Поделиться

Дисциплина: ОП.05 Метрология, стандартизация и сертификация
Специальность 23.02.03 "Техническое обслуживание и ремонт автомобильного транспорта"
Преподаватель ГБПОУ ВО «Аннинский аграрно-промышленный техникум»: Колтовская А. А.
Практическое занятие
Тема. Определение элементов гладкого цилиндрического соединения
Цель занятия: формировать умения и навыки чтения и расчета линейных размеров и посадок.
Цель работы: ознакомиться с основными отклонениями и особенностью (принципами) их обозначения для валов и отверстий; освоить понятия квалитета и принцип его выбора; научиться обозначать стандартные посадки в разных системах; освоить принцип определения отклонений по таблицам ГОСТ.
В ходе освоения данной темы формируются следующие общие компетенции:
OK1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество.
ОК 3. Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность.
ОК 4. Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития.
ОК 5. Использовать информационно-коммуникативные технологии в профессиональной деятельности.
Задание:
1. Повторить теоретический материал по теме практического занятия.
2. Ответить на контрольные вопросы.
3. Выполнить задания по теме.
4. Оформить отчёт
Материально-техническое оснащение: учебно–методическое пособие; справочные материалы.
Ход занятия:
1. Организационный момент (2…3 мин).
2. Актуализация пройденного материала.
Фронтальный опрос.
1) Дайте определение: «Отверстие».
2) Что в метрологии принято называть валом?
3) Какой размер называется номинальным?
4) Дайте определение: «Предельный размер».
5) Какие предельные отклонения вам известны?
3. Выполнение практической работы.
4. Заключительное слово преподавателя.
Теоретические сведения
Основные отклонения
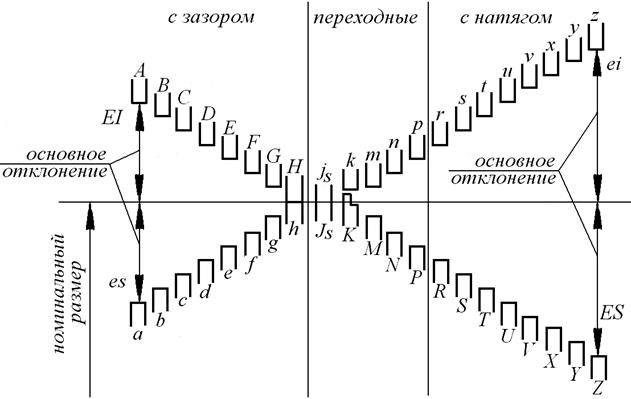
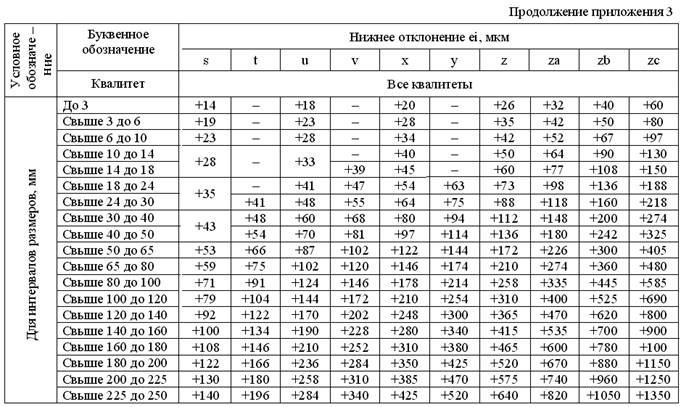
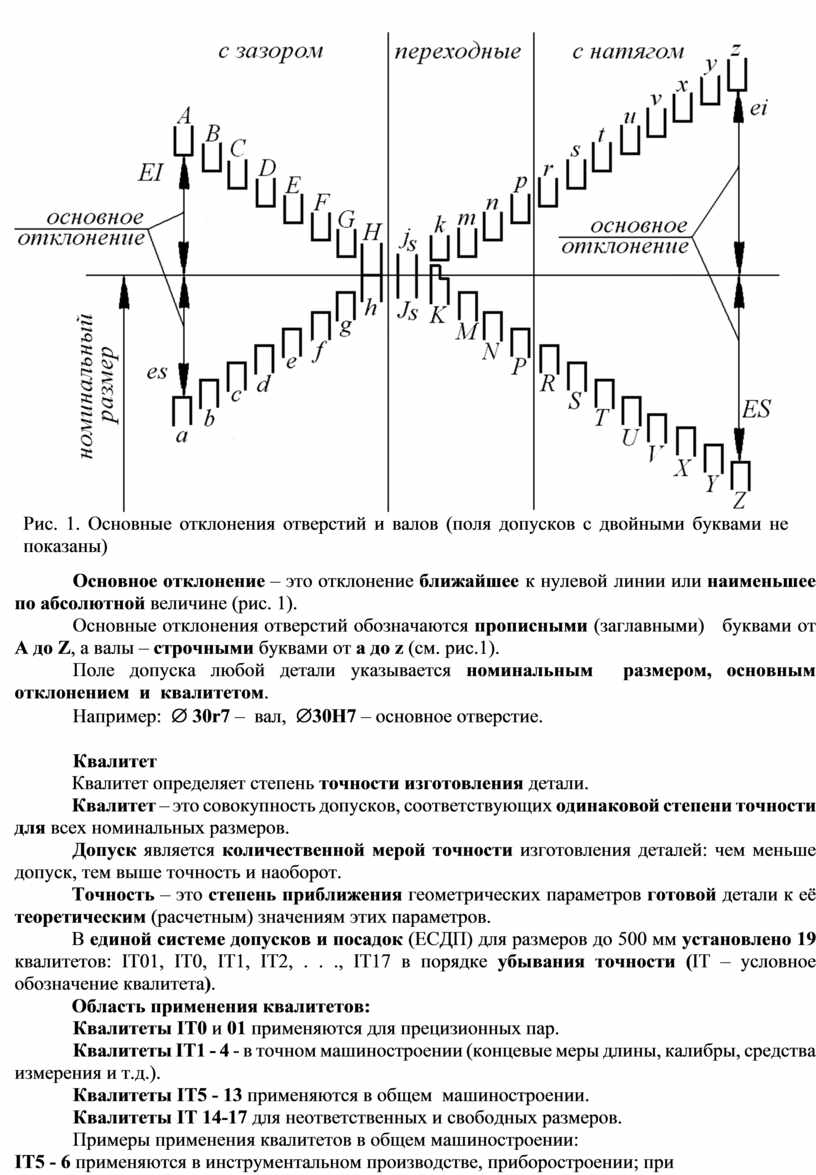
Для образования стандартных посадок с различными зазорами и натягами в ЕСДП предусмотрено 27 основных отклонений валов и отверстий, обозначаемых буквами латинского алфавита: прописной – для отверстий и строчной – для валов (рис. 1).
|
|
|
Рис. 1. Основные отклонения отверстий и валов (поля допусков с двойными буквами не показаны) |
Основное отклонение – это отклонение ближайшее к нулевой линии или наименьшее по абсолютной величине (рис. 1).
