Поделиться

Правила и приемы рубки металла
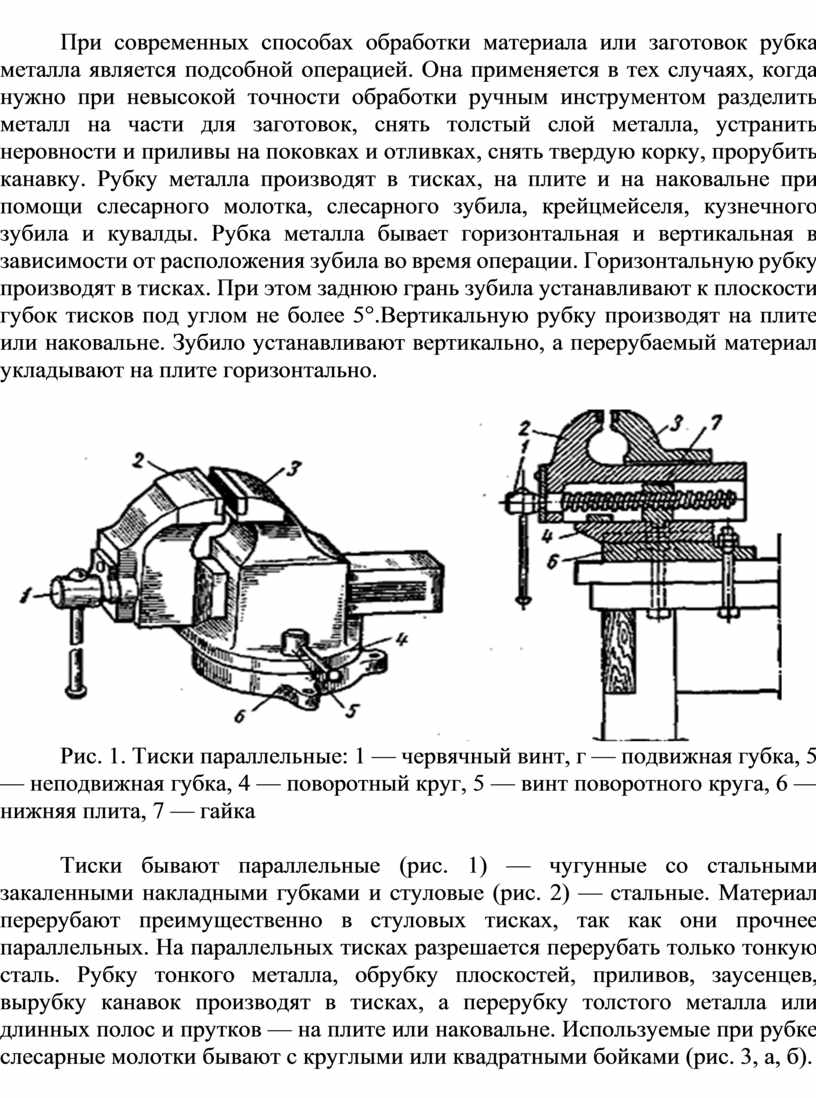
При современных способах обработки материала или заготовок рубка металла является подсобной операцией. Она применяется в тех случаях, когда нужно при невысокой точности обработки ручным инструментом разделить металл на части для заготовок, снять толстый слой металла, устранить неровности и приливы на поковках и отливках, снять твердую корку, прорубить канавку. Рубку металла производят в тисках, на плите и на наковальне при помощи слесарного молотка, слесарного зубила, крейцмейселя, кузнечного зубила и кувалды. Рубка металла бывает горизонтальная и вертикальная в зависимости от расположения зубила во время операции. Горизонтальную рубку производят в тисках. При этом заднюю грань зубила устанавливают к плоскости губок тисков под углом не более 5°.Вертикальную рубку производят на плите или наковальне. Зубило устанавливают вертикально, а перерубаемый материал укладывают на плите горизонтально.
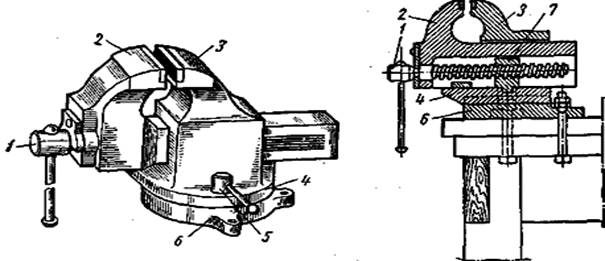
Рис. 1. Тиски параллельные: 1 — червячный винт, г — подвижная губка, 5 — неподвижная губка, 4 — поворотный круг, 5 — винт поворотного круга, 6 — нижняя плита, 7 — гайка
Тиски бывают параллельные (рис. 1) — чугунные со стальными закаленными накладными губками и стуловые (рис. 2) — стальные. Материал перерубают преимущественно в стуловых тисках, так как они прочнее параллельных. На параллельных тисках разрешается перерубать только тонкую сталь. Рубку тонкого металла, обрубку плоскостей, приливов, заусенцев, вырубку канавок производят в тисках, а перерубку толстого металла или длинных полос и прутков — на плите или наковальне. Используемые при рубке слесарные молотки бывают с круглыми или квадратными бойками (рис. 3, а, б).
