I. Цель практической работы: ознакомиться с методикой расчета и выбора посадок с натягом
II. Задачи практической работы: выполнить расчет предельных натягов, подобрать посадку
III. Образовательные результаты:
уметь:
- применять требования нормативных документов к основным видам продукции (услуг) и процессов;
- оформлять технологическую и техническую документацию в соответствии с действующей нормативной базой;
- использовать в профессиональной деятельности документацию систем качества;
знать:
- задачи стандартизации, ее экономическую эффективность;
- формы подтверждения качества
ПРАКТИЧЕСКАЯ РАБОТА 3
«ВЫБОР И РАСЧЕТ ПОСАДОК»
I. Цель практической работы: ознакомиться с методикой расчета и выбора
посадок с натягом
II. Задачи практической работы: выполнить расчет предельных натягов,
подобрать посадку
III. Образовательные результаты:
уметь:
применять требования нормативных документов к основным видам
продукции (услуг) и процессов;
оформлять технологическую и техническую
документацию в
соответствии с действующей нормативной базой;
использовать в профессиональной деятельности документацию систем
качества;
знать:
задачи стандартизации, ее экономическую эффективность;
формы подтверждения качества
IV. Количество часов: 2 часа
V. Методические рекомендации по выполнению практической работы,
калькуляторы, таблицы
Теоретическое обоснование
VI.
1. В зависимости от заданных значений внешних нагрузок и размеров
соединения (Таблица 6) по формулам (1 ,2) или (3) определяется требуемое
минимальное удельное давление [рmin], Н/м2 :
при действии крутящего момента
p
min
Мкр
2
2
d
f
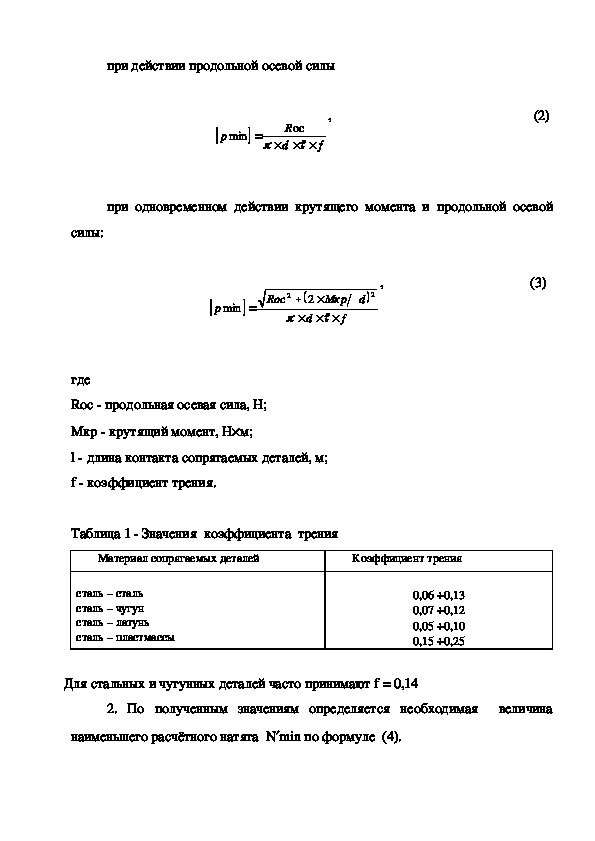
, (1)при действии продольной осевой силы
p
min
R
d
ос
,
f
(2)
при одновременном действии крутящего момента и продольной осевой
силы:
p
min
2
Roc
Мкр
2
d
f
,
d
2
(3)
где
Rос продольная осевая сила, Н;
Мкр крутящий момент, Нм;
l длина контакта сопрягаемых деталей, м;
f коэффициент трения.