Основные отклонения отверстий обозначаются прописными (заглавными) буквами от А до Z, а валы – строчными буквами от а до z (см. рис.1).
Поле допуска любой детали указывается номинальным размером, основным отклонением и квалитетом.
Например: Æ 30r7 – вал, Æ30H7 – основное отверстие.
Квалитет
Квалитет определяет степень точности изготовления детали.
Квалитет – это совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров.
Допуск является количественной мерой точности изготовления деталей: чем меньше допуск, тем выше точность и наоборот.
Точность – это степень приближения геометрических параметров готовой детали к её теоретическим (расчетным) значениям этих параметров.
В единой системе допусков и посадок (ЕСДП) для размеров до 500 мм установлено 19 квалитетов: IT01, IT0, IT1, IT2, . . ., IT17 в порядке убывания точности (IT – условное обозначение квалитета).
Область применения квалитетов:
Квалитеты IT0 и 01 применяются для прецизионных пар.
Квалитеты IT1 - 4 - в точном машиностроении (концевые меры длины, калибры, средства измерения и т.д.).
Квалитеты IT5 - 13 применяются в общем машиностроении.
Квалитеты IT 14-17 для неответственных и свободных размеров.
Примеры применения квалитетов в общем машиностроении:
IT5 - 6 применяются в инструментальном производстве, приборостроении; при изготовлении топливной аппаратуры дизелей, гидравлической аппаратуры;
IT6 -7 применяются в станкостроении, в автотракторном и электромашиностроении (подшипники для посадки на вал или в корпус);
IT8 - 9 применяются в транспортном и подъемно-транспортном машиностроении, ответственные узлы в с.х.м;
IT10 - 13 применяются в сельхозмашиностроении и для машин с малыми скоростями движения (транспортеры, лебедки и т.д.)
При установлении точности детали нужно учитывать:
- Конструктивные требования к детали.
- Технические и метрологические возможности оборудования и приборов.
- Экономическую целесообразность.
Стандартные посадки и их обозначение
В единой системе допусков и посадок (ЕСДП) стандартные посадки образуются сочетанием полей допуска отверстий и валов, для которых стандартизированы: 1) основные отклонения и 2) квалитеты (допуски).
Обозначение стандартных посадок:
в системе отверстия: Æ30![]() , Æ45
, Æ45![]() , Æ50
, Æ50![]() ;
;
в системе вала: Æ25![]() , Æ45
, Æ45![]() , Æ60
, Æ60![]() .
.
