран; 9 — сталеразливочный ковш; 10 — разливочная площадка;
11 — изложницы на железнодорожных тележках; 12 — шлаковые ковши.
Поперечный разрез мартеновского цеха показан на рис. 1. Металл из печи через
отверстие 5 выпускают по желобу в разливочные ковши 4. Загрузка печей производится
специальным» крановыми или напольными завалочными машинами 10. Материалы подаются
в печь металлическими ящикамимульдами 7. Доставляются материалы с шихтового двора
на рабочую площадку вагонетками 8. Готовая сталь краном разливается из ковшей в
изложницы 2. Изложницы устанавливаются на тележках или в специально оборудованных
канавах.
2.
1.
2.
Порядок выполнения работы:
Описать устройство мартеновского цеха;
Изобразить схему устройства мартеновского цеха(рисунок 1) и подписать его
основные элементы;
3.
Рассчитать количество мартеновских печей по заданным вариантам для
производительности цеха равной 1250млн. т. в год
4.
5.
3.
1.
2.
3.
4.
Сделать выводы по работе
Ответить на контрольные вопросы
Содержание отчета:
Название и цель работы
Оборудование и материалы
Основная часть
Выводы по работе
37Ответы на контрольные вопросы
5.
Контрольные вопросы:
1.
2.
Чем определяется принцип планировки мартеновского цеха
На какие группы разделяются мартеновские цеха в зависимости от
производительности печей
3.
На какие группы разделяются мартеновские цеха по способу организации
технологических потоков
К чему необходимо стремиться при проектировании мартеновского цеха
Каким образом определяется количество мартеновских печей в цехе?
4.
5.
Список использованных источников:
1.
2.
3.
В.К.Бабич «Основы металлургического производства», М: 2014
И. И. Борнацкий «Подручный сталевара широкого профиля», М: 2014
http://www.studfiles.ru/preview/5056249/page:2/
38