Поделиться

9.Многорезцовые токарные станки полуавтоматы. Общие сведения. Обрез9
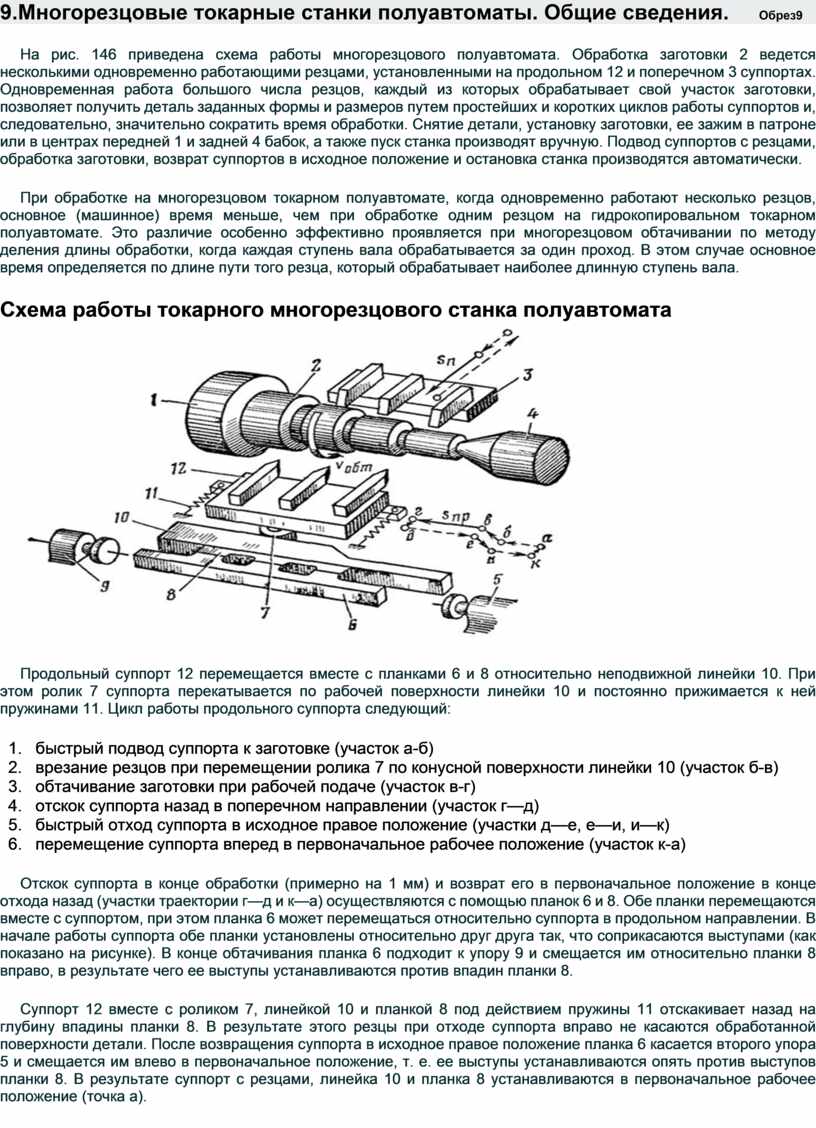
На рис. 146 приведена схема работы многорезцового полуавтомата. Обработка заготовки 2 ведется несколькими одновременно работающими резцами, установленными на продольном 12 и поперечном 3 суппортах. Одновременная работа большого числа резцов, каждый из которых обрабатывает свой участок заготовки, позволяет получить деталь заданных формы и размеров путем простейших и коротких циклов работы суппортов и, следовательно, значительно сократить время обработки. Снятие детали, установку заготовки, ее зажим в патроне или в центрах передней 1 и задней 4 бабок, а также пуск станка производят вручную. Подвод суппортов с резцами, обработка заготовки, возврат суппортов в исходное положение и остановка станка производятся автоматически.
При обработке на многорезцовом токарном полуавтомате, когда одновременно работают несколько резцов, основное (машинное) время меньше, чем при обработке одним резцом на гидрокопировальном токарном полуавтомате. Это различие особенно эффективно проявляется при многорезцовом обтачивании по методу деления длины обработки, когда каждая ступень вала обрабатывается за один проход. В этом случае основное время определяется по длине пути того резца, который обрабатывает наиболее длинную ступень вала.
Схема работы токарного многорезцового станка полуавтомата
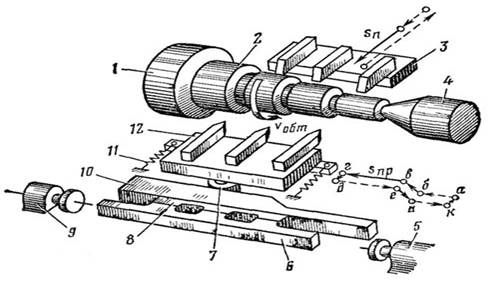
Продольный суппорт 12 перемещается вместе с планками 6 и 8 относительно неподвижной линейки 10. При этом ролик 7 суппорта перекатывается по рабочей поверхности линейки 10 и постоянно прижимается к ней пружинами 11. Цикл работы продольного суппорта следующий:
1. быстрый подвод суппорта к заготовке (участок а-б)
2. врезание резцов при перемещении ролика 7 по конусной поверхности линейки 10 (участок б-в)
3. обтачивание заготовки при рабочей подаче (участок в-г)
4. отскок суппорта назад в поперечном направлении (участок г—д)
5. быстрый отход суппорта в исходное правое положение (участки д—е, е—и, и—к)
6. перемещение суппорта вперед в первоначальное рабочее положение (участок к-а)
Отскок суппорта в конце обработки (примерно на 1 мм) и возврат его в первоначальное положение в конце отхода назад (участки траектории г—д и к—а) осуществляются с помощью планок 6 и 8. Обе планки перемещаются вместе с суппортом, при этом планка 6 может перемещаться относительно суппорта в продольном направлении. В начале работы суппорта обе планки установлены относительно друг друга так, что соприкасаются выступами (как показано на рисунке). В конце обтачивания планка 6 подходит к упору 9 и смещается им относительно планки 8 вправо, в результате чего ее выступы устанавливаются против впадин планки 8.
