Поделиться

ПРОИЗВОДСТВО СТАЛИ
ПРОИЗВОДСТВО СТАЛИ
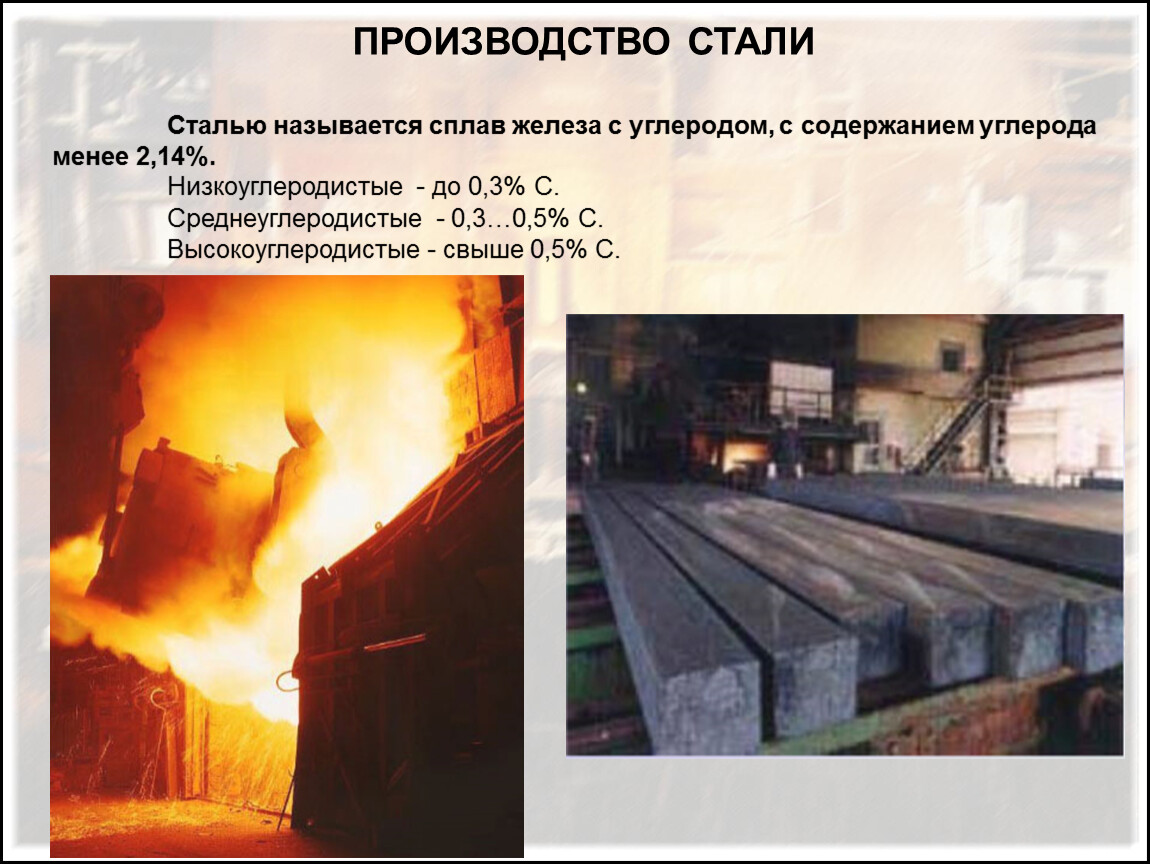
Сталью называется сплав железа с углеродом, с содержанием углерода менее 2,14%.