Таблица 1 Значения коэффициента трения
Материал сопрягаемых деталей
Коэффициент трения
сталь – сталь
сталь – чугун
сталь – латунь
сталь – пластмассы
0,06 0,13
0,07 0,12
0,05 0,10
0,15 0,25
Для стальных и чугунных деталей часто принимают f = 0,14
2. По полученным значениям определяется необходимая величина
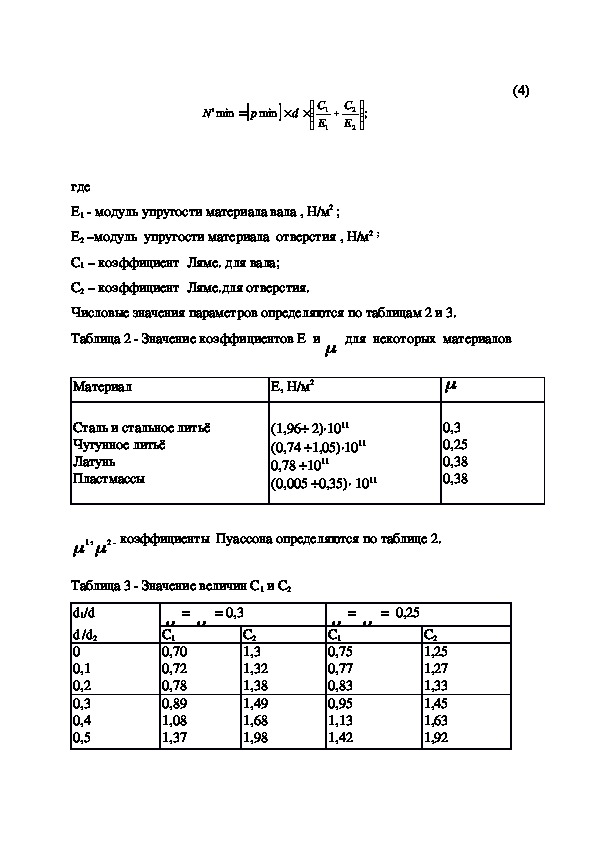
наименьшего расчётного натяга Nmin по формуле (4).N
'
min
p
min
d
C
1
E
1
C
E
2
2
;
(4)
где
Е1 модуль упругости материала вала , Н/м2 ;
Е2 –модуль упругости материала отверстия , Н/м2 ;
С1 – коэффициент Ляме. для вала;
С2 – коэффициент Ляме.для отверстия.
Числовые значения параметров определяются по таблицам 2 и 3.
Таблица 2 Значение коэффициентов Е и для некоторых материалов
Материал
Е, Н/м2
Сталь и стальное литьё
Чугунное литьё
Латунь
Пластмассы
(1,96 2)∙1011
(0,74 1,05)∙1011
0,78 1011
(0,005 0,35)∙ 1011
0,3
0,25
0,38
0,38
1,2 коэффициенты Пуассона определяются по таблице 2.
Таблица 3 Значение величин С1 и С2
d1/d
d /d2
0
0,1
0,2
0,3
0,4
0,5
1 =
С1
0,70
0,72
0,78
0,89
1,08
1,37
2 = 0,3
С2
1,3
1,32
1,38
1,49
1,68
1,98
2 = 0,25
1 =
С1
0,75
0,77
0,83
0,95
1,13
1,42
С2
1,25
1,27
1,33
1,45
1,63
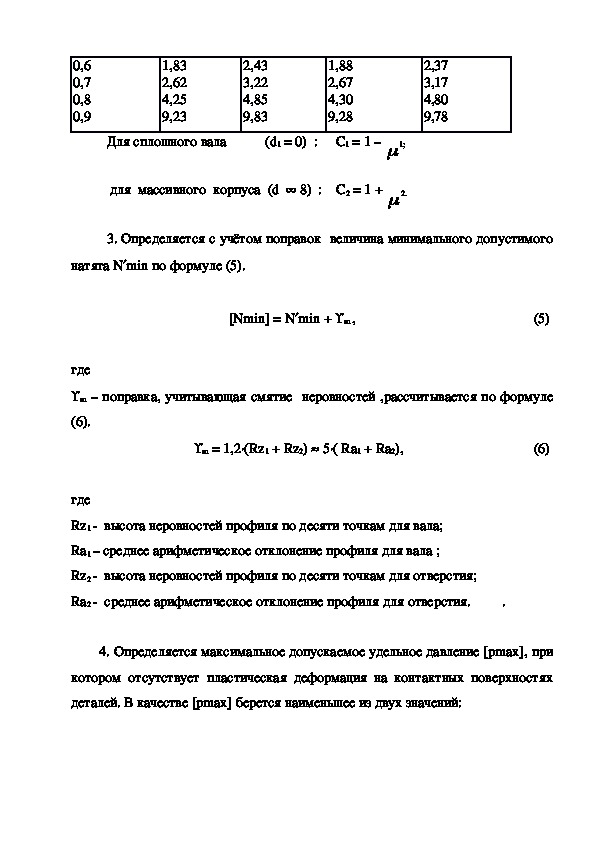
1,920,6
0,7
0,8
0,9
1,83
2,62
4,25
9,23
2,43
3,22
4,85
9,83
1,88
2,67
4,30
9,28
2,37
3,17
4,80
9,78
Для сплошного вала (d1 = 0) : С1 = 1 – 1;
для массивного корпуса (d 8) : С2 = 1 + 2.