Суппорт 12 вместе с роликом 7, линейкой 10 и планкой 8 под действием пружины 11 отскакивает назад на глубину впадины планки 8. В результате этого резцы при отходе суппорта вправо не касаются обработанной поверхности детали. После возвращения суппорта в исходное правое положение планка 6 касается второго упора 5 и смещается им влево в первоначальное положение, т. е. ее выступы устанавливаются опять против выступов планки 8. В результате суппорт с резцами, линейка 10 и планка 8 устанавливаются в первоначальное рабочее положение (точка а).
1Н713 полуавтомат токарный многорезцовый копировальный. Назначение и область применения
Токарный многорезцовый копировальный полуавтомат предназначен для высокопроизводительной получистовой и чистовой токарной обработки однорезцовым или многорезцовым копировальным способом валов, колец, подшипников, фланцев, шестерен и прочих деталей в центрах, патроне или на оправке в условиях серийного и массового производства.
На станке можно получать точные линейные и диаметральные размеры, фаски, канавки, радиусы.
Для исключения образования риски на торцовых поверхностях возможен вывод резцов из зоны резания на рабочей подаче с последующим быстрым отводом в исходное положение.
Станок полуавтомат может встраиваться в автоматические линии.
Полуавтомат 1Н713 представляет собой станок жесткой агрегатированной конструкции.
Компоновка полуавтомата обеспечивает возможность создания облегченной, упрощенной, многосуппортной, патронной модификации, а также с цикловым и числовым программным управлением.
На левую часть основания устанавливается передняя бабка, на правую — проставок. На переднюю бабку и проставок устанавливается верхняя станина. Основание станка, передняя бабка, проставок и станина образуют жесткую замкнутую конструкцию, на которой размещаются остальные узлы станка.
На верхней станине находится продольный суппорт с автономной коробкой подач и собственным командоаппаратом. На основании расположен поперечный суппорт с автономной коробкой подач и собственным командоаппаратом.
Перемещение ползуна поперечного суппорта осуществляется при помощи пары винт — гайка скольжения.
Автономная коробка подач представляет собой двухваловую силовую головку, сообщающую суппортам ускоренный подвод к обрабатываемой детали, рабочую подачу вперед, вывод из зоны резания на рабочей подаче или отвод в исходное положение на ускоренном ходу.
В коробке подач расположены две прямозубые шестерни для повышения крутящего момента, передаваемого двигателем на ходовой винт, и предохранительная порошковая электромагнитная муфта.
Привод коробок подач — от асинхронного глубокорегулируемого комплексного электропривода. Суппорт продольный состоит из четырех основных частей: каретки, ползуна, резцовой головки поворотной и механизма смены упоров.
Привод механизма смены упоров — от гидроцилиндра.
На ползуне суппорта установлена двухпозиционная резцовая головка поворотная, состоящая из механизмов поворота и фиксации с приводом от гидроцилиндров.
Поперечный суппорт состоит из двух основных частей корпуса, в котором размещен ходовой винт, жесткий упор и ползун.
Механизм установки копира состоит из двух стоек: левой и правой, соединенных между собой скалкой. На скалке установлены левая и правая центровые бабки, в центрах которых устанавливается копирная линейка, несущая копиры или эталонную деталь.
В специальном исполнении полуавтомат может оснащаться различными наладками, а также однокоординатной гидрокопировальной следящей системой для обработки конусных и фасонных поверхностей.
Полуавтомат встраивается в автоматические линии с фронтальной загрузкой деталей, оснащен независимыми приводами подач суппортов, взаимозаменяемым настраиваемым вне станка режущим инструментом, системой кинематического дробления стружки.
Класс точности полуавтомата Н.