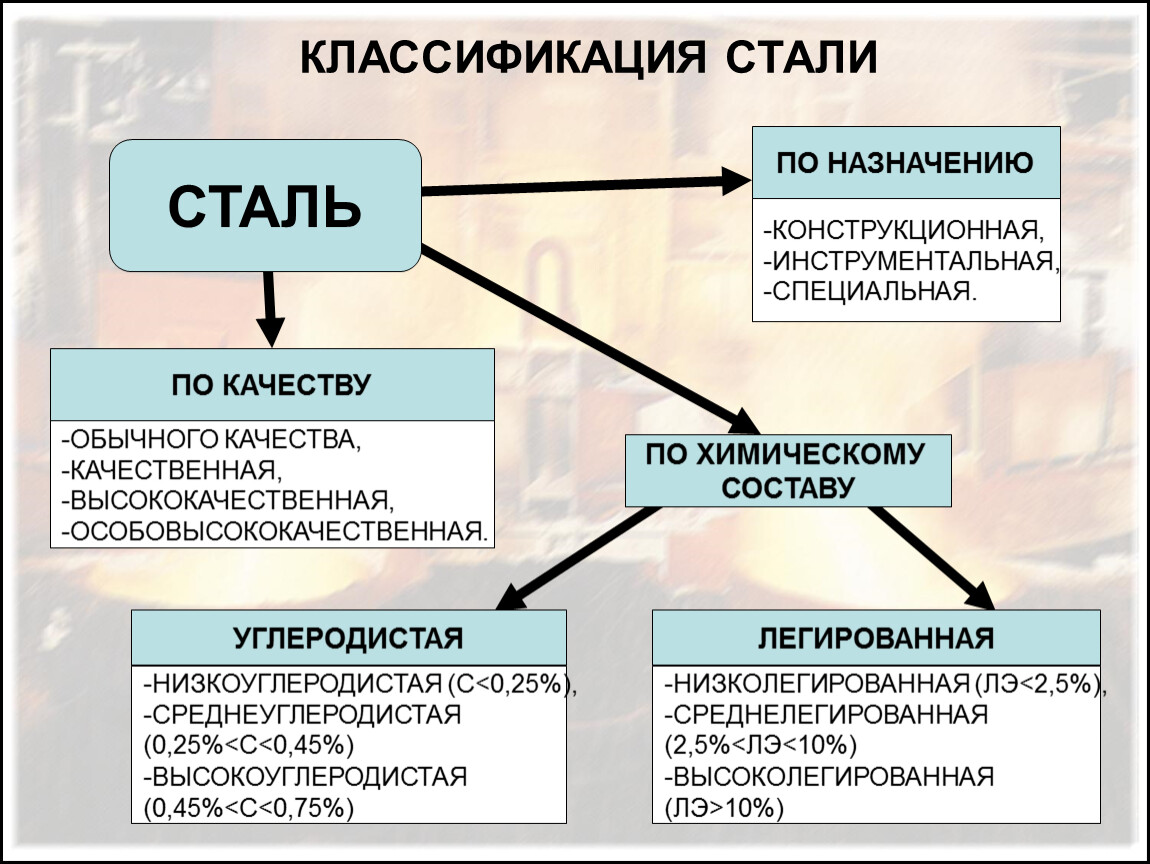
СТАЛЬ
ПО КАЧЕСТВУ
ОБЫЧНОГО КАЧЕСТВА,
КАЧЕСТВЕННАЯ,
ВЫСОКОКАЧЕСТВЕННАЯ,
ОСОБОВЫСОКОКАЧЕСТВЕННАЯ.
ПО ХИМИЧЕСКОМУ
СОСТАВУ
ПО НАЗНАЧЕНИЮ
КОНСТРУКЦИОННАЯ,
ИНСТРУМЕНТАЛЬНАЯ,
СПЕЦИАЛЬНАЯ.
