Поделиться

Государственное бюджетное профессиональное образовательное учреждение
Московской области «Колледж «Коломна»
Методическая разработка открытого урока производственного обучения по профессии «Сварщик (частично-механизированной сварки (наплавки)»
Тема урока: Сварка (ММА) стыковых швов в нижнем положении шва.
Мастер производственного обучения
Ткаченко Татьяна Васильевна
2021 г
План-конспект открытого урока
производственного обучения по профессии
«Сварщик (частично-механизированной сварки (наплавки))»
Группа № 113
ПМ.01 Подготовительно-сварочные работы и контроль качества сварных швов после сварки.
МДК.01.01. Основы технологии сварки и сварочное оборудование
Тема 1.2. Техника и технология выполнения ручной дуговой сварки (ММА) в нижнем положении шва.
Тема урока: Сварка (ММА) стыковых швов в нижнем положении шва.
Цели урока:
· обучающая: Формирование умений и навыков самостоятельного проведения сварки пластин встык в нижнем положении сварного шва, с обеспечением провара основного металла;
· развивающая: развивать навыки самостоятельной работы, внимание, координацию движений, скорость и технику при выполнении дуговой сварки;
развивать логическое самостоятельное мышление, самооценку и самоконтроль.
· воспитательная: воспитывать у обучающихся аккуратность, трудолюбие, самостоятельность, умение работать в команде, бережное отношение к материалам и инструментам, ответственность за выполняемую работу.
Формируемые профессиональные компетенции:
ПК 1.2. Использовать конструкторскую, нормативно-техническую и производственно-технологическую документацию по сварке.
ПК.1.3. Проверять оснащенность, работоспособность, исправность и осуществлять настройку оборудования поста для различных способов сварки.
ПК 1.4. Подготавливать и проверять сварочные материалы для различных способов сварки.
ПК 1.5. Выполнять сборку и подготовку элементов конструкции под сварку.
ПК 1.6. Проводить контроль подготовки и сборки элементов конструкции под сварку.
ПК 1.9. Проводить контроль сварных соединений на соответствие геометрическим размерам, требуемым конструкторской и производственно-технологической документации по сварке.
Формируемые общие компетенции:
ОК 1. Понимать сущность и социальную значимость будущей профессии, проявлять к ней устойчивый интерес
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством.
Место проведения урока: сварочные мастерские.
Тип урока: изучение трудовых приемов и операций.
Вид урока: комбинированный.
Методы урока:
· обучения: диалогический, показательный;
· преподавания: объяснительный, инструктивный;
· учения: репродуктивный, частично-поисковый, практический.
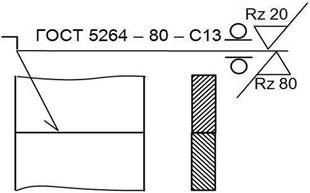
Межпредметные связи: Предмет «Технология сварочных работ»: тема «Техника выполнения ручной дуговой сварки». Предмет «Черчение»: тема «Чтение чертежей». «Условное обозначение сварных швов и сварных соединений». Предмет «Материаловедение»: тема «Классификация сталей. Стали общего, обыкновенного качества». Предмет «Охрана труда»: тема «Организация безопасного производства электросварочных работ».
Внутрипредметные связи: «Режимы сварки», «Колебательные движения электродом».
Материально-техническое оснащение урока: посты для ручной дуговой сварки; источники питания сварочной дуги; электрододержатели; шлакоотделители; металлические щетки; мерительный инструмент; электроды УОНИ 13/45 Ø 3- 4 мм.; МР -3р Ø 3- 4 мм Детали заготовки: пластины из углеродистой стали 100 х 250 х 3 мм; 100 х 250 х 6 мм; 100 х 250 х 4 мм.; образцы стыковых швов; комплект учебно-наглядных пособий по сварке; инструкционно-технологические карты
Литература
1. Маслов В.И. Сварочные работы: учебник для студ. учреждений сред. проф. образования / В.И. Маслов, - 14-е изд., стер, - М. : Издательский центр «Академия», 2018 -288 с.
2. Овчинников В.В. Подготовительно-сварочные работы: учебник для нач. проф. образования, Издательский центр «Академия», 2018 -208 с
3. В.В. Овчинников. Выполнение сварочных работ ручной электродуговой сваркой: учебник для студ. учреждений сред. проф. образования / В.В. Овчинников, - 2-е изд., испр, - М. : Издательский центр «Академия», 2018 -304 с.
Ход урока
I. Организационный момент (2 мин.)
1. Контроль посещаемости и готовности к уроку(наличие специальной формы).
2. Объяснение хода и последовательности проведения занятия.
3. Распределение по рабочим местам.
II. Вводный инструктаж (50 мин.)
1. Сообщение темы и цели урока (3 мин.)
1.1. Сообщить тему программы и тему занятия, назвать ее учебное значение.
2. Опрос – актуализация (5 мин.)
2.1. Дать определение, что такое режим сварки? Какие показатели режима сварки относятся к основным, какие к вспомогательным?
2.2. Как правильно выбрать режим сварки?
2.3. Дать краткую характеристику основным режимам сварки: выбор силы сварочного тока, выбор диаметра электродов?
2.4. Что подразумевают под геометрическими размерами шва?
2.5. Какие требования предъявляют к геометрическим размерам шва?
2.6. Что называется корнем шва?
2. 7. От чего зависит глубина проплавления металла?
4. Мотивация учащихся (3 мин.)
4.1. Пробуждение эмоционального интереса к выполнению работы (сварка стыкового соединения пластин без скоса кромок).
4.2. Показ готовой продукции, которую обучающиеся должны произвести на уроке
5. Формирование практических знаний и способов действий (25 мин.) Изложение нового материала (Приложение 1)
5.1. Правила безопасности при ведении электросварочных работ.
5.2. Подготовка стыкового соединения без разделки кромок к сварке.
5.3. Сварка пластин без разделки кромок.
5.4. Возможные дефекты сборки и сварки пластин, способы их устранения
5.5 Практический показ технологического процесса сварки конструкции согласно инструкционной карте.(Мастер п/о показывает необходимые инструменты и оборудование;
объясняет последовательность и технику выполнения трудовых приёмов и операций;
объясняет способы контроля и самоконтроля; (Приложение 4)
Типичные затруднения и ошибки студентов при выполнении упражнений по сварке пластин встык, меры их предупреждения.
5.6. Повторение одним (вторым учащимся) приемов выполнения сварки стыковых швов в нижнем положении.
5.6.1 Создание проблемной ситуации (Отсоединить обратный провод).
5.6. Решение проблемы с помощью «Мозгового штурма» (Приложение 2)
5.7 Сообщить учащимся о критерии оценок (Приложение 5)
6. Закрепление материала вводного инструктажа (5 мин.)
Опрос учащихся, с последующим закреплением материала в процессе производственного обучения с личным показом мастера.
Задание учащимся:
6.1. Подготовка рабочего места, сварочного оборудования.
6.2. Подготовка металла к сварке.
6.3. Сборка пластин встык с помощью прихваток.
6.4. Односторонняя сварка пластин S = 3 мм встык.
6.5. Двусторонняя сварка пластин S = 6 мм встык.
6.6. Контроль качества сварных соединений
III. Текущий инструктаж (4 ч. 30 мин.)
Самостоятельная работа обучающихся по закреплению и совершенствованию знаний и умений, формированию навыков выполнения процесса сварки.
Целевые обходы:
1. Проверка организации рабочего места.
2. Проверка соблюдения правил техники безопасности.
3. Индивидуальная демонстрация приемов подготовки, сборки, прихватки и сварки пластин в нижнем положении.
4. Проверка правильности выполнения процесса сварки и уяснения вводного инструктажа.
5. Обход рабочих мест с целью оказания помощи слабоуспевающим обучающимся.
6. Проверка правильности использования инструмента и оборудования.
7. Проверка выполнения нормы времени.
8. Проверка качества конечного результата труда.
IV. Заключительный инструктаж (25 мин.)
1. Прием и оценка контрольных образцов.
2. Подведение итогов и объявление оценок.
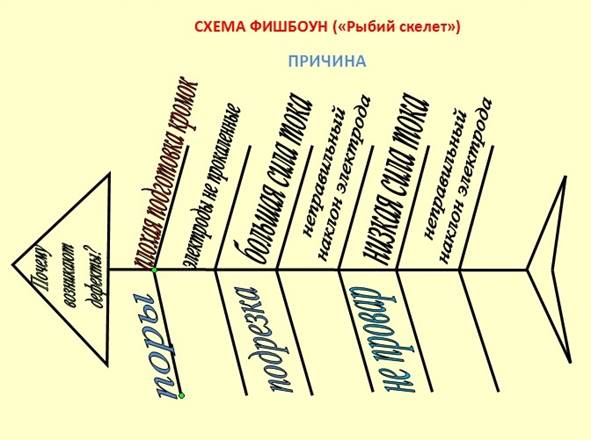
Анализ ошибок, допущенных во время урока (Приложение 4)
3. Демонстрация лучших работ обучающихся.
