Поделиться

Самарский колледж строительства и предпринимательства
(филиал)
федерального государственного бюджетного
образовательного учреждения высшего образования
«Национальный исследовательский
Московский государственный строительный университет»
Методические рекомендации
по выполнению практических работ
дисциплины
«Строительные материалы и изделия»
Для специальности 08.02.02
«Строительство и эксплуатация инженерных сооружений»
Самара 2019г.
Асфальтобетонные заводы и их классификация
Приготовление горячих смесей
Установки
Асфальтобетонный завод
(АБЗ)- комплекс технологического, энергетического и вспомогательного
оборудования, предназначенного для выполнения операций по приготовлению
асфальтобетонных смесей (горячих, холодных и литых). Кроме того, на АБЗ
выпускают щебень, обработанный битумом (черный щебень), и перерабатывают старый
асфальтобетон. Классификация асфальтосмесительных установок приведена на рис.
1.
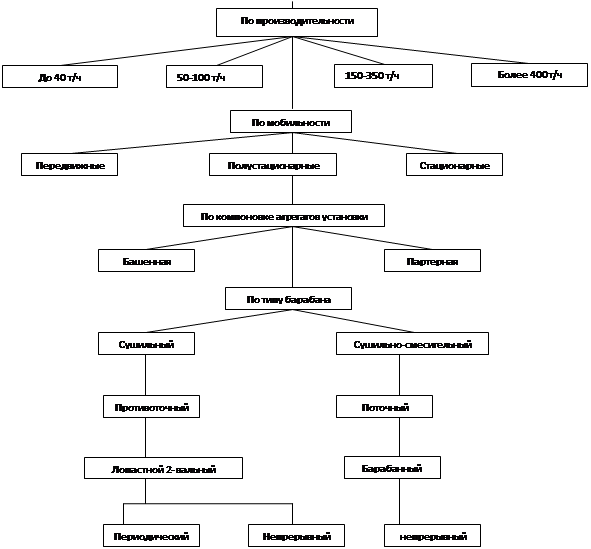
По принципу работы технологического оборудования АБЗ и установки подразделяют на цикличные и непрерывные. На АБЗ цикличного действия используют установки периодического действия и порционные дозаторы для дозирования компонентов смеси. На заводах непрерывного действия операции дозирования, перемешивания и выдачи готовой смеси совмещены по времени.
По мощности асфальтосмесительных установок АБЗ разделяют на следующие типы:
- малой – до 40 т/ч;
- средней – 50-100 т/ч;
- большой производительности – 150-350 т/ч
- сверхмощные – 400 т/ч и более.
По компоновке технологического оборудования АБЗ и установки делят на:
- башенные
- партерные.
Наибольшее распространение получили установки с башенным расположением агрегатов.
По степени инвентарности различают установки трех типов:
- стационарные,
- сборно-разборные
- мобильные.
Важная задача при проектировании АБЗ - определить для него место на строящейся дороге. От правильного решения этой задачи зависит не только стоимость смеси, но и успех работы завода, сроки строительства дороги.
Месторасположение завода зависит от:
- потребности смеси,
- сроков строительства,
- рельефа местности,
- расположения баз и источников снабжения материалами для приготовления смеси.
- железнодорожных станций,
- возможности получения электроэнергий и воды,
- производственных или жилых объектов и т.д.
Решающим для размещения АБЗ является учет технологических особенностей асфальтобетонных горячих смесей – остывание в пути и соответственно время доставки от завода до объекта строительства.
Месторасположение АБЗ и его производительность должны обеспечить наиболее низкую стоимость асфальтобетонной смеси на месте ее укладки, непрерывность потока и запроектированный темп строительства.
Приготовление асфальтобетонных смесей (рис. 2 .) складывается из следующих технологических операций:
- сушки и подогрева каменных материалов;
- сортировка их фракциями,
- дозирования минеральных и вяжущих материалов,
- перемешивание компонентов смеси
- выдачи готовой смеси.
Рис . 2. Технологическая схема приготовления горячей асфальтобетонной смеси:
1 – бункера агрегата питания; 2 – питатели; 3 – ленточный конвейер; 4 – наклонный конвейер; 5 – сушильный барабан; 6 – пылеулавливающая установка (циклоны); 7 – дозатор битума; 8 – элеватор; 9 – грохот; 10 – бункера минеральных материалов; 11- бункер минерального порошка; 12 – массовый дозатор минеральных материалов; 13 – мешалка; 14 – скип; 15 – скиповый путь; 16 – накопительный бункер асфальтобетонной смеси; 17 – автосамосвал.
Для улучшения качества в асфальтобетонные смеси вводят поверхностно- активные вещества и активаторы. В качестве ПАВ используют катионоактивные и анионоактивные вещества. К катионоактивным веществам относятся соли высших первичных, вторичных и третичных алифатических аминов, четерыхзамещенные аммониевые основания; к анионоактивным – высшие карболовые кислоты, соли (мыла) тяжелых и щелочноземельных металлов высших карбоновых кислот.
Применение ПАВ позволяет уменьшить температуру нагрева минеральных материалов и смесей: увеличить степень обволакивания битумом поверхности минеральных частиц: сократить время перемешивания: улучшить удобоукладываемость и уплотняемость смесей. ПАВ на АБЗ вводят в битум или прямо в смеситель при перемешивании асфальтобетонной смеси. Наибольший эффект получателя при введении ПАВ в битумоплавильную установку.
Свойства и качества вводимых в асфальтобетонную смесь ПАВ должны отвечать требованиям ГОСТ и другим соответствующим техническим условиям на ПАВ и активаторы.
Асфальтобетонную смесь на АБЗ приготовляют в установках цикличного и непрерывного действия с гравитационным или принудительным смешением материалов.
При возможности выбора
- в первую очередь применяют асфальтосмесительные установки цикличного действия.
- затем - непрерывного с принудительным перемещением
- в последнюю очередь - асфальтосмесительные установки непрерывного действия с гравитационным перемешиванием.
При приготовлении асфальтобетонной смеси в мешалке периодического действия обеспечиваются лучшие условия возможности регулирования времени перемешивания и получения смеси требуемого качества.
Сушка и нагрев каменных материалов должны обеспечить не только заданную температуру, но и полное удаления влаги. При применении ПАВ для приготовления горячих смесей допускается влажность минеральных материалов не более 1% холодных -не более 3%.
Тепловой расчет барабана предусматривает также определение температуры горячих газов по длине барабана, часового расхода топлива, теплового КПД, объема дымовых газов и определение основных параметров барабана. Тепловой баланс сушильного барабана учитывается полезные затраты теплоты в трех зонах барабана, потери теплоты топкой, стенками барабана, с дымовыми газами, от неполноты сгорания топлива, а также другие неучтенные потери. В табл. 5.1 приведены технические характеристики сушильных барабанов.
Автоматизация сушильного агрегата заключается в контроле и поддержании заданной температуры материала на выходе, а также в контроле за наличием пламени в форсунке. В качестве датчиков температуры применяют термопары, устанавливаемые в разгрузочном (осыпном) лотке сушильного барабана, или бесконтактные тепловые индикаторы – термисторы. Регулируют температуру с помощью электронного прибора, который при отклонении температуры материала от заданной воздействует на реверсивный магнитный пускатель вспомогательного двигателя, управляющего подачей топлива в форсунку.
Система автоматического контроля за наличием пламени в форсунке основана на применении фотоэлектрических датчиков. При угасании пламени сигнал от фотоэлемента усиливается и подается на вспомогательный двигатель воздействующий на кран подачи топлива к форсунке.
В современных асфальтосмесительных установках для дистанционного розжига тонок применяют электрогазовый запал, работающий от электрического разрядника.
Для нагрева и обезвоживания битума применяют битумоплавительное оборудование непрерывного и периодического действия. В установках непрерывного действия с газовым или электрическим подогревом обезвоживание проходит в тонком слое. Установки периодического действия из нескольких битумоплавительных котлов. В них вязкий битум говорят по двухступенчатому циклу в одних котлах битум нагревают до 110°-120° С и при необходимости выпаривают воду, потом перекачивают в другие расходные котлы и нагревают до рабочей температуры.