КЛАССИФИКАЦИЯ СТАЛИ
УГЛЕРОДИСТАЯ
НИЗКОУГЛЕРОДИСТАЯ (С<0,25%), ЛЕГИРОВАННАЯ НИЗКОЛЕГИРОВАННАЯ (ЛЭ<2,5%),
СРЕДНЕУГЛЕРОДИСТАЯ
(0,25%
(0,45%
СРЕДНЕЛЕГИРОВАННАЯ
(2,5%<ЛЭ<10%)
-ВЫСОКОЛЕГИРОВАННАЯ
(ЛЭ>10%)
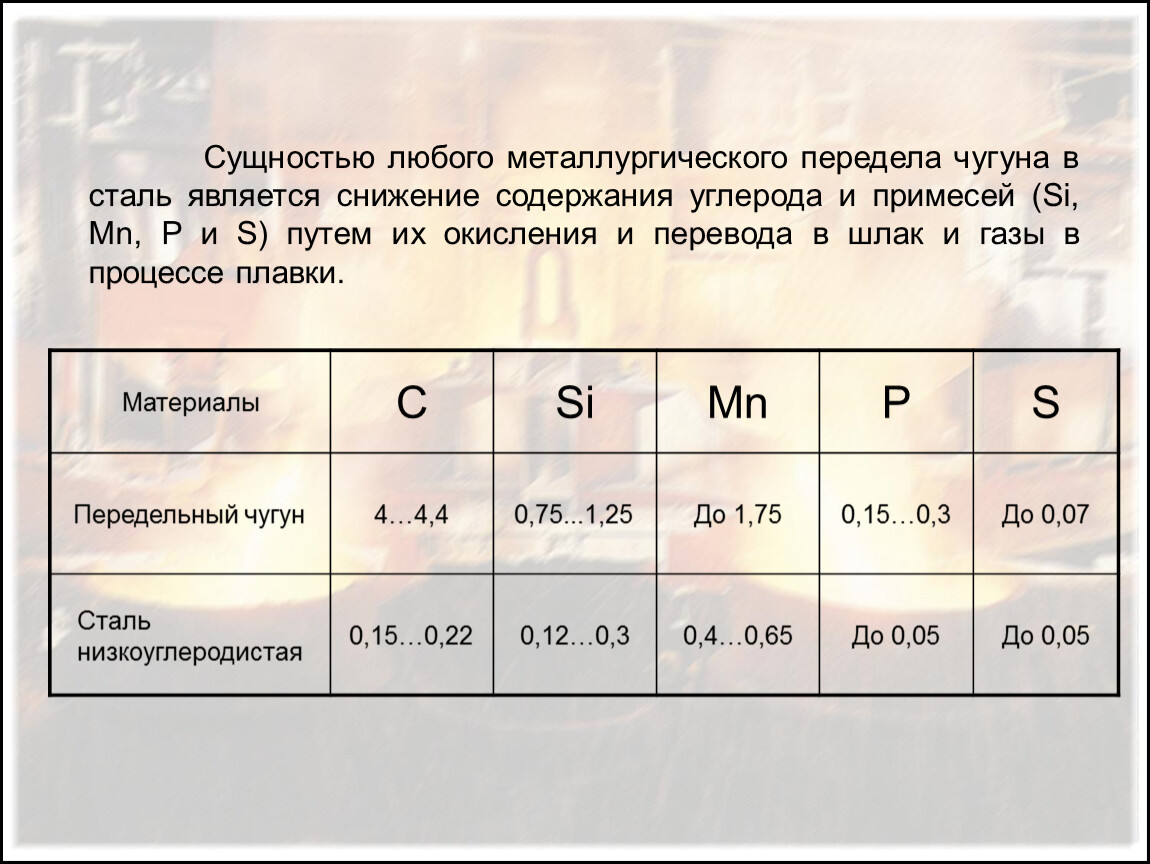
Материалы | С | Si | Mn | P | S |
Передельный чугун | 4…4,4 | 0,75...1,25 | До 1,75 | 0,15…0,3 | До 0,07 |
Сталь низкоуглеродистая | 0,15…0,22 | 0,12…0,3 | 0,4…0,65 | До 0,05 | |
Сущностью любого металлургического передела чугуна в сталь является снижение содержания углерода и примесей (Si, Mn, P и S) путем их окисления и перевода в шлак и газы в процессе плавки.