4. Выдать домашнее задание: повторить теоретический материал «Ручная дуговая сварка простых деталей из углеродистой стали в нижнем положении сварного шва».
5. Уборка рабочих мест.
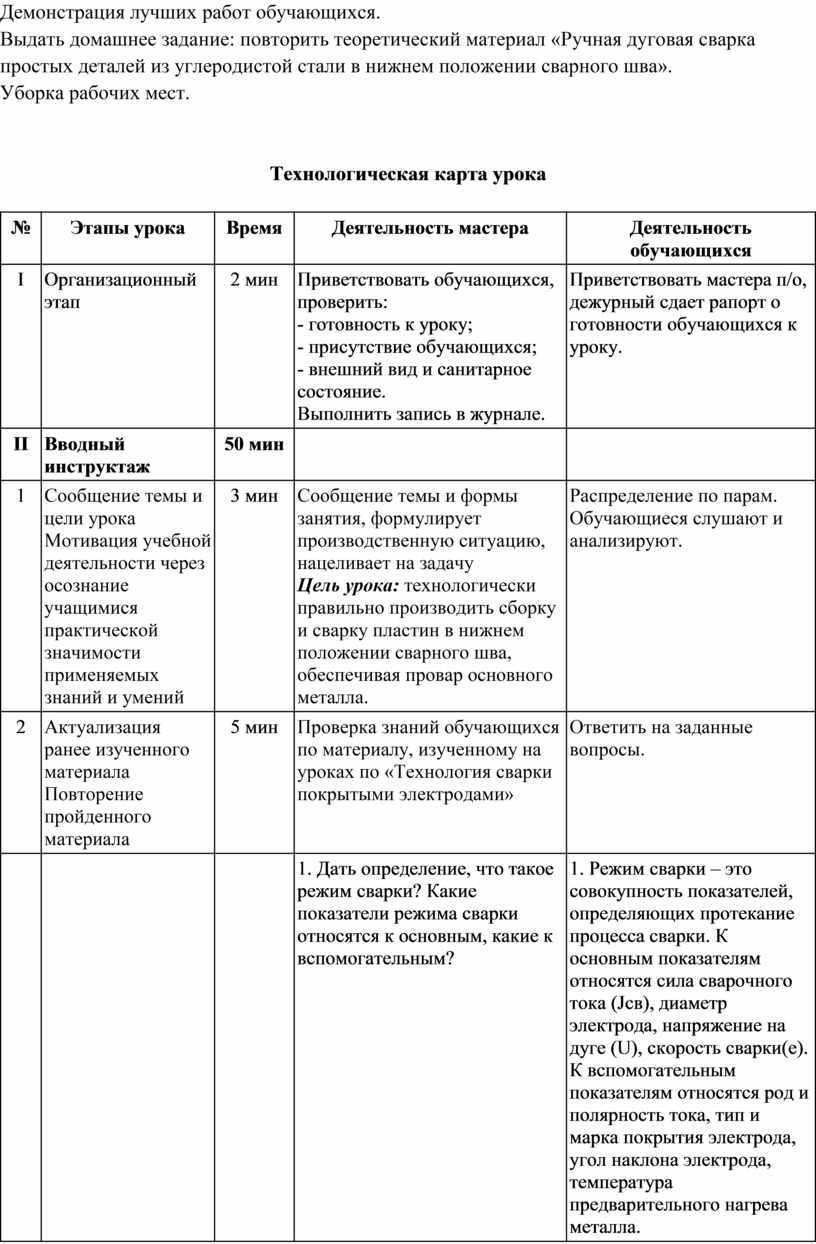
Технологическая карта урока
|
№ |
Этапы урока |
Время |
Деятельность мастера |
Деятельность обучающихся |
|
I |
Организационный этап |
2 мин |
Приветствовать обучающихся, проверить: -
готовность к уроку; Выполнить запись в журнале. |
Приветствовать мастера п/о, дежурный сдает рапорт о готовности обучающихся к уроку. |
|
II |
Вводный инструктаж |
50 мин |
|
|
|
1 |
Сообщение темы и цели урока Мотивация учебной деятельности через осознание учащимися практической значимости применяемых знаний и умений |
3 мин |
Сообщение темы и формы занятия, формулирует производственную ситуацию, нацеливает на задачу Цель урока: технологически правильно производить сборку и сварку пластин в нижнем положении сварного шва, обеспечивая провар основного металла. |
Распределение по парам. Обучающиеся слушают и анализируют. |
|
2 |
Актуализация ранее изученного материала Повторение пройденного материала |
5 мин |
Проверка знаний обучающихся по материалу, изученному на уроках по «Технология сварки покрытыми электродами» |
Ответить на заданные вопросы. |
|
|
|
|
1. Дать определение, что такое режим сварки? Какие показатели режима сварки относятся к основным, какие к вспомогательным? |
1. Режим сварки – это совокупность показателей, определяющих протекание процесса сварки. К основным показателям относятся сила сварочного тока (Jсв), диаметр электрода, напряжение на дуге (U), скорость сварки(е). К вспомогательным показателям относятся род и полярность тока, тип и марка покрытия электрода, угол наклона электрода, температура предварительного нагрева металла. |
|
2. Как правильно выбрать режим сварки? |
2. Выбор режима сварки сводится к определению диаметра электрода, в зависимости от толщины металла, и выбору силы сварочного тока. |
|||
|
3. Дать краткую характеристику основным режимам сварки: выбор силы сварочного тока, выбор диаметра электродов. |
3. Силу сварочного тока выбирают в зависимости от марки и диаметра электрода, при этом учитывают: положение шва в пространстве, вид соединения, толщину и химический состав свариваемого металла, температуру окружающей среды. Диаметр электрода выбирают в зависимости от толщины свариваемого металла, типа сварного соединения, положения шва в пространстве, размеров детали, состава свариваемого металла. |
|||
|
4. Что подразумевают под геометрическими размерами шва? |
4 Ширину и высоту шва. |
|||
|
5. Какие требования предъявляют к геометрическим размерам шва? |
5. Шов должен быть ровным по ширине и высоте. Усиление шва не должно превышать 3 мм. |
|||
|
6. Что называется корнем шва? |
6. Часть сварного шва, наиболее удаленная от его лицевой поверхности |
|||
|
7. От чего зависит глубина проплавления металла? |
7.От силы сварочного тока, угла наклона электрода, длины дуги, скорости сварки. |
|||
|
3 |
Обобщение ответов по изученному материалу |
2 мин |
Обобщить полученные ответы, сделать заключение по теоретической подготовке по предметам: « Технология сварки покрытыми электродами» Обратить внимание на то, что все эти знания будут востребованы на уроке. |
Выслушать обобщение, принять к сведению. |
|
Изложение нового материала |
||||
|
4 |
Мотивация обучающихся |
3 мин |
1. Пробуждение эмоционального интереса к выполнению работы (сварка стыкового соединения пластин без скоса кромок в нижнем положении шва). 2. Показ готовой продукции, которую обучающиеся должны произвести на уроке. |
Выслушать и принять к сведению. |
|
5 |
Теоретическая часть. Инструктажи. Формирование ориентировочной основы деятельности |
15 мин |
Инструктирование обучающихся по материалу урока. План объяснения: -организация рабочего места - правила безопасности при ведении электросварочных работ (плакаты) -выбор диаметра электрода; -выбор силы
сварочного тока; -
