Методическая разработка урока по дисциплине «Материаловедение» Тема "Строгание. Строгальные и долбежные станки. Протягивание." Специальность "Техническое обслуживание и ремонт автомобильного транспорта" Тип урока: Урок усвоения нового материала.
Вид урока: Лекция.
В процессе урока у обучающихся формируются следующие общие компетенции (ОК):
OK1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество.
ОК 3. Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность.
ОК 4. Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития.
ОК 5. Использовать информационно-коммуникативные технологии в профессиональной деятельности.
ОК 6. Работать в коллективе и команде, эффективно общаться с коллегами, руководством, потребителями.
Тема урока: Строгание. Строгальные и долбежные станки. Протягивание.
Тип урока: Урок усвоения нового материала.
Вид урока: Лекция.
Оборудование урока: учебник, компьютер, мультимедийный проектор.
Цели урока:
учебные: познакомиться с видами работ, выполняемыми на строгальных и
долбежных станках;
развивающие: развивать способность выделять главное и записывать это в виде
конспекта, уметь самостоятельно усваивать знания; развивать творческое
мышление, внимание;
воспитательные: воспитывать культуру общения, чувство коллективизма и
сопереживания успехам и неудачам товарищей, умение работать в коллективе,
формировать техническую грамотность студентов.
В процессе урока у обучающихся формируются следующие общие компетенции (ОК):
OK1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к
ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы
выполнения профессиональных задач, оценивать их эффективность и качество.
ОК 3. Принимать решения в стандартных и нестандартных ситуациях и нести за них
ответственность.
ОК 4. Осуществлять поиск и использование информации, необходимой для эффективного
выполнения профессиональных задач, профессионального и личностного развития.
ОК 5. Использовать информационнокоммуникативные технологии в профессиональной
деятельности.
ОК 6. Работать в коллективе и команде, эффективно общаться с коллегами, руководством,
потребителями.
Ход урока
1. Организационный момент 3 мин.
Приветствие преподавателя, проверка готовности к уроку, организация внимания.
2. Актуализация опорных знаний 5 мин.
В ходе фронтальной беседы студентам напоминаются основные понятия предыдущей темы,
задаются следующие вопросы:
Какие типы фрезерных станков вы знаете?
Какие виды работ выполняют на фрезерных станках?
3. Формулировка темы и целей урока.
Тема: Строгание. Строгальные и долбежные станки. Протягивание.
Цель: в конце урока студенты должны знать сущность процессов строгания, долбления,
протягивания.
4. Объяснение нового материала.
5. Закрепление нового материала.
Вопросы для закрепления
1. В чем заключается механическая обработка протягиванием?
2. Какие типы протяжных станков вы знаете?
6. Домашнее задание.
Конспект лекции.Рекомендуемый теоретический материал
1.Сущность и область применения строгальных станков, применение долбежных станков.
Работы, выполняемые на строгальных и долбежных станках.
2.Общие сведения о процессе протягивания, его назначение. Виды протяжек. Работы,
выполняемые на протяжных станках.
1 Сущность и область применения строгальных станков, применение долбежных
станков. Работы, выполняемые на строгальных и долбежных станках.
Строганием называется технологический метод обработки плоских поверхностей
заготовок строгальными резцами. Для этого метода характерны прямолинейное движение
резания и прямолинейное прерывистое движение подачи. Технология строгания
реализуется на продольнострогальных и поперечнострогальных станках.
Продольнострогальные станки, предназначенные для обработки крупных заготовок,
по конструкции бывают одно и двухстоечные. Основные параметры продольно
строгальных станков: наибольшая длина (ход стола) и ширина строгания, максимальная
высота подъема поперечины. В современных станках наибольшая длина строгания 2...25 м,
наибольшая ширина строгания 0,6...5 м, наибольшая высота подъема поперечины 0,55...4,5
м. Главное движение резания сообщается заготовке, закрепленной на столе станка.
Поперечнострогальные станки служат для обработки мелких и средних деталей.