При необходимости введения ПАВ или разжижителя битум готовят по трехступенчатому циклу: после разогрева и выпаривания воды битум перекачивают в свободные котлы, где объединяют с ПАВ или разжижителями, а затем перекачивают в расходные котлы и нагревают до рабочей температуры.
Компоненты асфальтобетонной смеси дозируется по массе; исключение допускается для битума и добавок ПАВ, дозирование которых ведется по объему. Для предварительного дозирование минеральных материалов (до поступления в сушильный барабан) используют агрегаты питания. Точность дозирования компонентов асфальтобетонной смеси и исправность работы дозаторов ежесменно контролирует представитель заводской лаборатории. Органами ведомственного контроля проверка работы и дозировочных устройств осуществляется каждые 3 месяца.
Особое внимание уделяется режимам перемешивания асфальтобетонной смеси в смесителях цикличного и непрерывного действия.
Режим перемешивания минеральных материалов с битумом играет основную роль в процессе приготовления смеси. Тщательно перемешенная смесь характеризуется равномерным распределением всех ее компонентов и полным обволакиванием поверхности частиц битумом. Продолжительность перемешивания зависит от типа смесительной установки и вида приготовляемой смеси. Она колеблется от 20 до 180 с. В табл. 5.2 приведены рекомендации по продолжительности перемешивания смесей в мешалках принудительного действия.
С увеличением времени перемешивания в 2 раза, по данным СоюзДорНИИ, показатели механической прочности асфальтобетона возрастают на 25-30%. Такой путь повышения качества смеси на лучший, так как обеспечение высокой производительности требует значительного увеличения мешалки. Более рациональным направлении является увеличение в 1.5 раза окружных скоростей лопаток.
Повысить качество смеси и производительность технологического процесса перемешивания можно интенсификацией процесса перемешивания, применением ПАВ, активаторов, совершенствованием способа введения вяжущих, а также активацией минеральных материалов. Интенсификация процесса перемешивания обеспечивает сокращение расхода вяжущих материалов и минерального порошка на 10-15%. Способ введения битума также оказывает существенное влияние на перемешивание и качество смеси.
Большой эффект достигается при увеличении давления при впрыскивании битума. Перемешивание материалов происходит в битумом тумане. Минеральные материалы равномерно и быстро обволакиваются при сокращении общего цикла времени их перемешивания.
В целях совершенствования технологии приготовления асфальтобетонной смеси целесообразно широко применять активаторы – цемент, известь, сланцевую смолу и др. введение этих материалов способствует созданию активной свежеобразованной поверхности, имеющей в начальный период большую энергию, что обусловливает высокую адгезию с вяжущими материалами.
Качество щебня оценивают по форме щебенок, зерновому составу, по содержанию пылевидных и глинистых частиц. Для контроля отбирают пробы из каждой фракции не реже одного раза в 5 дней и при поступлении новых партий щебня. По пробам определяют физико-механические свойства щебня или гравии: предел прочности на сжатие в водонасыщенном состоянии, потери при истирании в полочном барабане, степень морозостойкости.
При контроле качества песка определяют зерновой состав, модуль крупности, который должен быть не менее 2-2,5; содержание пыли и глины (количество глинистых и пылеватых частиц не должно превышать 3%). Для контроля отбирают пробы не реже одного раза в 3 дня и при поступлении новых партий песка.
Качество минерального порошка в каждой новой партии оценивают по показателям свойств, нормированных ГОСТом.
При текущем контроле (один раз в 3-5 дней) определяют зерновой состав, влажность минерального порошка, гидрофобность и однородность активированного порошка.
При текущем контроле качества битума определяют глубину проникания иглы при 25 °С вязкого битума или вязкость жидкого битума (стандартным вискозиметром). Для этого отбирают пробы из каждого рабочего котла, а из битумоплавильных установок непрерывного действия – один раз в смену.
При приготовлении разжиженного битума на АБЗ проверяют правильность дозирования и последовательность загрузки в котел исходных материалов в соответствии с подобранным в лаборатории состав.
Контроль дозирования минеральных материалов и битума включает:
- проверку работу дозирующих приспособлений (не реже одного
раза в месяц) и точности взвешивания минеральных материалов,
битума, ПАВ и активаторов (два раза в месяц);
- определение содержание битума в асфальтобетонной смеси
методом ускоренного экстрагирования (один раз в 3 – 4 смены, а
также при изменении внешнего вида смеси);
- проверку зернового состава минеральной части
асфальтобетонной смеси после экстрагирования битума.
Контроль температурного режима приготовления битума и асфальтобетонных смесей производится систематически через каждые 2 – 3 ч. Температуру битума следует контролировать с помощью термопар, а при отсутствии их – термометром в пробе битума, отобранной черпаком вместимостью 2 – 4 л. В битумоплавильных установках непрерывного действия температуру битума проверяют по термометру, установленному в отсеке готового битума. Температуру асфальтобетонных смесей контролируют с помощью термометра непосредственно после выпуска смеси из смесителя в кузове каждого автомобиля-самосвала.
В процессе приготовления асфальтобетонной смеси 2 – 3 раза в смену контролируют соблюдение установленного времени перемешивания минерального материала с битумом (если смесители не имеют управления).
Качество готовой асфальтобетонной смеси проверяют путём отбора одной – двух проб в смену для каждого вида смеси, из которых формируют образцы.
Для каждого образца определяют:
- плотность,
- водонасыщение,
- набухание,
- предел прочности при сжатии сухого образца.
Если показатели физико-механических свойств асфальтобетонной смеси систематически отличаются от показателей, полученных при подборе, проверяют свойств всех материалов, состав смеси и технологический процесс ее приготовления. Кроме того, однородность, цвет, равномерность, распределение битума, удобоукладываемость при выгрузке, укладке и уплотнении асфальтобетонных смесей оценивают визуально по внешним признакам.
Схема установки насоса – смесителя
Схема установки насоса – смесителя в горизонтальной емкости:
а – с лотком; б – с наклонным и эксцентричным расположением;
1 – емкость; 2 – теплоизоляция; 3 – люк-лаз; 4 – электродвигатель; 5 – насос-смеситель; 6 – обойма с заборным конусом; 7 – воронка для загрузки полимера; 8 – лоток; 9 – патрубок подачи битума и жидких добавок; 10 – патрубки слива битума; 11 – электронагреватели с удельной тепловой мощностью не более 1 Вт/см2; 12 – направление струй битума при работе насоса-смесителя (площадка обслуживания, читатель полимера и мерный бачок для пластификатора не показаны)
|
Технологическая схема получения ПБВ (полимерно- битумные вяжущие) 1 – емкость для битума; 2 – битумная насосная станция; 3 – бункер для полимера; 4 – дозатор полимера; 5 – установка для подготовки СОАМ; 6 – емкость для пластификатора (И-40 или СОАМ); 7 – емкости для приготовления раствора пластификатора с полимером; 8 – смеситель; 9 – насосная станция для перекачки ПБВ; 10 – емкости для хранения ПБВ; 11 – автобитумовоз; 12 – переносная тара; 13 – расходная емкость для ПБВ асфальтосмесительной установки; 14 – дозаторы. |
|
Технологическая схема получения ПБВ |
1. Асфальтобетонные заводы и технологическое
оборудование для их оснащения.
1.1 Асфальтобетонные заводы (АБЗ) являются основными производственными предприятиями дорожного хозяйства и предназначены для приготовления различных асфальтобетонных смесей для строительства, реконструкции и ремонта слоев по приготовлению смесей и перечня необходимого для приготовления их оборудования.
Однако перечень выполняемых на АБЗ технологических операций, а следовательно и номенклатура технологического оборудования АБЗ, значительно шире просто комплекса операций по приготовлению смесей и перечня необходимого для приготовления их оборудования.
