Поделиться

Рассмотрено и принято "Утверждаю"
на заседании ЦМК Зам. Дир. поУПР ГБПОУ «ТТТ»
Руководитель ЦМК
________________ Куляшова О.Н __________________
Протокол № ___ " ______" __________201 г.
ПОЛОЖЕНИЕ
о конкурсе профессионального мастерства по профессии "СВАРЩИК" (ручной и частично механизированной сварки (наплавки))
2019 г
1.ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Настоящее методические рекомендации разработаны методической комиссией техникума на основе анализа опыта проведения конкурсов профессионального мастерства, а также в соответствии с положением о конкурсах профессионального мастерства, утвержденным Министерством образования Российской Федерации.
1.2 Положение определяет организационные основы, порядок проведения и систему оценки результатов конкурсов профессионального мастерства.
2. ЦЕЛИ И ЗАДАЧИ КОНКУРСА:
2.1 Конкурс профессионального мастерства проводится с целью:
- определения уровня и качества профессиональной подготовки и их соответствия требованиям государственного образовательного стандарта;
- выявление наиболее способных студентов, содействие их дальнейшему профессиональному и образовательному росту, успешному трудоустройству;
- расширение связей с потенциальными работодателями, создание положительного имиджа учреждений профессионального образования в глазах общественности.
2.2 Конкурс профессионального мастерства проводятся по наиболее массовой профессии, пользующимся спросом на региональном рынке труда.
2.3 Сроки проведения конкурса сварщиков, определяются администрацией техникума.
2.4 Участие в конкурсе профессионального мастерства осуществляется по заявительному принципу.
2.5 Организационное руководство конкурсом профмастерства осуществляется администрацией техникума.
4. ОРГАНИЗАЦИЯ КОНКУРСОВ ПРОФЕССИОНАЛЬНОГО МАСТЕРСТВА
4.1 Конкурс профессионального мастерства проводятся в три этапа:
I -и этап - групповой конкурс;
2-й этап – конкурс внутри техникума;
Ко второму этапу конкурса допускаются победители и призеры первого этапа. Групповой и конкурс внутри техникума проводятся в соответствии с приказом директора, на основе решения Педагогического совета и методической комиссии.
4.2. Для организации и проведения конкурсов приказом директора создастся
Оргкомитет, включающий представителей администрации техникума, преподавателей спецтехнологии и мастеров профессионального обучения.
5. В функциональные обязанности Оргкомитета входит:
- подготовка учетной и отчетной документации;
- оказание организационной помощи по материально-техническому обеспечению конкурса;
- проведение жеребьевки;
- утверждение итогов конкурса и оформление соответствующих документов;
- организация награждения победителей и призеров конкурса;
- обобщение результатов конкурса и представление их для обсуждения в методическую комиссию;
5.1 Оценка результатов выполнения конкурсных работ по каждой профессии осуществляется независимым жюри, состав которого утверждается Оргкомитетом конкурсов.
В функции жюри входит разработка критериев оценки выполнения конкурсных работ, контроль за выполнением участниками конкурса соответствующих заданий, оценка выполненных заданий, определение победителей и призеров конкурса.
- Члены жюри обеспечивают не вмешательство представителей учебных групп и других присутствующих на конкурсе в ходе выполнения заданий участниками конкурса.
5.2 Конкурсные задания разрабатываются творческими группами, включающими представителей всех заинтересованных сторон. Содержание конкурсных заданий оглашается в день проведения конкурса.
6. УЧАСТНИКИ КОНКУРСА
6.1. На первом этапе – в групповых конкурсах участвуют все обучающиеся каждой учебной группы, по данной профессии.
6.2. Для участия во втором этапе конкурса от каждой группы допускаются победители и призеры первого (группового) этапа.
6.3. Учебные группы не позднее, чем за 15 дней до начала конкурса представляют в Оргкомитет заявку на участников со следующими данными:
-Ф.И.О.;
- дата рождения;
- индекс учебной группы, курс обучения, полное, наименование профессии, уровень квалификации, присвоенный по итогам промежуточной аттестации;
- фамилии мастера производственного обучения и преподавателя спецтехнологии, которые обучают учащегося.