3. Определяется с учётом поправок величина минимального допустимого
натяга Nmin по формуле (5).
[Nmin] = Nmin + m ,
(5)
где
m – поправка, учитывающая смятие неровностей ,рассчитывается по формуле
(6).
m = 1,2∙(Rz1 + Rz2) 5∙( Ra1 + Ra2),
(6)
где
Rz1 высота неровностей профиля по десяти точкам для вала;
Ra1 – среднее арифметическое отклонение профиля для вала ;
Rz2 высота неровностей профиля по десяти точкам для отверстия;
Ra2 среднее арифметическое отклонение профиля для отверстия. .
4. Определяется максимальное допускаемое удельное давление [рmах], при
котором отсутствует пластическая деформация на контактных поверхностях
деталей. В качестве [рmах] берется наименьшее из двух значений:p
1
58,0
Т
1
1
2
d
1
d
, (7)
, (8)
p
2
58,0
Т
2
1
d
d
2
2
где
d1 внутренний диаметр вала;
d2 наружный диаметр отверстия ;
Т1 предел текучести материала вала;
Т2 предел текучести материала отверстия.
5. По формуле (9) определяется величина наибольшего расчетного
натяга.
N
'
max
p
max
d
1
C
E
1
C
E
2
2
,
(9)
6. Определяется с учетом поправок величина наибольшего натяга по
формуле (10).
Nmax = Nmax (уд + m) (10)
где
уд коэффициент увеличения удельного давления у торцов охватывающей
детали, уд = 0,97.
7.Подобрать поля допусков для отверстия и вала в системе отверстия по
таблицам 4 и 5. Условия подбора посадки:
а) Nmax [Nmax]б) Nmin > [Nmin]
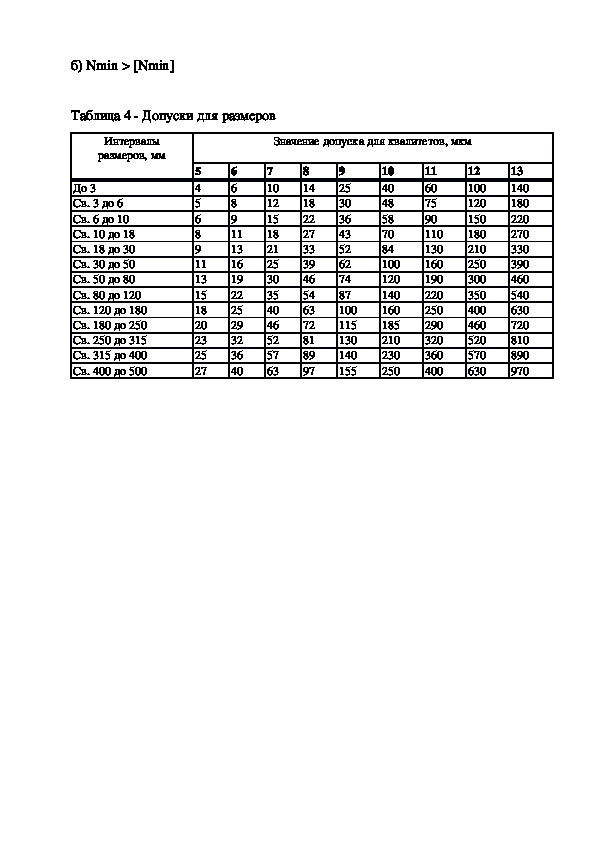
Таблица 4 Допуски для размеров
Интервалы
размеров, мм