5
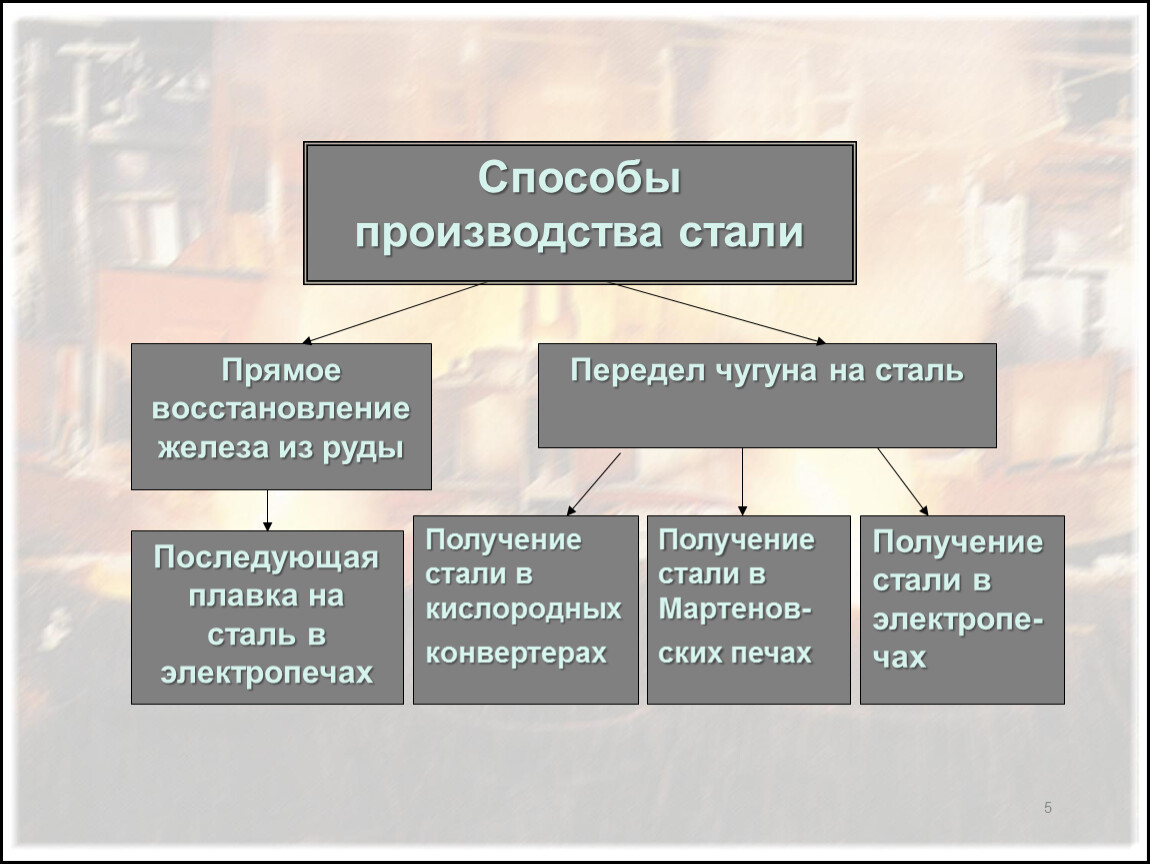
Способы производства стали

ПОЛУЧЕНИЕ СТАЛИ
МАРТЕНОВСКИЙ
СПОСОБ
КИСЛОРОДНО-
КОНВЕРТЕРНЫЙ
СПОСОБ
ЭЛЕКТРОСТАЛЕ-
ПЛАВИЛЬНЫЙ
СПОСОБ
СПОСОБЫ ПРОИЗВОДСТВА СТАЛИ
СОВРЕМЕННЫЕ ОБЪЕМЫ ПРОИЗВОДСТВА
3% 65% 30%
Основными материалами для производства стали являются передельный чугун и стальной лом.
В соответствии с законом действующих масс скорость химических реакций пропорциональна концентрации реагирующих веществ. Так как в чугуне наибольшее количество железа, то оно окисляется в первую очередь
Fe + 1/2O2 = FeO + Q
Одновременно с железом окисляются Si, P, Mn, C и др.
Образующийся оксид железа при высоких температурах растворяется в железе и отдает свой кислород более активным элементам – примесям в чугуне, окисляя их.
2FeO + Si = SiO2 + 2Fe + Q
5FeO + 2P = P2O5+5Fe + Q
FeO + Mn = MnO + Fe + Q
FeO + C = CO + Fe - Q
Чем больше оксида железа содержится в жидком металле, тем активнее окисляются примеси. Для ускорения окисления примесей в сталеплавильную печь добавляют железную руду, окалину, содержащую много оксидов железа.