7. ПОРЯДОК ПРОВЕДЕНИЯ КОНКУРСА ПРОФЕССИОНАЛЬНОГО МАСТЕРСТВА
7.1. Конкурс профессионального мастерства проводится на базе техникума в соответствующим образом подготовленных помещениях.
7.2. На конкурс профессионального мастерства могут приглашаться в качестве гостей обучающиеся любого профессионального учебного заведения, общеобразовательных школ, представители предприятий и организаций.
7.3. Перед началом конкурса проводится торжественная линейка (построение) участников. Председатель жюри объявляет участникам задачи конкурса, представляет членов жюри.
7.4. При выполнении практического задания всем участникам конкурса предоставляются равноценные рабочие места с необходимым набором инструментов, приспособлений и расходных материалов.
7.5. При несоблюдении технологического процесса изготовления изделия (технологии выполнения работы), грубых нарушениях норм и правил охраны труда участник конкурса по решению жюри отстраняется от дальнейшего выполнения конкурсного задания.
7.6. Создание безопасных условий труда, инструктаж и контроль за соблюдением участниками конкурса правил охраны труда возлагается на администрацию и мастеров производственного обучения.
8. ОПРЕДЕЛЕНИЕ И ПООЩРЕНИЕ ПОБЕДИТЕЛЕЙ КОНКУРСА ПРОФЕССИОНАЛЬНОГО МАСТЕРСТВА
8.1. Победители конкурса определяются по лучшим показателям выполнения конкурсных
заданий.
При равенстве установленных для данного конкурса показателей у двух участников
предпочтение отдается учащемуся, имеющему лучшую успеваемость по производственному обучению.