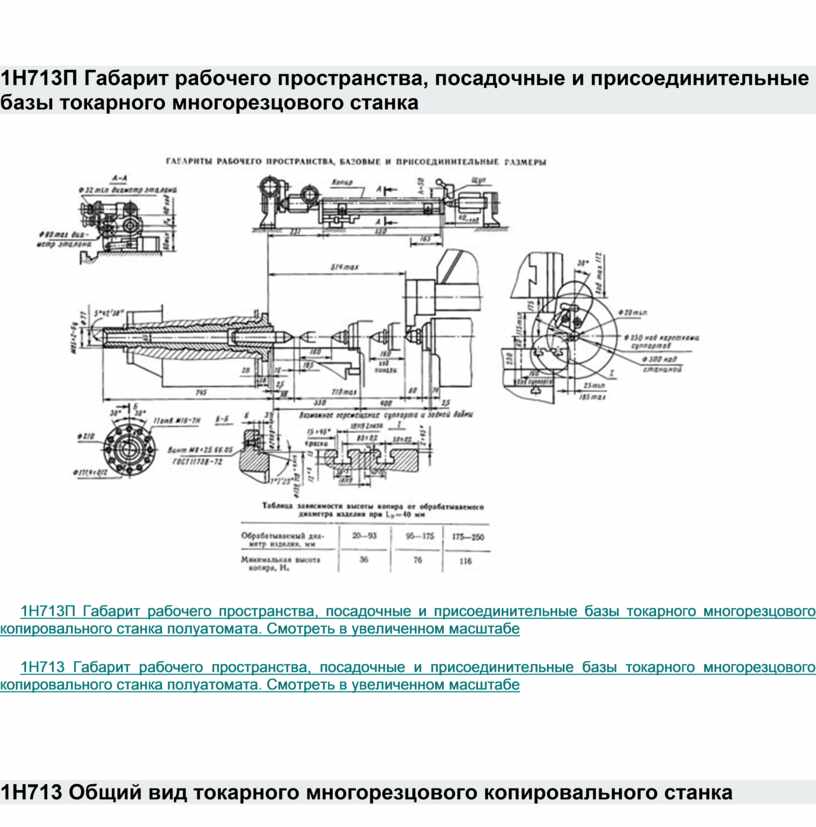
1Н713П Габарит рабочего пространства, посадочные и присоединительные базы токарного многорезцового станка
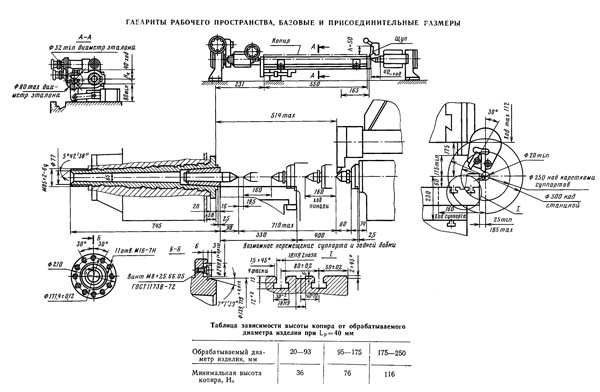
1Н713П Габарит рабочего пространства, посадочные и присоединительные базы токарного многорезцового копировального станка полуатомата. Смотреть в увеличенном масштабе
1Н713 Габарит рабочего пространства, посадочные и присоединительные базы токарного многорезцового копировального станка полуатомата. Смотреть в увеличенном масштабе
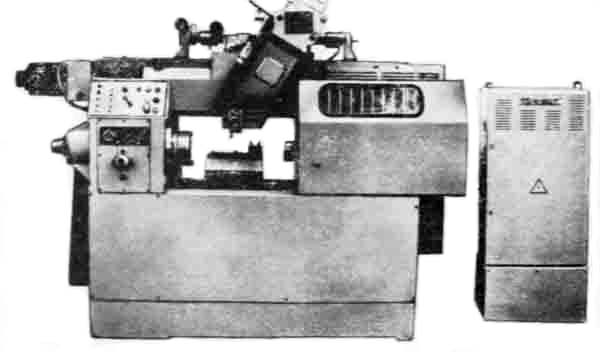
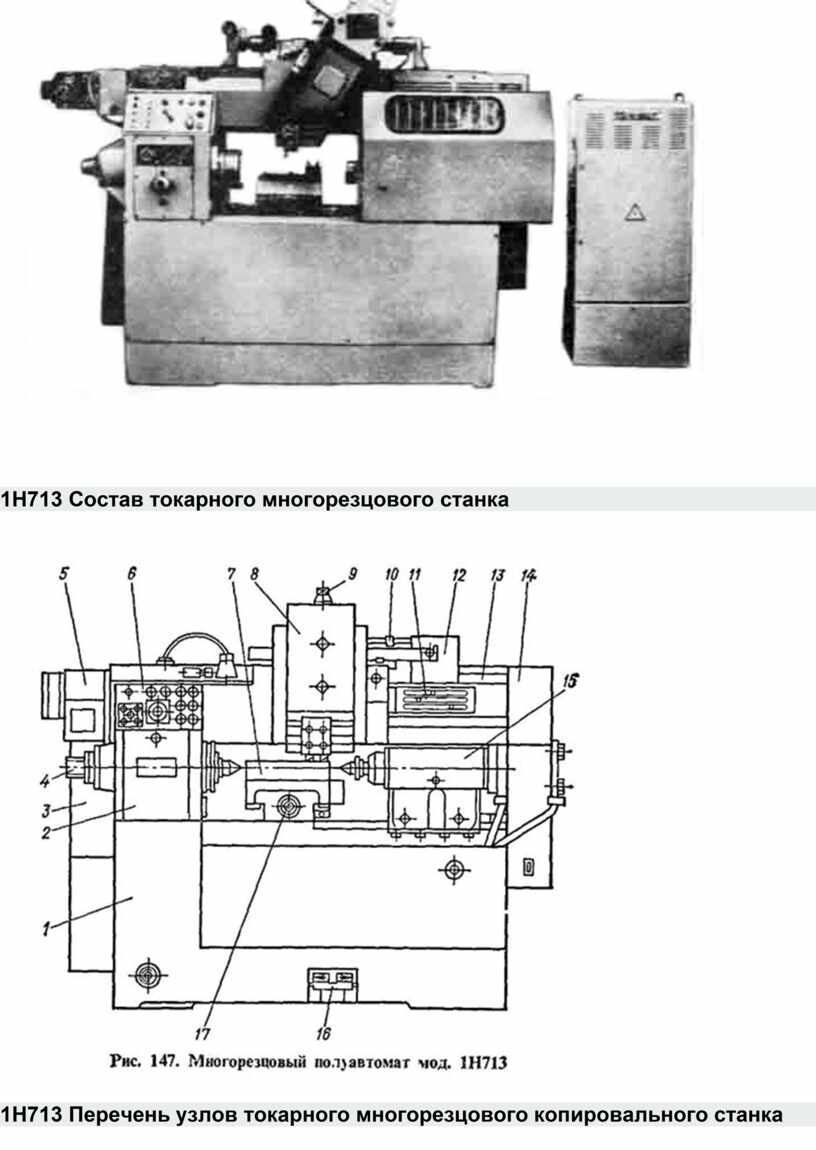
1Н713 Общий вид токарного многорезцового копировального станка
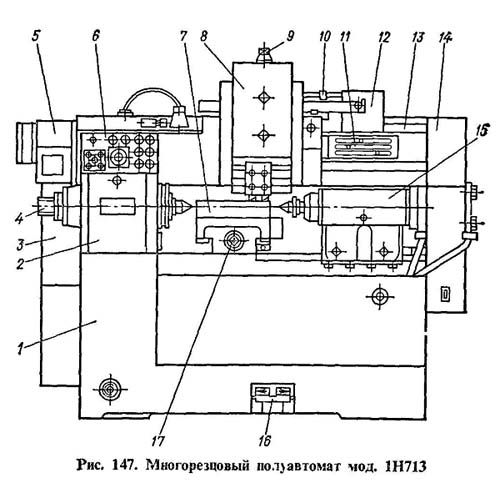
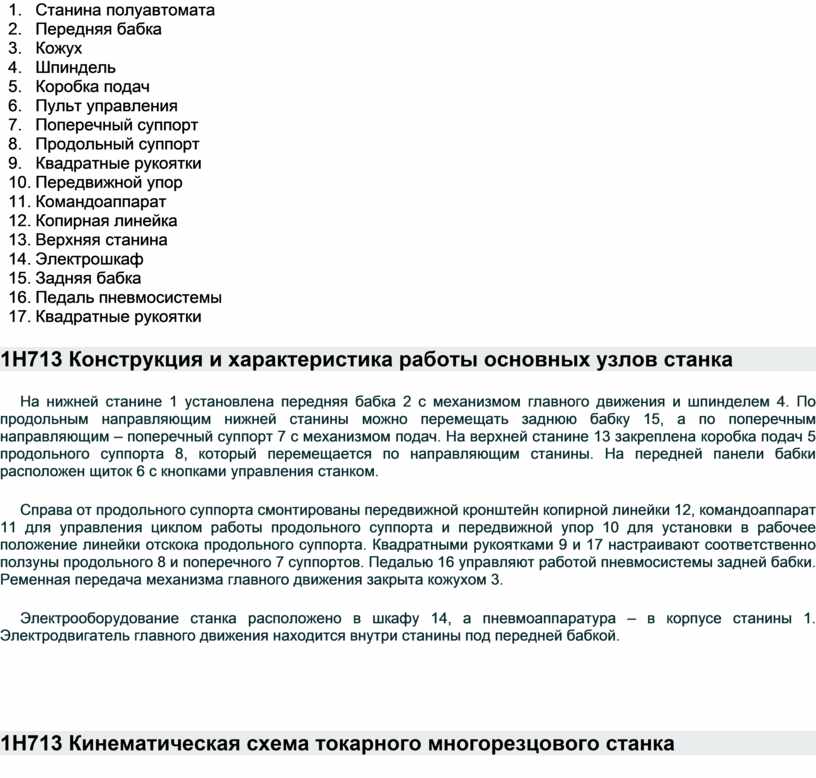
1Н713 Состав токарного многорезцового станка
1Н713 Перечень узлов токарного многорезцового копировального станка
1. Станина полуавтомата
2. Передняя бабка
3. Кожух
4. Шпиндель
5. Коробка подач
6. Пульт управления
7. Поперечный суппорт
8. Продольный суппорт
9. Квадратные рукоятки
10. Передвижной упор
11. Командоаппарат
12. Копирная линейка
13. Верхняя станина
14. Электрошкаф
15. Задняя бабка
16. Педаль пневмосистемы
17. Квадратные рукоятки
1Н713 Конструкция и характеристика работы основных узлов станка
На нижней станине 1 установлена передняя бабка 2 с механизмом главного движения и шпинделем 4. По продольным направляющим нижней станины можно перемещать заднюю бабку 15, а по поперечным направляющим – поперечный суппорт 7 с механизмом подач. На верхней станине 13 закреплена коробка подач 5 продольного суппорта 8, который перемещается по направляющим станины. На передней панели бабки расположен щиток 6 с кнопками управления станком.
Справа от продольного суппорта смонтированы передвижной кронштейн копирной линейки 12, командоаппарат 11 для управления циклом работы продольного суппорта и передвижной упор 10 для установки в рабочее положение линейки отскока продольного суппорта. Квадратными рукоятками 9 и 17 настраивают соответственно ползуны продольного 8 и поперечного 7 суппортов. Педалью 16 управляют работой пневмосистемы задней бабки. Ременная передача механизма главного движения закрыта кожухом 3.
Электрооборудование станка расположено в шкафу 14, а пневмоаппаратура – в корпусе станины 1. Электродвигатель главного движения находится внутри станины под передней бабкой.