Основной параметр этих станков наибольшая длина хода ползуна, которая на сегодня
составляет 200... 1000 мм. Главное движение сообщается инструменту. При строгании
образуются различные поверхности, приведенные на рисунке 91.
Рисунок 91 Типовые поверхности, получаемые при строгании (а), и схема строгания (б):
1,3,4,7 – вертикальная, горизонтальная, наклонная, криволинейная поверхности
соответственно; 2 – уступ; 5 – канавки; 6 – пазы.Рисунок 92 Процессы строгания и долбления: а – строгание горизонтальной плоскости на
продольно строгальном станке; б – строгание горизонтальной плоскости на поперечно
строгальном станке; в – долбление вертикальной плоскости на долбежном станке; г –
элементы резания при строгании; д элементы резания при долблении.
Долбление отличается от строгания тем, что главное движение резец совершает в
вертикальной плоскости. Так же, как и при строгании, долблением обрабатываются
вертикальные и наклонные плоскости, пазы, фасонные поверхности. Сложные контурные
поверхности, шпоночные пазы и другие криволинейные контуры в цилиндрических и
конических отверстиях предпочтительнее выполнять на долбежных станках
технологически это проще.
На долбежном станке предусмотрена продольная, поперечная и круговая подача
стола. Это дает возможность обрабатывать с одного установа несколько простых и
сложных поверхностей заготовки при последовательном включении то одной, то другой
подачи стола.
Долбежный станок позволяет одновременно обрабатывать несколько заготовок,
собранных в пакет. При этом можно накладывать на верх пакета обработанную заготовку,
которая служит шаблоном при обработке последующих. При установке заготовки
обработанные ранее поверхности следует использовать при долблении как установочные и
измерительные базы. Основные параметры долбежных станков: наибольший ход долбяка,
который составляет 100... 1600 мм, и диаметр стола — 240... 1600 мм.
На долбежных станках резец (рисунок 92 в) совершает главное прямолинейное
возвратнопоступательное движение в вертикальном направлении, а заготовка получаетпериодическую подачу в одном из трех направлений: продольном, поперечном, круговом.
На рис. 90в дана продольная подача заготовки.
Элементы резания (рисунок 92г). При строгании, так же как и при точении,
срезается слой определенного сечения. Физическими параметрами этого сечения являются
толщина а и ширина b; производными параметрами поперечного сечения срезаемого слоя
являются глубина резания t и подача S.
Подача измеряется в миллиметрах на двойной ход ползуна (поперечнострогальные
станки) или долбяка (долбежные станки), или стола (продольнострогальные станки).
Толщина а и ширина b срезаемого слоя выражаются в миллиметрах.
Скорость резания при строгании и долблении принимается равной средней скорости
прямолинейного возвратнопоступательного движения.
2 Общие сведения о процессе протягивания, его назначение. Виды протяжек. Работы,
выполняемые на протяжных станках.
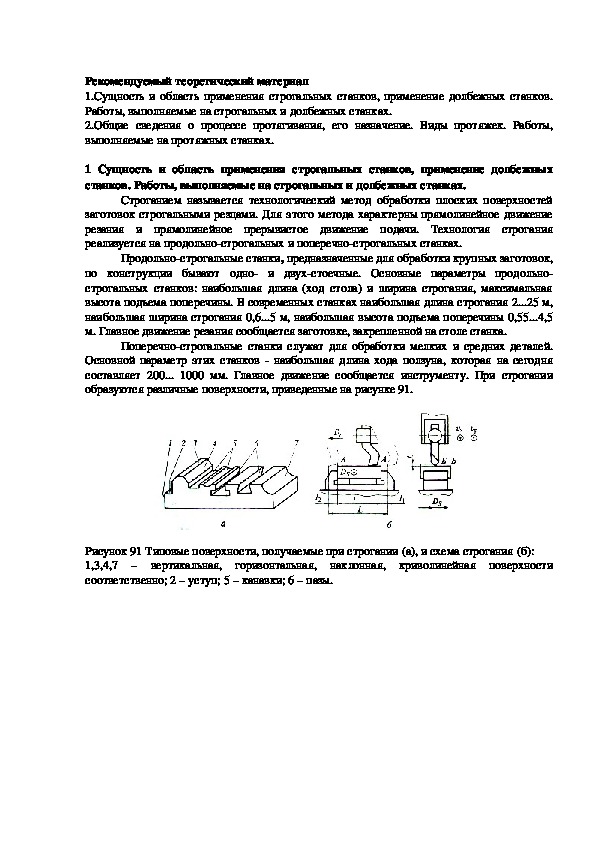
Протягивание
многолезвийным режущим инструментом протяжкой (рисунок 93).