8.2. Победители конкурса, занявшие призовые места, награждаются дипломами, ценными подарками им присваивается звание «Лучший по профессии». По результатам конкурса, жюри выносит рекомендации об участии победителей в городском конкурсе профессионального мастерства.
8.3. Жюри конкурса оформляет и представляет в Оргкомитет протокол о проведении конкурса профессионального мастерства с обобщением результатов и указанием победителей.
СОСТАВ ОРГКОМИТЕТА КОНКУРСА:
|
Председатель
|
Оноприенко Юрий Николаевич |
Зам. Директора по УПР |
|
Члены комиссии |
Павлищук Галина Александровна
Новокрещенова Татьяна Ивановна |
Зам. Директора по УМР
Старший мастер |
|
эксперты |
Куляшова Ольга Николаевна
Мумбаева Светлана Юрьевна
|
Мастер П.О.
Преподаватель спец дисциплин
|
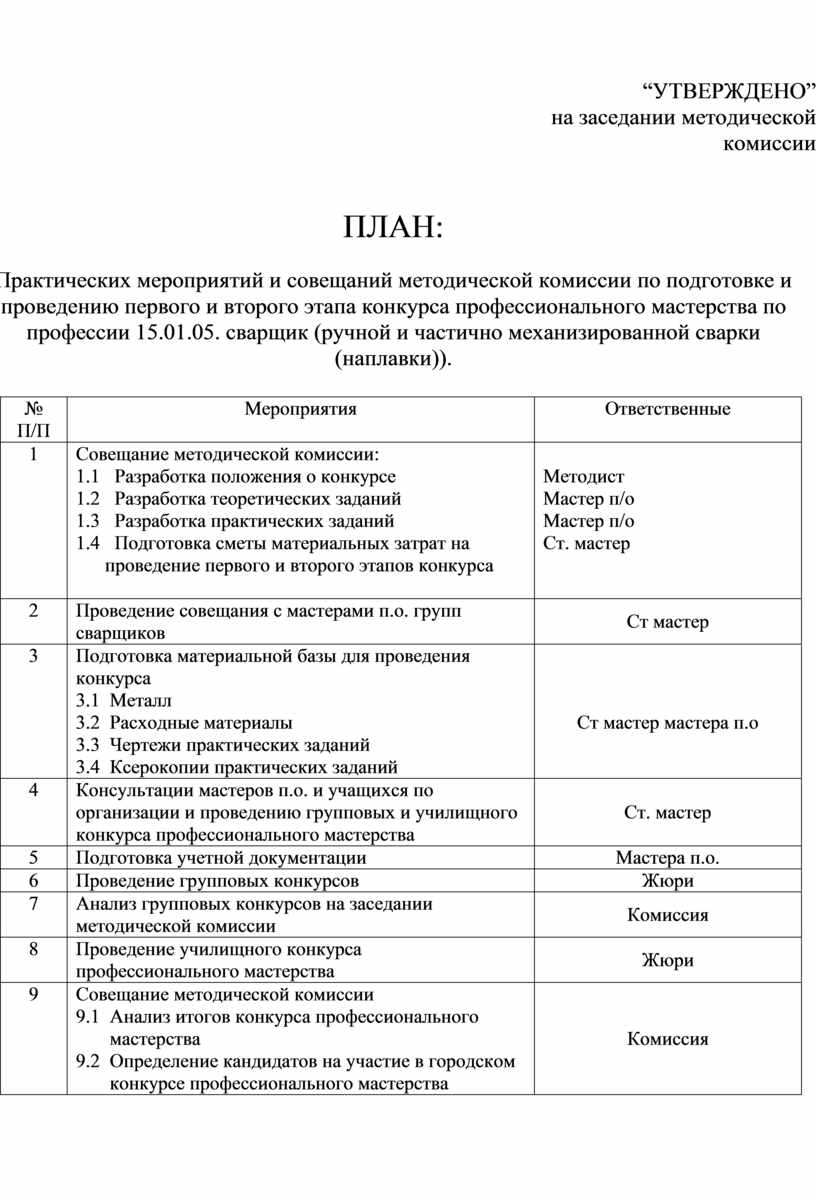
“УТВЕРЖДЕНО”
на заседании методической
комиссии
ПЛАН:
Практических мероприятий и совещаний методической комиссии по подготовке и проведению первого и второго этапа конкурса профессионального мастерства по профессии 15.01.05. сварщик (ручной и частично механизированной сварки (наплавки)).
|
№ П/П |
Мероприятия |
Ответственные |
|
1 |
Совещание методической комиссии: 1.1 Разработка положения о конкурсе 1.2 Разработка теоретических заданий 1.3 Разработка практических заданий 1.4 Подготовка сметы материальных затрат на проведение первого и второго этапов конкурса
|
Методист Мастер п/о Мастер п/о Ст. мастер
|
|
2 |
Проведение совещания с мастерами п.о. групп сварщиков |
Ст мастер |