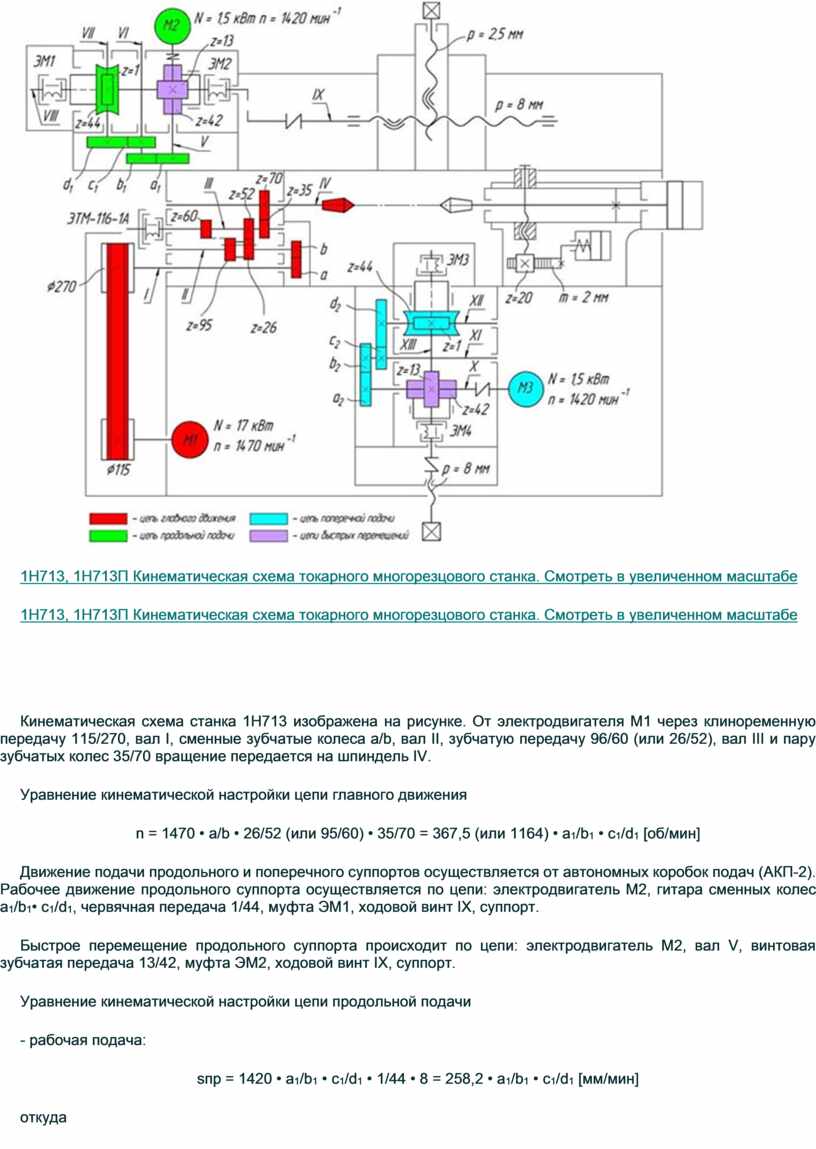
1Н713 Кинематическая схема токарного многорезцового станка
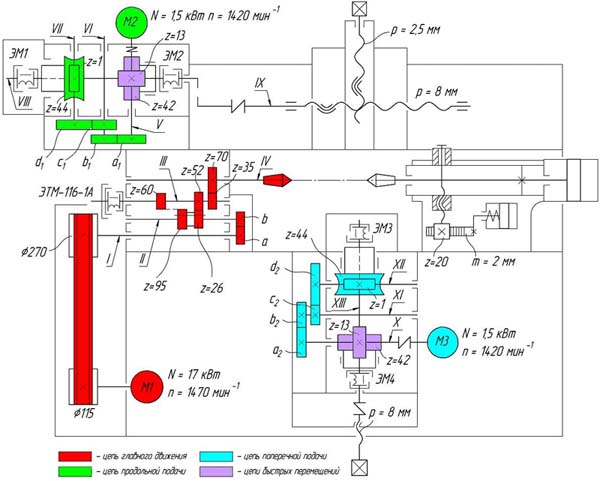
1Н713, 1Н713П Кинематическая схема токарного многорезцового станка. Смотреть в увеличенном масштабе
1Н713, 1Н713П Кинематическая схема токарного многорезцового станка. Смотреть в увеличенном масштабе
Кинематическая схема станка 1Н713 изображена на рисунке. От электродвигателя М1 через клиноременную передачу 115/270, вал I, сменные зубчатые колеса a/b, вал II, зубчатую передачу 96/60 (или 26/52), вал III и пару зубчатых колес 35/70 вращение передается на шпиндель IV.
Уравнение кинематической настройки цепи главного движения
n = 1470 • a/b • 26/52 (или 95/60) • 35/70 = 367,5 (или 1164) • a1/b1 • c1/d1 [об/мин]
Движение подачи продольного и поперечного суппортов осуществляется от автономных коробок подач (АКП-2). Рабочее движение продольного суппорта осуществляется по цепи: электродвигатель М2, гитара сменных колес a1/b1• c1/d1, червячная передача 1/44, муфта ЭМ1, ходовой винт IX, суппорт.
Быстрое перемещение продольного суппорта происходит по цепи: электродвигатель М2, вал V, винтовая зубчатая передача 13/42, муфта ЭМ2, ходовой винт IX, суппорт.