Значение допуска для квалитетов, мкм
До 3
Св. 3 до 6
Св. 6 до 10
Св. 10 до 18
Св. 18 до 30
Св. 30 до 50
Св. 50 до 80
Св. 80 до 120
Св. 120 до 180
Св. 180 до 250
Св. 250 до 315
Св. 315 до 400
Св. 400 до 500
5
4
5
6
8
9
11
13
15
18
20
23
25
27
6
6
8
9
11
13
16
19
22
25
29
32
36
40
7
10
12
15
18
21
25
30
35
40
46
52
57
63
8
14
18
22
27
33
39
46
54
63
72
81
89
97
9
25
30
36
43
52
62
74
87
100
115
130
140
155
10
40
48
58
70
84
100
120
140
160
185
210
230
250
11
60
75
90
110
130
160
190
220
250
290
320
360
400
12
100
120
150
180
210
250
300
350
400
460
520
570
630
13
140
180
220
270
330
390
460
540
630
720
810
890
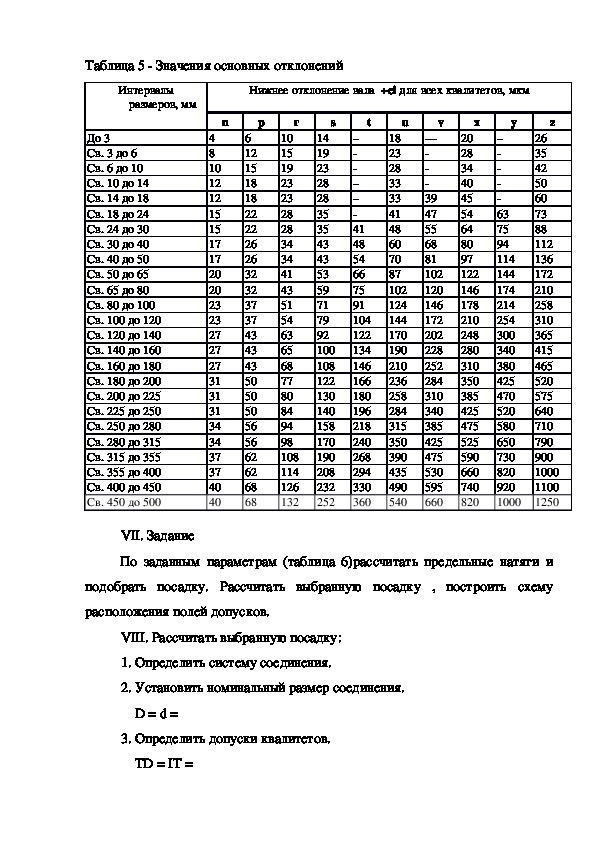
970Таблица 5 Значения основных отклонений
Интервалы
размеров, мм
Нижнее отклонение вала +еi для всех квалитетов, мкм
До 3
Св. 3 до 6
Св. 6 до 10
Св. 10 до 14
Св. 14 до 18
Св. 18 до 24
Св. 24 до 30
Св. 30 до 40
Св. 40 до 50
Св. 50 до 65
Св. 65 до 80
Св. 80 до 100
Св. 100 до 120
Св. 120 до 140
Св. 140 до 160
Св. 160 до 180
Св. 180 до 200
Св. 200 до 225
Св. 225 до 250
Св. 250 до 280
Св. 280 до 315
Св. 315 до 355
Св. 355 до 400
Св. 400 до 450
Св. 450 до 500
n
p
г
4
8
10
12
12
15
15
17
17
20
20
23
23
27
27
27
31
31
31
34
34
37
37
40
40
6
12
15
18
18
22
22
26
26
32
32
37
37
43
43
43
50
50
50
56
56
62
62
68
68
10
15
19
23
23
28
28
34
34
41
43
51
54
63
65
68
77
80
84
94
98
108
114
126
132
s
14
19
23
28
28
35
35
43
43
53
59
71
79
92
100
108
122
130
140
158
170
190
208
232
252
t
–
–
–
41
48
54