Перечень технологических и обеспечивающих операций включает:
· Технологические операции (комплекс операций) по приготовлению смесей, включая предварительное дозирование минеральных материалов, нагрев и сушку минеральных материалов, сортировку (грохочение) и кратковременное хранение нагретых каменных материалов. точное дозирование минеральных материалов, битума или другого специального вяжущего, минерального порошка и добавок, смешение составляющих в мешалке и выгрузка из мешалки готовой (товарной) асфальтобетонной смеси;
· Технологические операции по приему, хранению и подаче в бункеры по фракциям каменных материалов, а при необходимости получение на АБЗ необходимых по крупности фракций щебня и песка путем дробления и сортировки более крупных фракций щебня;
· Технологические операции по приему, хранению, нагреву и подаче в дозаторы битума;
· Технологические операции по приему, хранению и подаче в дозатор минерального порошка (заполнителя);
· Технологические операции по приему, хранению, нагреву и подаче в дозатор поверхностно-активных веществ (ПАВ);
· Технологические операции по складированию, кратковременному хранению и отгрузке готовой асфальтобетонной смеси.
Для выполнения всего комплекса технологических операций в состав АБЗ входит следующие технологическое оборудование:
· Асфальтосмесительные установки;
· Приемные устройства для каменных материалов, площадки для их хранения и машины для их подачи в бункеры асфатосмесительных установок;
· Приемные устройства для битума, хранилища (емкости) для битума, битумонагревательное оборудование, битумные насосы;
· Приемные устройства и площадки для бочек с ПАВ или емкости для ПАВ, нагреватели для ПАВ и насосы для их подачи к смесителю;
· Приемные устройства и емкости для хранения минерального порошка и насосы (пневмосистемы) для подачи его к смесителю;
· Загрузочные устройство (скип или элеватор) готовой смеси, бункеры-накопители готовой смеси;
· Дробильно-сортировочное оборудование для получения требуемых фракций щебня и песка.
Схема асфальтосмесительной установки непрерывного действия
1. Бункеры-дозатор 10. Кабина управления
2. Сборный конвейер 11.Силос минпорошка
3. Конвейер с контролем влажности 12.Бункер старого асфальтобетона
4. Сушительно-смесительный барабан 13.Конвейер с контролем влажности
5. Дозатор и подача старого асфальтобетона 14.Пылеуловитель и силос пыли
6. Смесительная зона 15.Битумный бак-цистерна
7. Бункер ожидания скипа 16.Нагреватель масла
8. Пылесос-вентилятор 17. Нагреватель масла
9. Накопительный бункер 18. Конвейер сушильного барабана
Помимо основного технологического оборудования в состав АБЗ могут входить:
· Оборудование для приготовления и хранения битумных эмульсий;
· Хранилища топлива (газа, дизтоплива или мазута);
· Постройки административно-бытового назначения;
· Объекты электроэнергетического обеспечения;
· Котельные;
· Компрессорные станции;
· Водопроводное хозяйство;
· Сети электро-, тепло- и водоснабжения;
· Лаборатория;
· Ремонтная мастерская
· Материально-технический склад.
АБЗ различают:
· По типу размещения: на
· и притрассовые (приобъектные):
· По длительности работы на одном месте: на стационарные, инвентарные (перебазируемые) и передвижные (часто перебазируемые):
· По количество и суммарной производительности асфальтосмесительных установок.
Прирельсовые АБЗ сооружают непосредственно у железнодорожной ветки, по которой поступают все или большинство исходных материалов: щебень, песок, битум, минеральный порошок, ПАВ и топливо.
Притрассовые АБЗ сооружают непосредственно вблизи от строящейся автомобильной дороги с целью сокращения дальности и времени транспортирования готовой асфальтобетонной смеси. Все исходные материалы и топливо доставляют автомобильным транспортом с прирельсовых базисных складов или непосредственно с
Предприятий производящих: с карьеров каменных материалов из песка, заводов по производству битума и минерального порошка.
Стационарные АБЗ сооружают, как правило, неразборными и рассчитывают на эксплуатацию на одном месте до 10 и более лет.
Инвентарные АБЗ сооружают разборными и рассчитывают на эксплуатацию на одном месте в течении 2-4 лет
Передвижные АБЗ сооружают разборными и рассчитывают на эксплуатацию на одном месте до 1 года.
Количество смесительных установок на АБЗ колеблется в пределах от 1до 6. На стационарных АБЗ, как правило от 2 до 6,а на инвентарных и передвижных от 1 до 2.
С учетом вышесказанного ниже рассматриваются основные технологические комплексы оборудования для приготовления, хранения и отгрузки асфальтобетонной смеси.
По принципу действия асфальтобетонные установки подразделяются циклические (периодического действия) и непрерывные (непрерывного действия).
Классические схемы асфальтосме
сительных установок циклического
действия
1. Бункеры-преддозаторы
2. Сборный конвейер
3. Конвейер сушильного барабана
4. Сушильный барабан
5. «Горячий» элеватор
6. Смесительная башня
7. Накопительный бункер
8. Элеватор минпорошка
9. Силос минпорошка
10. Пылеуловитель и силос пыли
11. Пылесос-вентилятор
12. Битумный бак-цистерна
13. Нагреватель масла
14. Кабина управления
С загрузкой автомобилей-самосвалов
из отдельного бункера-накопителя
С загрузкой автомобилей из смесителя
и отдельного бункера-накопителя
Технология циклического приготовления асфальтобетонный смесей (классическая технология) включает:
· Хранение небольшого запаса минералов (песка и щебня)в бункерах-преддозаторах и предварительное дозирование влажных щебня и песка. Нагрев и сушку минеральных материалов в сушильном барабане;
· Сортировку нагретых минеральных материалов по фракциям и складирование в «горячих» бункерах;
· Дозирование нагретых минеральных материалов по фракциям на весовой площадке и подача в смеситель;
· «сухое»(без вяжущего) перемешивание минеральных материалов в смесителе;
· Нагрев вяжущего (битума или ПБВ) в рабочей емкости;
· Дозирование вяжущего и подача в смеситель;
· «мокрое» (с вяжущим) перемешивание компонентов в смесителе;
· Выгрузка готовой смеси в кузов транспортного средства или через подъемное устройство («горяЧий» элеватор или скиповый подъемник) в бункер-накопитель готовой смеси;
· Выгрузка готовой смеси из бункера-накопителя в транспортное средство.
С учетом того, что асфальтобетонная смесь является комплексным многокомпонентным материалом меняющим свойства при изменении состава, все технологические операции (переделы) оказывают значительное влияние на конечные свойства асфальтобетона в покрытии.
1.2. Асфальтобетонный завод непрерывного действия
Особо важными параметрами технологических операций, оказывающих влияние на свойства конечного продукта – асфальтобетонной смеси, являются:
· Точность предварительного дозирования минеральных материалов, т.к. уменьшение и увеличение дозировки даже одного компонента приводит в итоге к недостатку и переизбытку этого компонента в «горячих» бункерах; обеспечение этого параметра решается путём: повышения точности дозирования, а так же введением в систему автоматического управления (АСУ) блока контроля уровня минеральных материалов в «горячих» бункерах.
· Температура минеральных материалов на выходе из сушильного барабана, т.к. низкая и высокая температура минеральных материалов приводит к снижению качества смеси: при низкой температуре часть влаги остается на зёрнах минерального материала и ухудшает сцепление битума с поверхностью зёрен, а при высокой температуре зёрен минерального материала происходит окисление
битума на поверхности этих зёрен, что меняет его свойства; обеспечение этого параметра решается введением в систему автоматического управления (АСУ) блока контроля температуры минеральных материалов и блоков регулирования мощности горелки сушильного барабана и суммарной производительности преддозаторов.
