План занятия теоретического обучения по теме:Технологические особенности сварки чугунаМДК 02.02 . Технология газовой сварки
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
• Изучение новых знаний и первичное их закрепление;
• Создание положительной мотивации для дальнейшего обучения.
• Развитие коммуникативных навыков;
• Развитие интереса и формирование положительной мотивации к изучаемому предмету;
• Развитие навыков сравнительного и логического мышления;
• Развитие умений учащихся работать с учебником.Развитие навыков сравнительного и логического мышления;
• Развитие умений учащихся работать с учебником.
бюджетное образовательное учреждение Омской области
начального профессионального образования
«Профессиональное училище № 65».
Материал разрешён автором для публикации на сайте «Знанио»
План занятия теоретического обучения по теме:
Технологические особенности сварки чугуна
МДК 02.02 «Технология газовой сварки»
по профессии 150709.02 Сварщик (электросварочные и газосварочные
работы).
Составил: Баранов Владимир Ильич
мастер производственного обученияСедельниково 2013
План занятия теоретического обучения по МДК.02.02
«Технология газовой сварки»
1. Тема занятия: Технологические особенности сварки чугуна.
2. Тип занятия: Изучение нового материала.
3. Форма проведения занятия: Комбинированное.
4. Цели занятия:
Обучающая:
Изучение новых знаний и первичное их
закрепление;
Развивающая:
Создание положительной
мотивации для дальнейшего
обучения.
Развитие коммуникативных навыков;
Развитие интереса и формирование положительной мотивации к изучаемому
предмету;
Развитие навыков сравнительного и логического мышления;
Развитие умений учащихся работать с учебником.
Воспитательная:
Воспитание уважительного отношения к учебной дисциплине;
Привитие аккуратности при работе с рабочей тетрадью и учебником;
Формирование способности к самовыражению;
Развитие чувства самостоятельности;
В ходе занятия у обучающихся формируются профессиональные компетенции:
ПК 2.1. Выполнять газовую сварку средней сложности и сложных узлов, деталей и
трубопроводов из углеродистых и конструкционных сталей и простых деталей из цветных
металлов и сплавов;
ПК 2.5. Читать чертежи средней сложности и сложных сварных металлоконструкций;ПК 2.6. Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии
с санитарнотехническими требованиями и требованиями охраны труда.
Общие компетенции:
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней
устойчивый интерес.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и
коррекцию собственной деятельности.
ОК 5. Использовать информационнокоммуникационные технологии в профессиональной
деятельности;
5. Методическая характеристика занятия
Метод
Методы стиму
лирования и мо
тивации интереса
к учению
Методический
прием
Познавательный интерес, потребность в
интеллектуальной активности и в
овладении новыми умениями, навыками и
знаниями.
Средства обучения
Предметные средства. Практические
средства. Интеллектуальные средства.
Эмоциональные средства.
Словесный
Объяснение, дискуссия, работа с книгой.
комплект плакатов;
Практический
Самостоятельная работа.
учебники
Методы
контроля
Устная проверка и оценка знаний,
умений, навыков.
Индивидуальный опрос, фронтальный
опрос, комбинированный опрос.
Методы
обучения
являются
инструментом
развития
обучающихся,
если
способствуют вооружению обучающихся прочными знаниями, умениями и
навыками, а также умениями переносить их в новые ситуации;
формируют у обучающихся потребность в новых знаниях;
направляют обучение на связь с жизнью, с опытом обучающихся;
содействуют овладению обучающимися учебными умениями как инструментом
познания;
создают оптимальные условия для активной мыслительной деятельности каждого
обучающегося.№ и название этапа
1
Дидактические задачи
этапа
2
I. Организационный
этап.
Подготовка обучающихся к
работе на занятие.
6. Ход занятия (90 минут)
Деятельность преподавателя
3
Предъявление единых педагогических требований:
приветствие;
проверка внешнего вида (соответствие требованиям внутреннего распорядка училища).
выявление отсутствующих на уроке;
Психологическая установка на
восприятие материала занятия.
Организация внимания и готовности обучающихся к занятию (устранение отвлекающих факторов: посторонний
шум, лишние предметы на рабочем месте).