сборка стыкового соединения без разделки кромок перед сваркой. - заварка кратера; - контроль швов после сварки, устранение дефектов . |
Слушают, запоминают, повторяют. Технологическая карта (анализируют) |
|
6 |
Практическая часть инструктажа Формирование практических знаний и способов действий |
15 мин |
Показать: - - -организацию рабочего места - -подготовку металла к сварке - технику и технологический процесс выполнения стыкового соединения пластин в нижнем положении - Типичные затруднения и ошибки студентов при выполнении упражнений по сварке пластин встык, меры их предупреждения. - возможные виды дефектов ( на заготовленных образцах) П |
Заслушать объяснения, пронаблюдать за работой мастера производственного обучения. Проговаривают последовательность операций |
|
Предлагаю повторить одному из учащихся приёмы сварки соединения пластин встык в НП . Коментирую правильность действий |
наблюдают, запоминают, делают замечания Выстраивают под руководством мастера логическую цепочку способов практического выполнения задания |
|||
|
Создание проблемной ситуации: незаметное отключение обратного провода (отсутствие тока в сварочной цепи) |
Решают проблему с помощью «Мозгового штурма» Обучающиеся учувствуют в интерактивной беседе Выдвигают гипотезы по проблеме и предлагают способы ее решения |
|||
|
7 |
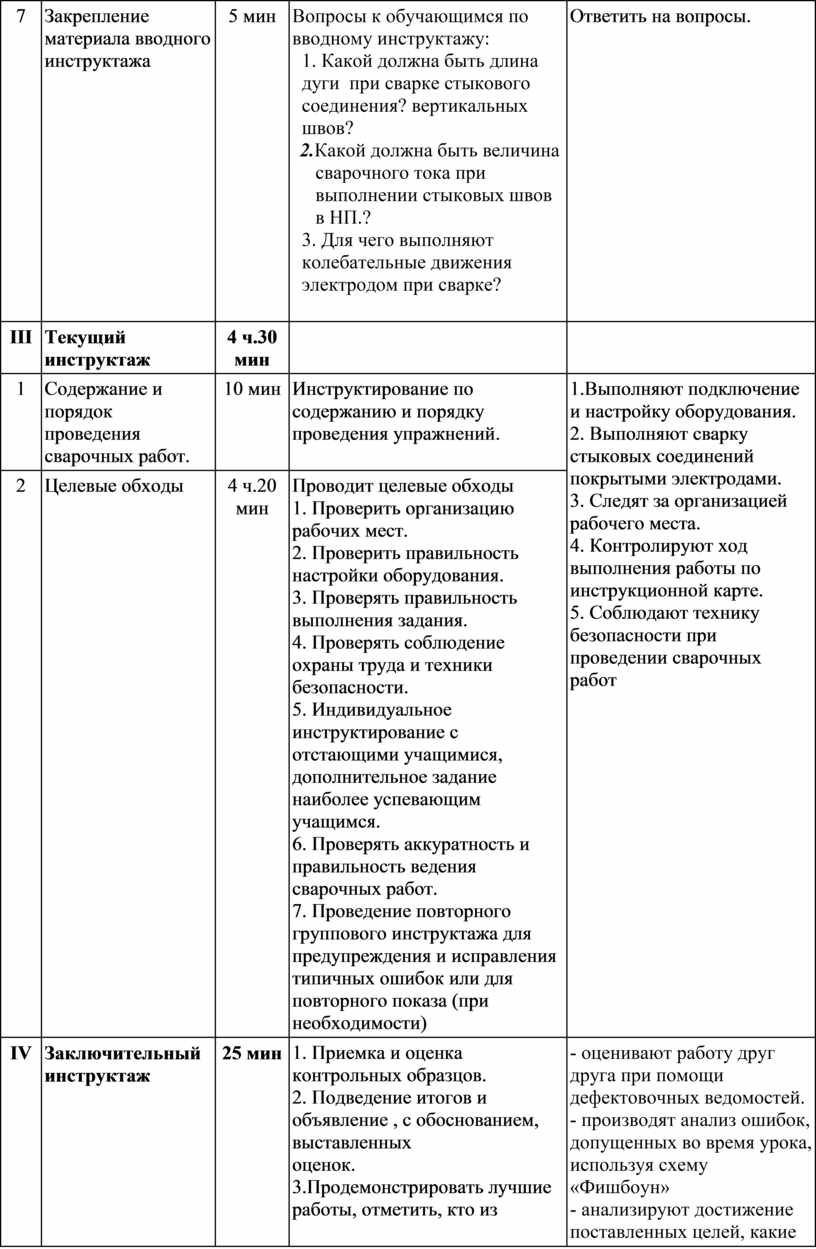
Закрепление материала вводного инструктажа |
5 мин |
Вопросы к обучающимся по вводному инструктажу: 1. Какой должна быть длина дуги при сварке стыкового соединения? вертикальных швов? 2.Какой должна быть величина сварочного тока при выполнении стыковых швов в НП.? 3. Для чего выполняют колебательные движения электродом при сварке? |
Ответить на вопросы. |
|
III |
Текущий инструктаж |
4 ч.30 мин |
|
|
|
1 |
Содержание и порядок проведения сварочных работ. |
10 мин |
Инструктирование по содержанию и порядку проведения упражнений. |
1.Выполняют подключение и настройку оборудования. 2. Выполняют сварку стыковых соединений покрытыми электродами. 3. Следят за организацией рабочего места. 4. Контролируют ход выполнения работы по инструкционной карте. 5. Соблюдают технику безопасности при проведении сварочных работ
|
|
2 |
Целевые обходы |
4 ч.20 мин |
Проводит целевые обходы 1. Проверить организацию рабочих мест. 2. Проверить правильность настройки оборудования. 3. Проверять правильность выполнения задания. 4. Проверять соблюдение охраны труда и техники безопасности. 5. Индивидуальное инструктирование с отстающими учащимися, дополнительное задание наиболее успевающим учащимся. 6. Проверять аккуратность и правильность ведения сварочных работ. 7. Проведение повторного группового инструктажа для предупреждения и исправления типичных ошибок или для повторного показа (при необходимости) |
|
|
IV |
Заключительный инструктаж |
25 мин |
1. Приемка и оценка контрольных образцов. оценок. 3.Продемонстрировать лучшие работы, отметить, кто из учащихся добился отличного качества в работе; 4.Разобрать вместе с обучающимися и дать анализ наиболее характерным недочетам в работе обучающихся, указать пути и методы их устранения; 5.Раскрыть экономическую сторону урока, рациональный расход материала; 6.Подвести итоги занятия в целом. |
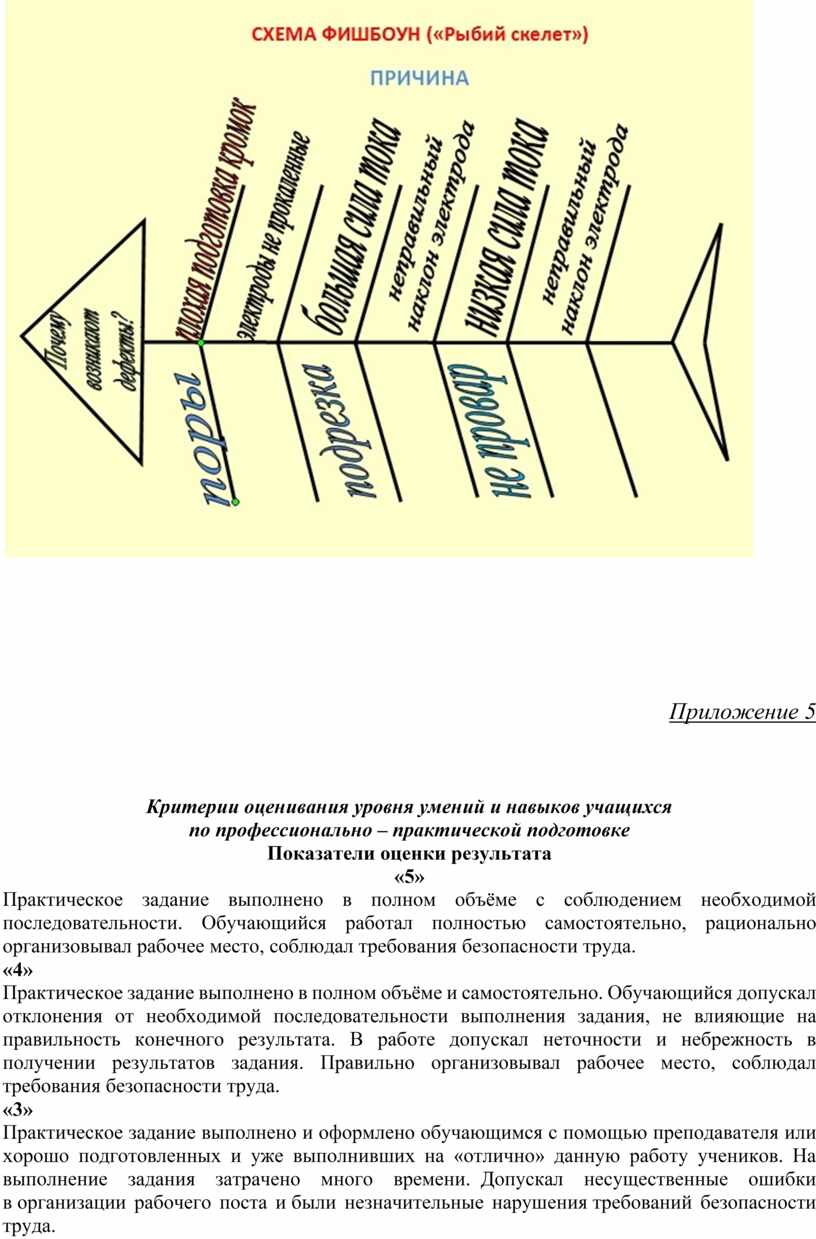
- оценивают работу друг друга при помощи дефектовочных ведомостей. - производят анализ ошибок, допущенных во время урока, используя схему «Фишбоун» - анализируют достижение поставленных целей, какие умения и практический опыт по сварке получили на уроке - осуществляют самооценку; Выслушвают комментарии мастера производственного обучения по итогам за урок. Убирают рабочие места
|
Приложение 1
Конспект урока
Ознакомление с правилами техники безопасности при выполнении сварочных работ
Перед началом работы должны:
1. Проверить исправность одежды и одеть ее
2. Проверить исправность оборудования, инструмента, защитных средств,
плотность соединения всех контактов
3. Проверить заземление источника питания очистить его от пыли, грязи, случайно попавших огарков электродов или кусков сварочной проволоки.