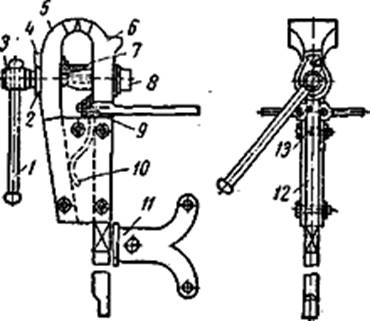
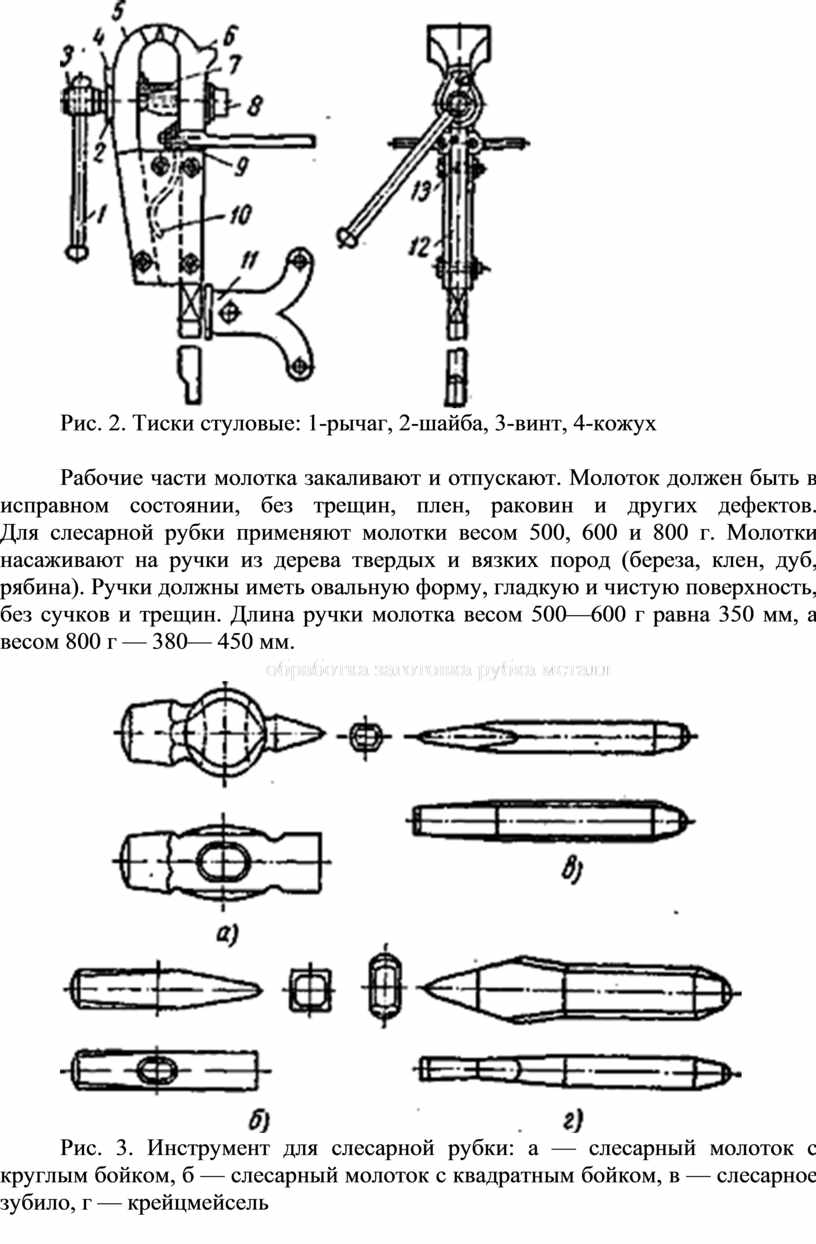
Рис. 2. Тиски стуловые: 1-рычаг, 2-шайба, 3-винт, 4-кожух
Рабочие части молотка закаливают и отпускают. Молоток
должен быть в исправном состоянии, без трещин, плен, раковин и других дефектов.
Для слесарной рубки применяют молотки весом 500, 600 и 800
г. Молотки насаживают на ручки из дерева твердых и вязких пород (береза, клен,
дуб, рябина). Ручки должны иметь овальную форму, гладкую и чистую поверхность,
без сучков и трещин. Длина ручки молотка весом 500—600 г равна 350
мм, а весом 800 г — 380— 450 мм.
обработка заготовка рубка металл
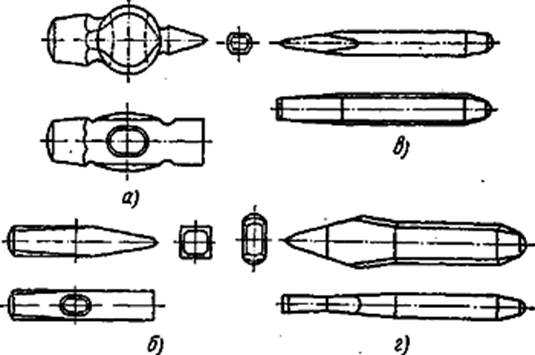
Рис. 3. Инструмент для слесарной рубки: а — слесарный молоток с круглым бойком, б — слесарный молоток с квадратным бойком, в — слесарное зубило, г — крейцмейсель
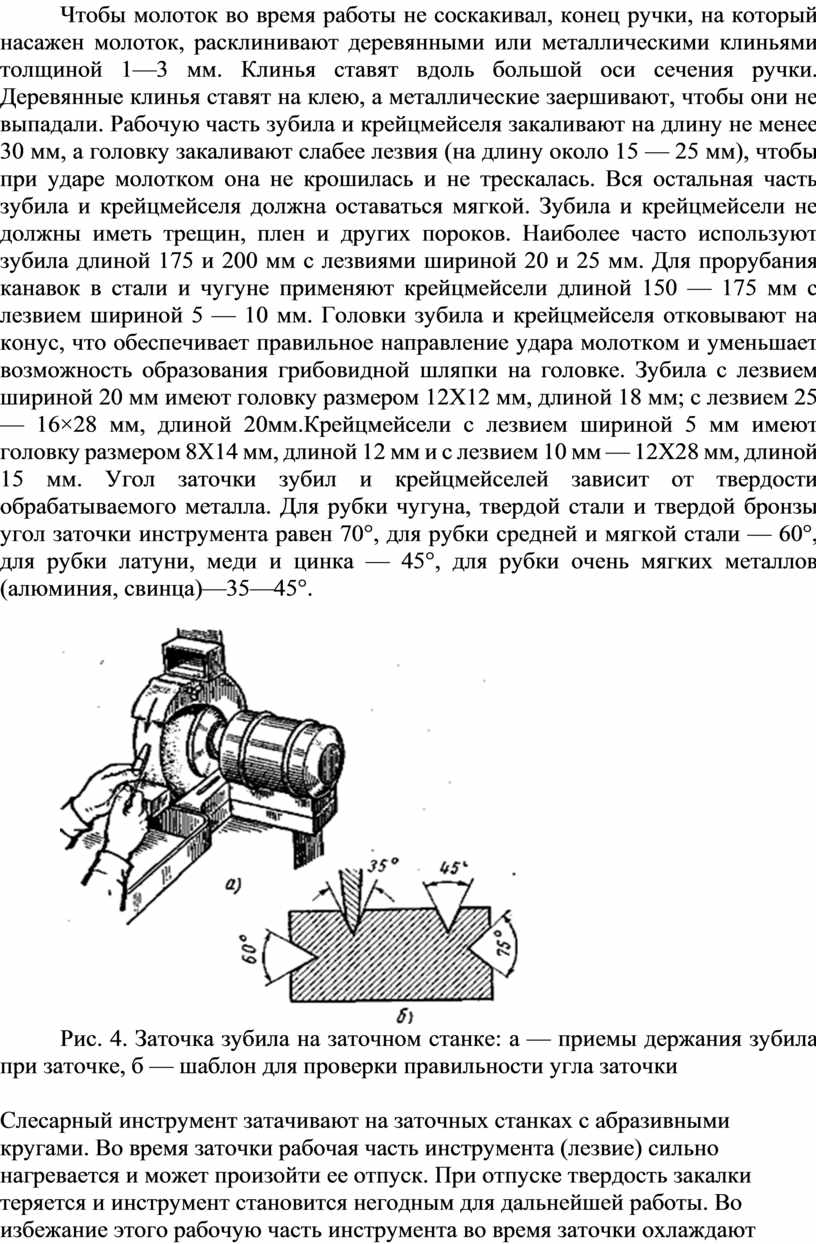
Чтобы молоток во время работы не соскакивал, конец ручки, на который насажен молоток, расклинивают деревянными или металлическими клиньями толщиной 1—3 мм. Клинья ставят вдоль большой оси сечения ручки. Деревянные клинья ставят на клею, а металлические заершивают, чтобы они не выпадали. Рабочую часть зубила и крейцмейселя закаливают на длину не менее 30 мм, а головку закаливают слабее лезвия (на длину около 15 — 25 мм), чтобы при ударе молотком она не крошилась и не трескалась. Вся остальная часть зубила и крейцмейселя должна оставаться мягкой. Зубила и крейцмейсели не должны иметь трещин, плен и других пороков. Наиболее часто используют зубила длиной 175 и 200 мм с лезвиями шириной 20 и 25 мм. Для прорубания канавок в стали и чугуне применяют крейцмейсели длиной 150 — 175 мм с лезвием шириной 5 — 10 мм. Головки зубила и крейцмейселя отковывают на конус, что обеспечивает правильное направление удара молотком и уменьшает возможность образования грибовидной шляпки на головке. Зубила с лезвием шириной 20 мм имеют головку размером 12X12 мм, длиной 18 мм; с лезвием 25 — 16×28 мм, длиной 20мм.