Рефлексивная
деятельность учащихся
4
Отвечают на приветствие.
Староста докладывает о явке
обучающихся на занятие.
Приводят в соответствие с
требованиями внешний вид,
рабочее место.
Готовятся к восприятию
занятия.
II. Вводный этап
занятия.
Проверка
домашнего
задания.
Подготовка к основному этапу
занятия.
Установление правильности и
полноты выполнения
домашнего задания.
Мотивация
Обеспечение
возникновения у
обучающихся мотива
внутреннего побудителя
деятельности,
придающего ей
личностный смысл и
соответствующего требованиям
учения и будущей профессии.
Организация контроля знаний и умений обучающихся и коррекция.
Вопросы предыдущего занятия по теме «Технологические особенности сварки углеродистых и легированных
сталей»:
В чем заключаются технологические особенности сварки низкоуглеродистых сталей?
1.
Сварку проводят без флюса с использованием в качестве присадочного материала сварочной
Самоосмысление учебного
материала.
проволоки следующих марок:
Св08 и 08Адля неответственных конструкций;
Св08г, 08ГА, 10ГА и 14ГС – для ответственных конструкций.
2. Каковы технологические особенности сварки среднеуглеродистых сталей?
Сварку сталей при содержании углерода до 0,45% проводят без флюса, а при 0,45…0,6% с флюсом
следующих составов, %:
прокаленная бура1004
карбонат калия 50, гидроортофосфат натрия50;
борная кислота 70, карбонат натрия 30.
В качестве присадочного материала используют проволоку марок св08ГА, 10ГА и 12ГС.
3. Расшифруйте марки сталей: ОХ18Н9; 1Х18Н9; 1Х18Н9Т.
Газовая сварка, представляющая собой один из способов сварки металлов и сплавов, стала применяться в начале
века с развитием промышленного производства ацетилена и кислорода. Простота конструкции и технического
обслуживания газового оборудования, универсальность газовой сварки делают ее наиболее эффективным способом
изготовления небольших металлоконструкций в строительномонтажных условиях, а также при проведении
восстановительных работ в ЖКХ и ремонтных мастерских.
Осмысливают значимость
материала данного занятия
в формировании
профессионального опыта.Сообщение темы.
Тема сегодняшнего занятия: Технологические особенности сварки чугуна.
Запишите тему в тетради.
Постановка цели.
Обеспечение самоосмысления
через постановку цели.
Формирование
ориентировочно
основы учебной
деятельности.
Изучение нового
материала.
Обеспечение восприятия и
осмысления способов действий
(свойств, правил, принципов,
алгоритмов, методов,
особенностей).
Перед Вами стоит следующая цель. Вы будете:
иметь представление о технологических особенностях сварки чугуна .
знать:
классификацию чугуна;
влияние химических элементов на свойства чугуна;
условные обозначения чугуна.
уметь:
определять марки чугунов .
Вернёмся к теме и целям занятия
Изложение новой информации, составление алгоритма деятельности обучающихся по ее практическому
применению.
Содержание:
Свойства чугуна и их влияние на процесс сварки
Значительный объем выполняемых работ по сварке чугуна привел к разработке множества различных приемов,
способов и видов сварки, включая газовую.
Слушают название темы.
Записывают в тетради.
Обучающиеся осмысливают и
записывают цель в терминах
«иметь представление»,
«знать», «уметь».
Сварка чугуна применяется главным образом при ремонтных работах для исправления сломанных или
поврежденных литых деталей, заполнения раковин, образовавшихся во время литья, наплавки изношенных частей,
заварки трещин и устранения внешних дефектов. Для правильного ведения процесса сварки нужно учитывать
следующие свойства чугуна:
■ при быстром нагреве и охлаждении возникают внутренние напряжения, которые могут вызвать трещины и даже
разрывы;
■ при нагреве происходит быстрый и резкий переход чугуна из твердого состояния в жидкое, минуя пластическое
состояние, поэтому сварка выполняется только в нижнем положении;
■ при быстром охлаждении изза выгорания углерода и кремния может получиться отбеливание чугуна;
■ в расплавленном состоянии чугун быстро окисляется и покрывается коркой оксидов, которые затрудняют
сварку, так как их температура плавления выше температуры плавления чугуна, поэтому необходимо
применение флюса.