4. Проверить надежность изоляции сварочных проводов и их присоединения, при необходимости подтянуть крепление, изолировать место повреждения сварочного кабеля.
5. Проверить наличие основного и вспомогательного инструмента сварщика
6. Проверить исправность вентиляции и наличие нормального освещения
5. Убрать лишние предметы, убедиться в отсутствии легковоспламеняющихся материалов
Во время работы
Во время сварки необходимо работать только в спецодежде. Куртка должна быть одета поверх брюк и застегнута, брюки должны закрывать обувь.
запрещается:
1. Находиться посторонним в кабине
2. Раскидывать огарки электродов
3. Пользоваться неисправным инструментом, неисправными сварочными щитками.
4. Работать при отключенной или неисправной системе вентиляции.
При уходе на перерыв обязаны:
Отключить оборудование и поставить мастера в известность в случае:
- появления слабости, боли в глазах, жжении, покраснения кожи
- нарушения изоляции токоведущих частей (кабелей, проводов)
- сильного нагрева электродержателя
- появления дыма из сварочного оборудования
- неравномерного горения дуги
По окончании работы:
1. Отключить выпрямитель
2. Привести в порядок рабочее место (электрододержатель должен находится в положении, исключающем контакт с токоведущими частями сварочного поста.)
В аварийных ситуациях:
1. При загорании принять меры к ликвидации очага загорания
2. В случае травмы оказать первую доврачебную помощь
Объяснение нового материала
Стыковые швы являются самыми распространенным видом швов. Они используются при сварке металлических листов или труб различной толщины. Для сварки заготовки должны быть надежно зафиксированы. Между деталями остается небольшой зазор – около 1-2мм. В процессе сварки он заполняется расплавленным металлом заготовок или присадочным материалом.
Различают односторонние и двухсторонние швы. При односторонней сварке шов формируется только на одной стороне деталей. В случае двухстороннего шва сварка проводится на обеих сторонах заготовок.
Одностороннее соединение без скоса кромок предполагает сварку листов толщиной до 4 мм. Двустороннее соединение без скоса кромок рекомендуется выполнять при сварке толщин до 8 мм.
На сегодняшнем уроке мы с вами будем учиться выполнять сварку стыковых соединений без разделки кромок односторонними и двусторонними швами в нижнем положении шва (НП). Для этого необходимо (Откройте инструкционные карты) произвести следующие технологические операции:
1. Подготовка металла к сварке
· Выбираем заготовки пластин, пластины из углеродистой стали 250*150*3 мм; 250*150*3 мм;
· Если пластины деформированы, производим правку на наковальне молотком.
· Проволочной щеткой зачищаем кромки пластин от ржавчины и окалины на ширину 20мм до металлического блеска, сметаем опилки и пыль волосяной щеткой и ветошью.
2. Выбор режима сварки
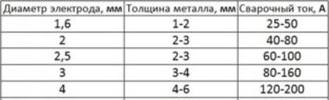
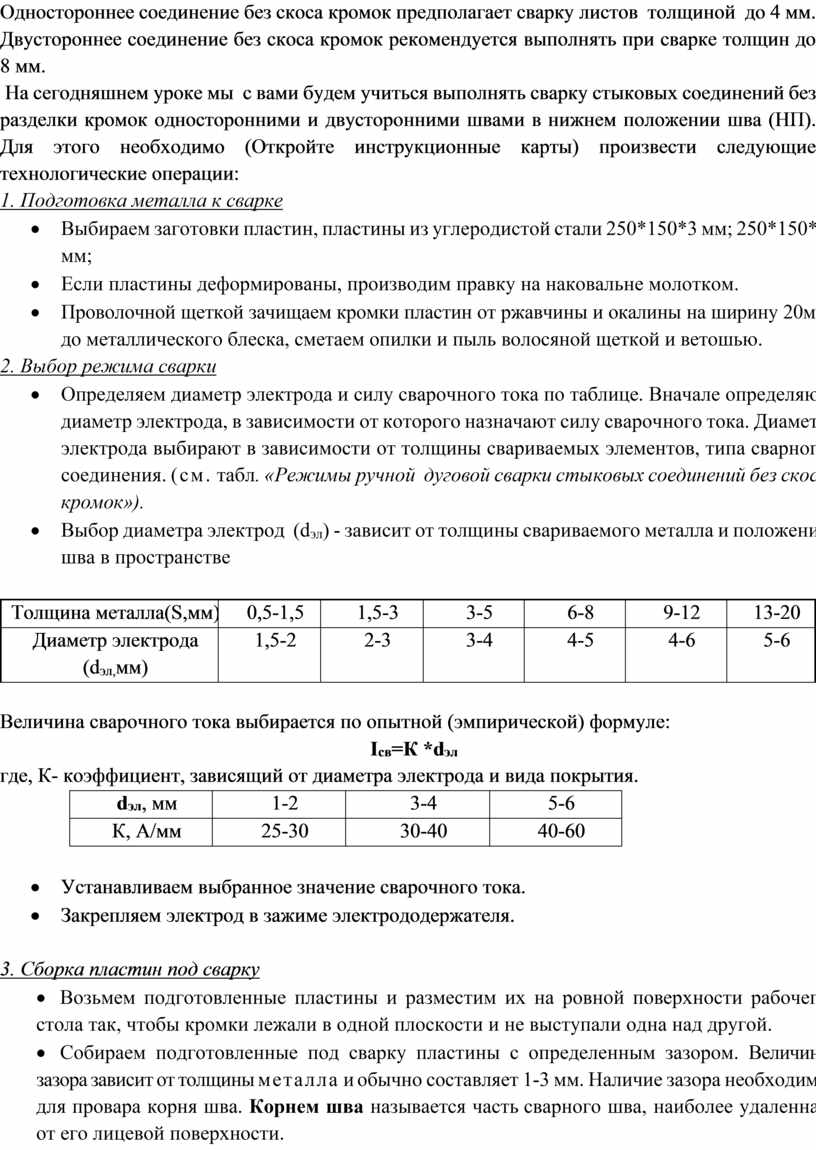
· Определяем диаметр электрода и силу сварочного тока по таблице. Вначале определяют диаметр электрода, в зависимости от которого назначают силу сварочного тока. Диаметр электрода выбирают в зависимости от толщины свариваемых элементов, типа сварного соединения. (см. табл. «Режимы ручной дуговой сварки стыковых соединений без скоса кромок»).
· Выбор диаметра электрод (dэл) - зависит от толщины свариваемого металла и положения шва в пространстве
|
Толщина металла(S,мм) |
0,5-1,5 |
1,5-3 |
3-5 |
6-8 |
9-12 |
13-20 |
|
Диаметр электрода (dэл,мм) |
1,5-2 |
2-3 |
3-4 |
4-5 |
4-6 |
5-6 |
Величина сварочного тока выбирается по опытной (эмпирической) формуле:
Iсв=К *dэл
где, К- коэффициент, зависящий от диаметра электрода и вида покрытия.
|
dэл, мм |
1-2 |
3-4 |
5-6 |
|
К, А/мм |
25-30 |
30-40 |
40-60 |
· Устанавливаем выбранное значение сварочного тока.
· Закрепляем электрод в зажиме электрододержателя.
3. Сборка пластин под сварку
· Возьмем подготовленные пластины и разместим их на ровной поверхности рабочего стола так, чтобы кромки лежали в одной плоскости и не выступали одна над другой.
· Собираем подготовленные под сварку пластины с определенным зазором. Величина зазора зависит от толщины металла и обычно составляет 1-3 мм. Наличие зазора необходимо для провара корня шва. Корнем шва называется часть сварного шва, наиболее удаленная от его лицевой поверхности.
