Методическая разработка урока по дисциплине «Материаловедение» Тема "Фрезерование и шлифование."
Тип урока: Урок усвоения нового материала.
Вид урока: Лекция – диалог с опорой на знания студентов.
Оборудование урока: учебник, компьютер, мультимедийный проектор.
В процессе урока у обучающихся формируются следующие общие компетенции (ОК):
OK1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество.
ОК 3. Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность.
ОК 4. Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития.
ОК 5. Использовать информационно-коммуникативные технологии в профессиональной деятельности.
ОК 6. Работать в коллективе и команде, эффективно общаться с коллегами, руководством, потребителями
Тема урока: Фрезерование и шлифование.
Тип урока: Урок усвоения нового материала.
Вид урока: Лекция – диалог с опорой на знания студентов.
Оборудование урока: учебник, компьютер, мультимедийный проектор.
Цели урока:
учебные: познакомиться с видами работ, выполняемыми на фрезерных и
шлифовальных станках;
развивающие: развивать способность выделять главное и записывать это в виде
конспекта, уметь самостоятельно усваивать знания; развивать творческое
мышление, внимание;
воспитательные: воспитывать культуру общения, чувство коллективизма и
сопереживания успехам и неудачам товарищей, умение работать в коллективе,
формировать техническую грамотность студентов.
В процессе урока у обучающихся формируются следующие общие компетенции (ОК):
OK1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к
ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы
выполнения профессиональных задач, оценивать их эффективность и качество.
ОК 3. Принимать решения в стандартных и нестандартных ситуациях и нести за них
ответственность.
ОК 4. Осуществлять поиск и использование информации, необходимой для эффективного
выполнения профессиональных задач, профессионального и личностного развития.
ОК 5. Использовать информационнокоммуникативные технологии в профессиональной
деятельности.
ОК 6. Работать в коллективе и команде, эффективно общаться с коллегами, руководством,
потребителями.
Ход урока
1. Организационный момент 3 мин.
Приветствие преподавателя, проверка готовности к уроку, организация внимания.
2. Актуализация опорных знаний 5 мин.
В ходе фронтальной беседы студентам напоминаются основные понятия предыдущей темы,
задаются следующие вопросы:
Расскажите о классификации металлорежущих станков.
Назовите виды работ, выполняемые на токарных и сверлильных станках.
Что такое зенкерование, развертывание?
3. Формулировка темы и целей урока.
Тема: Фрезерование и шлифование.
Цель: в конце урока студенты должны знать классификацию фрезерных и шлифовальных
станков и работы, выполняемые на них.
4. Объяснение нового материала.
5. Закрепление нового материала.
Вопросы для закрепления
1. Какие типы фрезерных станков вы знаете?
2.Какие виды работ выполняют на фрезерных станках?
6. Домашнее задание.
Конспект лекции.Рекомендуемый теоретический материал
1.Общее назначение фрезерных станков. Работы, выполняемые на фрезерных станках.
2. Работы, выполняемые на шлифовальных станках.
3. Краткие сведения о работе хонинговальных и притирочных станков.
1 Общее назначение фрезерных станков. Работы, выполняемые на фрезерных
станках.
Процесс фрезерования, применяемый при обработке самых разнообразных плоских,
а также фасонных поверхностей, отличается высокой производительностью. Условия
резания фрезой существенно отличаются от условий работы другими инструментами,
например, при точении и сверлении, так как при фрезеровании каждый зуб фрезы
участвует в резании периодически, выполняя работу резания лишь в течение
незначительной части своего оборота, только на угле контакта с заготовкой. За остальную
часть оборота зуб фрезы не режет, непрерывно обдувается воздухом и успевает несколько
охладиться. Кроме того, поскольку фреза является многолезвийным инструментом, работа
резания выполняется одновременно несколькими зубцами.
Рассмотрим отдельные основные виды фрезерных работ:
Фрезерование горизонтальных плоскостей производят на горизонтальнофрезерных
и вертикальнофрезерных (рисунок 1 а и б) станках. Лучше эту работу производить на
вертикальных станках вследствие большей жесткости крепления фрезы.