· Температура и режим нагрева органического вяжущего – битума, т.к. высокая температура битума может привести к изменению его свойств, а низкая температура битума ухудшает процесс обволакивания зёрен минерального материала, а резкий режим нагрева битума (высокая температура теплоносителя) также приводит к изменению его свойств; обеспечение этих параметров решается введением АСУ блоков контроля температуры теплоносителя, а также блока регулирования мощности горелки нагревателя теплоносителя (электронагревателя) битума.
· Точность дозирования минеральных материалов, минпорошка и битума, т.к. отклонение от заданного состава смеси является главной причиной получения некачественной смеси; обеспечение этих параметров решается путём использования весовых дозаторов минеральных материалов, минпорошка и битума на тензодатчиках.
· Точность соблюдения времени «сухого» и «мокрого» перемешивания компонентов асфальтобетонной смеси в смесителе; обеспечение этого параметра решается введением в АСУ блока задатчика времени перемешивания
· Размеры сечения накопительных бункеров в плане, увеличение которых вызывает сегрегацию смеси по крупности зёрен щебня, резко снижающую однородность и качество смеси; обеспечение этого параметра обеспечивается применением узких накопительных бункеров широких конус смеси, являющихся главной причиной сегрегации.
· Максимальное время хранения асфальтобетонной смеси в накопительных бункерах, т.к. длительное хранение смеси в бункерах приводит к изменению свойств битума, а при снижении температуры смеси препятствует её выгрузке; обеспечение этого параметра обеспечивается загрузкой в накопительные бункеры только требуемого на данную смену работы количества асфальтобетонной смеси.
· Температура нагрева минерального порошка, т.к введение в смеситель минпорошка без нагрева снижает температуру смеси или требует нагрева минеральных материалов до более высокой температуры; применение нагрева минпорошка особо важно для щебеночно-мастичных асфальтобетонных смесей (ЩМАС), в которых содержание минпорошка достигает 13-15%, и обеспечивается применением специальных агрегатов нагрева (теплообменников), в которых отсутствует контакт минпорошка с горячими газами, т.е. нагрев производится через металлический экран (стенку).
Технология непрерывного приготовления асфальтобетонной смеси включает:
· Хранение небольшого запаса минеральных материалов в бункерах-дозаторах и дозирование щебня и песка с учетом их влажности;
· Дозирование минерального порошка;
· Подача минеральных материалов и минерального порошка в сушильный барабан, их перемешивание, нагрев и сушка;
· Нагрев вяжущего в рабочей емкости;
· Дозирование и подача вяжущего в зону»мокрого» перемешивание;
· «мокрое»перемешивание компонентов в сушильном барабане-смесителе;
· Выгрузка готовой смеси через подъемное устройство в бункер-накопитель готовой смеси;
· Выгрузка готовой смеси из бункера-накопителя в транспортное средство.
В технологии непрерывного действия, где отсутствует сортировка горячих минеральный материалов, дозирование горячих минеральный материалов и нагрев минерального порошка, особо важными параметрами технологических операций являются:
· Точность дозирования холодных минеральных материалов, определяющая состав асфальтобетонной смеси: обеспечение этого параметра решается путем: повышения точности работы дозаторов непрерывного действия за счёт использования тензометрических систем и введение в АСУ
блока контроля влажности минеральных материалов (особенно песка) и блоков регулирования работы дозаторов с учётом влажности материалов.
· Точность дозирования битума и минерального порошка, также определяющих состав асфальтобетонной смеси; обеспечение этих параметров решается путем использования высокоточных дозаторов и введением в АСУ регулируемой постоянной связи работы этих дозаторов с дозаторами минеральных материалов.
· Точность соблюдения времени «сухого» и «мокрого» перемешивания компонентов асфальтобетонной смеси; обеспечивается путём регулировки места введения в смеситель минпорошка и битума.
Влияние и способы обеспечения параметров бункеров-накопителей смеси те же, что и при циклической технологии приготовления смеси.
Очень важным параметром обеих технологий является обеспечение постоянства фракционного состава и чистоты минеральных материалов в штабелях АБЗ. Это обеспечивается размещением штабелей минеральных материалов на площадках с асфальтобетонным и бетонным покрытием, а также устройством между штабелями сплошных барьеров, препятствующих смешиванию фракций.
Особо важными технологическими параметрами приготовления асфальтобетонной смеси являются:
· Точность дозирования всех составляющих – отклонение по весу не более 0,5%;
· Режим сушки и температура нагрева щебня и песка – отклонения по температуре не более 5°С;
· Режим и температура нагрева вяжущего – отклонения по температура не более 5°С;
· Время «сухого» и «мокрого» перемешивания отклонение по времени не более 5 сек.;
· Характер подачи готовой смеси в накопительный бункер и выгрузки (истечения) из бункера – с недопущением сегрегации минеральных материалов по крупности;
· Время хранения готовой смеси в накопительном бункере и равномерность теплоизоляции – с недопущением температурной смеси.
Основными причинами и мотивами, определяющими тенденции развития асфальтосмесительных установок, являются:
· Желание снизить затраты на производство смесей;
· Требование заказчика на получение смесей высокого качества, т.е. не ниже требований действующих стандартов;
· Стремление к снижению энергоемкости производства смесей и металлоемкости установок;
· Стремление приблизить производство смесей к месту укладки, т.е. необходимость их перемещения и сокращения сроков монтажа и демонтажа;
· Стремление избежать влияние человеческого фактора на процесс производства смесей, т.е. повышение степени автоматизации работы установок;
· Стремление к повышения надёжности (безотказности) и долговечности установок;
· Стремление к обеспечению защиты экологии, т.е. снижения пылевых и вредных газовых выбросов в атмосферу.
Основные тенденции развития асфальтосмесительных установок в последние 20 лет – следующие:
· Расширение типоразмерного ряда асфальтосмесительных установок, выпускаемых ведущими производителями Европы и США, сопровождающееся заметным повышением производительности больших установок, продолжением выпуска установок малой производительности и увеличением количества типоразмеров.
· Расширение уровня автоматизации технологических процессов приготовления смеси на основе увеличения мест оперативного контроля параметров промежуточных процессов и использование компьютеров для хранения информации, ускорения изменения рецептов смесей и настройки систем обеспечения качества (температуры, дозировок и др.)
Быстрое распространение достижений отдельных фирм в обеспечении:
· Точности дозирования составляющих на базе тензометрического взвешивания компонентов;
· Использования универсальных горелок в сушильных барабанов, работающих на газе, дизтопливе, мазуте и пылевидном угле;
· Использование тканевых рукавных фильтров, обеспечивающих высокую степень очистки отходящих газов и возврат пыли в смесь для замены части (до 50%) минерального порошка;
· Использования теплоизоляции сушильных барабанов.
2. Обоснование размещения АБЗ.
Завод будет размещен вблизи железнодорожных путей, так как всё дорожно-строительные материалы будет доставляться по ним.
2.1. Сравнение времени остывания асфальтобетонной
смеси со временем её доставки к месту укладки.
Необходимо сравнить время остывания смеси t1,ч,со временем ее доставки к месту укладки t2, ч, (t1 ≥ t2).
t1=![]() *1n
*1n![]() (1).
(1).
t2=![]() 1n
1n ![]() 0,9 ч.
0,9 ч.
Где G-количество смеси в кузове самосвала, для самосвала ЗИЛ-ММЗ-555, G=4500кг;
Gсм-теплоемкость горячей смеси, Ссм=1,1 кДж/(кг·°С);
F-площадь стенок кузова самосвала, для самосвала ЗИЛ-ММЗ-555 F=11м2;
h-коэффициент теплопередачи, h=168 кДж/(м2·ч · ͦС;
TАБЗ- температура смеси при отправке с АБЗ,°С;
Tсм-температура смеси при ее укладке,°С;
TВ-температура воздуха,°С.
t2=![]() (2).
(2).
t2=![]()
где L-дальность транспортировки, км;
v-скорость движения самосвала, v=40…60км/ч.
2.2 Источники обеспечения АБЗ водой и электроэнергией.
Нормативные требования.