После расплавления шихты в сталеплавильной печи образуется две несмешивающиеся среды: жидкий металл и шлак. Металл и шлак разделяются из-за различных плотностей. Убирая шлак с поверхности металла и наводя новый путем подачи флюса требуемого состава, можно удалять вредные примеси (серу, фосфор) из металла.
Удаление серы:
FeS + CaO = FeO + CaS
Удаление фосфора:
(FeO)3P2O5 + 4CaO = (CaO)4P2O5 + 3FeO
Поэтому регулирование состава шлака с помощью флюсов является одним из основных путей управления металлургическими процессами.
В зависимости от степени раскисления выплавляют спокойные, кипящие и полуспокойные стали.
Спокойная сталь получается при полном раскислении в печи и ковше.
Кипящая сталь раскислена в печи не полностью и ее раскисление продолжается в изложнице при затвердевание слитка, благодаря взаимодействию FeO и углерода, содержащихся в металле. Образующийся при реакции оксид углерода выделяется из стали:
FeO + C = Fe + CO
Кипящая сталь практически не содержит неметаллических включений – продуктов раскисления, поэтому обладает хорошей пластичностью.
Полуспокойная сталь имеет промежуточную раскисляемость между спокойной и кипящей.
Легирование стали осуществляют введением ферросплавов или чистых металлов в необходимом количестве в расплав.
Чугун переделывают в сталь в различных металлургических агрегатах: мартеновских печах, кислородных конвертерах, дуговых электропечах.
ПРОИЗВОДСТВО СТАЛИ В МАРТЕНОВСКИХ ПЕЧАХ
12
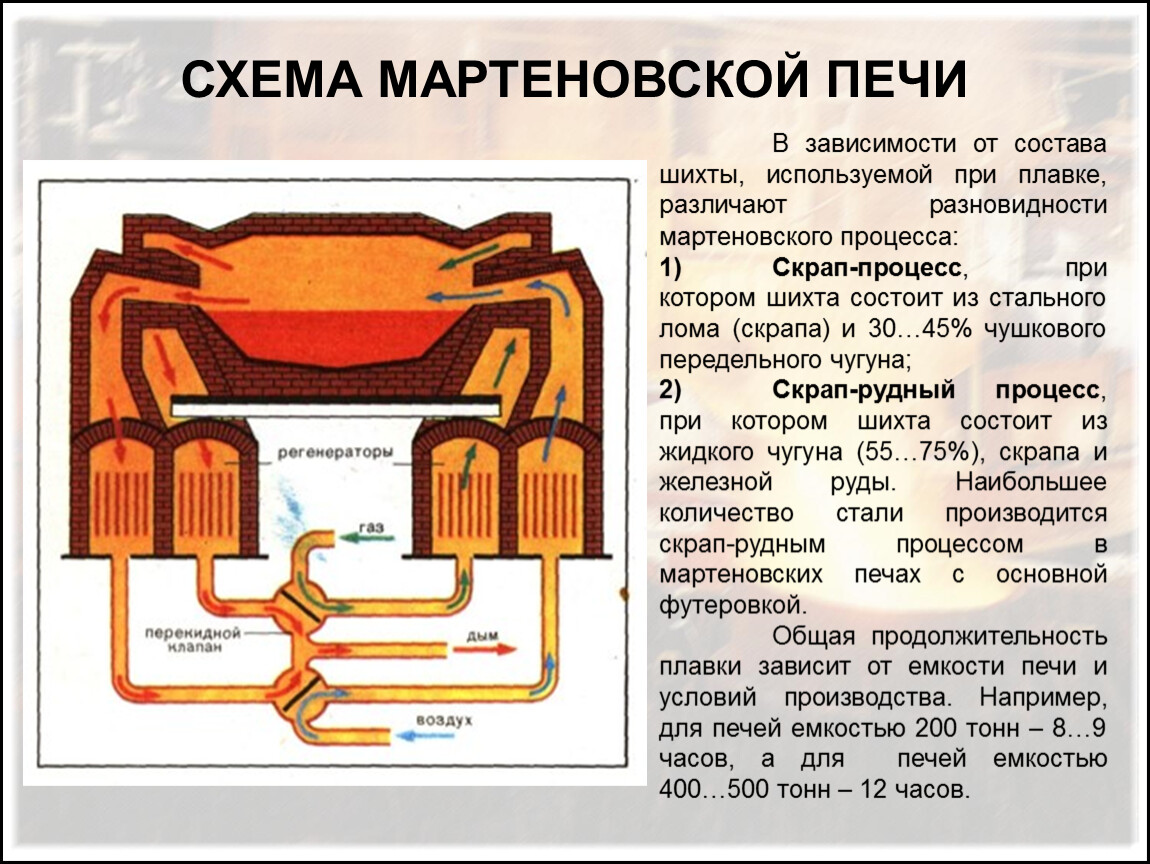
СХЕМА МАРТЕНОВСКОЙ ПЕЧИ
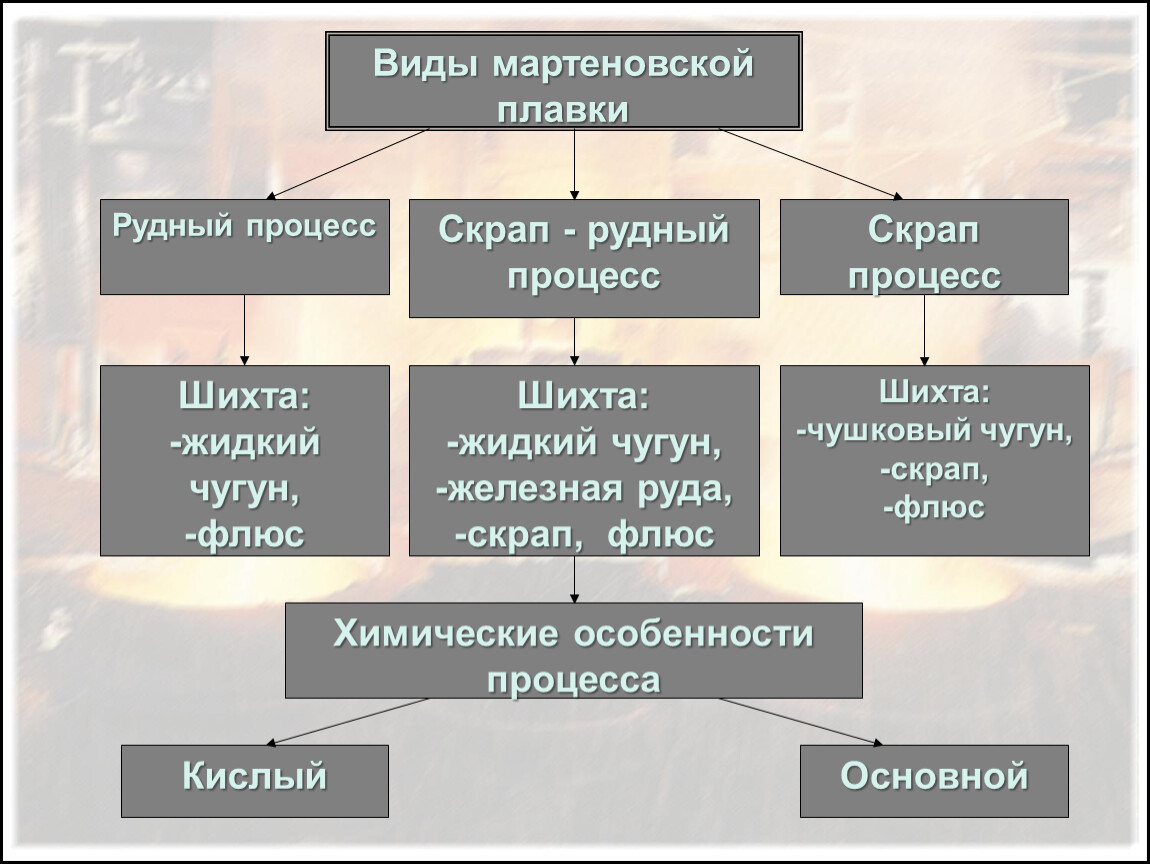
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса:
Скрап-процесс, при котором шихта состоит из стального лома (скрапа) и 30…45% чушкового передельного чугуна;
Скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55…75%), скрапа и железной руды. Наибольшее количество стали производится скрап-рудным процессом в мартеновских печах с основной футеровкой.