Крейцмейсели с лезвием шириной 5 мм имеют головку размером 8X14 мм, длиной 12 мм и с лезвием 10 мм — 12X28 мм, длиной 15 мм. Угол заточки зубил и крейцмейселей зависит от твердости обрабатываемого металла. Для рубки чугуна, твердой стали и твердой бронзы угол заточки инструмента равен 70°, для рубки средней и мягкой стали — 60°, для рубки латуни, меди и цинка — 45°, для рубки очень мягких металлов (алюминия, свинца)—35—45°.
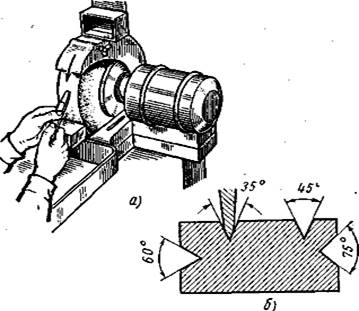
Рис. 4. Заточка зубила на заточном станке: а — приемы держания зубила при заточке, б — шаблон для проверки правильности угла заточки
Слесарный инструмент затачивают на заточных станках с абразивными кругами. Во время заточки рабочая часть инструмента (лезвие) сильно нагревается и может произойти ее отпуск. При отпуске твердость закалки теряется и инструмент становится негодным для дальнейшей работы. Во избежание этого рабочую часть инструмента во время заточки охлаждают водой. На рис. 6 показано, как надо держать зубило при заточке и проверять правильность заточки угла. Производительность и чистота рубки металла зависят от правильных приемов работы. При рубке стоять надо устойчиво и прямо, вполоборота к тискам. Молоток полагается держать за ручку на расстоянии 15 — 20 мм от конца и наносить сильные удары по центру головки зубила. Смотреть следует на лезвие зубила, а не на его головку, в противном случае лезвие зубила пойдет неправильно.
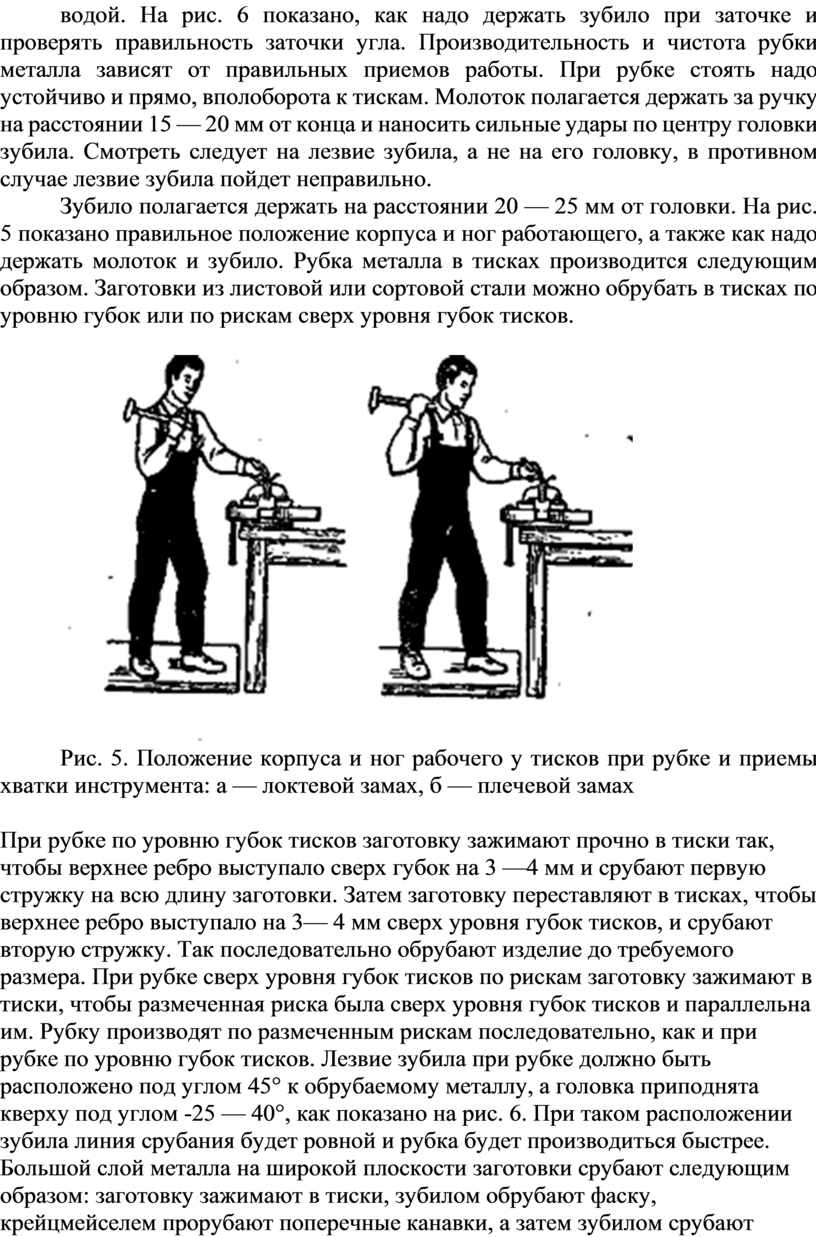
Зубило полагается держать на расстоянии 20 — 25 мм от головки. На рис. 5 показано правильное положение корпуса и ног работающего, а также как надо держать молоток и зубило. Рубка металла в тисках производится следующим образом. Заготовки из листовой или сортовой стали можно обрубать в тисках по уровню губок или по рискам сверх уровня губок тисков.