66
75
91
104
122
134
146
166
180
196
218
240
268
294
330
360
u
v
x
18
23
28
33
33
41
48
60
70
87
102
124
144
170
190
210
236
258
284
315
350
390
435
490
540
—
39
47
55
68
81
102
120
146
172
202
228
252
284
310
340
385
425
475
530
595
660
20
28
34
40
45
54
64
80
97
122
146
178
210
248
280
310
350
385
425
475
525
590
660
740
820
y
–
63
75
94
114
144
174
214
254
300
340
380
425
470
520
580
650
730
820
920
1000
z
26
35
42
50
60
73
88
112
136
172
210
258
310
365
415
465
520
575
640
710
790
900
1000
1100
1250
VII. Задание
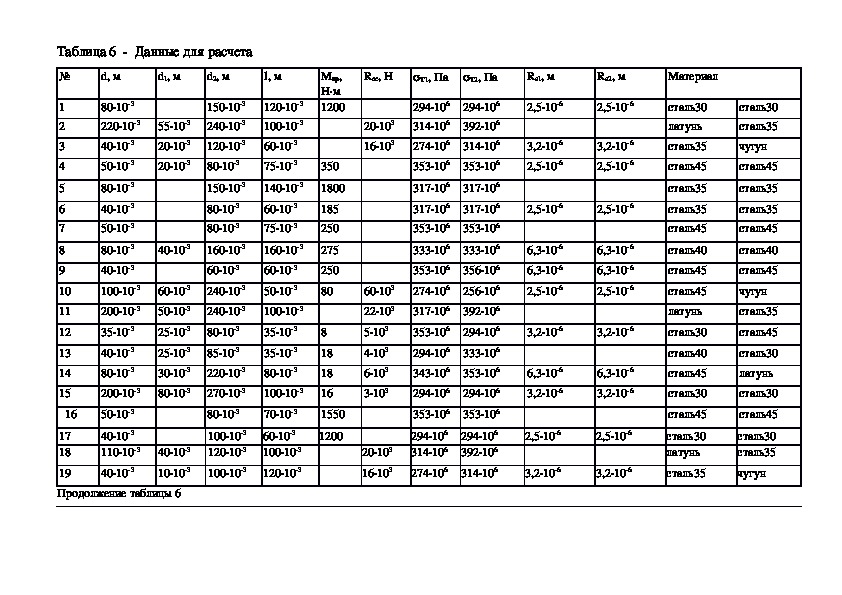
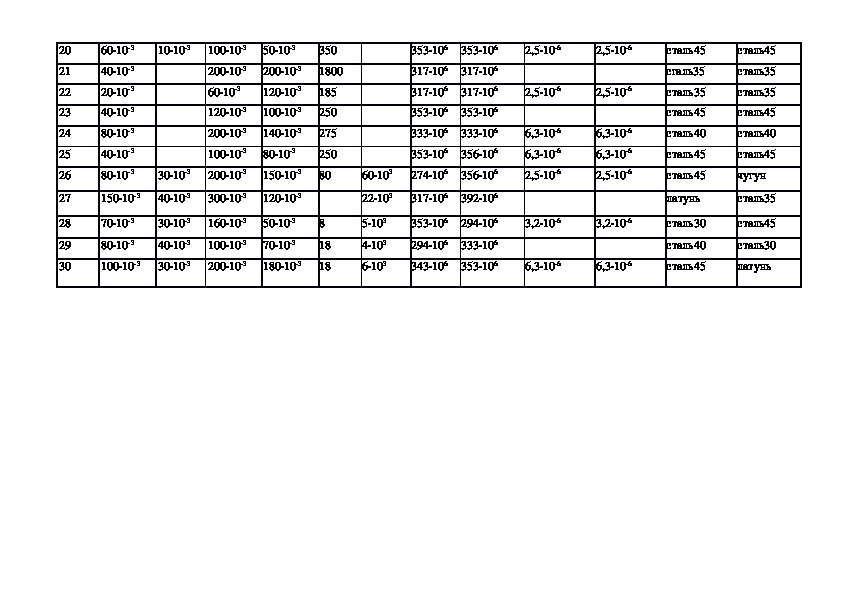
По заданным параметрам (таблица 6)рассчитать предельные натяги и
подобрать посадку. Рассчитать выбранную посадку , построить схему
расположения полей допусков.
VIII. Рассчитать выбранную посадку:
1. Определить систему соединения.
2. Установить номинальный размер соединения.
D = d =
3. Определить допуски квалитетов.
ТD = IТ =Тd = IТ =
4. Определить предельные отклонения.
ES =
ЕI =
еs =
еi =
5. Рассчитать предельные размеры .
Dmax = D + ES
Dmin = D + EI
dmax = d + еs
dmin = d + ei
6 Построить схему расположения полей допусков.
7 Рассчитать параметры посадки.
Nmin = еi ЕS
Nmax = еs – ЕI
ТN = Nmax – Nmin
8. Рассчитать максимальное удельное давление.
P
max
m
CECd
max
N
1
1
2
E
2
9. Рассчитать необходимое усилие (Н) при запрессовке собираемых
деталей.
Rn = fn рmах
π d l ,
где
fn коэффициент трения при запрессовке,
fn = (1,15 1,2) f .