Уравнение кинематической настройки цепи продольной подачи
- рабочая подача:
sпр = 1420 • a1/b1 • c1/d1 • 1/44 • 8 = 258,2 • a1/b1 • c1/d1 [мм/мин]
откуда
a1/b1 • c1/d1 = sпр / 258,2
- ускоренное перемещение
sпр.у = 1420 • 13/42 • 8 = 3516 мм/мин
Рабочее движение поперечного суппорта осуществляется по цепи: электродвигатель М3, гитара сменных колес a2/b2 • c2/d2,червячная передача 1/44, муфта ЭМ3, вал XIII, ходовой винт, суппорт.
Быстрое перемещение поперечного суппорта происходит по цепи: электродвигатель М3, вал X, винтовая зубчатая передача муфта ЭМ4, вал XIII, ходовой винт, суппорт.
Уравнение кинематической настройки цепи продольной подачи
- рабочая подача
sпо = 1420 • a2/b2 • c2/d2 • 1/44 • 8 = 258,2 • a2/b2 • c2/d2 [мм/мин]
откуда
a2/b2 • c2/d2 = sпр / 258,2
- ускоренное перемещение
sпо.у = 1420 • 13/42 • 8 = 3516 мм/мин
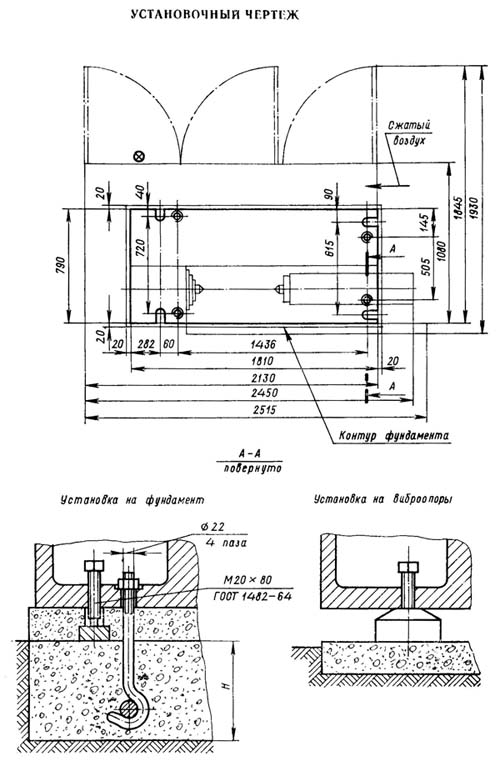
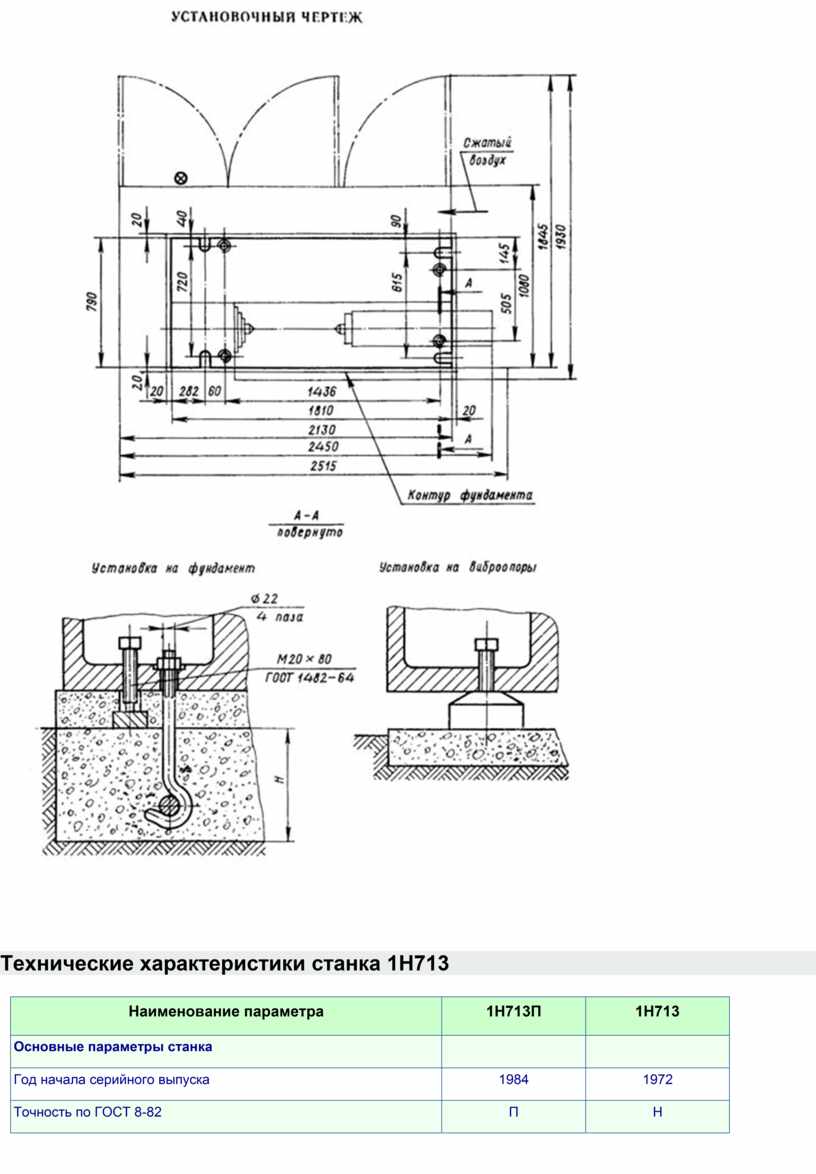
Установочный чертеж токарного многорезцового копировального станка 1Н713
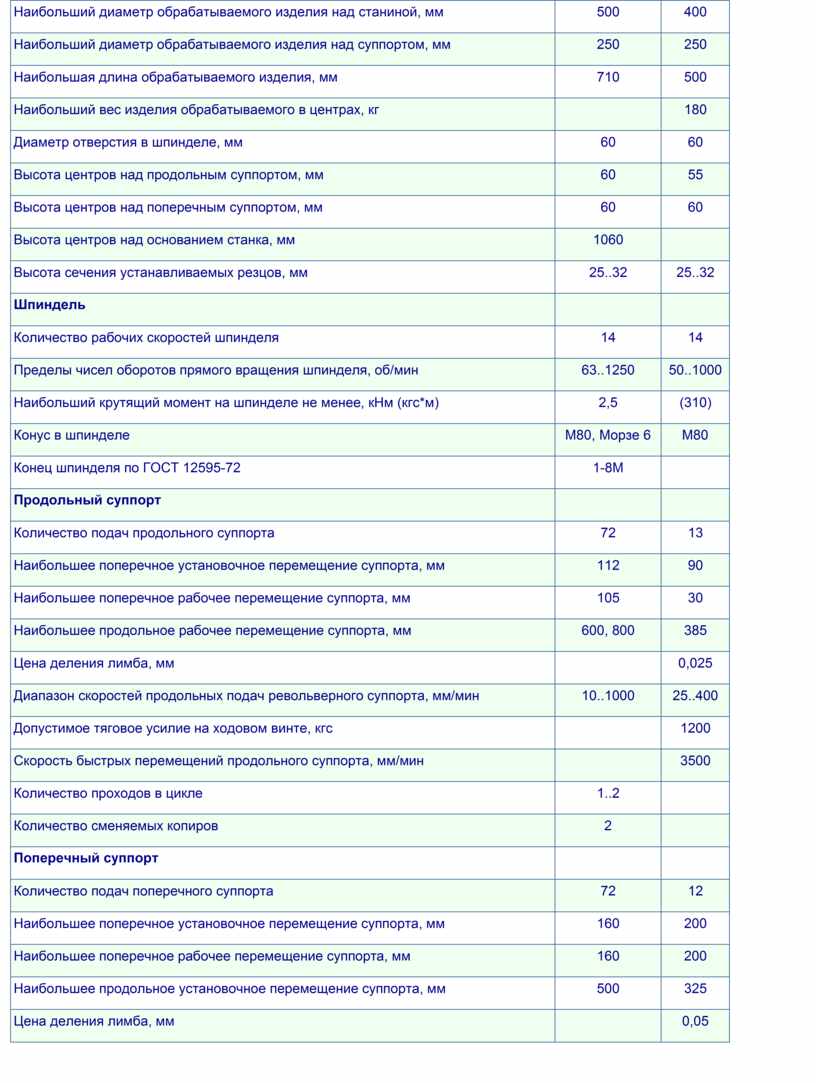
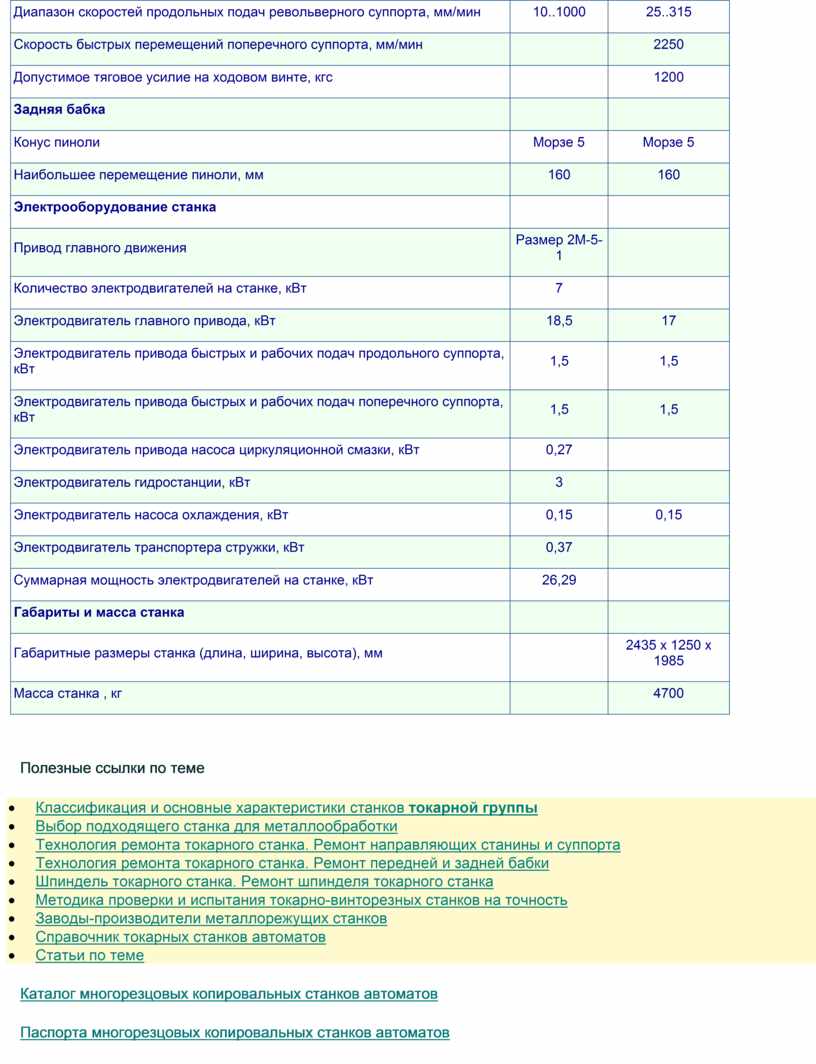
Технические характеристики станка 1Н713
|
Наименование параметра |
1Н713П |
1Н713 |
|
Основные параметры станка |
||
|
Год начала серийного выпуска |
1984 |
1972 |
|
Точность по ГОСТ 8-82 |
П |
Н |
|
Наибольший диаметр обрабатываемого изделия над станиной, мм |
500 |
400 |
|
Наибольший диаметр обрабатываемого изделия над суппортом, мм |
250 |
250 |
|
Наибольшая длина обрабатываемого изделия, мм |
710 |
500 |
|
Наибольший вес изделия обрабатываемого в центрах, кг |
180 |
|
|
Диаметр отверстия в шпинделе, мм |
60 |
60 |
|
Высота центров над продольным суппортом, мм |
60 |