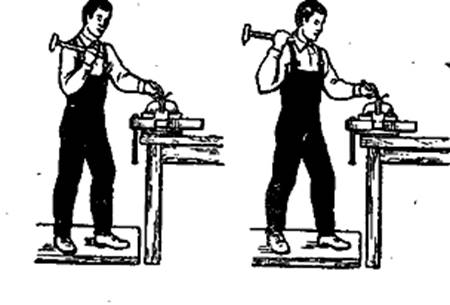
Рис. 5. Положение корпуса и ног рабочего у тисков при рубке и приемы хватки инструмента: а — локтевой замах, б — плечевой замах
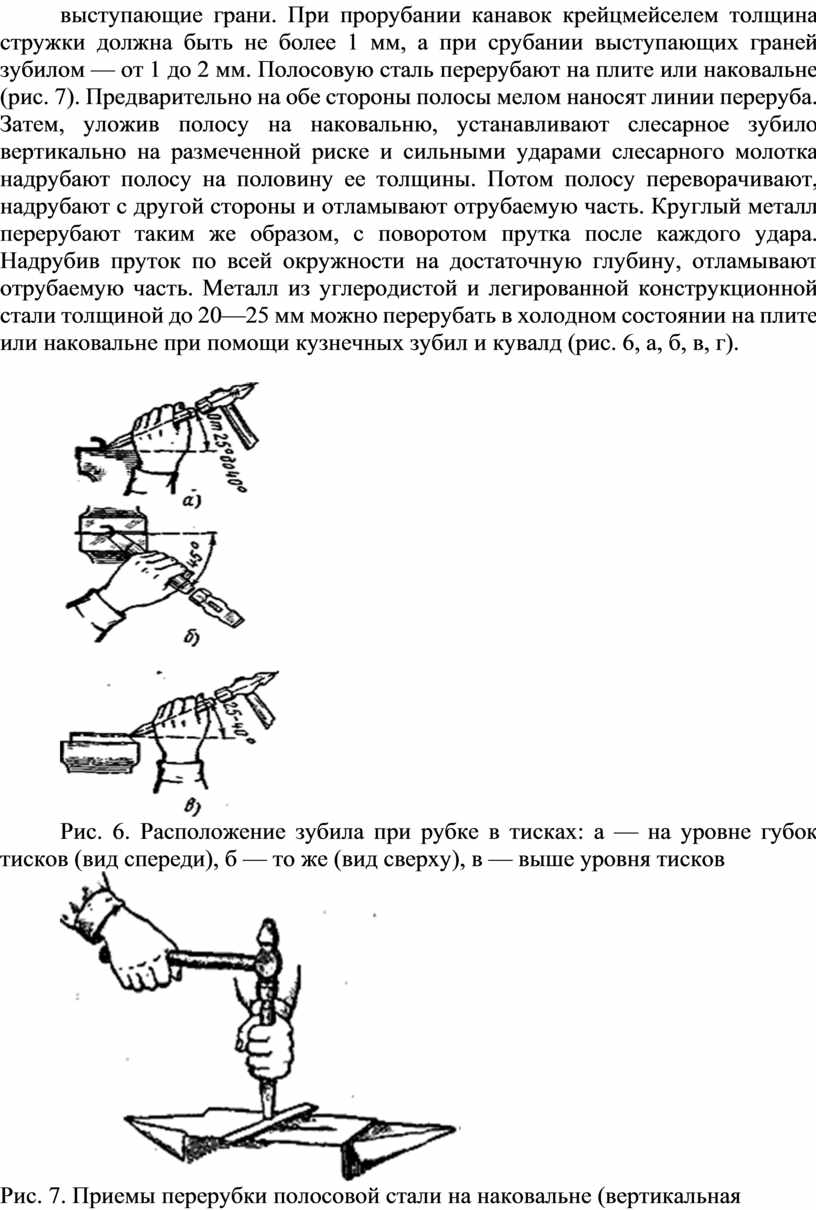
При рубке по уровню губок тисков заготовку зажимают прочно в тиски так, чтобы верхнее ребро выступало сверх губок на 3 —4 мм и срубают первую стружку на всю длину заготовки. Затем заготовку переставляют в тисках, чтобы верхнее ребро выступало на 3— 4 мм сверх уровня губок тисков, и срубают вторую стружку. Так последовательно обрубают изделие до требуемого размера. При рубке сверх уровня губок тисков по рискам заготовку зажимают в тиски, чтобы размеченная риска была сверх уровня губок тисков и параллельна им. Рубку производят по размеченным рискам последовательно, как и при рубке по уровню губок тисков. Лезвие зубила при рубке должно быть расположено под углом 45° к обрубаемому металлу, а головка приподнята кверху под углом -25 — 40°, как показано на рис. 6. При таком расположении зубила линия срубания будет ровной и рубка будет производиться быстрее. Большой слой металла на широкой плоскости заготовки срубают следующим образом: заготовку зажимают в тиски, зубилом обрубают фаску, крейцмейселем прорубают поперечные канавки, а затем зубилом срубают выступающие грани. При прорубании канавок крейцмейселем толщина стружки должна быть не более 1 мм, а при срубании выступающих граней зубилом — от 1 до 2 мм. Полосовую сталь перерубают на плите или наковальне (рис. 7). Предварительно на обе стороны полосы мелом наносят линии переруба. Затем, уложив полосу на наковальню, устанавливают слесарное зубило вертикально на размеченной риске и сильными ударами слесарного молотка надрубают полосу на половину ее толщины. Потом полосу переворачивают, надрубают с другой стороны и отламывают отрубаемую часть. Круглый металл перерубают таким же образом, с поворотом прутка после каждого удара. Надрубив пруток по всей окружности на достаточную глубину, отламывают отрубаемую часть. Металл из углеродистой и легированной конструкционной стали толщиной до 20—25 мм можно перерубать в холодном состоянии на плите или наковальне при помощи кузнечных зубил и кувалд (рис. 6, а, б, в, г).