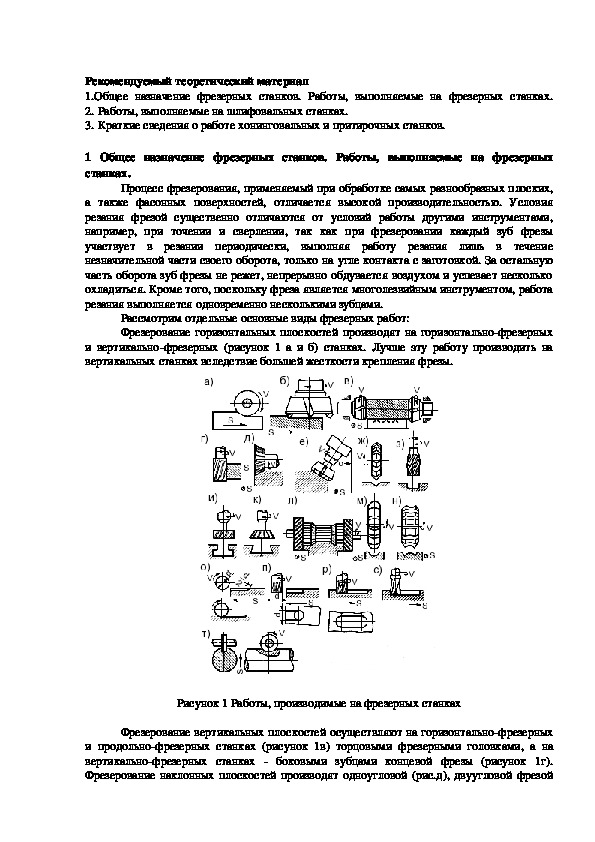
Рисунок 1 Работы, производимые на фрезерных станках
Фрезерование вертикальных плоскостей осуществляют на горизонтальнофрезерных
и продольнофрезерных станках (рисунок 1в) торцовыми фрезерными головками, а на
вертикальнофрезерных станках боковыми зубцами концевой фрезы (рисунок 1г).
Фрезерование наклонных плоскостей производят одноугловой (рис.д), двуугловой фрезойна горизонтальнофрезерном станке, либо торцовой фрезерной головкой на вертикально
фрезерном станке со шпинделем, установленным под углом (рисунок 1е).
Фрезерование пазов: угловых (рисунок 1ж), прямоугольных (рисунок 1з), Т
образных (рисунок 1и), типа ласточкиного хвоста (рисунок 1к) производят на вертикально
фрезерных станках соответственно концевыми, Тобразными и одноугловыми фрезами.
Фрезерование комбинированных поверхностей выполняют (рисунок 1л)
комплектами фрез (наборными фрезами) на продольнофрезерных и иногда горизонтально
фрезерных станках.
Фрезерование фасонных поверхностей производят фасонными фрезами
соответствующего профиля (рисунок 1 м и н).
Фрезерование шпоночных канавок осуществляют разными фрезами. Шпоночные
канавки можно фрезеровать на горизонтальнофрезерных станках дисковой фрезой (риунок
1о), дисковой шпоночной фрезой (рисунок 1т); на вертикальнофрезерных станках
концевой фрезой (рисунок 1п и р) или шпоночной фрезой (рисунок 88с).
Фрезерование резьб производят дисковыми резьбовыми (рисунок 1а) и
гребенчатыми резьбовыми (рисунок 1б) фрезами на резьбофрезерных станках.
Фрезерование зубчатых колес производят модульными дисковыми фрезами на
горизонтальных или универсальных фрезерных станках, а также модульными пальцевыми
фрезами на вертикальных фрезерных станках. Фрезерование производят по методу
копирования, когда каждая канавка нарезается индивидуально, а повороты заготовки
осуществляют в делительных головках. При этих работах (рисунок 1 а и б) фреза только
вращается, заготовке сообщают продольную подачу S. После прохода фрезой каждой
канавки стол станка возвращают обратно, заготовку поворачивают на и начинают
повторный цикл работы для фрезерования следующей канавки и т. д.