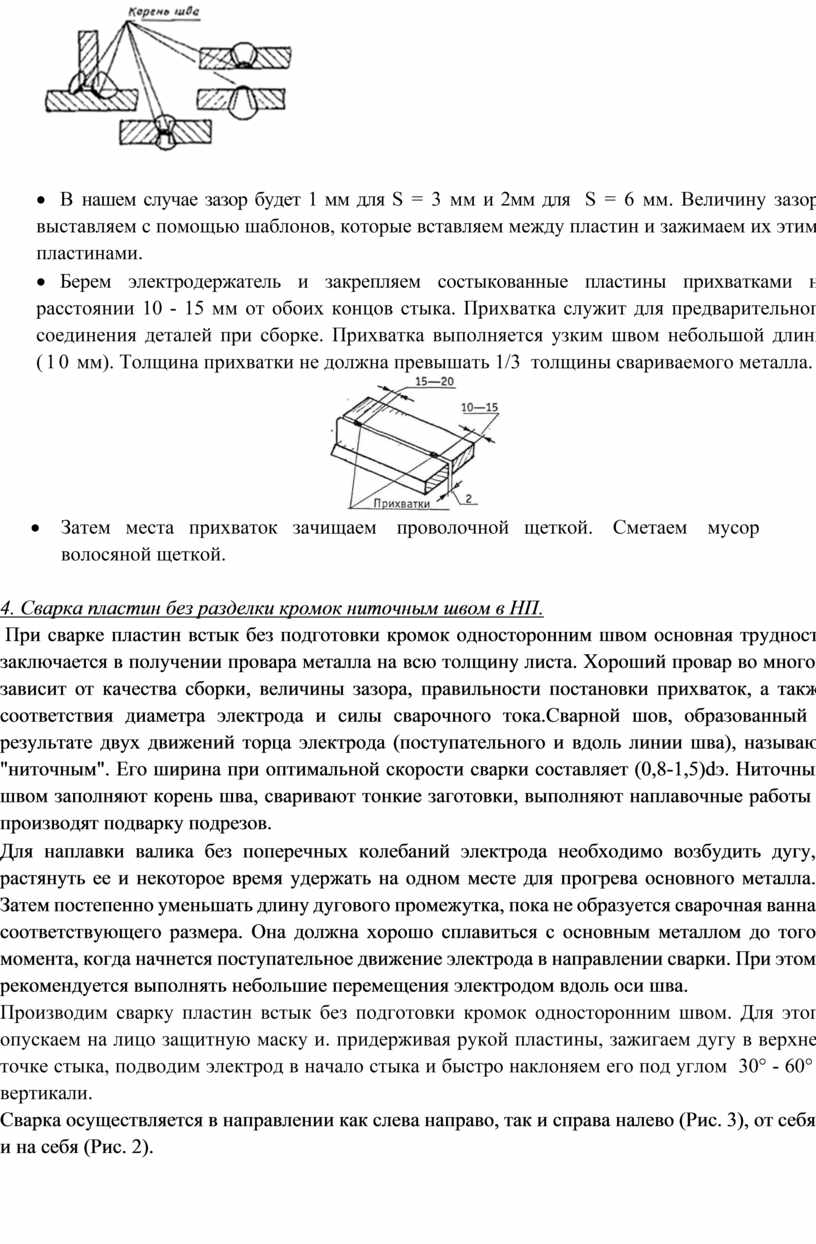
· В нашем случае зазор будет 1 мм для S = 3 мм и 2мм для S = 6 мм. Величину зазора выставляем с помощью шаблонов, которые вставляем между пластин и зажимаем их этими пластинами.
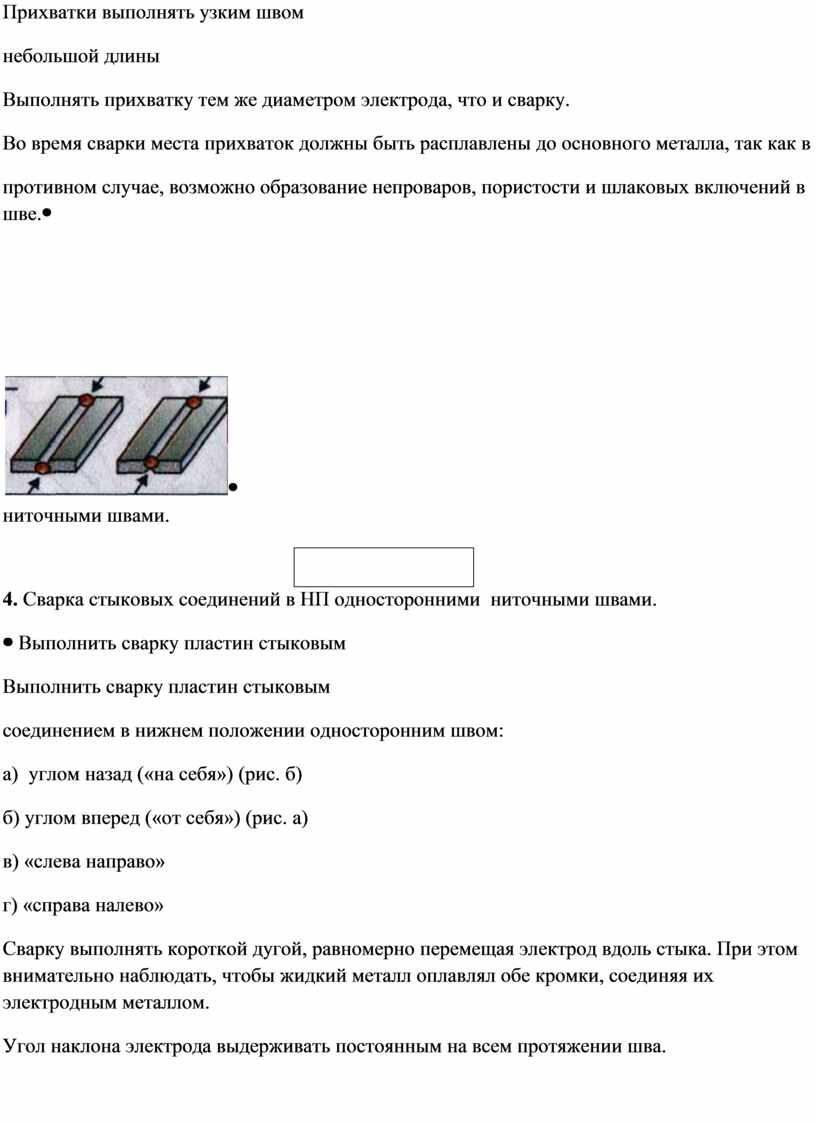
· Берем электродержатель и закрепляем состыкованные пластины прихватками на расстоянии 10 - 15 мм от обоих концов стыка. Прихватка служит для предварительного соединения деталей при сборке. Прихватка выполняется узким швом небольшой длины (10 мм). Толщина прихватки не должна превышать 1/3 толщины свариваемого металла.

· Затем места прихваток зачищаем проволочной щеткой. Сметаем мусор волосяной щеткой.
4. Сварка пластин без разделки кромок ниточным швом в НП.
При сварке пластин встык без подготовки кромок односторонним швом основная трудность заключается в получении провара металла на всю толщину листа. Хороший провар во многом зависит от качества сборки, величины зазора, правильности постановки прихваток, а также соответствия диаметра электрода и силы сварочного тока.Сварной шов, образованный в результате двух движений торца электрода (поступательного и вдоль линии шва), называют "ниточным". Его ширина при оптимальной скорости сварки составляет (0,8-1,5)dэ. Ниточным швом заполняют корень шва, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
· Для наплавки валика без поперечных колебаний электрода необходимо возбудить дугу, растянуть ее и некоторое время удержать на одном месте для прогрева основного металла. Затем постепенно уменьшать длину дугового промежутка, пока не образуется сварочная ванна соответствующего размера. Она должна хорошо сплавиться с основным металлом до того момента, когда начнется поступательное движение электрода в направлении сварки. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва.
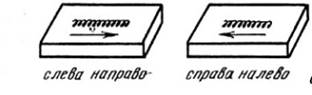
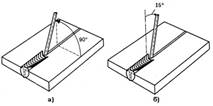
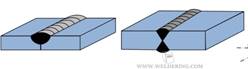
Производим сварку пластин встык без подготовки кромок односторонним швом. Для этого опускаем на лицо защитную маску и. придерживая рукой пластины, зажигаем дугу в верхней точке стыка, подводим электрод в начало стыка и быстро наклоняем его под углом 30° - 60° к вертикали.
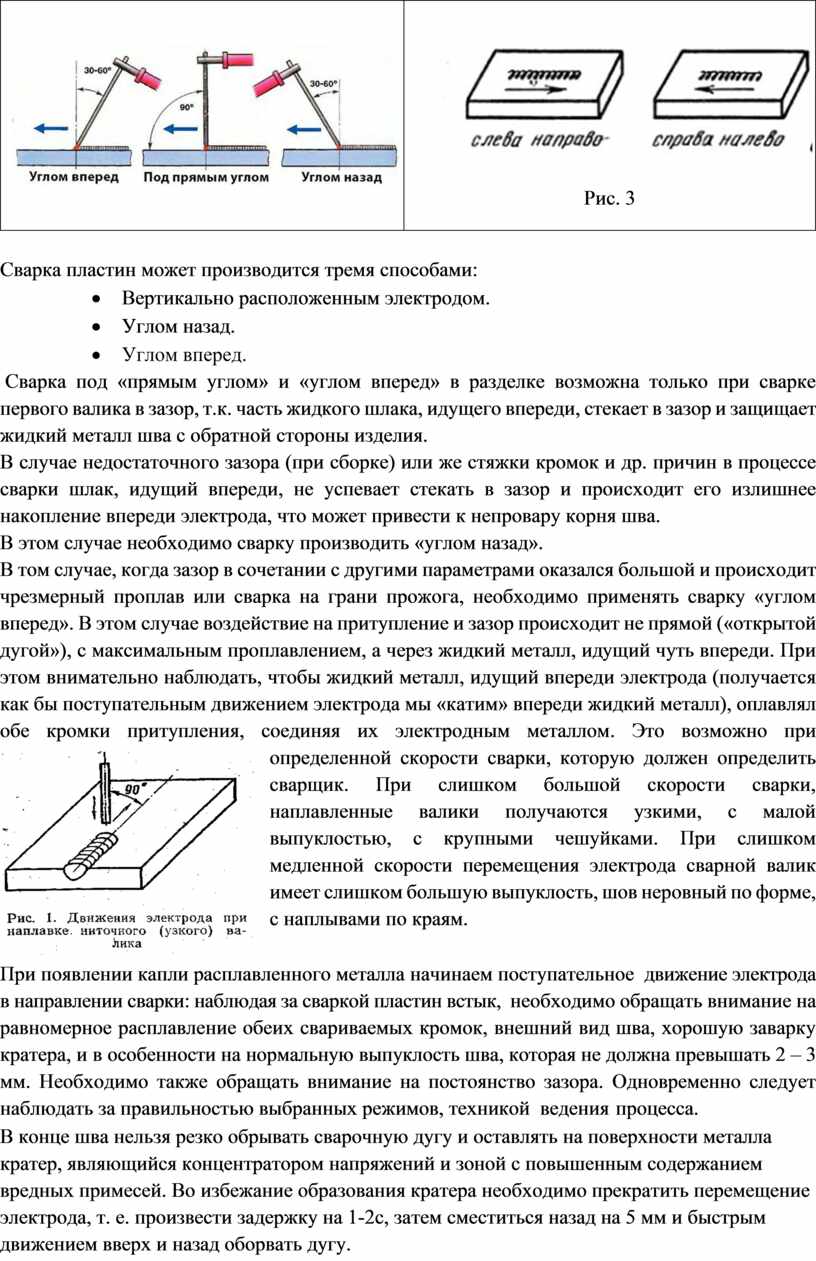
Сварка осуществляется в направлении как слева направо, так и справа налево (Рис. 3), от себя и на себя (Рис. 2).