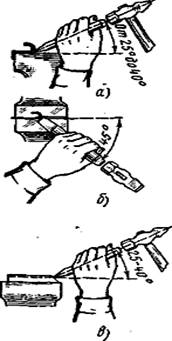
Рис. 6. Расположение зубила при рубке в тисках: а — на уровне губок тисков (вид спереди), б — то же (вид сверху), в — выше уровня тисков
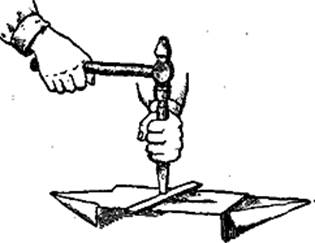
Рис. 7. Приемы перерубки полосовой стали на наковальне (вертикальная рубка)
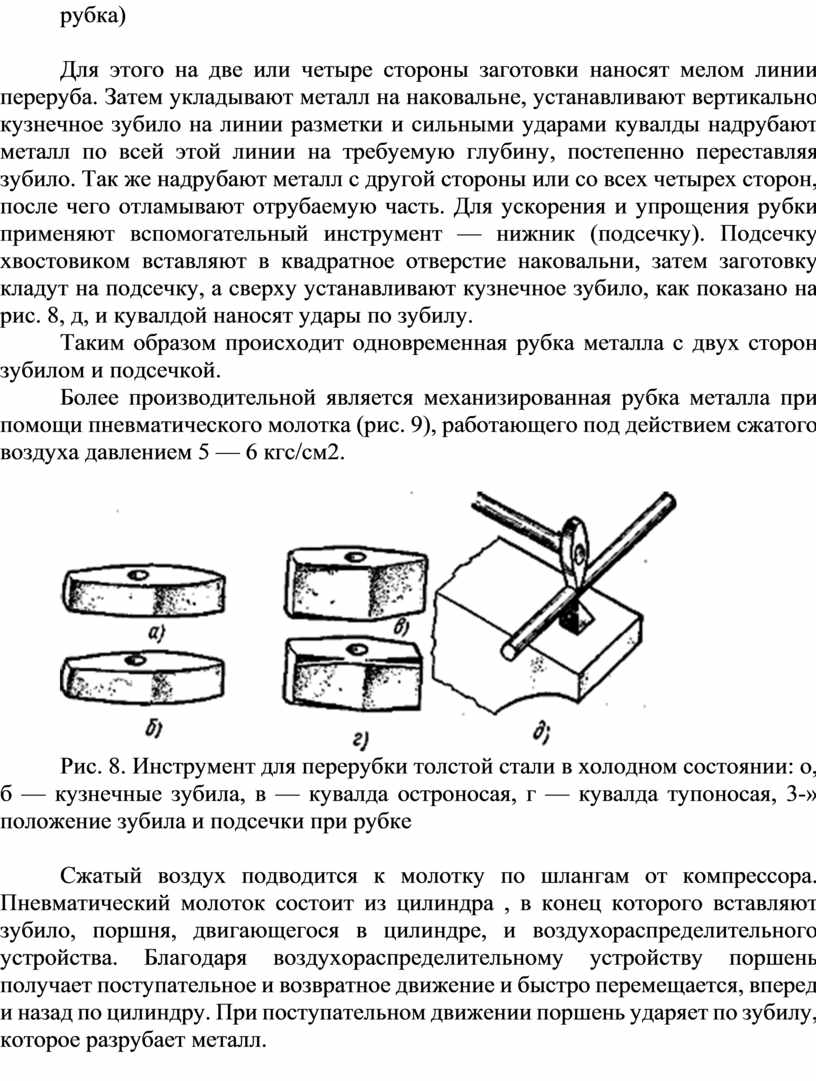
Для этого на две или четыре стороны заготовки наносят мелом линии переруба. Затем укладывают металл на наковальне, устанавливают вертикально кузнечное зубило на линии разметки и сильными ударами кувалды надрубают металл по всей этой линии на требуемую глубину, постепенно переставляя зубило. Так же надрубают металл с другой стороны или со всех четырех сторон, после чего отламывают отрубаемую часть. Для ускорения и упрощения рубки применяют вспомогательный инструмент — нижник (подсечку). Подсечку хвостовиком вставляют в квадратное отверстие наковальни, затем заготовку кладут на подсечку, а сверху устанавливают кузнечное зубило, как показано на рис. 8, д, и кувалдой наносят удары по зубилу.
Таким образом происходит одновременная рубка металла с двух сторон зубилом и подсечкой.