55 |
|
Высота центров над поперечным суппортом, мм |
60 |
60 |
|
Высота центров над основанием станка, мм |
1060 |
|
|
Высота сечения устанавливаемых резцов, мм |
25..32 |
25..32 |
|
Шпиндель |
||
|
Количество рабочих скоростей шпинделя |
14 |
14 |
|
Пределы чисел оборотов прямого вращения шпинделя, об/мин |
63..1250 |
50..1000 |
|
Наибольший крутящий момент на шпинделе не менее, кНм (кгс*м) |
2,5 |
(310) |
|
Конус в шпинделе |
М80, Морзе 6 |
М80 |
|
Конец шпинделя по ГОСТ 12595-72 |
1-8М |
|
|
Продольный суппорт |
||
|
Количество подач продольного суппорта |
72 |
13 |
|
Наибольшее поперечное установочное перемещение суппорта, мм |
112 |
90 |
|
Наибольшее поперечное рабочее перемещение суппорта, мм |
105 |
30 |
|
Наибольшее продольное рабочее перемещение суппорта, мм |
600, 800 |
385 |
|
Цена деления лимба, мм |
0,025 |
|
|
Диапазон скоростей продольных подач револьверного суппорта, мм/мин |
10..1000 |
25..400 |
|
Допустимое тяговое усилие на ходовом винте, кгс |
1200 |
|
|
Скорость быстрых перемещений продольного суппорта, мм/мин |
3500 |
|
|
Количество проходов в цикле |
1..2 |
|
|
Количество сменяемых копиров |
2 |
|
|
Поперечный суппорт |
||
|
Количество подач поперечного суппорта |
72 |
12 |
|
Наибольшее поперечное установочное перемещение суппорта, мм |
160 |
200 |
|
Наибольшее поперечное рабочее перемещение суппорта, мм |
160 |
200 |
|
Наибольшее продольное установочное перемещение суппорта, мм |
500 |
325 |
|
Цена деления лимба, мм |
0,05 |
|
|
Диапазон скоростей продольных подач револьверного суппорта, мм/мин |
10..1000 |
25..315 |
|
Скорость быстрых перемещений поперечного суппорта, мм/мин |
2250 |
|
|