Обеспечение АБЗ водой происходит путем водозабора из водопроводной сети. Электроэнергия поступает из городской сети. АБЗ размещают с подветренной стороны к населённому пункту, на расстоянии не ближе 500 м от него. Площадка АБЗ должна быть достаточно ровной, с уклоном 25-30%, обеспечивающим отвод поверхностных вод. Коэффициент использования площади должен быть не менее 0,6, а коэффициент застройки - не менее 0,4. Уровень грунтовых вод-не выше 4 м.
При размещении зданий и сооружений на территории завода следует учитывать следующее:
Здания и сооружения с повышенной пожарной безопасностью следует размещать с подветренной стороны по отношению к другим зданиям;
Здания и сооружения вспомогательного производства должны располагаться в зоне цехов основного производства;
Складские сооружения нужно располагать с учетом максимального использования железнодорожных и других подъездных путей для погрузочный, разгрузочных операция и обеспечения подачи материала к основным цехам кратчайшим путем;
Энергетические объекты нужно располагать по отношению к основным потребителям с наименьшей протяженностью трубопровода и ЛЭП;
При устройстве тупиковых дорог необходимо в конце тупика предусматривать петлевые объезды или площадки размером не менее 12x12 м для разворота автомобилей.
3. Режим работы завода и его производительность.
3.1. Часовая производительность АБЗ, Qч, т/ч.
Qч=![]() (3).
(3).
где П - необходимое количество асфальтобетонной смеси, т;
Ф - плановый фонд времени.
Ф=![]() (4).
(4).
Ф=8·1·22,3·4·0,9·0,9=578,016ч≈578 ч
где 8 ч-продолжительность смены;
n - количество смен;
22,3 - число рабочих дней в месяце;
m - количество месяцев укладки смеси;
0,9-коэффицент использования оборудования в течении смены
0,9 – коэффициент использования оборудования в течении m месяцев.
П =k · Fi ·hi · pi (5).
П = 1,3·70000 ·0,1 · 2,2 = 20020 т
где k- коэффициент, учитывающий неравномерный расход смеси, k=1,1…1,5;
F-площадь укладки асфальтобетонной смеси, м2, F=10000·7=70000 м2;
h-толщина укладки асфальтобетонной смеси, м;
p-плотность смеси, p=2,0…2,4 т/м3
Qч=![]()
Полученное значение округляем до целого числа и принимаем смеситель типа ДС-617.
3.2.Расчет расхода материалов.
Требование к материалам.
Для приготовление горячей смеси применяются вязкие нефтяные битумы марок БНД 60/90, БНД 90/130.Щебень следует применять из естественного камня. Не допускается применение щебня из глинистых, известковых, глинисто – песчаных и глинистых сланцев. Пески применяются природные или дробленные. Минеральный порошок применяется активированный и не активированный. Допускается использовать в качестве минерального порошка измельчённые металлургические шлаки и пылевые отходы промышленности. Активированный минеральный порошок получают в результате помолки каменных материалов в присутствии активизирующих добавок, в качестве которых используются смеси состоящие из битума и ПАВ в принятом соотношении 1:1.
Qч=34,6 ![]() ; Qч=
; Qч=![]() =15,7
=15,7 ![]()
Суточная потребность материалов:
где 8 ч – продолжительность смены;
n – число смен;
П с ki=![]() (6).
(6).
Qч – часовая производительность завода, т/ч (м3/ч)
Nki – потребность в K1 компоненте на 100т асфальтобетонной смеси.
ПЩ =
![]()
ПМП=![]()
ПБ=![]()
Учитывая естественную убыль (2% для щебня, песка, битума и 0,5% для минерального порошка) получаем:
ПЩ=ПЩ+0,02 · ПЩ =70,8+0,02 · 70,8=72,2m3
ПМП=ПМП+0,005 · ПМП=24,6+0,005 · 24,6=24,7 т
ПБ=ПБ+0,02 · ПБ=17,7+0,02 · 17,7=18,1 т
|
Материал |
Единица измерения |
Суточная потребность |
Норма запаса, дней |
Запас единовременного хранения |
|
Щебень |
м3 |
72,2 |
15 |
1083 |
|
Минеральный порошок |
Т |
24,7 |
15 |
387 |
|
Битум |
т |
18,1 |
25 |
452,5 |
4. Определение длины железнодорожного пути для
прирельсовых АБЗ.
4.1.Количество транспортных единиц N, прибывающих в сутки.
![]() (7).
(7).
где Q1 - суточная потребность, т (m=V · p):
k – коэффициент неравномерности подачи груза. k= 1,2;
q – грузоподъемность вагона. т:
p – плотность щебня, pщ – 1,58 т м3
NUI ![]() 2,7 ≈3
2,7 ≈3
NМП = ![]() =0,6
≈ 1
=0,6
≈ 1
NБ = ![]() = 0,4
≈ 1
= 0,4
≈ 1
4.2. Длина фронта разгрузки L,м.
L= ![]() (8).
(8).
где l – длина вагона, l=1,5 м;
n –число подач в сутки, n=1…3.
L= ![]() = 37,5
м.
= 37,5
м.
5. Склады минеральных материалов.
5.1.Расчет щебеночных штабелей.
Обычно для АБЗ проектируются склады щебня и песка открытого штабельного типа небольшой емкости с погрузочно-разгрузочными механизмами (конвейеры, фронтальные погрузки). При проектировании необходимо предусмотреть бетонное основание или основание из уплотненного грунта, водоотвод от штабелей, распределительные стенки между штабелями, подачу материалов в штаеля и в агрегат питания ленточными транспортерами.
V=![]() +
+ ![]() =› L =
=› L = ![]() (9).
(9).
H= 4 м.
R= 20 м.
LЩ
=![]() =24,4 м.
=24,4 м.
5.2. выбор и расчет ленточных конвейеров.
На АБЗ для непрерывной подачи минерального материала используют ленточные и винтовые конвейеры. Ленточными конвейерами можно перемещать песок и щебень в горизонтальном направлении и под углом не превышающим 22°. Выполняют ленточные конвейеры из нескольких слоев прорезиненной хлопчатобумажной ткани. Ширина ленты В, м, определяется по часовой производительности:
В = ![]() (10).
(10).
где Q- часовая производительность, т/ч;
v- скорость движения ленты м/с;
р- плотность материала, т/м3.
ВЩ=![]() = 0,192
м.
= 0,192
м.
5.3. выбор типа бульдозера.
Таблица 2. Марка бульдозера и его характеристики.
|
Тип м марка машины |
Мощность двигателя, кВт |
Отвал |
|||
|
Тип |
Размеры, мм |
Высота подъема, мм |
Заглубление, мм |
||
|
ДЗ-24А (Д-521А) |
132 |
Неповоротный |
3640х1480 |
1200 |
1000 |
Производительность Пэ, т/ч выбранного бульдозера:
ПЭ= ![]() (11).
(11).
где v – объем призмы волочения, V= 0,5ВН2= 0,5![]() 2=3,987
м3, здесь В- ширина отвала. м: Н- высота отвала, м;
2=3,987
м3, здесь В- ширина отвала. м: Н- высота отвала, м;
kp - коэффициент разрыхления, kp= 1,05…1,35.
kПР - поправочный коэффициент к объему призмы волочения, зависящий от соотношения ширины В и высоты Н отвала Н/В = 0,41,а также физико-механических свойств разрабатываемого грунта, kПР=0,77;
kВ - коэффициент машин по времени, kB=0,8;
ТЦ- продолжительность цикла, с;
ТЦ=tH+tPX+tXX+tВСП,
здесь tH - время набора материала,
tH=![]() =
= ![]() =3,84 с
=3,84 с
где LН - длина пути набора, LH=6…10 м;
v1 - скорость на первой передаче, v1=5…10 км/ч;
tPX – время перемещения грунта, с,
tPX=![]() =
= ![]() =7,2 с
=7,2 с
где L – дальность транспортировки, м, L = 20 м:
v2- скорость на второй передаче, v2=6…12 км/ч;
tXX – время холостого хода, с,
tXX= ![]() =
= ![]() = 9,16 с
= 9,16 с
где v3 – скорость на третей передаче, v3 = 7…15 км/ч;
tВСП = 20 с; ![]() ТЦ = 3,84 + 7,2 + 9,16 +
20 = 40,2 с;
ТЦ = 3,84 + 7,2 + 9,16 +
20 = 40,2 с;
ПЭ = ![]() = 169,18
= 169,18 ![]()
6. Битумохранилище
6.1. Расчет размеров битумохранилища.