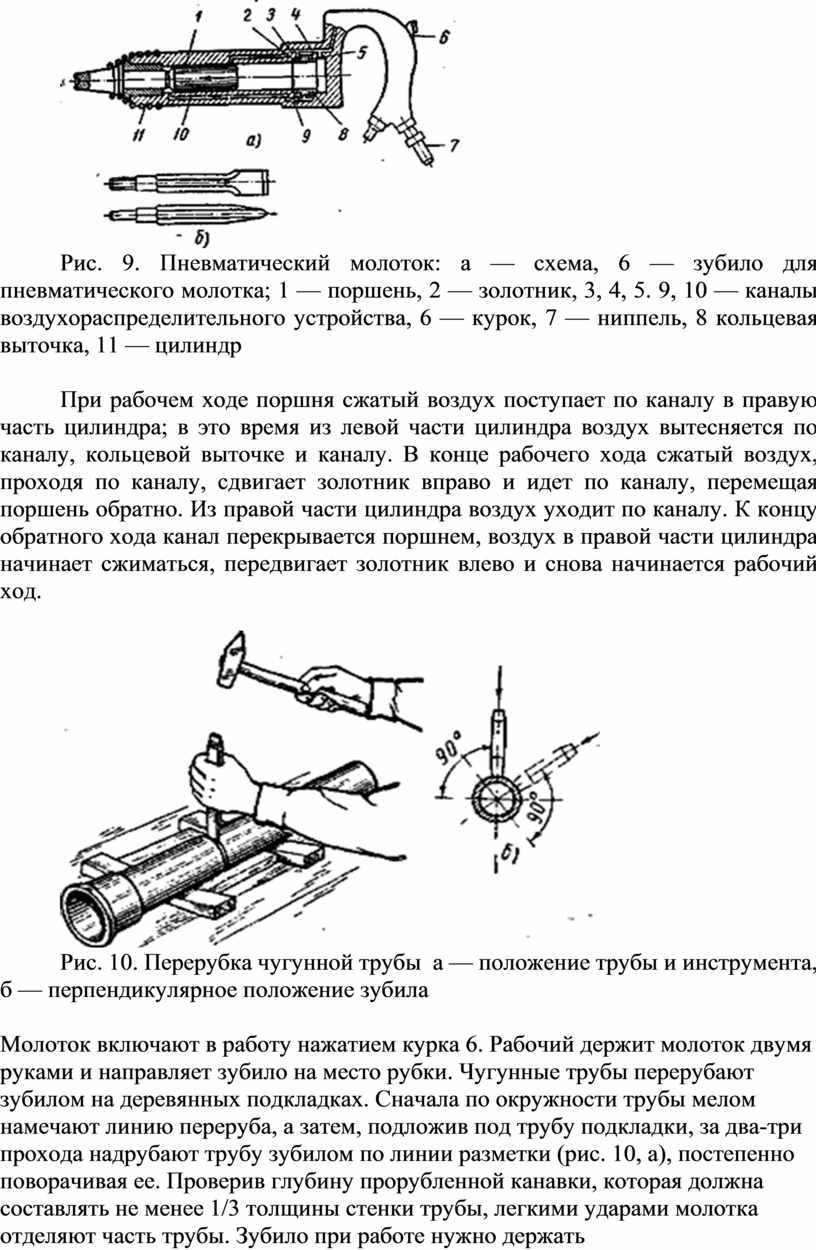
Более производительной является механизированная рубка металла при помощи пневматического молотка (рис. 9), работающего под действием сжатого воздуха давлением 5 — 6 кгс/см2.
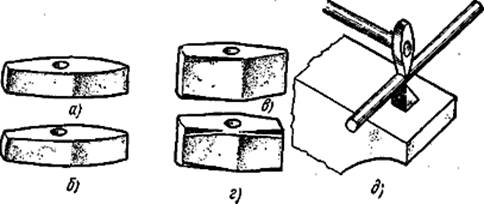
Рис. 8. Инструмент для перерубки толстой стали в холодном состоянии: о, б — кузнечные зубила, в — кувалда остроносая, г — кувалда тупоносая, 3-» положение зубила и подсечки при рубке
Сжатый воздух подводится к молотку по шлангам от компрессора. Пневматический молоток состоит из цилиндра , в конец которого вставляют зубило, поршня, двигающегося в цилиндре, и воздухораспределительного устройства. Благодаря воздухораспределительному устройству поршень получает поступательное и возвратное движение и быстро перемещается, вперед и назад по цилиндру. При поступательном движении поршень ударяет по зубилу, которое разрубает металл.
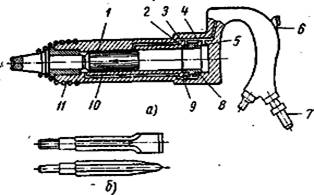
Рис. 9. Пневматический молоток: а — схема, 6 — зубило для пневматического молотка; 1 — поршень, 2 — золотник, 3, 4, 5. 9, 10 — каналы воздухораспределительного устройства, 6 — курок, 7 — ниппель, 8 кольцевая выточка, 11 — цилиндр
При рабочем ходе поршня сжатый воздух поступает по каналу в правую часть цилиндра; в это время из левой части цилиндра воздух вытесняется по каналу, кольцевой выточке и каналу. В конце рабочего хода сжатый воздух, проходя по каналу, сдвигает золотник вправо и идет по каналу, перемещая поршень обратно. Из правой части цилиндра воздух уходит по каналу. К концу обратного хода канал перекрывается поршнем, воздух в правой части цилиндра начинает сжиматься, передвигает золотник влево и снова начинается рабочий ход.