|
3 |
Подготовка материальной базы для проведения конкурса 3.1 Металл 3.2 Расходные материалы 3.3 Чертежи практических заданий 3.4 Ксерокопии практических заданий |
Ст мастер мастера п.о |
|
4 |
Консультации мастеров п.о. и учащихся по организации и проведению групповых и училищного конкурса профессионального мастерства |
Ст. мастер |
|
5 |
Подготовка учетной документации |
Мастера п.о. |
|
6 |
Проведение групповых конкурсов |
Жюри |
|
7 |
Анализ групповых конкурсов на заседании методической комиссии |
Комиссия |
|
8 |
Проведение училищного конкурса профессионального мастерства |
Жюри |
|
9 |
Совещание методической комиссии 9.1 Анализ итогов конкурса профессионального мастерства 9.2 Определение кандидатов на участие в городском конкурсе профессионального мастерства |
Комиссия |
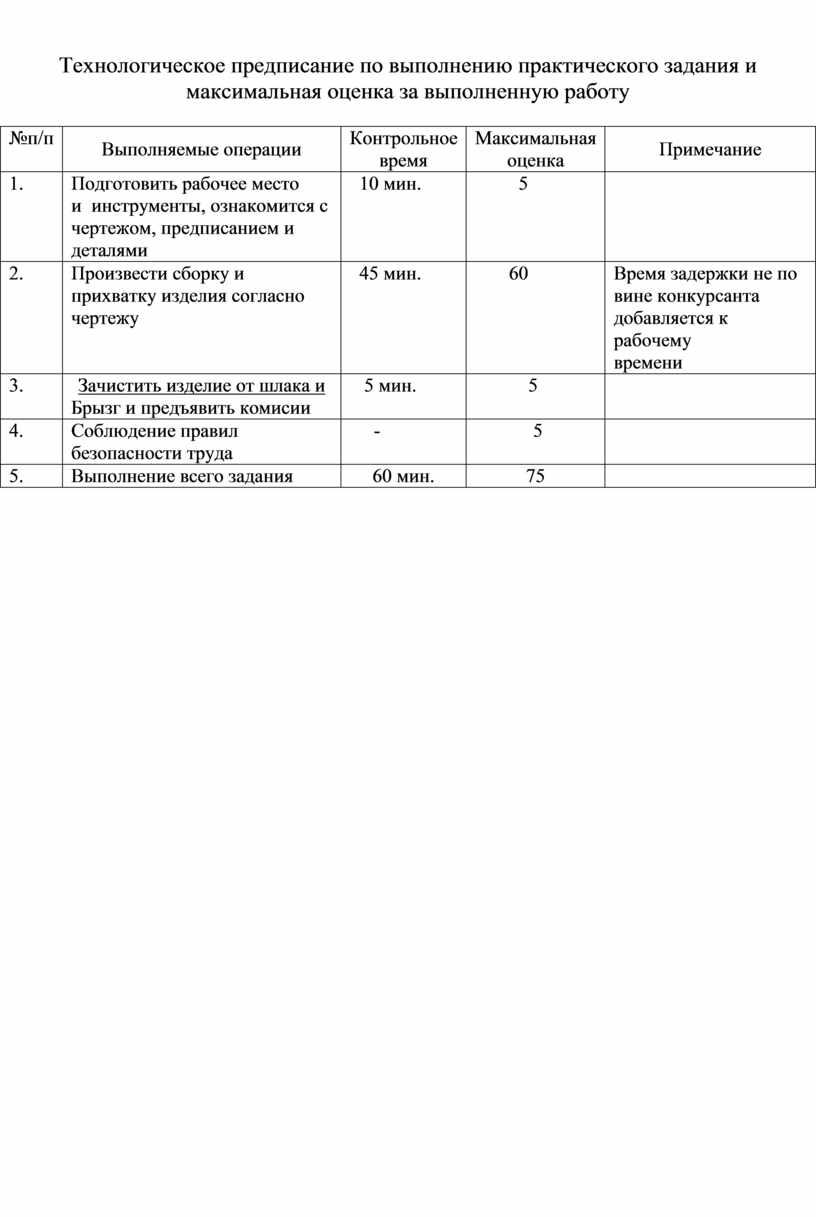
Технологическое предписание по выполнению практического задания и максимальная оценка за выполненную работу
|
№п/п |
Выполняемые операции |
Контрольное время |
Максимальная оценка |
Примечание |
|
1. |
Подготовить рабочее место и инструменты, ознакомится с чертежом, предписанием и деталями |
10 мин. |
5 |
|
|
2. |
Произвести сборку и прихватку изделия согласно чертежу |
45 мин. |
60 |
Время задержки не по вине конкурсанта добавляется к рабочему времени |
|
3. |
Зачистить изделие от шлака иБрызг и предъявить комисии |
5 мин. |
5 |
|
|
4. |
Соблюдение правил безопасности труда |
- |
5 |
|
|
5. |
Выполнение всего задания |
60 мин. |
75 |
|