Для приема и хранения вяжущих устраивают умные постоянные и временные битумохранилища только закрытого типа. Битумохранилища устраивают на прирельсовых АБЗ с битумоплавильными установками. Современные закрытые битумохранилища ямного типа должно быть защищены от доступа влаги как наружной, так и подземной путем устройства специальных зданий, дренажей или навесов. Глубина ямного хранилища допускается в пределах 1,5-4 м в зависимости от уровня грунтовых вод. Для достижения рабочей температуры применяют электронагреватели. Наиболее перспективный способ нагрева битума – разогрев в подвижных слоях с использованием закрытых нагревателей. Для забора битума из хранилища устраивают приемки с боку или в центре хранилища. Таким образом, битумохранилище состоит из собственно хранилища, приямка и оборудования для подогрева и передачи битума.
Значение запаса единственного хранения битума округляем до 500, тогда средняя площадь F, м2 битумохранилища:
F=![]() =
= ![]() =200 (12).
=200 (12).
где Е – емкость битумохранилища, м3;
h – высота слоя битума h= 1,5…4 м.
Затем, исходя из значения строительного модуля, равного трем, и отношения длины L к ширине B битумохранилища, равного L/B = 1,5, назначением средние значение длин Lcр и Bср.
![]() =
=![]()
![]() =› BСР
=
=› BСР
= ![]() =
= ![]() = 11,5 м; Lср=17,4 м.
= 11,5 м; Lср=17,4 м.
Ввиду того что стенки битумохранилища устраивают с отскоком:
Lдн = Lср - ![]() =16,15
м;
=16,15
м;
Bдн = Bcp - ![]() =10,25
м;
=10,25
м;
Lбр = Lср + ![]() = 17,4 + 1,25 + 0,2 = 18,85 м;
= 17,4 + 1,25 + 0,2 = 18,85 м;
Bбр = B cp +![]() =11,5 + 1,25 + 0,2 = 12,95 м.
=11,5 + 1,25 + 0,2 = 12,95 м.
6.2. Количество тепла, необходимое для нагрева битума
в хранилище и приямке Q, кДж/ч.
Q=Q1+Q2 (13).
где Q1 – количество тепла, затрачиваемое на плавление битума, кДж/ч.
Q1=µ![]() G (14).
G (14).
где µ - скрытая теплота плавления битума, µ = 126 кДж/кг;
G – количество подогреваемого битума, кг/ч, G= 0,1![]() Qсм,, где Qсм - производительность выбранного смесителя, кг/ч.
Qсм,, где Qсм - производительность выбранного смесителя, кг/ч.
G = 0,1![]() 35000 = 3500 =› Q1 = 126
35000 = 3500 =› Q1 = 126![]() 3500 = 441000
3500 = 441000
Q2- количество тепла, затрачиваемое на подогрев битума, кДж/ч:
Q2 = K![]() G
G![]() (15).
(15).
где K – коэффициент, учитывающий потери тепла через хранилища и зеркало битума, K = 1,1:
Cб – теплоемкость битума, Cб = 1,47…1,66 кДж/(кг![]() °C);
°C);
W - содержание воды в битуме, W = 2…5%;
t1 и t2 –
для хранилища t1 = 10°С; t2 = 60°C;
Q2хp = 1,1![]() 3500
3500![]()
![]() = 304150
= 304150
для приемника t1 =60°C; t2 = 90°C.
Q2np = 1,1![]() 3500
3500 ![]()
![]()
![]() = 182490
= 182490
Q = 304150 + 441000 = 745150
Битумоплавительные агрегаты предназначены для плавления, обезвоживания и нагрева битума до рабочей температуры. Разогрев битума в битумохранилище производится в два этапа:
1 этап: разогрев битума донными нагревателями, уложенными на дне хранилища до температуры текучести (60°C), дно имеет уклон, битум стекает в приямок в котором установлен змеевик.
2 этап: Разогрев битума в приямке до температуры 90°C. Нагретый битум с помощью наноса перекачивается по трубопроводам в битупловительные котлы.
6.3. Расчет электрической системы подогрева.
P = ![]() =
= ![]() = 866,5 (16).
= 866,5 (16).
В каждом блоке по шесть нагревателей. Мощность одного блока:
P1 = ![]() =
= ![]() = 216,6
(17).
= 216,6
(17).
где n
-количество блоков нагревателей, n = 3…4 шт.
Принимаем материал в спирали нагревателя полосовую сталь с ![]() = 0,12
= 0,12![]() 16-6 Ом
16-6 Ом![]() м. Сечение спирали
м. Сечение спирали
S = 10![]() 10-6 м2
10-6 м2
Pф = ![]() =
= ![]() =
72,2 (18).
=
72,2 (18).
Сопротивление фазы, Ом:
R = ![]() =
= ![]() = 0,67 (19).
= 0,67 (19).
где U = 380 В.
Длина спирали, м:
L = ![]() =
= ![]() = 55,8 (20).
= 55,8 (20).
Величина тока, А:
L = ![]() =
= ![]() = 327,8 (21).
= 327,8 (21).
Плотность тока, А/мм2:
L = ![]() =
= ![]() =
32,8
=
32,8![]() 106 (22).
106 (22).
7. Определение количества битумоплавильных
установок.
7.1.Часовая производительность котла Пк, м3/ч.
Пк = ![]() (23).
(23).
где n – количество смен;
kВ - 0,75…0,8;
Vк – геометрическая емкость котла для выбранного типа агрегата, м3;
KН – коэффициент котла, kН = 0,75…0,8;
t3 – время заполнения котла, мин:
t3 = ![]() =
= ![]() =
43,6
=
43,6
где ПН – производительность насоса (см.таблицу 3).
Таблица 3. Тип насоса и его характеристики.
|
Тип насоса
|
Марка насоса |
Производите льность, л/мин. |
Давление кгс/см2 |
Мощность Двигателя, кВт |
Диаметр Патрубков, мм |
|
передвижной |
ДС-55-1 |
550 |
6 |
10 |
100/75 |
tН = 270 мин – время выпаривания и нагрев битума до рабочей температуры;
tВ = время выгрузки битума, мин:
tВ = ![]() =
= ![]() =
734,7
=
734,7
где ![]() - объемная масса битума,
- объемная масса битума, ![]() = 1т/м3;
= 1т/м3;
Q – часовая производительность смесителя, т/ч:
Пк = ![]() = 8,79
= 8,79
7.2.Расчет количества котлов.
jк = ![]() +1 (24).
+1 (24).
где ![]() – суточная потребность в битуме,т/сутки;
– суточная потребность в битуме,т/сутки;
![]() – коэффициент неравномерности потребления битума.
– коэффициент неравномерности потребления битума.![]() = 1,2
= 1,2
Выбираем тип агрегата:
![]()
Таблица 4. Тип агрегата и его характеристики.
|
Тип агрегата |
Рабочей объем, л |
Установление мощность, кВт |
Расход топлива, кг/ч |
Производи тельность, т/ч |
|
|
э/дв. |
э/нагр. |
||||
|
ДС-91 |
30000 |
35,9 |
90 |
102,5 |
16,5 |
8.Расчет склада и оборудования для подачи
минерального порошка.
Для подачи минерального порошка используют два вида подачи: механическую и пневмотранспортную.