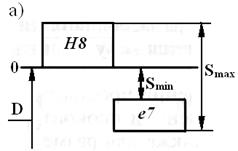
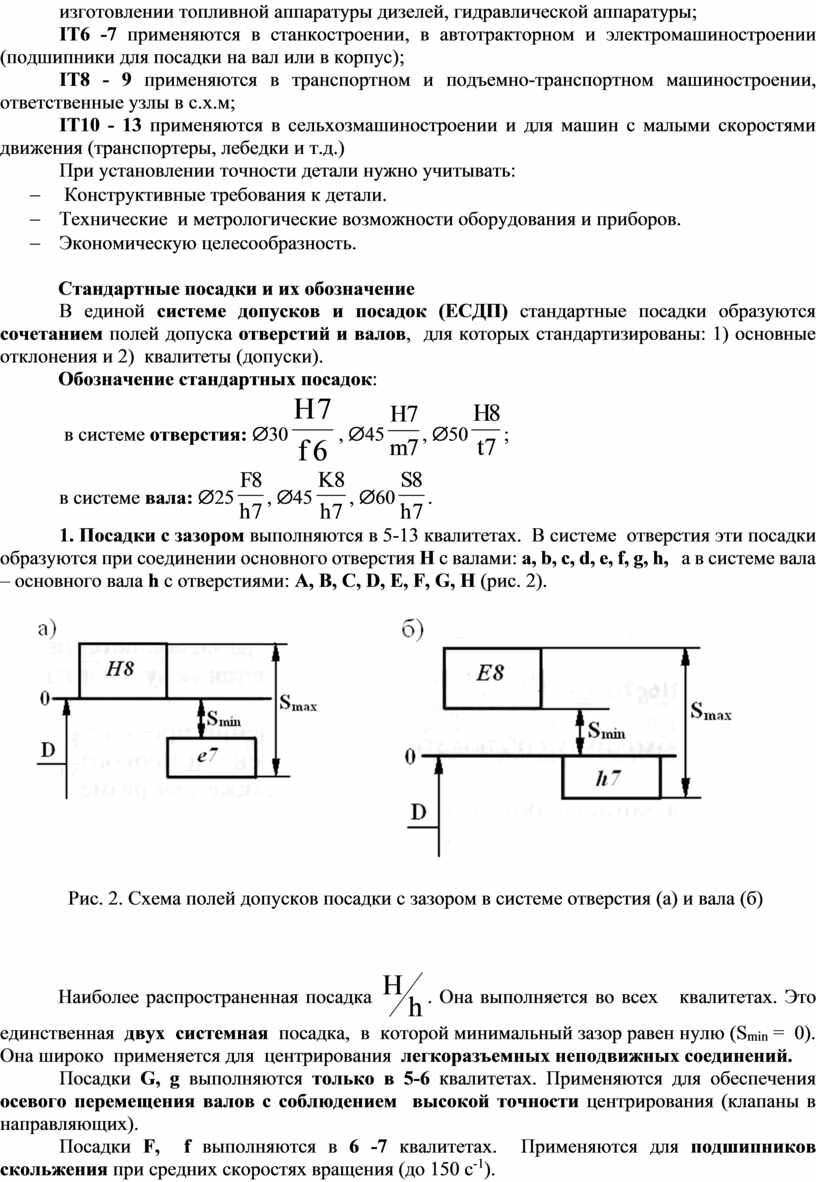
1. Посадки с зазором выполняются в 5-13 квалитетах. В системе отверстия эти посадки образуются при соединении основного отверстия H с валами: a, b, c, d, e, f, g, h, а в системе вала – оcновного вала h с отверстиями: A, B, C, D, E, F, G, H (рис. 2).
|
|
|
|
Рис. 2. Схема полей допусков посадки с зазором в системе отверстия (а) и вала (б) |
|
Наиболее
распространенная посадка ![]() .
Она выполняется во всех квалитетах. Это единственная двух системная
посадка, в которой минимальный зазор равен нулю (Smin
= 0). Она широко применяется для центрирования легкоразъемных
неподвижных соединений.
.
Она выполняется во всех квалитетах. Это единственная двух системная
посадка, в которой минимальный зазор равен нулю (Smin
= 0). Она широко применяется для центрирования легкоразъемных
неподвижных соединений.
Посадки G, g выполняются только в 5-6 квалитетах. Применяются для обеспечения осевого перемещения валов с соблюдением высокой точности центрирования (клапаны в направляющих).
Посадки F, f выполняются в 6 -7 квалитетах. Применяются для подшипников скольжения при средних скоростях вращения (до 150 с-1).
Посадки Е и Д применяются там, где требуются повышенные зазоры в соединении; для подшипников скольжения при высоких скоростях вращения (свыше 150 с-1).
Посадки А, В, С дают очень большой зазор в соединении, чем гарантируют подвижность в любых условиях (загрязнение, агрессивные среды, температурные деформации). Выполняется в 11-12 квалитетах. Часто используется в сельхозмашинах.