|
|
Рис. 3 |
Сварка пластин может производится тремя способами:
· Вертикально расположенным электродом.
· Углом назад.
· Углом вперед.
Сварка под «прямым углом» и «углом вперед» в разделке возможна только при сварке первого валика в зазор, т.к. часть жидкого шлака, идущего впереди, стекает в зазор и защищает жидкий металл шва с обратной стороны изделия.
В случае недостаточного зазора (при сборке) или же стяжки кромок и др. причин в процессе сварки шлак, идущий впереди, не успевает стекать в зазор и происходит его излишнее накопление впереди электрода, что может привести к непровару корня шва.
В этом случае необходимо сварку производить «углом назад».
В
том случае, когда зазор в сочетании с другими параметрами оказался большой и
происходит чрезмерный проплав или сварка на грани прожога, необходимо применять
сварку «углом вперед». В этом случае воздействие на притупление и зазор
происходит не прямой («открытой дугой»), с максимальным проплавлением, а через
жидкий металл, идущий чуть впереди. При этом внимательно наблюдать, чтобы
жидкий металл, идущий впереди электрода (получается как бы поступательным
движением электрода мы «катим» впереди жидкий металл), оплавлял обе кромки
притупления,  соединяя их электродным металлом. Это
возможно при определенной скорости сварки, которую должен определить сварщик.
При слишком большой скорости сварки, наплавленные валики получаются узкими, с
малой выпуклостью, с крупными чешуйками. При слишком медленной скорости
перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный
по форме, с наплывами по краям.
соединяя их электродным металлом. Это
возможно при определенной скорости сварки, которую должен определить сварщик.
При слишком большой скорости сварки, наплавленные валики получаются узкими, с
малой выпуклостью, с крупными чешуйками. При слишком медленной скорости
перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный
по форме, с наплывами по краям.
· При появлении капли расплавленного металла начинаем поступательное движение электрода в направлении сварки: наблюдая за сваркой пластин встык, необходимо обращать внимание на равномерное расплавление обеих свариваемых кромок, внешний вид шва, хорошую заварку кратера, и в особенности на нормальную выпуклость шва, которая не должна превышать 2 – 3 мм. Необходимо также обращать внимание на постоянство зазора. Одновременно следует наблюдать за правильностью выбранных режимов, техникой ведения процесса.
· В конце шва нельзя резко обрывать сварочную дугу и оставлять на поверхности металла кратер, являющийся концентратором напряжений и зоной с повышенным содержанием вредных примесей. Во избежание образования кратера необходимо прекратить перемещение электрода, т. е. произвести задержку на 1-2c, затем сместиться назад на 5 мм и быстрым движением вверх и назад оборвать дугу.
При неправильном завершении сварки в месте окончания шва, где погасла дуга, всегда образуется глубокий кратер. Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
· Закончив процесс сварки, откладываем электрододержатель, надеваем защитные очки с прозрачными стеклами. Отбиваем шлаковую корку с поверхности выполненного шва, далее производим зачистку поверхности шва проволочной щеткой.
· Осматриваем шов и отмечаем возможные дефекты. Нормально выполненный шов должен быть мелкочешуйчатым, иметь равномерную ширину и высоту, плавные очертания.
· Выполняем сварку стыка ниточным швом «от себя», «слева направо», «справа налво». Внимательно следим за углом наклона электрода, за состоянием сварочной ванны. В конце сварки кратеры недопустимы.
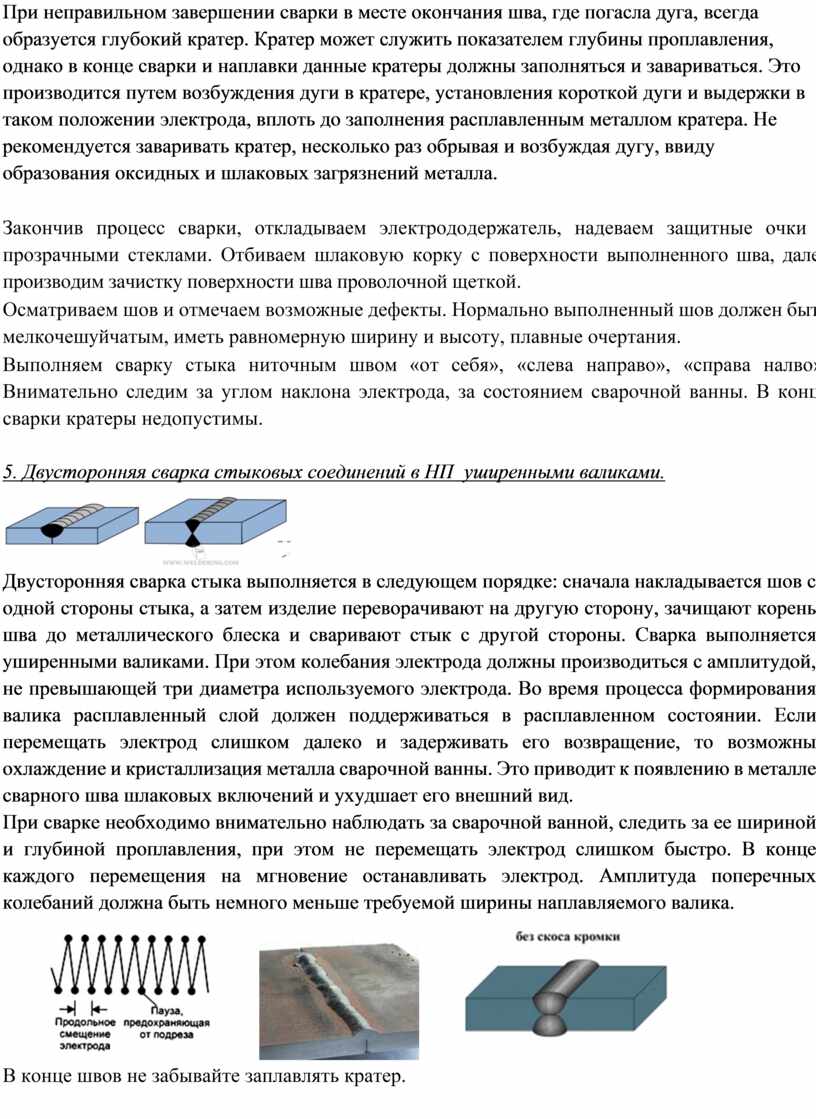
5. Двусторонняя сварка стыковых соединений в НП уширенными валиками.

Двусторонняя сварка стыка выполняется в следующем порядке: сначала накладывается шов с одной стороны стыка, а затем изделие переворачивают на другую сторону, зачищают корень шва до металлического блеска и сваривают стык с другой стороны. Сварка выполняется уширенными валиками. При этом колебания электрода должны производиться с амплитудой, не превышающей три диаметра используемого электрода. Во время процесса формирования валика расплавленный слой должен поддерживаться в расплавленном состоянии. Если перемещать электрод слишком далеко и задерживать его возвращение, то возможны охлаждение и кристаллизация металла сварочной ванны. Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро. В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика.



В конце швов не забывайте заплавлять кратер.