IX. Перечень вопросов для самопроверки:
1. Что называется системой допусков и посадок?
2. Для чего предназначена система?3. Что такое квалитет?
4. Какие квалитеты применяются для сопрягаемых поверхностей?
5. Как находится по таблице основное отклонение отверстия (вала)?Таблица 6 Данные для расчета
№
d, м
d1, м
d2, м
l, м
55∙103
20∙103
20∙103
80∙103
220∙103
40∙103
50∙103
80∙103
40∙103
50∙103
80∙103
40∙103
100∙103
200∙103
35∙103
40∙103
80∙103
200∙103
50∙103
40∙103
110∙103
40∙103
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
Продолжение таблицы 6
40∙103
60∙103
50∙103
25∙103
25∙103
30∙103
80∙103
40∙103
10∙103
150∙103
240∙103
120∙103
80∙103
150∙103
80∙103
80∙103
160∙103
60∙103
240∙103
240∙103
80∙103
85∙103
220∙103
270∙103
80∙103
100∙103
120∙103
100∙103
120∙103
100∙103
60∙103
75∙103
140∙103
60∙103
75∙103
160∙103
60∙103
50∙103
100∙103
35∙103
35∙103
80∙103
100∙103
70∙103
60∙103
100∙103
120∙103
Мкр,
Нм
1200
350
1800
185
250
275
250
80
8
18
18
16
1550
1200
Rоc, Н
T1, Па
T2, Па
Ra1, м
Ra2, м
Материал
294∙106
314∙106
274∙106
353∙106
317∙106
317∙106
353∙106
333∙106
353∙106
274∙106
317∙106
353∙106
294∙106
343∙106
294∙106
353∙106
294∙106
314∙106
274∙106
294∙106
392∙106
314∙106
353∙106
317∙106
317∙106
353∙106
333∙106
356∙106
256∙106
392∙106
294∙106
333∙106
353∙106
294∙106
353∙106
294∙106
392∙106
314∙106
20∙103
16∙103
60∙103
22∙103
5∙103
4∙103
6∙103
3∙103
20∙103
16∙103
2,5∙106
2,5∙106
3,2∙106
2,5∙106
3,2∙106
2,5∙106
2,5∙106
2,5∙106
6,3∙106
6,3∙106
2,5∙106
6,3∙106
6,3∙106
2,5∙106
3,2∙106
3,2∙106
6,3∙106
3,2∙106
6,3∙106
3,2∙106
2,5∙106
2,5∙106
3,2∙106
3,2∙106
сталь30
латунь
сталь35
сталь45
сталь35
сталь35
сталь45
сталь40
сталь45
сталь45
латунь
сталь30
сталь40
сталь45
сталь30
сталь45
сталь30
латунь
сталь35
сталь30
сталь35
чугун
сталь45
сталь35
сталь35
сталь45
сталь40
сталь45
чугун
сталь35
сталь45
сталь30
латунь
сталь30
сталь45
сталь30
сталь35
чугун20
21
22
23
24
25
26
27
28
29
30
60∙103
40∙103
20∙103
40∙103
80∙103
40∙103
80∙103
10∙103
30∙103
100∙103
200∙103
60∙103
120∙103
200∙103
100∙103
200∙103
50∙103
200∙103
120∙103
100∙103
140∙103
80∙103
150∙103
150∙103
40∙103
300∙103
120∙103
70∙103
30∙103
160∙103
50∙103
80∙103
100∙103
40∙103
30∙103
100∙103
200∙103
70∙103
180∙103
350
1800
185
250
275
250
80
8
18
18
60∙103
22∙103
5∙103
4∙103
6∙103
353∙106
317∙106
317∙106
353∙106
333∙106
353∙106
274∙106
353∙106
317∙106
317∙106
353∙106
333∙106
356∙106
356∙106
317∙106
392∙106
2,5∙106
2,5∙106
2,5∙106
2,5∙106
6,3∙106
6,3∙106
2,5∙106
6,3∙106
6,3∙106
2,5∙106
353∙106
294∙106
3,2∙106
3,2∙106
294∙106
343∙106
333∙106
353∙106
6,3∙106
6,3∙106
сталь45
сгаль35
сталь35
сталь45
сталь40
сталь45
сталь45
латунь
сталь30
сталь40
сталь45
сталь45
сталь35
сталь35
сталь45
сталь40
сталь45
чугун
сталь35
сталь45
сталь30
латунь