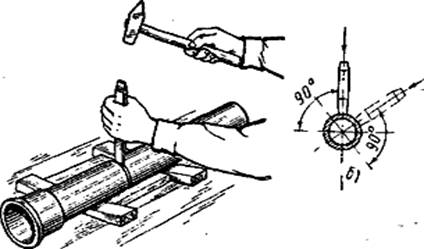
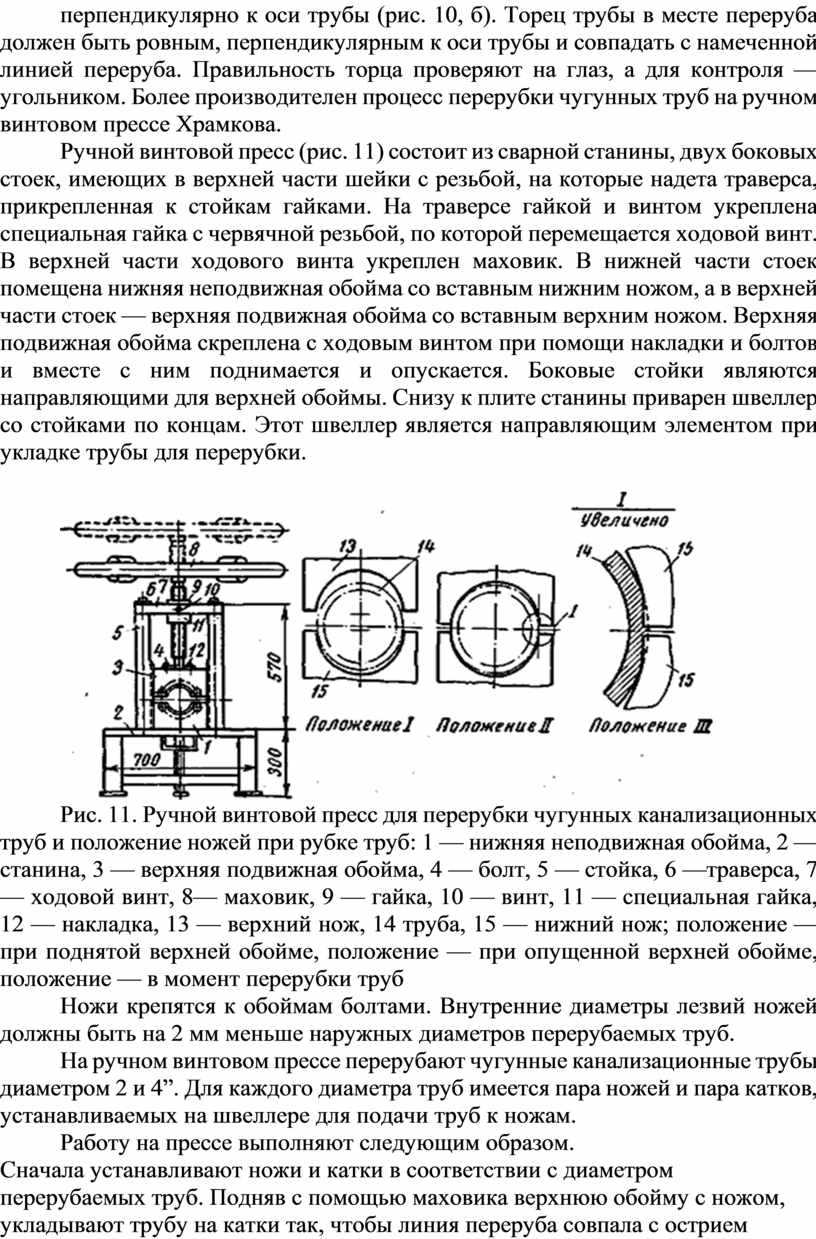
Рис. 10. Перерубка чугунной трубы а — положение трубы и инструмента, б — перпендикулярное положение зубила
Молоток включают в работу нажатием курка 6. Рабочий держит молоток двумя руками и направляет зубило на место рубки. Чугунные трубы перерубают зубилом на деревянных подкладках. Сначала по окружности трубы мелом намечают линию переруба, а затем, подложив под трубу подкладки, за два-три прохода надрубают трубу зубилом по линии разметки (рис. 10, а), постепенно поворачивая ее. Проверив глубину прорубленной канавки, которая должна составлять не менее 1/3 толщины стенки трубы, легкими ударами молотка отделяют часть трубы. Зубило при работе нужно держать перпендикулярно к оси трубы (рис. 10, б). Торец трубы в месте переруба должен быть ровным, перпендикулярным к оси трубы и совпадать с намеченной линией переруба. Правильность торца проверяют на глаз, а для контроля — угольником. Более производителен процесс перерубки чугунных труб на ручном винтовом прессе Храмкова.
Ручной винтовой пресс (рис. 11) состоит из сварной станины, двух боковых стоек, имеющих в верхней части шейки с резьбой, на которые надета траверса, прикрепленная к стойкам гайками. На траверсе гайкой и винтом укреплена специальная гайка с червячной резьбой, по которой перемещается ходовой винт. В верхней части ходового винта укреплен маховик. В нижней части стоек помещена нижняя неподвижная обойма со вставным нижним ножом, а в верхней части стоек — верхняя подвижная обойма со вставным верхним ножом. Верхняя подвижная обойма скреплена с ходовым винтом при помощи накладки и болтов и вместе с ним поднимается и опускается. Боковые стойки являются направляющими для верхней обоймы. Снизу к плите станины приварен швеллер со стойками по концам. Этот швеллер является направляющим элементом при укладке трубы для перерубки.
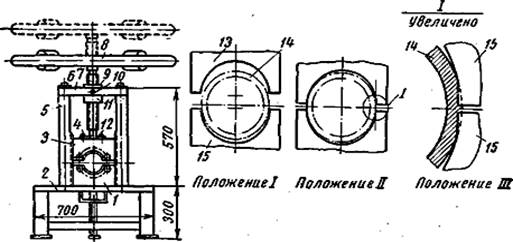
Рис. 11. Ручной винтовой пресс для перерубки чугунных канализационных труб и положение ножей при рубке труб: 1 — нижняя неподвижная обойма, 2 — станина, 3 — верхняя подвижная обойма, 4 — болт, 5 — стойка, 6 —траверса, 7 — ходовой винт, 8— маховик, 9 — гайка, 10 — винт, 11 — специальная гайка, 12 — накладка, 13 — верхний нож, 14 труба, 15 — нижний нож; положение — при поднятой верхней обойме, положение — при опущенной верхней обойме, положение — в момент перерубки труб
Ножи крепятся к обоймам болтами. Внутренние диаметры лезвий ножей должны быть на 2 мм меньше наружных диаметров перерубаемых труб.
На ручном винтовом прессе перерубают чугунные канализационные трубы диаметром 2 и 4”. Для каждого диаметра труб имеется пара ножей и пара катков, устанавливаемых на швеллере для подачи труб к ножам.
Работу на прессе выполняют следующим образом.
Сначала устанавливают ножи и катки в соответствии с диаметром перерубаемых труб. Подняв с помощью маховика верхнюю обойму с ножом, укладывают трубу на катки так, чтобы линия переруба совпала с острием нижнего ножа. Затем резким рывком поворачивают маховик в обратную сторону, опуская при этом ходовой винт с верхним ножом. От резкого нажима нижнего и верхнего ножей на боковых сторонах трубы сначала появляется надрез, труба расклинивается и затем раскалывается на две части.
Пресс обслуживает один рабочий. На перерубку трубы затрачивается 1 мин.Механизм ВМС-36 (рис. 12) для перерубки чугунных канализационных труб диаметром 50 и 100 мм работает по принципу приводного пресса.