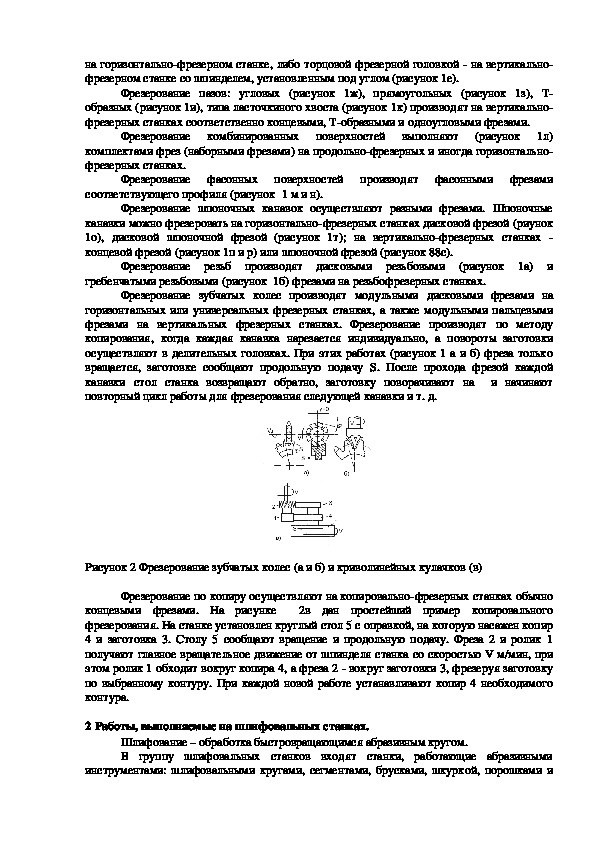
Рисунок 2 Фрезерование зубчатых колес (а и б) и криволинейных кулачков (в)
Фрезерование по копиру осуществляют на копировальнофрезерных станках обычно
концевыми фрезами. На рисунке
2в дан простейший пример копировального
фрезерования. На станке установлен круглый стол 5 с оправкой, на которую насажен копир
4 и заготовка 3. Столу 5 сообщают вращение и продольную подачу. Фреза 2 и ролик 1
получают главное вращательное движение от шпинделя станка со скоростью V м/мин, при
этом ролик 1 обходит вокруг копира 4, а фреза 2 вокруг заготовки 3, фрезеруя заготовку
по выбранному контуру. При каждой новой работе устанавливают копир 4 необходимого
контура.
2 Работы, выполняемые на шлифовальных станках.
Шлифование – обработка быстровращающимся абразивным кругом.
В группу шлифовальных станков входят станки, работающие абразивными
инструментами: шлифовальными кругами, сегментами, брусками, шкуркой, порошками ипастами. Абразивная обработка отличается многообразием способов ее реализации и
выполнения в диапазоне скоростей резания от 0,1 до 100 м/с и выше.
Шлифовальные круги различают по виду абразивного материала, зернистости,
твердости, структуре (строению), форме и размерам. Шлифованием обрабатывают
гладкие, ступенчатые и шлицевые валы, сложные коленчатые валы, кольца и длинные
трубы, зубчатые колеса, направляющие базовых деталей и т.д. С развитием глубинного
шлифования возрос диапазон снимаемых припусков (0,0110 мм), что позволяет
эффективно использовать абразивную обработку вместо лезвийной.
внутришлифовальные,
В зависимости от формы обрабатываемой поверхности и вида шлифования станки
подразделяют на
плоскошлифовальные,
общего назначения,
кругошлифовальные,
бесцентрошлифовальные и специальные (шлифование зубьев колес, резьб и т.д.).