процесс обработки металлов резанием на протяжных станках
Рисунок 93 Протяжка.
Применение протягивания целесообразно при обработке больших партий деталей, т.
е. в крупносерийном и массовом производстве (ввиду сложности изготовления и высокой
стоимости протяжек).
В зависимости от порядка срезания припуска при протягивании различают
следующие виды резания: а) профильное, при котором все режущие зубья протяжки
снимают припуск, но не участвуют в окончательном формировании поверхности,
последний же зуб придаёт ей окончательную форму; б) генераторное, при котором каждый
режущий зуб протяжки, срезая припуск, одновременно участвует в построении
поверхности; в) прогрессивногрупповое, применяемое при снятии относительно больших
припусков, когда все зубья, распределённые по группам (23 зуба), снимают слой металла
не сразу по всей ширине, а частями.
Существуют свободный и координатный методы протягивания. При свободном
методе протяжка обеспечивает получение только размеров и формы поверхности; при
координатном, кроме того, точное расположение обработанной поверхности
относительно
базовой.
Протяжные станки
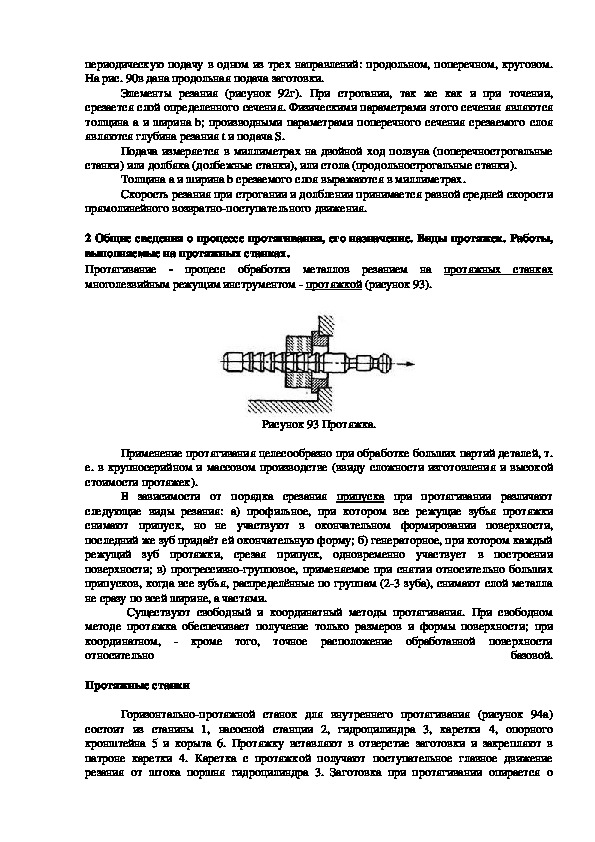
Горизонтальнопротяжной станок для внутреннего протягивания (рисунок 94а)
состоит из станины 1, насосной станции 2, гидроцилиндра 3, каретки 4, опорного
кронштейна 5 и корыта 6. Протяжку вставляют в отверстие заготовки и закрепляют в
патроне каретки 4. Каретка с протяжкой получают поступательное главное движение
резания от штока поршня гидроцилиндра 3. Заготовка при протягивании опирается оповерхность кронштейна 5. После окончания протягивания заготовка падает в корыто 6,
протяжка извлекается из каретки, которая возвращается в исходное положение и цикл
обработки повторяется.