Допустимое тяговое усилие на ходовом винте, кгс |
1200 |
|
|
Задняя бабка |
||
|
Конус пиноли |
Морзе 5 |
Морзе 5 |
|
Наибольшее перемещение пиноли, мм |
160 |
160 |
|
Электрооборудование станка |
||
|
Привод главного движения |
Размер 2М-5-1 |
|
|
Количество электродвигателей на станке, кВт |
7 |
|
|
Электродвигатель главного привода, кВт |
18,5 |
17 |
|
Электродвигатель привода быстрых и рабочих подач продольного суппорта, кВт |
1,5 |
1,5 |
|
Электродвигатель привода быстрых и рабочих подач поперечного суппорта, кВт |
1,5 |
1,5 |
|
Электродвигатель привода насоса циркуляционной смазки, кВт |
0,27 |
|
|
Электродвигатель гидростанции, кВт |
3 |
|
|
Электродвигатель насоса охлаждения, кВт |
0,15 |
0,15 |
|
Электродвигатель транспортера стружки, кВт |
0,37 |
|
|
Суммарная мощность электродвигателей на станке, кВт |
26,29 |
|
|
Габариты и масса станка |
||
|
Габаритные размеры станка (длина, ширина, высота), мм |
2435 х 1250 х 1985 |
|
|
Масса станка , кг |
4700 |
Полезные ссылки по теме
· Классификация и основные характеристики станков токарной группы
· Выбор подходящего станка для металлообработки
· Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
· Технология ремонта токарного станка. Ремонт передней и задней бабки
· Шпиндель токарного станка. Ремонт шпинделя токарного станка
· Методика проверки и испытания токарно-винторезных станков на точность
· Заводы-производители металлорежущих станков
· Справочник токарных станков автоматов
· Статьи по теме
Каталог многорезцовых копировальных станков автоматов
Паспорта многорезцовых копировальных станков автоматов
Скачано с www.znanio.ru
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