работающие шлифовальным кругом,
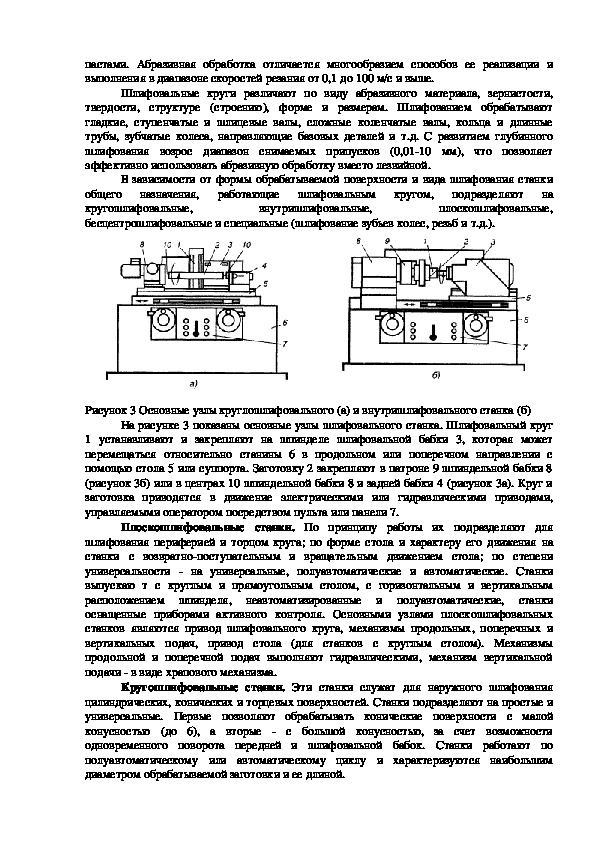
Рисунок 3 Основные узлы круглошлифовального (а) и внутришлифовального станка (б)
На рисунке 3 показаны основные узлы шлифовального станка. Шлифовальный круг
1 устанавливают и закрепляют на шпинделе шлифовальной бабки 3, которая может
перемещаться относительно станины 6 в продольном или поперечном направлении с
помощью стола 5 или суппорта. Заготовку 2 закрепляют в патроне 9 шпиндельной бабки 8
(рисунок 3б) или в центрах 10 шпиндельной бабки 8 и задней бабки 4 (рисунок 3а). Круг и
заготовка приводятся в движение электрическими или гидравлическими приводами,
управляемыми оператором посредством пульта или панели 7.
Плоскошлифовальные станки. По принципу работы их подразделяют для
шлифования периферией и торцом круга; по форме стола и характеру его движения на
станки с возвратнопоступательным и вращательным движением стола; по степени
универсальности на универсальные, полуавтоматические и автоматические. Станки
выпускаю т с круглым и прямоугольным столом, с горизонтальным и вертикальным
расположением шпинделя, неавтоматизированные и полуавтоматические, станки
оснащенные приборами активного контроля. Основными узлами плоскошлифовальных
станков являются привод шлифовального круга, механизмы продольных, поперечных и
вертикальных подач, привод стола (для станков с круглым столом). Механизмы
продольной и поперечной подач выполняют гидравлическими, механизм вертикальной
подачи в виде храпового механизма.
Кругошлифовальные станки. Эти станки служат для наружного шлифования
цилиндрических, конических и торцевых поверхностей. Станки подразделяют на простые и
универсальные. Первые позволяют обрабатывать конические поверхности с малой
конусностью (до 6), а вторые с большой конусностью, за счет возможности
одновременного поворота передней и шлифовальной бабок. Станки работают по
полуавтоматическому или автоматическому циклу и характеризуются наибольшим
диаметром обрабатываемой заготовки и ее длиной.Кругошлифовальный станок 3М151. Станокполуавтомат предназначен для
наружного шлифования гладких и прерывистых цилиндрических и пологих конических
поверхностей методами продольного и врезного шлифования. Станок оснащен приборами
активного контроля размеров заготовки в процессе шлифования. Класс точности станка П.
3 Краткие сведения о работе хонинговальных и притирочных станков.
Принцип работы доводочных станков. К доводочным станкам относятся
хонинговальные, притирочные и станки для суперфиниширования. Эти станки служат для
исправления отклонений обрабатываемых поверхностей от правильной геометрической
формы и обеспечения их высокого качества поверхности (Ra=0,160,32 мкм)
Хонинговальные станки используют для обработки внутренних и реже наружных
поверхностей. Выпускают вертикальные, горизонтальные и наклонные станки,
одношпиндельные и многошпиндельные, универсальные и специальные.
Притирочные станки выпускают универсального и специального назначения. Станки
служат для обработки различных наружных и внутренних поверхностей мелкозернистым
абразивом, который смешан со смазочным и связующим материалом (бензин, керосин,
масла) и нанесен на поверхность инструментапритира или заготовки. Притиры
изготавливают из чугуна, бронзы, стали и других материалов.
Вертикальнодоводочный двухдисковый станок 3Б814 предназначен для обработки
заготовок из стали, чугуна, бронзы, керамики, пластмасс. Доводку осуществляют с
эксцентриковым или с планетарным приводом сепаратора.