Чугуны — более дешевый материал, чем стали. Они обладают пониженной температурой плавления и
хорошими литейными свойствами. За счет этого из чугунов можно делать отливки значительно более сложной
формы.
Воспринимают, осмысливают
способы действий.
Анализируют,
конкретизируют (приводят
примеры) полученную
информацию, сравнивают ее с
известной, ранее изученной,
систематизируют обобщают
(делают вывод, синтезируют).
Составляют алгоритм
(последовательность)
выполнения работы по
практическому применению
полученных знаний.
Технологические особенности сварки чугунаГазовая сварка деталей из чугуна может осуществляться одним из трех основных способов:
■ с применением предварительного общего или местного подогрева;
■ без предварительного подогрева (холодная сварка чугуна);
■ пайкосварка чугуна.
Особенности сварки чугуна с предварительным подогревом.
Сварка чугуна с подогревом (горячая сварка) применяется для устранения дефектов литья и всевозможных
трещин. Детали сложной формы, имеющие неодинаковое сечение, дополнительные отверстия, обязательно
должны свариваться с подогревом. Общий подогрев деталей перед сваркой может осуществляться в печах,
кузнечных горнах до температуры 300...400°С, а крупные детали — до 600...700°С. После сварки деталь должна
медленно остывать вместе с печью, чтобы исключить появление трещин от неравномерного охлаждения, а также
для получения однородной структуры серого чугуна. Местный подогрев применяют при сварке громоздких
изделий, или когда характер и форма дефекта не требуют нагрева всего изделия. Основное правило сварки чугуна
— деталь и место дефекта должны остывать медленно и одновременно, поэтому после сварки изделие остывает
вместе с печью или его закрывают листовым асбестом, или засыпают сухим песком. При подготовке детали к
сварке допустима разделка кромок на всю толщину, возможна вырубка только дефекта и другие действия. Так,
например, при заварке трещины в детали прежде всего определяют ее точные границы и только после этого
засверливают ее начало и конец, в противном случае трещина будет распространяться дальше. При сварке чугуна
толщиной до 4 мм разделка кромок не производится. Перед сваркой поверхность дефекта и прилегающую зону
предварительно очищают от грязи, ржавчины, масла металлической щеткой и слегка прогревают пламенем
горелки. В качестве присадочного металла при горячей сварке чугуна применяют чугунные прутки марки А
диаметром 4; 6; 8 и 12 мм, которые имеют следующий химический состав: углерода — З...3,5%; кремния —
З...3,4%; марганца — 0,5...0,8%; хрома — не более 0,05 %; никеля — 0,3 %; серы — не более 0,08 %; фосфора —
0,2...0,4%. Прутки марки А предназначены для сварки массивных деталей с подогревом. Прутки марки Б
предназначены для сварки мелких деталей с местным подогревом. Так как детали во втором случае небольшие и
охлаждение будет проходить быстрее, то в прутки марки Б вводят больше кремния, чем в прутки марки А, что
способствует лучшей графитизации углерода. Химический состав прутков марки Б: кремния — до 4,8 %, фосфора
— до 0,5 %, а остальные элементы содержатся в тех же количествах, что и в прутках марки А.
В процессе сварки чугуна в сварочной ванне и на поверхности свариваемых деталей образуются оксиды
железа, кремния, марганца. Для предотвращения окисления металла, удаления оксидов и шлаковых включений из
сварочной ванны и защиты самой ванны от воздуха и газов пламени применяют флюсы. Хорошей раскисляющей
способностью обладают борсодержащие флюсы (молотая прокаленная или переплавленная бура). Достаточно
хорошей возможностью обладает флюс следующего состава: прокаленная бура — 23 %; карбонат натрия —> 27
%; нитрат натрия (азотнокислый натрий) — 50 %. Для сварки чугуна применяют флюсы других составов, которые
приводятся в справочнотехнической литературе по сварке чугуна. Пламя должно быть строго нейтральным или
слегка науглероживающим. Коэффициент мощности пламени выбирают из расчета 100... 120 л/ч ацетилена на 1
мм толщины металла.
Рекомендации по технике сварки. Перед сваркой следует произвести общий или частичный подогрев.