Для механической подачи минерального порошка до расходной емкости применяют шнеко - элеваторную
подачу. Применение пневмотранспорта позволяет значительно увеличить производительность труда, сохранность материала, дает возможность подавать минеральный порошок, как по горизонтали , так и по вертикали. Недостаток – большая энергремкость. Пневмотическое транспортирование заключается в непосредственном воздействии сжатого воздуха на перемещаемый материал. По способу работы пневмотранспортное оборудование делится на всасывающее, нагнетательное и всасывающе-нагнетательное. В общем случае пневмотранспортная установка включает компрессор с масло- и влагоотделителем, воздухопроводы, контрольно-измерительные приборы, загрузочные устройства подающие материал к установке, разгрузочные устройства и системы фильтров. Для транспортирования минерального порошка пневмоспособом используют пневмовинтовые и пневмокамерные насосы. Пневмовинтовые насосы используют для транспортирования минерального порошка на расстояние до 400 м.Недостаток – низкий срок службы быстроходных напорных шнеков. Камерные насосы перемещают минеральный порошок на расстояние до 1000 м.Могут применяться в комплекте с силосными складами. Включают в себя несколько герметично закрытых камер, в верхней части которой имеется загрузочное отверстие с устройством для его герметизации. В состав линии подачи входит склад, оборудование, обеспечивающее перемещение минерального порошка со склада до расходной емкости и расходная емкость.
8.1.Расчет вместимости силоса в склад.
Рекомендуется хранить минеральный порошок в складах силосного типа с целью избежания дополнительного увлажнения, которое приводит к комкованию и снижению его качества, а также к затруднению
![]() ( 25).
( 25).
транспортирования. Потребная суммарная вместимость силосов склада
где ![]() -масса минерального порошка:
-масса минерального порошка:
![]() -плотность минерального порошка,
-плотность минерального порошка,![]()
![]() -коэффициент учета геометрической емкости,
-коэффициент учета геометрической емкости,![]()
![]() = 322,5
= 322,5
Количество силосов рассчитывается по формуле:
n = ![]() (26).
(26).
где ![]() – вместимость
одного силоса,
– вместимость
одного силоса, ![]() ; V = 20,30,60,120.
; V = 20,30,60,120.
n = ![]() = 2,69
= 2,69 ![]() 3
3
8.2.Расчет пневмотранспортной системы.
Для транспортирования минерального порошка до расходной емкости принимается механическая или пневматическая система.
Для транспортирования минерального
порошка можно использовать пневмовинтовые пневмокамерные насосы. Подача в
пневмотранспортную установку сжатого воздуха осуществляется компрессором.
Потребная производительность компрессора ![]()
![]() составляет :
составляет :
![]() ·
· ![]() (27).
(27).
где ![]() - расход, необходимый для обеспечения требуемой
производительности пневмосистемы.
- расход, необходимый для обеспечения требуемой
производительности пневмосистемы.
![]() / мин.
/ мин.
![]() =
= ![]() (28).
(28).
где ![]() - производительность пневмосистемы,
- производительность пневмосистемы,![]() =0,21·
=0,21·![]()
![]() - часовая производительность АБЗ;
- часовая производительность АБЗ;
µ - коэффициент концентрации минерального порошка, µ = 20…50;
![]() воздуха равная 1,2 кг/
воздуха равная 1,2 кг/![]()
![]()
![]() = 2,9
= 2,9
![]() 1,25·2,9 =3,6
1,25·2,9 =3,6
Мощность на привод компрессора ![]() кВт;
кВт;
![]() (29).
(29).
где ƞ = 0,8 – КПД привода;
![]()
![]()
![]() · a +
· a +![]() (30).
(30).
где a =1,15…1,25;
![]() = 0,3 атм;
= 0,3 атм;
![]() - рабочее давление в смесительной камере подающего агрегата,
атм,
- рабочее давление в смесительной камере подающего агрегата,
атм,![]()
полное сопротивление пневмотранспортной системы, атм;
![]() =
= ![]() +
+ ![]() +
+![]() (31).
(31).
где ![]()
![]()
![]()
Путевые потери давления:
![]() =
= ![]() (32).
(32).
где k – опытный коэффициент сопротивления:
k = ![]() (33).
(33).
где ![]() - скорость воздуха зависит от µ=20…50 соответственно
- скорость воздуха зависит от µ=20…50 соответственно ![]() ;
;
![]() - диаметр трубопровода, м :
- диаметр трубопровода, м :
![]() =
= ![]() (34).
(34).
![]() = 0,06
= 0,06
K = ![]() =
= ![]() = 0,45
= 0,45
- коэффициент трения чистого воздуха о стенки трубы
λ=
0,246·![]() -0,22 (35).
-0,22 (35).
λ = 0,246·![]() -0,22= 0,02
-0,22= 0,02
где v – коэффициент кинематической вязкости воздуха,![]() /с ,v=14,9·
/с ,v=14,9·![]() .
.
![]() –приведенная длина трубопроводов, м:
–приведенная длина трубопроводов, м:
![]() =
= ![]() +
+![]() +
+ ![]() (36).
(36).
где ![]() – сумма для длин горизонтальных участков пневмотрассы, м ,
– сумма для длин горизонтальных участков пневмотрассы, м ,
![]() =3+3+4+4+20+20=54;
=3+3+4+4+20+20=54;
![]() - длина , эквивалентная сумме поворотов (колен),м,
- длина , эквивалентная сумме поворотов (колен),м,![]() = 8·4=32 (каждое колено принимаем равным 8 м);
= 8·4=32 (каждое колено принимаем равным 8 м);
![]() - длина, эквивалентная сумме кранов переключателей .Для
каждого крана принимают 8 м,
- длина, эквивалентная сумме кранов переключателей .Для
каждого крана принимают 8 м, ![]() =8·2=16;
=8·2=16;
![]() = 54+32+16=102
= 54+32+16=102
![]() =
=![]() =0,8
=0,8
Потери давления на подъем:
![]() =
=![]() (37).
(37).
где ![]() -1,8 кг/
-1,8 кг/![]() -средняя плотность воздуха на вертикальном участке;
-средняя плотность воздуха на вертикальном участке;
h-высота подъема материала ,м.Принимается 12…15 м, в зависимости от типа асфальтосмесительной установки.
![]() =1,8·35·14·
=1,8·35·14·![]() =0,088
=0,088
![]() =1,8·35·14·
=1,8·35·14·![]() =0,088
=0,088
Потери давления при вводе минерального порошка в трубопровод:
![]() =
= ![]() (38).
(38).
где % - коэффициент зависящий от типа загрузочного устройства. Для винтовых насосов следует принимать χ= 1, для пневмокамерных χ= 2;
![]() =
=![]() (39).
(39).
![]() =
=![]() =8,5
=8,5
![]() при вводе минерального порошка, кг/
при вводе минерального порошка, кг/![]() :
:
![]() (40).
(40).
![]() =
=![]() =3,4
=3,4
![]() =
=![]() =0,05
=0,05
Тогда :
![]()
![]() =0,938+1=1,938
=0,938+1=1,938
![]()
По формуле
(29) находим ![]() :
:
![]() =
=![]() =6,04
=6,04
На основании проведенного расчета
производится подбор подающего агрегата по табл. 11 ![]()
Таблица 5.Тип подающего агрегата и его характеристики.
|
Тип и марка насоса |
Производи тельность, м3/ч |
Дальность транспортирования, м |
Расход сжатого воздуха |
Диаметр трубопровода, мм |
Установленная мощность, кВт |
|
|
по горизонтали |
по вертикали |
|||||
|
К-2305 |
10 |
200 |
35 |
22 |
100 |
|
Расчет механической системы подачи минерального порошка .Механическая система представлена в виде шнеко - элеваторной подачи. Подающий агрегат-шнек.
Производительность шнека Qш, т/ч составляет:
Qш=47![]()
![]()
![]()
![]() t
t ![]() (41).
(41).