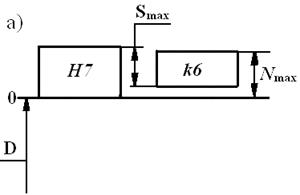
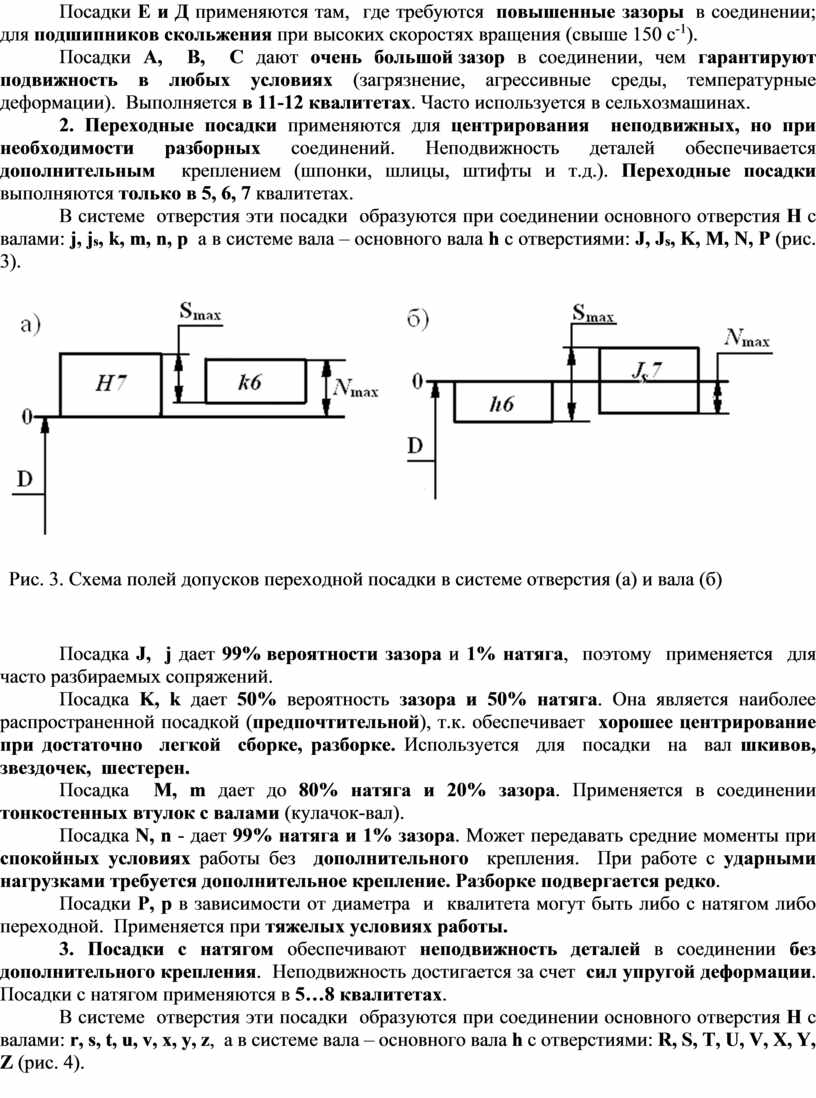
2. Переходные посадки применяются для центрирования неподвижных, но при необходимости разборных соединений. Неподвижность деталей обеспечивается дополнительным креплением (шпонки, шлицы, штифты и т.д.). Переходные посадки выполняются только в 5, 6, 7 квалитетах.
В системе отверстия эти посадки образуются при соединении основного отверстия H с валами: j, js, k, m, n, p а в системе вала – основного вала h с отверстиями: J, Js, K, M, N, P (рис. 3).
|
|
|
|
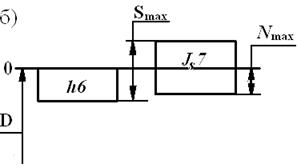
Рис. 3. Схема полей допусков переходной посадки в системе отверстия (а) и вала (б) |
|
Посадка J, j дает 99% вероятности зазора и 1% натяга, поэтому применяется для часто разбираемых сопряжений.
Посадка K, k дает 50% вероятность зазора и 50% натяга. Она является наиболее распространенной посадкой (предпочтительной), т.к. обеспечивает хорошее центрирование при достаточно легкой сборке, разборке. Используется для посадки на вал шкивов, звездочек, шестерен.
Посадка М, m дает до 80% натяга и 20% зазора. Применяется в соединении тонкостенных втулок с валами (кулачок-вал).
Посадка N, n - дает 99% натяга и 1% зазора. Может передавать средние моменты при спокойных условиях работы без дополнительного крепления. При работе с ударными нагрузками требуется дополнительное крепление. Разборке подвергается редко.