Температура подогрева может быть 300...600°С в зависимости от размеров и формы деталей. Нагретую
поверхность участка сварки посыпают флюсом и аккуратно расплавляют по поверхности сварки, одновременнонагревая конец прутка до светлокрасного каления. Нагретый конец прутка погружают в сварочную ванну и непре
рывно помешивают для удаления шлаков, оксидов и газов. Во время сварки пруток нужно периодически
офлюсовывать, опуская во флюс, кроме того, флюс периодически подсыпают в сварочную ванну. Пруток
надлежит вынимать как можно реже и только для того, чтобы покрыть флюсом. Сварку нужно вести с
максимальной скоростью. В процессе сварки нельзя пламя отводить в сторону. Если видно, что металл сварочной
ванны слишком нагрет, то ядро пламени можно несколько удалить от поверхности ванны. Однако следует
помнить, что ванна всегда должна быть защищена восстановительной зоной пламени. Избыточная задержка на
одном месте приводит к выгоранию кремния, и, как следствие, к образованию отбеливающей корки (структура
белого чугуна). В процессе сварки необходимо внимательно следить за тем, чтобы в металле шва не оставалось
шлака, а наплавленный металл хорошо сплавился с основным металлом. Заканчивая процесс сварки, пламя
горелки нужно отвести на 50...60 мм и прогреть металл шва в течение 1...1,5 мин. Для снижения внутренних
напряжений в массивных деталях рекомендуется вторичный подогрев до 600...750°С и очень медленное остыва
ние.
Сварка чугуна без предварительного подогрева. Сварка чугуна без подогрева (холодная сварка) применяется
в основном в тех случаях, когда детали при нагревании и охлаждении могут свободно изменять свои размеры
(расширяясь и сжимаясь), не приобретая значительных остаточных напряжений. Технологический процесс сварки
без предварительного подогрева подобен процессу горячей сварки. Перед сваркой подогрев не проводят, но обя
зательно прогревают участок дефекта и прилегающую к дефекту зону. По окончании сварки горелку в течение
2...3 мин медленно отводят на участок, прилегающий к дефекту.
Низкотемпературная пайкосварка чугуна. Сущность способа пайкосварки чугуна состоит в том, что
основной (свариваемый) металл не расплавляют, только нагревают до температуры плавления припоя. Сварное
соединение образуется так же, как и при пайке, поэтому способ получил такое название. В производстве
используют низкотемпературную пайку чугуна чугунными или латунными припоями. Для исправления мелких
дефектов и необходимости получения структур чугуна в наплавленном металле применяют низкотемпературную
пайку чугунными припоями. Для заварки литейных дефектов используют специальные чугунные прутки марки
НЧ2 или УНЧ2 и специальные флюсы марки ФСЧ2 или МАФ1. Применение флюса ФСЧ2 по сравнению с
флюсом МАФ1 имеет некоторые ограничения. При использовании флюса ФСЧ2 температура подогрева места
дефекта составляет 900...950°С. При такой температуре возможно возникновение закалочных структур в зоне
термического влияния. При использовании флюса МАФ1 и припоя УНЧ2 процесс пайкосварки осуществляется
при температуре 750...800°С, что исключает образование закалки околошовной зоны. В некоторых случаях
предпочтительнее осуществлять пайкосварку чугуна латунными припоями марки Л62, ЛбЗ с применением флюса
следующего состава: прокаленная бура — 70 %, поваренная соль — 20 % и борная кислота — 10% или
использовать флюс только из прокаленной буры. Можно также использовать в качестве припоя прутки марки
ЛОК 59103 или ЛОМНА 490510404 в сочетании со специальными флюсами марок ФПСН1 и ФПСН2.
Технологические особенности пайки чугуна латунными припоями (Л62 и Л63). Кромки чугунной детали не
расплавляют, а только нагревают до светлокрасного каления и, посыпая место пайки флюсом, офлюсовывают,
затем покрывают тонким слоем латуни (не облуживают, а именно облатунивают). Весь шов постепенно заполняют
латунью, подсыпая в сварочную ванну расплавленного металла флюс и все время помешивая концом присадочной
проволоки. Наплавку ведут менее горячей частью пламени, держа ядро на большем расстоянии от ванны, чем
обычно, и направляя пламя преимущественно на присадочную латунную проволоку.