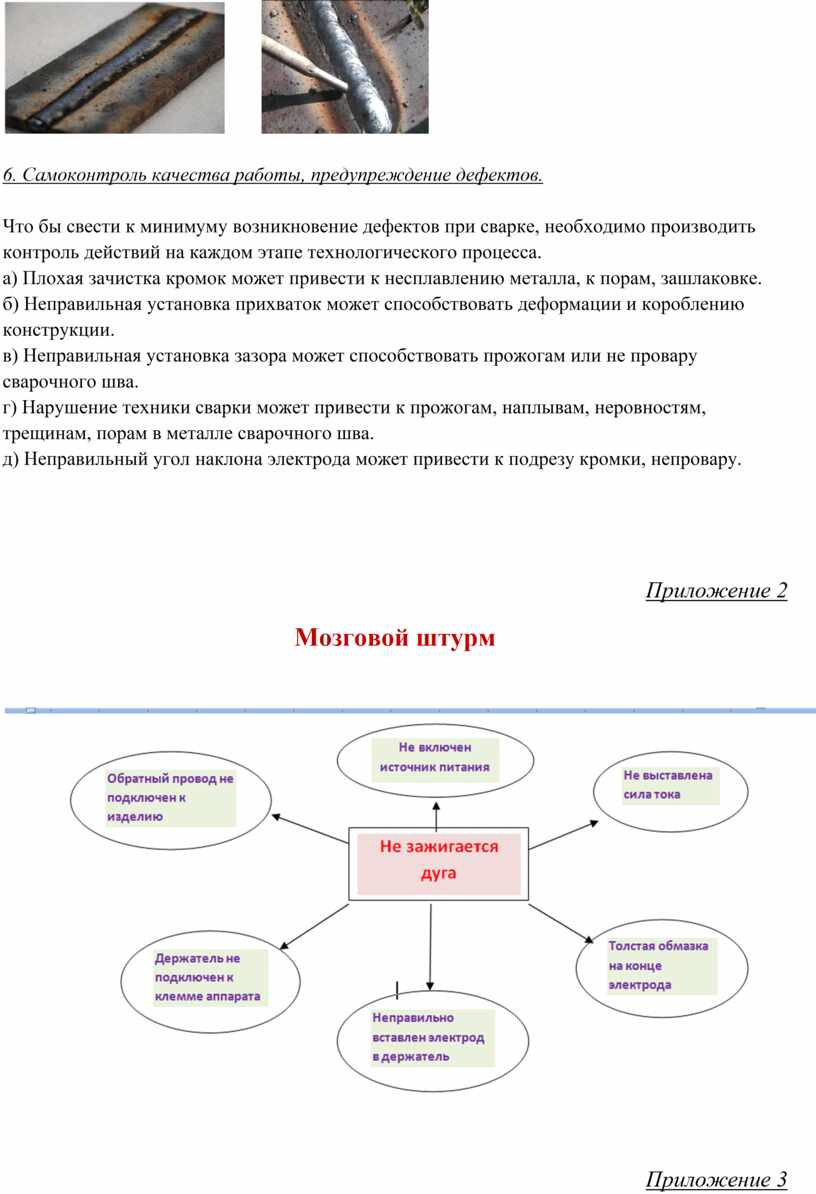
6. Самоконтроль качества работы, предупреждение дефектов.
Что бы свести к минимуму возникновение дефектов при сварке, необходимо производить контроль действий на каждом этапе технологического процесса.
а) Плохая зачистка кромок может привести к несплавлению металла, к порам, зашлаковке.
б) Неправильная установка прихваток может способствовать деформации и короблению конструкции.
в) Неправильная установка зазора может способствовать прожогам или не провару сварочного шва.
г) Нарушение техники сварки может привести к прожогам, наплывам, неровностям, трещинам, порам в металле сварочного шва.
д) Неправильный угол наклона электрода может привести к подрезу кромки, непровару.
Приложение 2
Мозговой штурм

Приложение 3
|
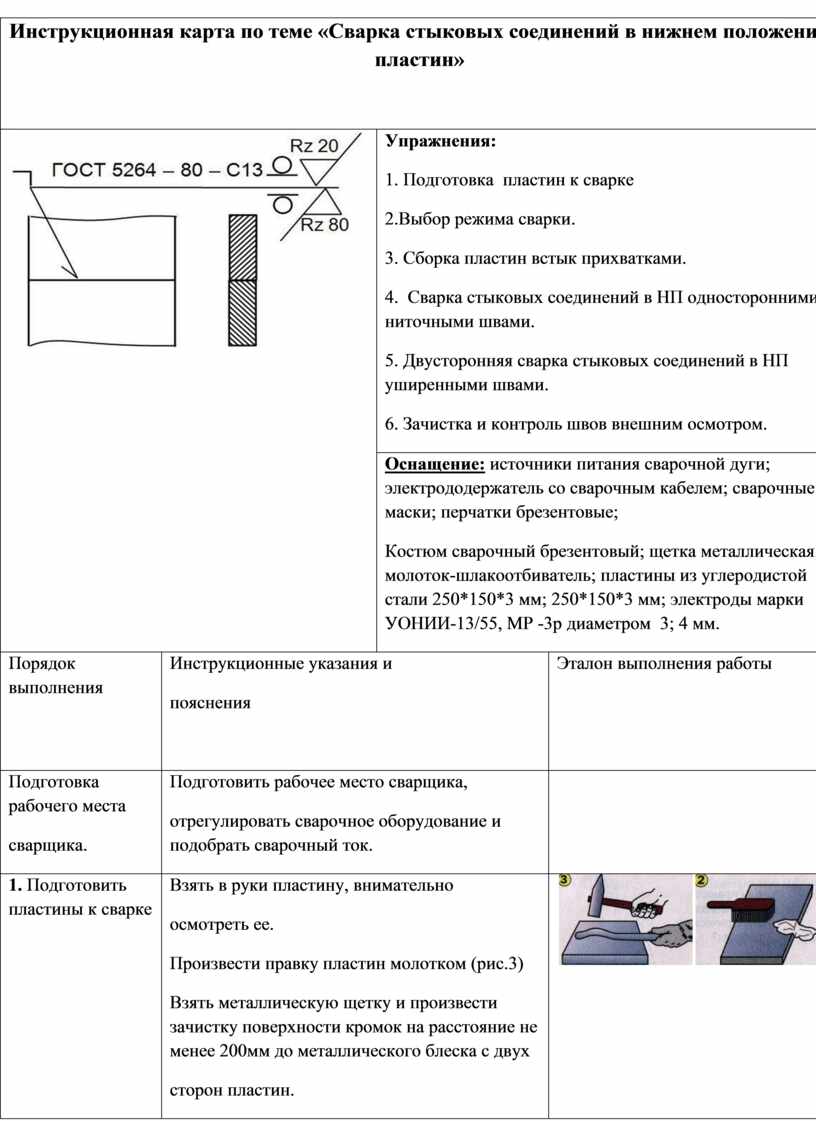
Инструкционная карта по теме «Сварка стыковых соединений в нижнем положении пластин»
|
|||
|
|
Упражнения: 1. Подготовка пластин к сварке 2.Выбор режима сварки. 3. Сборка пластин встык прихватками. 4. Сварка стыковых соединений в НП односторонними ниточными швами. 5. Двусторонняя сварка стыковых соединений в НП уширенными швами. 6. Зачистка и контроль швов внешним осмотром. |
||
|
Оснащение: источники питания сварочной дуги; электрододержатель со сварочным кабелем; сварочные маски; перчатки брезентовые; Костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель; пластины из углеродистой стали 250*150*3 мм; 250*150*3 мм; электроды марки УОНИИ-13/55, МР -3р диаметром 3; 4 мм. |
|||
|
Порядок выполнения |
Инструкционные указания и пояснения
|
Эталон выполнения работы |
|
|
Подготовка рабочего места сварщика. |
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование и подобрать сварочный ток. |
|
|
|
1. Подготовить пластины к сварке
|
Взять в руки пластину, внимательно осмотреть ее. Произвести правку пластин молотком (рис.3) Взять металлическую щетку и произвести зачистку поверхности кромок на расстояние не менее 200мм до металлического блеска с двух сторон пластин.