Механизм имеет сварную станину, на которой смонтирован редуктор с двумя головками.
Перерубка труб производится с помощью четырех подвижных ножей, вмонтированных в патрон каждой головки механизма. Одна головка предназначена для перерубки труб диаметром 50 мм, вторая — для труб диаметром 100 мм.
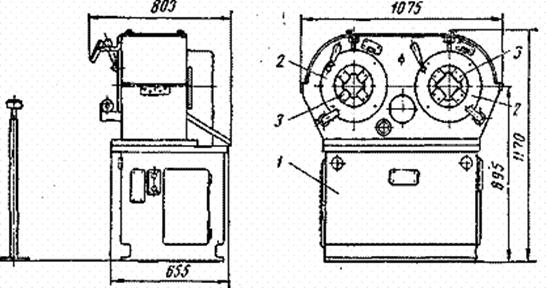
Рис. 12. Механизм для перерубки чугунных труб ВМС-36: 1 — станина, 2 — головки, 3 — ножи
Механизм включается в работу от электродвигателя мощностью 1 кет с числом оборотов 930 в минуту. Запуск двигателя осуществляется кнопочными пускателями.
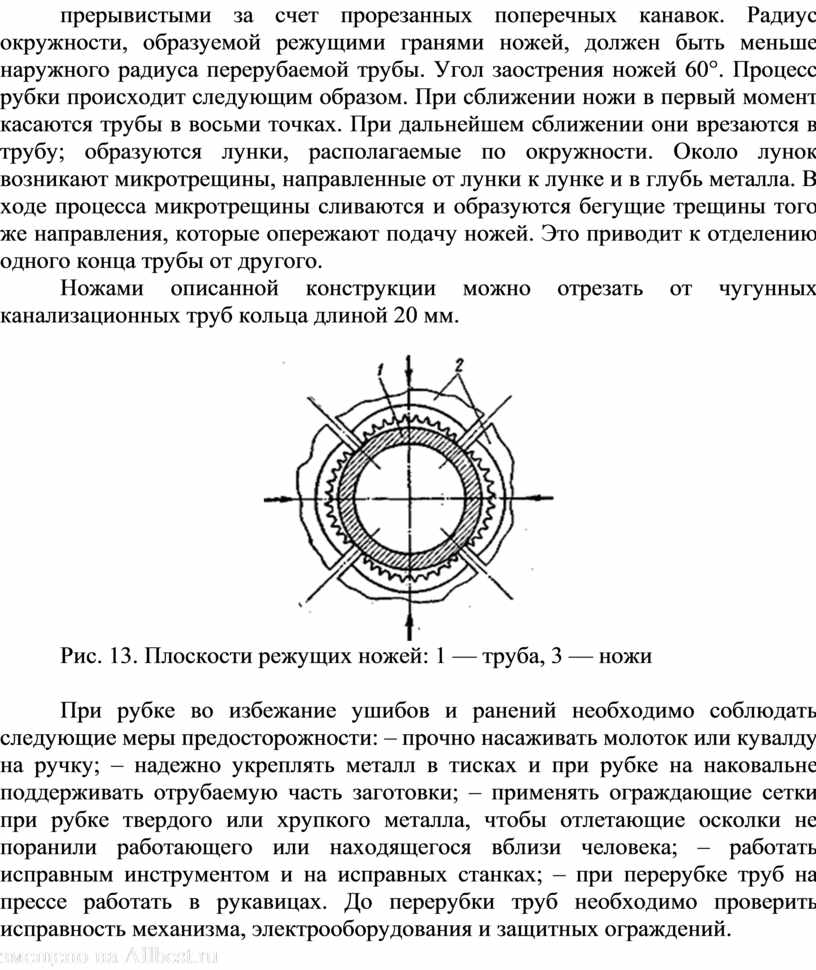
Для перерубки труб вначале включают электродвигатель. Затем берут заранее размеченную трубу и укладывают ее на опоры так, чтобы линия разметки на трубе совпала с лезвием ножа. После этого ногой нажимают на педаль. Ножи опускаются на трубу, которая от нажима ножей перерубается по линии разметки. После. совершения цикла перерубки ножи возвращаются в исходное положение и работа головки автоматически прекращается. Время перерубки труб одного цикла составляет 3 сек.Каждый из четырех ножей охватывает перерубаемую трубу на длине, равной четверти ее окружности. На рис. 13 показаны плоскости режущих ножей, геометрия которых учитывает особенности перерубаемого материала, т. е. хрупкость чугуна.
Для предупреждения разрушения и обеспечения гладкой и розной поверхности реза перерубаемой трубы режущие грани ножей выполнены прерывистыми за счет прорезанных поперечных канавок. Радиус окружности, образуемой режущими гранями ножей, должен быть меньше наружного радиуса перерубаемой трубы. Угол заострения ножей 60°. Процесс рубки происходит следующим образом. При сближении ножи в первый момент касаются трубы в восьми точках. При дальнейшем сближении они врезаются в трубу; образуются лунки, располагаемые по окружности. Около лунок возникают микротрещины, направленные от лунки к лунке и в глубь металла. В ходе процесса микротрещины сливаются и образуются бегущие трещины того же направления, которые опережают подачу ножей. Это приводит к отделению одного конца трубы от другого.
Ножами описанной конструкции можно отрезать от чугунных канализационных труб кольца длиной 20 мм.
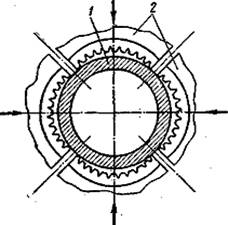
Рис. 13. Плоскости режущих ножей: 1 — труба, 3 — ножи
При рубке во избежание ушибов и ранений необходимо соблюдать следующие меры предосторожности: – прочно насаживать молоток или кувалду на ручку; – надежно укреплять металл в тисках и при рубке на наковальне поддерживать отрубаемую часть заготовки; – применять ограждающие сетки при рубке твердого или хрупкого металла, чтобы отлетающие осколки не поранили работающего или находящегося вблизи человека; – работать исправным инструментом и на исправных станках; – при перерубке труб на прессе работать в рукавицах. До перерубки труб необходимо проверить исправность механизма, электрооборудования и защитных ограждений.
змещено на Allbest.ru

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