Посадки Р, р в зависимости от диаметра и квалитета могут быть либо с натягом либо переходной. Применяется при тяжелых условиях работы.
3. Посадки с натягом обеспечивают неподвижность деталей в соединении без дополнительного крепления. Неподвижность достигается за счет сил упругой деформации. Посадки с натягом применяются в 5…8 квалитетах.
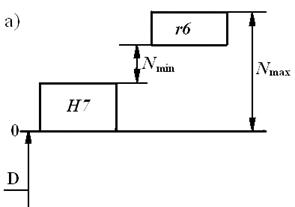
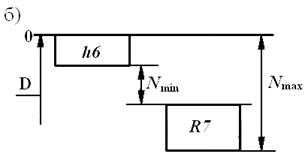
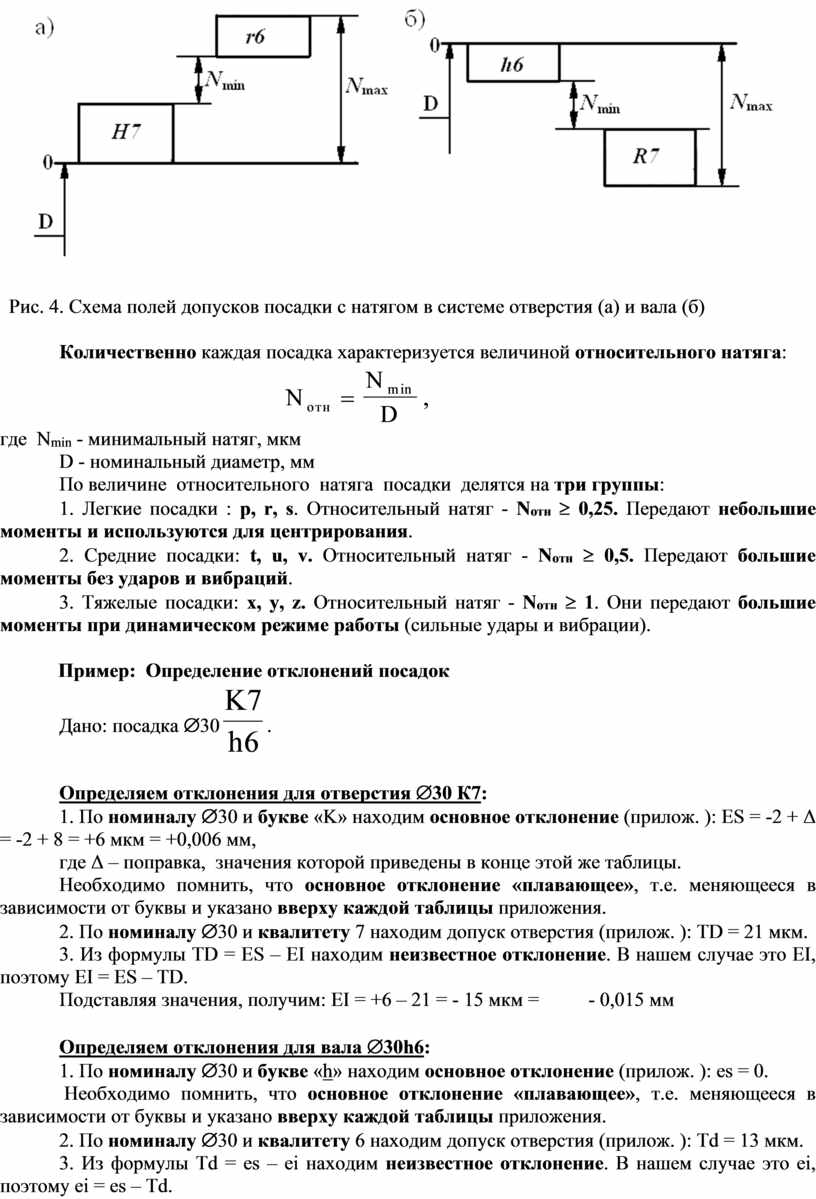
В системе отверстия эти посадки образуются при соединении основного отверстия H с валами: r, s, t, u, v, x, y, z, а в системе вала – основного вала h с отверстиями: R, S, T, U, V, X, Y, Z (рис. 4).
|
|
|
|
Рис. 4. Схема полей допусков посадки с натягом в системе отверстия (а) и вала (б) |
|
Количественно каждая посадка характеризуется величиной относительного натяга:
где Nmin - минимальный натяг, мкм
D - номинальный диаметр, мм
По величине относительного натяга посадки делятся на три группы:
1. Легкие посадки : p, r, s. Относительный натяг - Nотн ³ 0,25. Передают небольшие моменты и используются для центрирования.
2. Средние посадки: t, u, v. Относительный натяг - Nотн ³ 0,5. Передают большие моменты без ударов и вибраций.
3. Тяжелые посадки: x, y, z. Относительный натяг - Nотн ³ 1. Они передают большие моменты при динамическом режиме работы (сильные удары и вибрации).