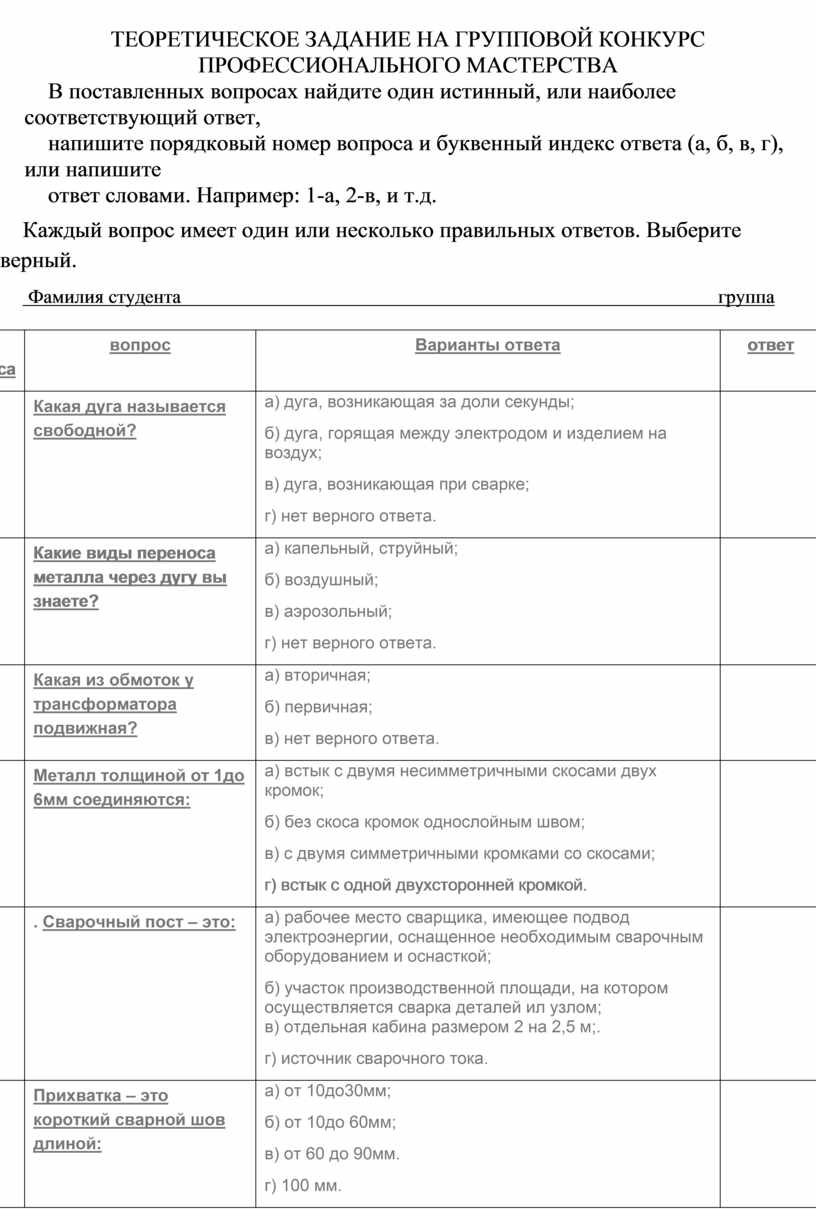
ТЕОРЕТИЧЕСКОЕ ЗАДАНИЕ НА ГРУППОВОЙ КОНКУРС ПРОФЕССИОНАЛЬНОГО МАСТЕРСТВА
В поставленных вопросах найдите один истинный, или наиболее соответствующий ответ,
напишите порядковый номер вопроса и буквенный индекс ответа (а, б, в, г), или напишите
ответ словами. Например: 1-а, 2-в, и т.д.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный.
Фамилия студента группа
|
№ вопроса |
вопрос |
Варианты ответа |
ответ |
|
1 |
Какая дуга называется свободной?
|
а) дуга, возникающая за доли секунды; б) дуга, горящая между электродом и изделием на воздух; в) дуга, возникающая при сварке; г) нет верного ответа. |
|
|
2 |
Какие виды переноса металла через дугу вы знаете? |
а) капельный, струйный; б) воздушный; в) аэрозольный; г) нет верного ответа. |
|
|
3 |
Какая из обмоток у трансформатора подвижная? |
а) вторичная; б) первичная; в) нет верного ответа. |
|
|
4 |
Металл толщиной от 1до 6мм соединяются:
|
а) встык с двумя несимметричными скосами двух кромок; б) без скоса кромок однослойным швом; в) с двумя симметричными кромками со скосами; г) встык с одной двухсторонней кромкой. |
|
|
5 |
. Сварочный пост – это:
|
а) рабочее место сварщика, имеющее подвод электроэнергии, оснащенное необходимым сварочным оборудованием и оснасткой; б) участок производственной площади, на котором осуществляется
сварка деталей ил узлом; г) источник сварочного тока. |
|
|
6 |
Прихватка – это короткий сварной шов длиной:
|
а) от 10до30мм; б) от 10до 60мм; в) от 60 до 90мм. г) 100 мм.