Лучше всего чугун смачивается расплавленной латунью при температуре 700...850°С. При более низкойтемпературе (примерно 600 °С) наплавленный металл быстро застывает и содержащиеся в нем газы не успевают
выделиться, что вызывает появление пор в сварном шве. При температуре свыше 900 °С происходит растворение
железа в латуни и испарение из нее цинка, что также ведет к образованию пористости наплавленного металла. При
этой температуре из чугуна выгорает углерод, что уменьшает процесс смачивания чугуна латунью. Для
уменьшения испарения цинка, входящего в состав латуни, пламя должно быть окислительным при отношении
кислорода к ацетилену 1,3.
Мощность пламени выбирают из расчета 60...75 л/ч на 1 мм толщины металла. Место пайки должно быть
идеально чистым. После пайки следует медленное охлаждение в сухом песке или под слоем асбеста. Вместо
ацетилена можно использовать газызаменители.
На практике иногда встречаются детали из чугуна, практически не поддающиеся сварке, которые длительное
время подвергались воздействию высокой температуры, пара, кислот и т.п. Вследствие пористости чугуна в
подобных случаях окисление проникает во всю толщину металла, обволакивая металлические зерна пленкой
оксидов, делая металл рыхлым и механически непрочным. При расплавлении такой чугун дает больше шлака, чем
металла, и не позволяет получить удовлетворительное сварное соединение. В качестве присадочного металла при
сварке чугуна вместо чугунных прутков марки А или Б можно использовать отработанные поршневые кольца, в
качестве флюса прокаленную буру. Перед сваркой кольца слегка обжигают пламенем горелки.
Задание:
1. Какие свойства чугуна необходимо учитывать, чтобы получить качественное сварное соединение?
2.
В каких целях применяют флюс при сварке и пайке?
Выполняют практические
задания под руководством
преподавателя.
Отвечают на вопросы.
Воспроизведение знаний
ориентировочной основы
действий.
Первичное
закрепление
базисного уровня.
Обеспечение репродуктивного
воспроизведения материала на
основе алгоритма действий.
Проверка понимания
алгоритма действий.Обеспечение репродуктивного
воспроизведения материала на
основе алгоритма действий.
Этап закрепления
изученного
материала.
Обеспечение самореализации
через саморегуляцию и
самоосмысление. Обеспечение
усвоения новых знаний и
способов действий на уровне
применения в знакомой и
измененной ситуации.
Самостоятельная
работа обучающихся
по применению
полученных знаний.
Эталоны ответов:
1. Для правильного ведения процесса сварки нужно учитывать следующие свойства чугуна:
Сравнение своих ответов с
эталонами (прилагаются).
■ при быстром нагреве и охлаждении возникают внутренние напряжения, которые могут вызвать трещины и даже
разрывы;
■ при нагреве происходит быстрый и резкий переход чугуна из твердого состояния в жидкое, минуя пластическое
состояние, поэтому сварка выполняется только в нижнем положении;
■ при быстром охлаждении изза выгорания углерода и кремния может получиться отбеливание чугуна;
■ в расплавленном состоянии чугун быстро окисляется и покрывается коркой оксидов, которые затрудняют
сварку, так как их температура плавления выше температуры плавления чугуна, поэтому необходимо
применение флюса.
2.
В процессе сварки чугуна в сварочной ванне и на поверхности свариваемых деталей образуются оксиды
железа, кремния, марганца. Для предотвращения окисления металла, удаления оксидов и шлаковых
включений из сварочной ванны и защиты самой ванны от воздуха и газов пламени применяют флюсы.
Хорошей раскисляющей способностью обладают борсодержащие флюсы (молотая прокаленная или
переплавленная бура). Достаточно хорошей возможностью обладает флюс следующего состава:
прокаленная бура — 23 %; карбонат натрия —> 27 %; нитрат натрия (азотнокислый натрий) — 50 %. Для
сварки чугуна применяют флюсы других составов, которые приводятся в справочнотехнической
литературе по сварке чугуна.