Пример: Определение отклонений посадок
Дано: посадка Æ30![]() .
.
Определяем отклонения для отверстия Æ30 К7:
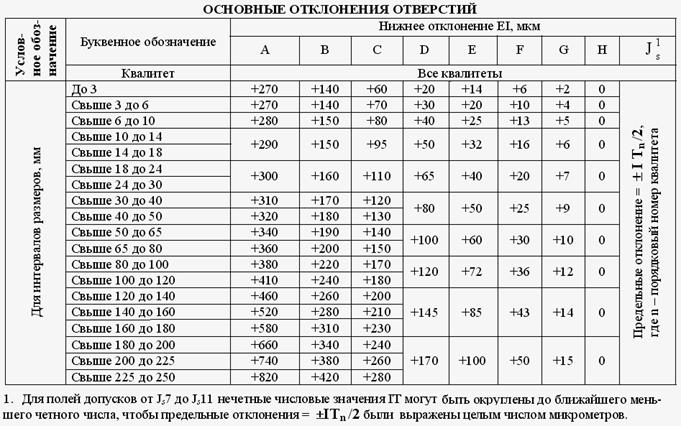
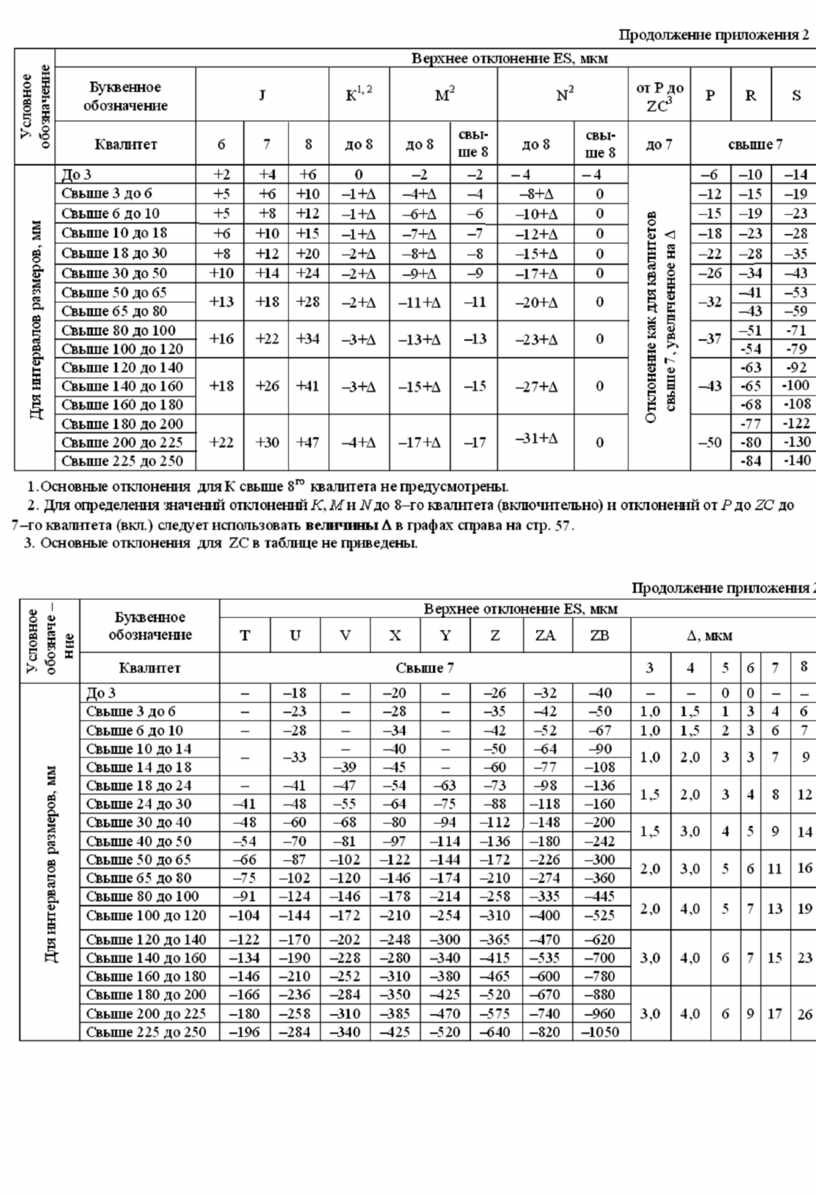
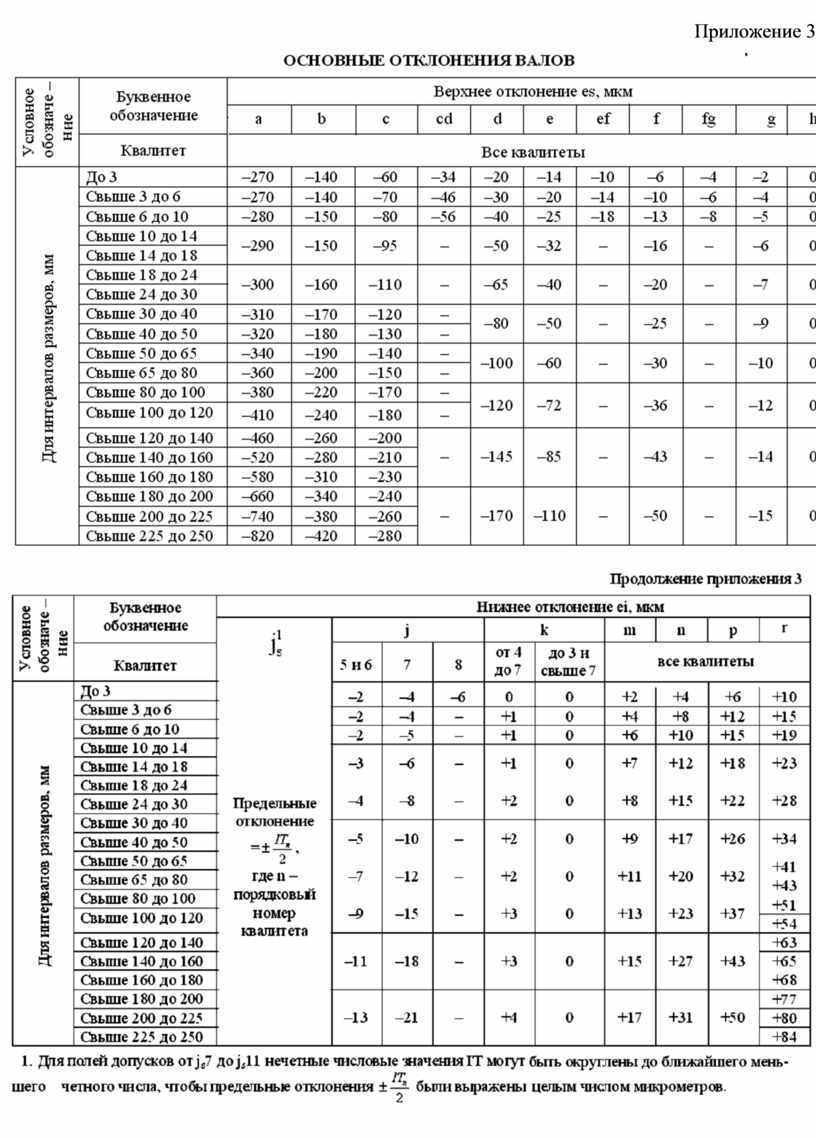
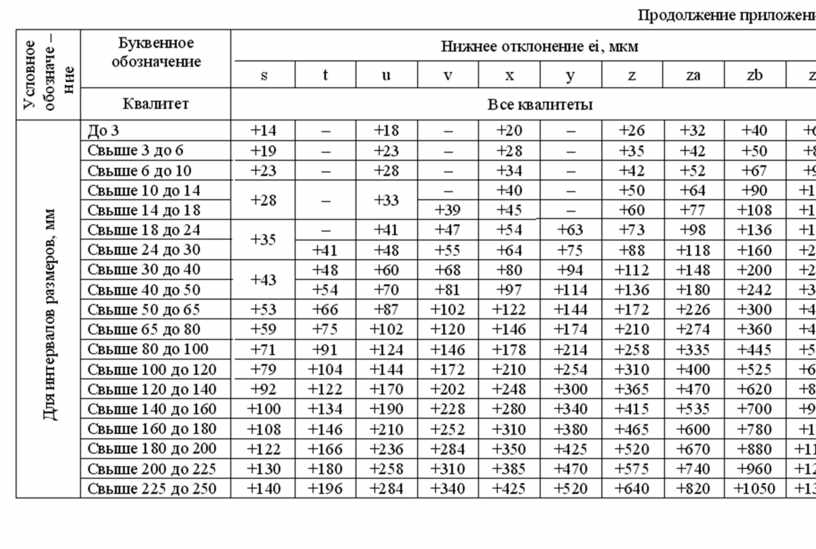
1. По номиналу Æ30 и букве «K» находим основное отклонение (прилож. ): ES = -2 + Δ = -2 + 8 = +6 мкм = +0,006 мм,
где Δ – поправка, значения которой приведены в конце этой же таблицы.
Необходимо помнить, что основное отклонение «плавающее», т.е. меняющееся в зависимости от буквы и указано вверху каждой таблицы приложения.
2. По номиналу Æ30 и квалитету 7 находим допуск отверстия (прилож. ): TD = 21 мкм.
3. Из формулы TD = ES – EI находим неизвестное отклонение. В нашем случае это EI, поэтому EI = ES – TD.