Уложить пластины на ровную поверхность зачищенными кромками, чтобы не было разностенок и оставить между свариваемыми кромками зазор 1-2мм. |
|
|
|
2. Выбрать режим сварки
|
Выбрать диаметр электрода и силу сварочного тока, в зависимости от толщины металла:
|
|
|
|
3. Выполнить сборку пластин прихватками. |
Оставить между кромками пластин зазор 1-2мм Выполнить прихватки пластин, отступив от кромки пластины 30-40мм (расстояние между прихватками 100-200 мм) Прихватки выполнять узким швом небольшой длины Выполнять прихватку тем же диаметром электрода, что и сварку. Во время сварки места прихваток должны быть расплавлены до основного металла, так как в противном случае, возможно образование непроваров, пористости и шлаковых включений в шве. |
|
|
|
4. Сварка стыковых соединений в НП односторонними ниточными швами.
|
Выполнить сварку пластин стыковым соединением в нижнем положении односторонним швом: а) углом назад («на себя») (рис. б) б) углом вперед («от себя») (рис. а) в) «слева направо» г) «справа налево» Сварку выполнять короткой дугой, равномерно перемещая электрод вдоль стыка. При этом внимательно наблюдать, чтобы жидкий металл оплавлял обе кромки, соединяя их электродным металлом. Угол наклона электрода выдерживать постоянным на всем протяжении шва.
|
|
|
|
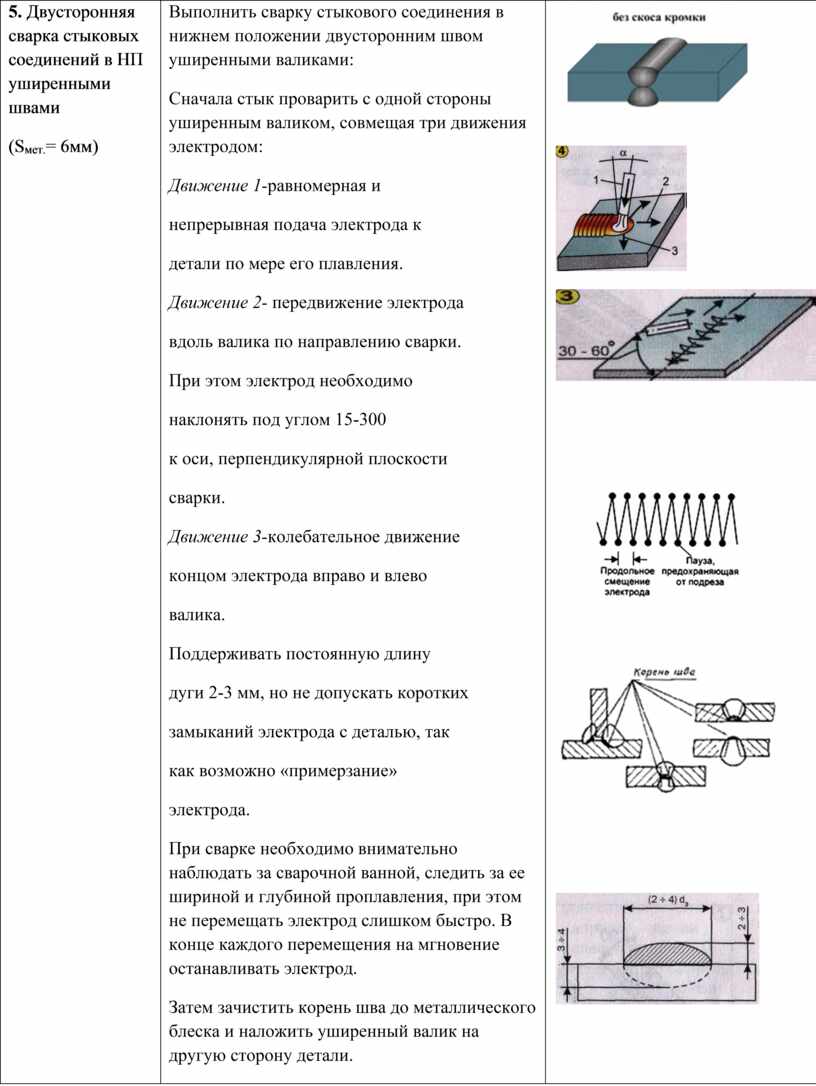
5. Двусторонняя сварка стыковых соединений в НП уширенными швами (Sмет.= 6мм)
|
Выполнить сварку стыкового соединения в нижнем положении двусторонним швом уширенными валиками: Сначала стык проварить с одной стороны уширенным валиком, совмещая три движения электродом: Движение 1-равномерная и непрерывная подача электрода к детали по мере его плавления. Движение 2- передвижение электрода вдоль валика по направлению сварки. При этом электрод необходимо наклонять под углом 15-300 к оси, перпендикулярной плоскости сварки. Движение 3-колебательное движение концом электрода вправо и влево валика. Поддерживать постоянную длину дуги 2-3 мм, но не допускать коротких замыканий электрода с деталью, так как возможно «примерзание» электрода. При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро. В конце каждого перемещения на мгновение останавливать электрод. Затем зачистить корень шва до металлического блеска и наложить уширенный валик на другую сторону детали. При повторном зажигании дуги, после смены электрода или случайного ее обрыва, необходимо зажигать дугу впереди кратера, а затем электрод возвращать назад и переварить застывший металл сварочной ванны. Нормальная ширина валика L= (2-4) dэ, мм; dэ —диаметр электрода, мм Наплавленный валик должен иметь геометрические размеры, приведенные на рисунке.
|
|
|
|
6. Зачистка и контроль швов внешним осмотром. |
Выполнить зачистку сварных швов и осуществить контроль путем внешнего осмотра. Сравнить с эталоном: 1. Ширина валика должна быть ( 2-4 )* dэ. 2. Высота валика должна быть ( 2-3 )мм. Сдать работу мастеру производственного обучения. |
|
|
Приложение 4
Приложение 5
Критерии оценивания уровня умений и навыков учащихся
по профессионально – практической подготовке
Показатели оценки результата
«5»
Практическое задание выполнено в полном объёме с соблюдением необходимой последовательности. Обучающийся работал полностью самостоятельно, рационально организовывал рабочее место, соблюдал требования безопасности труда.
«4»
Практическое задание выполнено в полном объёме и самостоятельно. Обучающийся допускал отклонения от необходимой последовательности выполнения задания, не влияющие на правильность конечного результата. В работе допускал неточности и небрежность в получении результатов задания. Правильно организовывал рабочее место, соблюдал требования безопасности труда.
«3»
Практическое задание выполнено и оформлено обучающимся с помощью преподавателя или хорошо подготовленных и уже выполнивших на «отлично» данную работу учеников. На выполнение задания затрачено много времени. Допускал несущественные ошибки в организации рабочего поста и были незначительные нарушения требований безопасности труда.
«2»
Выставляется в том случаи, когда обучающийся, оказался неподготовленным к выполнению задания. Полученные результаты не позволяют сделать правильные выводы и полностью расходятся с поставленной целью. Обнаружено плохое знание теоретического материала и отсутствие необходимых умений, допускаются серьезные ошибки в организации рабочего поста, требования безопасности труда не соблюдаются. Помощь со стороны преподавателя и хорошо подготовленных учеников - неэффективна из-за, плохой подготовки обучающегося.
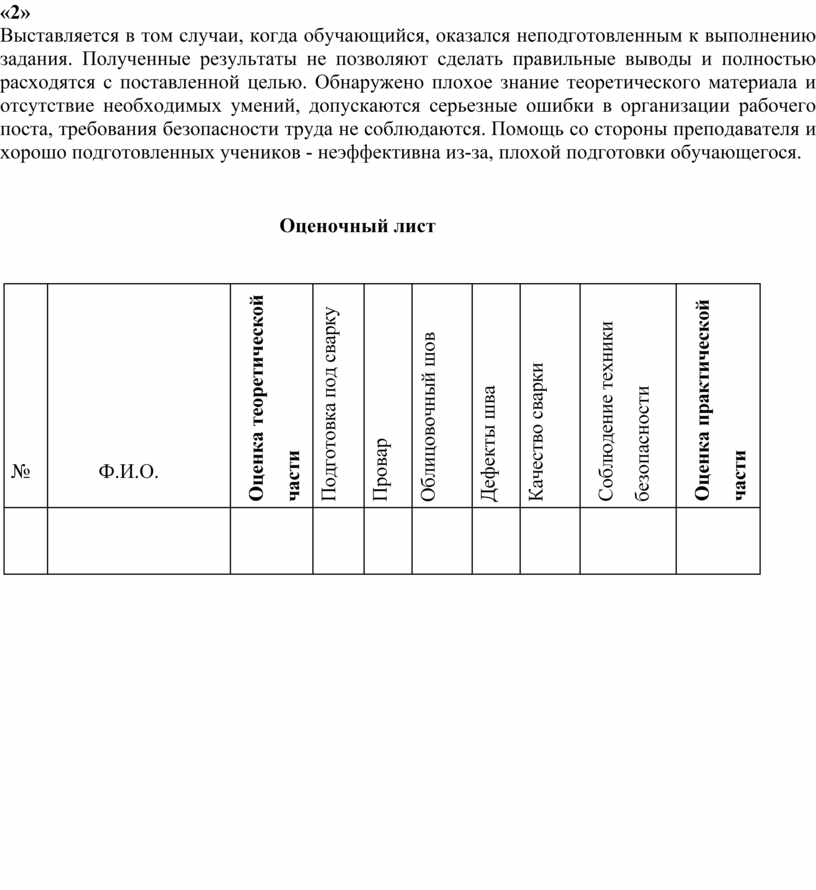
Оценочный лист
|
№ |
Ф.И.О. |
Оценка теоретической части |
Подготовка под сварку |
Провар |
Облицовочный шов |
Дефекты шва |
Качество сварки |
Соблюдение техники безопасности |
Оценка практической части |
|
|
|
|
|
|
|
|
|
|
|
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.