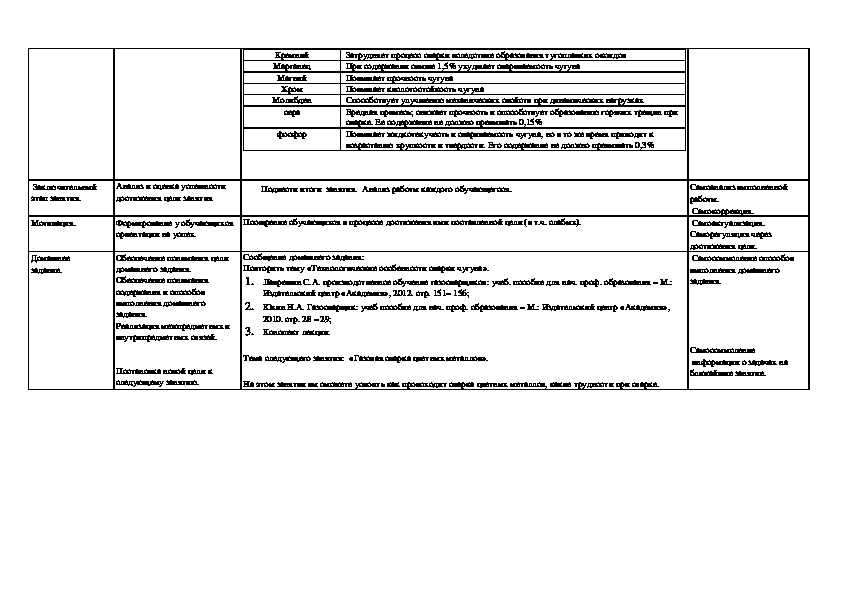
Задания для самостоятельной работы (заполнить таблицу)
Влияние химических элементов на свойства чугуна.
Химический элемент
свойства
Углерод
Кремний
Марганец
Магний
Хром
Молибден
сера
фосфор
Химический элемент
Углерод
Эталон
свойства
Повышение его содержания в чугуне приводит к ухудшению свариваемости,
порообразованию и снижению температуры плавления
Самостоятельное выполнение
заданий с применением знаний
в знакомой и измененной
ситуациях.Кремний
Марганец
Магний
Хром
Молибден
сера
фосфор
Затрудняет процесс сварки вследствие образования тугоплавких оксидов
При содержании свыше 1,5% ухудшает свариваемость чугуна
Повышает прочность чугуна
Повышает кислотостойкость чугуна
Способствует улучшению механических свойств при динамических нагрузках
Вредная примесь; снижает прочность и способствует образованию горячих трещин при
сварке. Ее содержание не должно превышать 0,15%
Повышает жидкотекучесть и свариваемость чугуна, но в то же время приводит к
возрастанию хрупкости и твердости. Его содержание не должно превышать 0,3%
Заключительный
этап занятия.
Анализ и оценка успешности
достижения цели занятия
Подвести итоги занятия. Анализ работы каждого обучающегося.
Мотивация.
Домашнее
задание.
Формирование у обучающихся
ориентации на успех.
Обеспечение понимания цели
домашнего задания.
Обеспечение понимания
содержания и способов
выполнения домашнего
задания.
Реализация межпредметных и
внутрипредметных связей.
Постановка новой цели к
следующему занятию.
Поощрение обучающихся в процессе достижения ими поставленной цели (в т.ч. слабых).
Сообщение домашнего задания:
Повторить тему «Технологические особенности сварки чугуна».
1. Лаврешин С.А. производственное обучение газосварщиков: учеб. пособие для нач. проф. образования – М.:
Издательский центр «Академия», 2012. стр. 151– 156;
2. Юхин Н.А. Газосварщик: учеб пособие для нач. проф. образования – М.: Издательский центр «Академия»,
2010. стр. 28 – 29;
3. Конспект лекции.
Тема следующего занятия: «Газовая сварка цветных металлов».
На этом занятии вы сможете усвоить как происходит сварка цветных металлов, какие трудности при сварке.
Самоанализ выполненной
работы.
Самокоррекция.
Самоактуализация.
Саморегуляция через
достижения цели.
Самоосмысление способов
выполнения домашнего
задания.
Самоосмысление
информации о задачах на
ближайшие занятие.