Подставляя значения, получим: EI = +6 – 21 = - 15 мкм = - 0,015 мм
Определяем отклонения для вала Æ30h6:
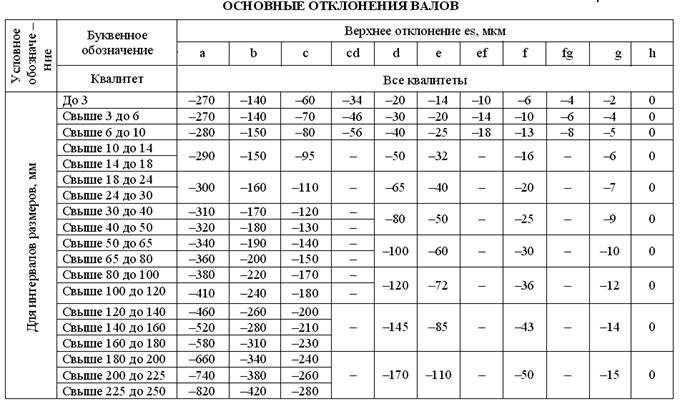
1. По номиналу Æ30 и букве «h» находим основное отклонение (прилож. ): es = 0.
Необходимо помнить, что основное отклонение «плавающее», т.е. меняющееся в зависимости от буквы и указано вверху каждой таблицы приложения.
2. По номиналу Æ30 и квалитету 6 находим допуск отверстия (прилож. ): Td = 13 мкм.
3. Из формулы Td = es – ei находим неизвестное отклонение. В нашем случае это ei, поэтому ei = es – Td.
Подставляя значения, получим:
ei = 0 – 13 = - 13 мкм = - 0,013 мм.
В результате
получим: Æ30 .
.
Характеристика посадки
Обозначение
стандартной посадки Æ30![]() читается:
читается:
1. Номинальный диаметр соединения - Æ 30 мм.
2. Система изготовления - система вала.
3. Вид посадки - переходная.
4. Точность – комбинированная по квалитетам.
6. Отчет по работе
1. Записать все основные отклонения (буквы) посадок с зазором (с натягом, переходной) в системе отверстия (системе вала) в соответствии с заданием.
2. По заданному обозначению посадки определить систему и вид посадки.
3. По справочным таблицам найти отклонения для заданной посадки.
4. По найденным отклонениям построить схему полей допуска посадки, указать зазоры (натяги), характеризующие данную посадку.
5. Рассчитать предельные размеры, допуски и зазоры (натяги) соединения.
6. Дать характеристику посадки.
1. Индивидуальные задания (примеры)
Вариант 1
1. Записать все основные отклонения (буквы) посадок с зазором в системе отверстия.
2. Определить систему и вид
посадки соединения Æ![]()
![]()
3. По справочным таблицам найти отклонения для заданной посадки.
4. Построить схему полей допуска
посадки, указать зазоры (натяги), характеризующие данную посадку.
5. Рассчитать предельные размеры, допуски и зазоры (натяги) соединения.
6. Дать характеристику посадки.
Вариант 2
1. Записать все основные
отклонения (буквы) посадок с зазором в системе отверстия.
2. Определить систему и вид посадки соединения Æ![]()
![]()
3. По справочным таблицам найти отклонения для заданной посадки.
4. Построить схему полей допуска посадки, указать зазоры (натяги), характеризующие данную посадку
5. Рассчитать предельные размеры, допуски и зазоры (натяги) соединения.
6. Дать характеристику посадки.
Вариант 3
1. Записать все основные отклонения
(буквы) посадок с зазором в системе отверстия.
2. Определить систему и вид посадки соединения Æ![]()
![]()
3. По справочным таблицам найти отклонения для заданной посадки
4. Построить схему полей допуска посадки, указать зазоры (натяги), характеризующие данную посадку.
5. Рассчитать предельные размеры, допуски и зазоры (натяги) соединения.
6. Дать характеристику посадки.
Вариант 4
1. Записать все основные
отклонения (буквы) посадок с зазором в системе отверстия.
2. Определить систему и вид посадки соединения Æ![]()
![]() .
.
3. По справочным таблицам найти отклонения для заданной посадки
4. Построить схему полей допуска посадки, указать зазоры (натяги), характеризующие данную посадку.
5.Рассчитать предельные размеры,
допуски и зазоры (натяги) соединения.
6. Дать характеристику посадки.
Контрольные вопросы
1. Дайте определение: «Основное отклонение».
2. Дайте определение: «Квалитет».
3. Перечислите все буквенные обозначения стандартных посадок с зазором.
4. Перечислите все буквенные обозначения стандартных посадок с натягом.
5. Перечислите все буквенные обозначения стандартных переходных посадок.
6. Дайте характеристику посадки,
например Æ![]()
![]() .
.
Приложение 1

Приложение 2



Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.