|
|
|
7 |
Непровар кромок может быть: |
а) из-за высокого тока сварки; б) из-за большой амплитуды колебаний электрода; в) из-за слишком малой скорости сварки; г) из-за большого диаметра электрода. |
|
|
8 |
Многопроходной шов выполняется: |
а) электродами одного диаметра; б) первый проход- электродом диаметра 5мм, остальные проходы- электродами диаметрами 3 и 4 мм; в) первый проход - электродом диаметра3мм, остальные проходы-электродами диаметрами 4 и 5 мм; г) электродами любого диаметра. |
|
|
9 |
Стыковым швом называется:
|
а) сварной шов стыкового соединения; б) сварной шов таврового соединения; в) сварной шов углового соединения; г) сварной шов торцевого соединения. |
|
|
10 |
Длина сварочных проводов не должна превышать:
|
а) 30м; б) 20м; в) 10м; г) 5м. |
|
|
11 |
Может ли электросварщик произвести подключение к сети сварочного оборудования: |
а) не может; б) может с разрешения инструктора; в) не может; г) подключение производит электротехнический персонал. |
|
|
12 |
Деформация- это:
|
а) изменение размеров и формы тела при внешнем воздействии; б) изменение напряжения и тока в электрической цепи при сварке; в) только такое изменение размеров и формы тела, которое может быть получено в результате правки после сварки, г) размеры детали уменьшаются. |
|
|
13 |
Нахлесточным соединением называется:
|
а) сварное соединение, в котором торцы двух элементов примыкают под углом; б) сварное соединение, в котором свариваемые элементы расположены параллельно и частично перекрывают друг друга; в) сварное соединение, в котором свариваемые элементы расположены на одной плоскости; г) сварное соединение, в котором основные поверхности элементов примыкают друг к другу без перекрытия торцов.
|
|
|
14 |
Что называется подрезом:
|
а) дефект в виде углубления по линии сплавления сварного шва с основным металлом; б) дефект в виде несплавления в сварном соединении, вследствие неполного расплавления кромок; в) дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва; г) дефект в виде скопления шлака в сварном шве. |
|
|
15 |
Что называется сталью:
|
а) любой металл; б) сплав на основе никеля; в) сплав железа с углеродом и другими элементами; г) сплав углерода с марганцем и кремнием. |
|
|
16 |
Для какого вида сварки используются сварочные выпрямители: |
а) сварка постоянным током; б) сварка переменным током, в) сварка любым током; г) нет верного ответа. |
|
|
17 |
Визуальный осмотр сварного шва осуществляется:
|
а) только с использованием лупы с 4-7 кратным увеличением; б) только с использованием микроскопа; в) невооруженным глазом или с использованием лупы с 4-7 кратным увеличением; г) линейкой металлической. |
|
|
18 |
Какой диаметр электрода вы возьмете для вертикальной сварки однопроходным швом пластин толщиной 4мм: |
а) 2,0 мм; б) 3,25 мм; в) 6,0 мм; г) 4,0 мм.
|
|
|
19 |
Как изменяется величина сварочного тока при увеличении дуги: |
а) увеличивается; б) уменьшается; в) не изменяется, г) все ответы верны. |
|
|
20 |
К какому полюсу источника питания подключается электрод при сварке на обратной полярности: |
а) к положительному полюсу; б) к отрицательному полюсу; в) не имеет значения; г) нет верного ответа.