где ![]() -коэффициент заполнения сечения желоба,
-коэффициент заполнения сечения желоба,![]() =0,3
=0,3
![]() -плотность минерального порошка в насыпном виде,
-плотность минерального порошка в насыпном виде, ![]() =1,1 т/м3
=1,1 т/м3
![]() -диаметр шнека, принимает 0,2 м;
-диаметр шнека, принимает 0,2 м;
t -шаг винта, t=0,5 Dш=0,1 м;
n
-частота вращения шнека, об/мин n = ![]() = 67,08
= 67,08
kН -коэффициент, учитывающий угол наклона конвейера, kН = 1.
Qш = 47·0,3·1,1·0,1·67,08·0,22·1 = 4,16
Мощность привода шнека N, кВт определяется по формуле:
N= 0,0037· Qш
· L· ![]() +0,027· k3 · qм · L·Vм · ωв (42).
+0,027· k3 · qм · L·Vм · ωв (42).
где L -длина шнека, м L=4 м;
ω -коэффициент, характеризующий абразивность материала, для минерального порошка
принимается ω=3,2;
k3 -коэффициент, характеризующий трансмиссию, k3=0.15;
Vм=t ·· n/60=0,1-скорость перемещения материала, м/с;
ωВ -коэффициент трения, принимаемый для подшипников качения равным 0,08;
qм=80·Dш=16 кг/м -погонная масса винта.
N=0,0037·4,16·4·3,2+0,027·0,15·16·4·0,1·0,08=0,2
Производительность элеватора Qэ т/ч определяется из выражения:
Qэ=![]() = 10.03 (43).
= 10.03 (43).
где i -вместимость ковша, составляет 1,3 л;
Ɛ -коэффициент наполнения ковшей материалом. Ɛ =0,8;
-шаг ковшей, м (0,16;0,2;0,25;0,3;0,4;0,5;0,65)
![]() =1,0 м/с – скорость подъема ковшей.
=1,0 м/с – скорость подъема ковшей.
Необходимая мощность привода элеватора:
Qэ=![]() = 10,3
= 10,3
где h-высота подъема материала, м, принимается 14 м;
![]() -коэффициент, учитывающий массу движущихся элементов,
-коэффициент, учитывающий массу движущихся элементов,
А=1,1 –коэффициентоучитывающий форму ковша;
С=0,65-коэффициент, учитывающий потери на зачерпывание.
Nэ =0,004· Qэ ·h·![]() (44).
(44).
Таблица 6. Тип элеватора и его характеристики.
|
Тип элеватора |
Ширина ковша, мм |
Вместимость ковша, л |
Шаг ковшей, мм |
Скорость цепи, м/с |
Шаг цепи, мм |
Мощность, кВт |
Производи тельность м3/ч |
|
|
|
|
300 |
0,8…1,25 |
100 |
2,0 |
12…18 |
9.Расчет потребности предприятия в
электрической энергии и воде.
9.1.Расчет потребного количества электроэнергии.
Потребное количество электроэнергии
![]() (45).
(45).
где ![]() -коэффициент, учитывающий потери мощности,
-коэффициент, учитывающий потери мощности,
![]() -суммарная мощность силовых установок ,кВт;
-суммарная мощность силовых установок ,кВт;
![]() =
=![]()
![]() -то же, внутреннего освещения, кВт,
-то же, внутреннего освещения, кВт, ![]() ;
;
![]() - то же, наружного освещения , кВт,
- то же, наружного освещения , кВт,![]() ;
;
Примечание: нормы расхода электроэнергии на 1м2 берем по табл. 12 методических указаний.
![]() =0.75
=0.75
![]() =1.1*1.3*
=1.1*1.3*![]()
9.2. Определение общего расхода воды.
Общий расход воды определяется по формуле, м3:
B= ![]() (46).
(46).
где ![]() =1,2;
=1,2;
![]() =1,1…1.6;
=1,1…1.6;
![]() -расход воды на производственные нужды, м3/ч,
-расход воды на производственные нужды, м3/ч, ![]() ;
;
![]() -расход воды на бытовые нужды, потребление,м3/ч
-расход воды на бытовые нужды, потребление,м3/ч ![]()
В=![]()
9.3. Определение расхода воды на восстановление запаса в
пожарном резервуаре,
Расход ![]()
![]() (47).
(47).
где ![]() =5…10л/с;
=5…10л/с;
T- время заполнения резервуара, Е=24 ч.
![]()
9.4.
Определение диаметра трубы водопроводной сети, ![]() м.
м.
![]() (48).
(48).
где V– скорость движения воды, V=1.0… 1.5 м/с.

Принимаем диаметр трубы водопроводной сети равный 0,10 м.
10.Технологическая схема приготовления
Модифицированного битума.
Сама схема приводится в конце РПЗ. Модифицированный битум – органическое, вяжущее, полученное путем смешивания битума с сыпучим модификатором и маслом. Его приготавливаю с целью получения органического вяжущего с наиболее лучшими характеристиками ( прочность, морозостойкость, пластичность и др.) по сравнению с обычным битумом.
Назначение масла- понизить эластичность битума, что повышает его сопротивление воздействию отрицательных температур. Сыпучий модификатор повышает прочностные характеристики битума и сдвигоустойчивость.
В технологическую схему приготовления модифицированного битума входят также элементы как емкости для хранения материалов ( масла, битума); емкость для хранения готового модифицированного битума; дозатор масла; четыре насоса; ленточный конвейер; диспергатор; дозатор.
Масло из емкости подается в дозатор при помощи насоса. Из дозатора масло поступает в деспергатор.В него же по ленточному конвейеру подается сыпучий модификатор и из емкости битум. Для того чтобы все это качественно перемешать, необходимо затратить 6-8 часов. Поэтому для ускорения процесса перемешивания в технологическую схему включен дезинтегратор. С помощью насоса из диспергатора в дезинтегратор подается смесь битума с маслом и сыпучим модификатором .Потом эта смесь прошедшая обработку в дезинтеграторе, снова подается в диспергатор, где опять подвергается перемешиванию. И так этот цикл повторяется в течение часа, после чего мы получаем модифицированный битум. Его мы можем по битумопроводам подавать на разлив в битумовозы, а при их отсутствии в емкость.
Схема установки насоса-смесителя
Схема установки насоса-смесителя в горизонтальной емкости:
а – с лотком; б – с наклонным и эксцентричным расположением; 1 – емкость; 2 – теплоизоляция; 3 – люк-лаз; 4 – электродвигатель; 5 – насоссмеситель; 6 – обойма с заборным конусом; 7 – воронка для загрузки полимера; 8 – лоток; 9 – патрубок подачи битума и жидких добавок; 10 – патрубки слива битума; 11 – электронагреватели с удельной тепловой мощностью не более 1 Вт/см2; 12 – направление струй битума при работе насоса-смесителя (площадка обслуживания, читатель полимера и мерный бачок для пластификатора не показаны)
|
Технологическая схема получения ПБВ (полимерно- битумные вяжущие) 1 – емкость для битума; 2 – битумная насосная станция; 3 – бункер для полимера; 4 – дозатор полимера; 5 – установка для подготовки СОАМ; 6 – емкость для пластификатора (И-40 или СОАМ); 7 – емкости для приготовления раствора пластификатора с полимером; 8 – смеситель; 9 – насосная станция для перекачки ПБВ; 10 – емкости для хранения ПБВ; 11 – автобитумовоз; 12 – переносная тара; 13 – расходная емкость для ПБВ асфальтосмесительной установки; 14 – дозаторы. |
|
Технологическая схема получения ПБВ |
Литература.
1. Проектирование производственных предприятий дорожного строительства: уч. пособие для ВУЗов: Высшая школа 1975-351 с.
2. Асфальтобетонные и цементобетонные заводы: Справочник/ В. И. Колышев. П. П. Костин. – М. Транспорт, 1982-207 с.
3. Вейцман М. И., Соловьев Б. Н. Битумные базы и цехи. – М. Транспорт,1977-104 с.
4. Проектирование АБЗ: Методические указания/М. Аннабердиев. – Ростов – на – Дону, 1972-17 с.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.