Рисунок 94 Протяжные станки
Вертикальнопротяжной станок для наружного протягивания (рисунок 94б) состоит из
основания 1, станины 5, насосной станции 4, каретки 3, стола 2. Заготовку устанавливают
на столе станка. Протяжку закрепляют в каретке и от гидропривода сообщают ей
вертикальное главное движение резания. Протяжка, опускаясь, обрабатывает заготовку.
Протяжные станки непрерывной обработки (рисунок 94в) являются станками высокой
производительности. Заготовки 2 устанавливают в приспособлениях непрерывно
движущейся тяговой цепи 1 и задают им поступательное главное движение резания
относительно неподвижной протяжки 3.
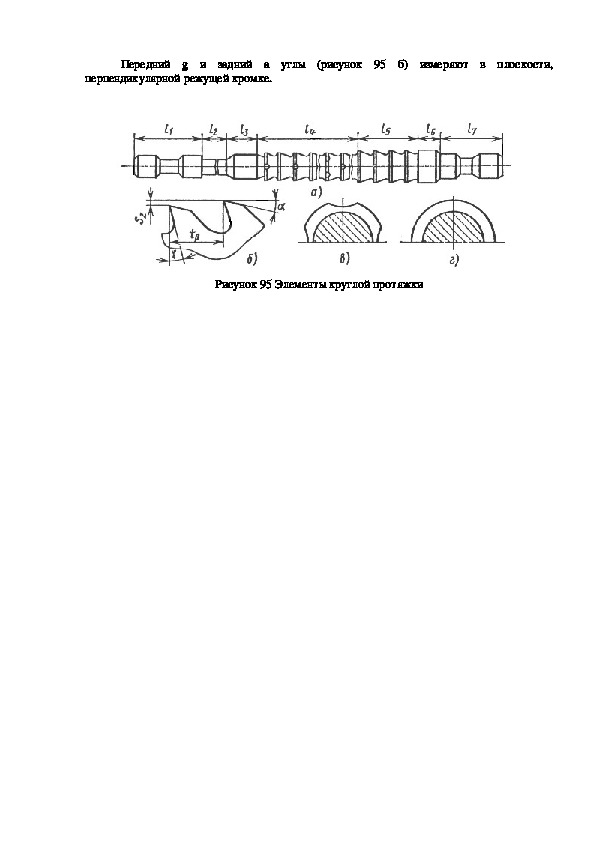
Протяжки, в зависимости от типа обрабатываемых поверхностей, делят на
внутренние и наружные, по конструкции на цельные и сборные. Круглая протяжка
предназначена для получения цилиндрических отверстий. Ее передняя замковая часть l1
(рисунок 95 а) служит для закрепления протяжки в патроне каретки. Шейка l2 облегчает
подачу протяжки к рабочему патрону через отверстие в заготовке. Передняя
направляющая часть l3 cлужит для центрирования заготовки относительно оси протяжки.
Ее диаметр соответствует диаметру отверстия в заготовке. На режущей части l4
располагаются режущие зубья, которые срезают припуск. Шаг зубьев режущей части
выбирают так, чтобы во впадине каждого зуба размещалась вся срезаемая стружка и в
работе одновременно участвовало не менее трех зубьев. На режущей части чередуются
зубья с выкружками (рисунок 95 в) и без них (рисунок 95г). Это облегчает
стружкообразование и увеличивает стойкость инструмента. Калибрующая часть l5 придает
обрабатываемой поверхности окончательный размер и шероховатость. Задняя
направляющая часть l6 служит для центрирования заготовки относительно протяжки до
выхода из отверстия последнего зуба, что исключает перекос и поломку зубьев. Задняя
замковая часть l7 предусматривается в тех случаях, когда протяжка закрепляется в
патроне вспомогательной каретки.Передний g и задний a углы (рисунок 95 б) измеряют в плоскости,
перпендикулярной режущей кромке.
Рисунок 95 Элементы круглой протяжки