|
|
|
21 |
Наплавку применяют:
|
а) для уменьшения деформаций в металле шва; б) для уменьшения теплопроводности металла; в) для восстановления изношенных деталей. г) для улучшения условий сварки.
|
|
|
22 |
Сварку в инертных газах применяют в тех случаях, когда:
|
а) нужно уменьшить деформации конструкции; б) другие сварочные работы не могут дать достаточного высокого качества сварочных работ; в) нужно придать металлу шва износостойкость. г) необходимо увеличить размеры детали.
|
|
|
23 |
По положению в пространстве швы могут быть:
|
а) выпуклые, вогнутые, нормальные, прерывистые; б) нижние, вертикальные, шахматные, угловые; в) нижние, горизонтальные, вертикальные, потолочные. г) рабочие и связующие. |
|
|
24 |
Каковы причины появления брызг электродного металла: |
а) большая длина сварочной дуги; б) большая ширина сварочного шва; в) магнитное дутье; г) высокая скорость сварки |
|
|
25 |
Можно ли производить работы вне сварочного поста и в помещении, в котором присутствуют люди:
|
а) нельзя; б) иногда можно; в) можно с согласия руководителя работ; г) можно, оградив место работ переносными щитами. |
|
Эталон ответов
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
|
б |
а |
а |
б |
а |
б |
а |
в |
а |
а |
г |
а |
б |
а |
в |
а |
в |
г |
а |
а |
в |
б |
в |
а |
г |
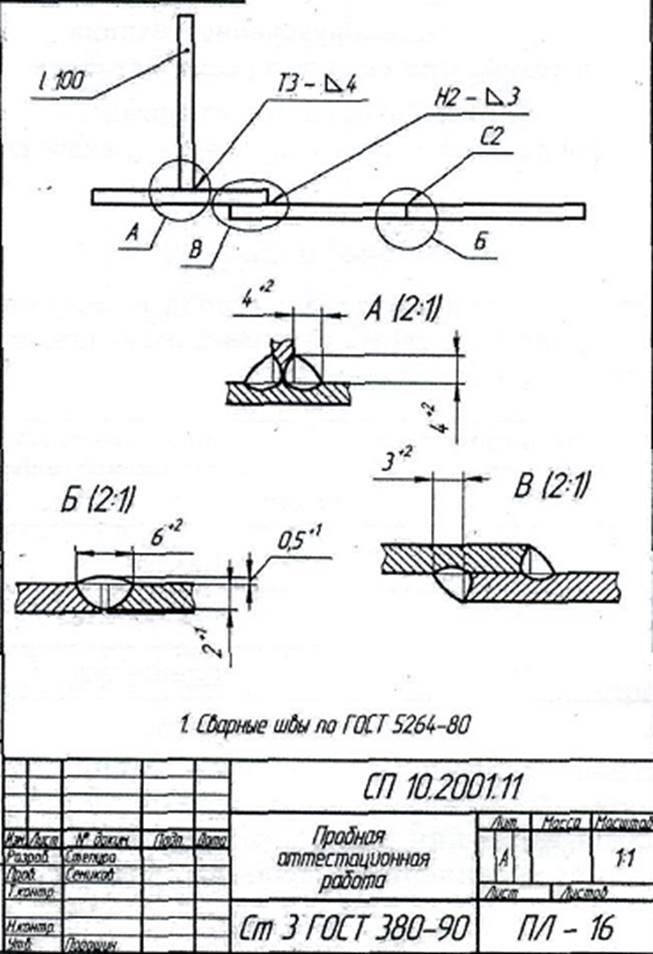
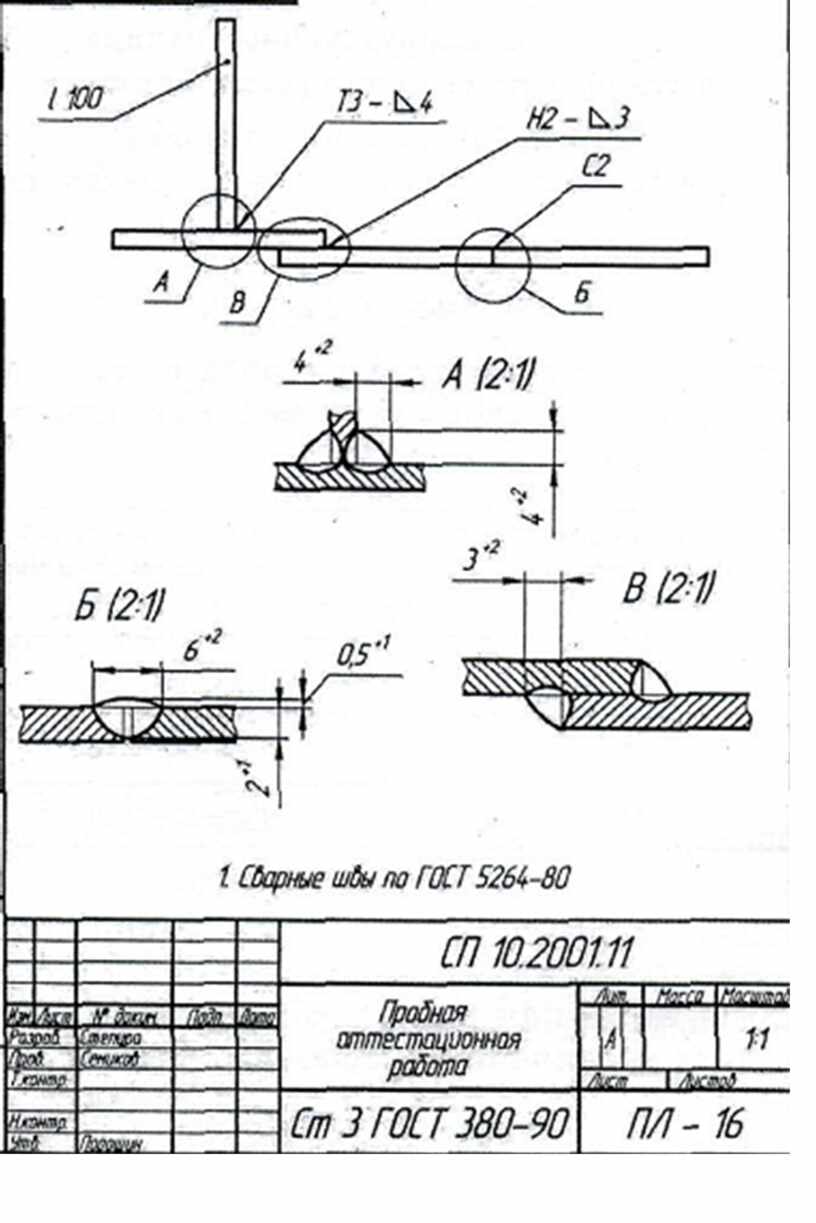
Технологическая карта «Сварка стыковых и угловых соединений однослойными швами».
|
Инструкция по технике безопасности при выполнении сварочных работ. |
Ответить на вопросы по выполнению техники безопасности перед началом, во время и по окончанию сварочных работ, мероприятия по пожарной безопасности, электробезопасности иТБ при аварийных ситуациях. |
|
|
Подготовка рабочего места сварщика. |
Подготовить рабочее место сварщика, отрегулировать сварочное оборудование и подобрать сварочный ток. |
|
|
Подготовить пластины к сварке угловых и стыковых соединений в нижнем положении |
Взять в руки пластину, внимательно осмотреть ее. Произвести правку пластин молотком и произвести правку металла
|
|
|
Выполнить прихватку пластин. |
Собрать пластины на прихватках, отступив от края пластин 30-40мм (расстояние между прихватками 100-200мм). |
|
|
Сварка угловых и стыковых соединений в нижнем положении пластин |
Произвести сварку углового (стыкового) соединениядвух плоских элементов расположенных относительно друг друга по острым (тупым) углом. |
|
|
Зачистить сварной шов и произвести контроль путем внешнего осмотра |
Выполнить зачистку сварных швов. Осуществить контроль сварных швов путем внешнего осмотра. |
|

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.