Общая продолжительность плавки зависит от емкости печи и условий производства. Например, для печей емкостью 200 тонн – 8…9 часов, а для печей емкостью 400…500 тонн – 12 часов.

1 - регенератор
2 - головка печи (служит для
смешивания топлива
с воздухом)
3 - трубка с кислородом
4 - загрузочное окно
5 - передняя стенка
6 - шихта
7 - факел
8 - дымовая труба
9 - желоб для выпуска стали
10 - задняя стенка
11 - свод печи
12 - подина
СХЕМА МАРТЕНОВСКОЙ ПЕЧИ

Мартеновский цех

После взятия контрольных проб сталь выпускают из печи через выпускное отверстие, расположенное в самой низкой части печи, и через желоб выливают в разливочный ковш.
Взятие контрольных проб по химическому составу
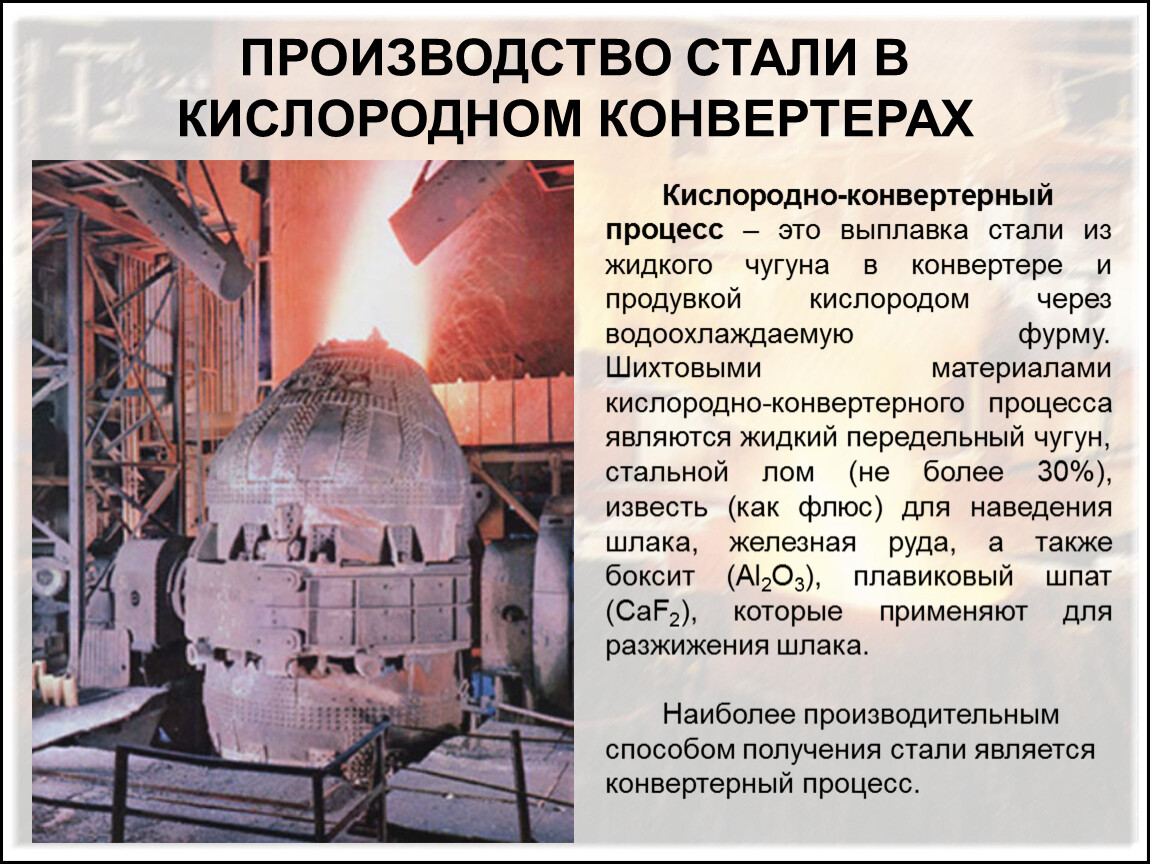
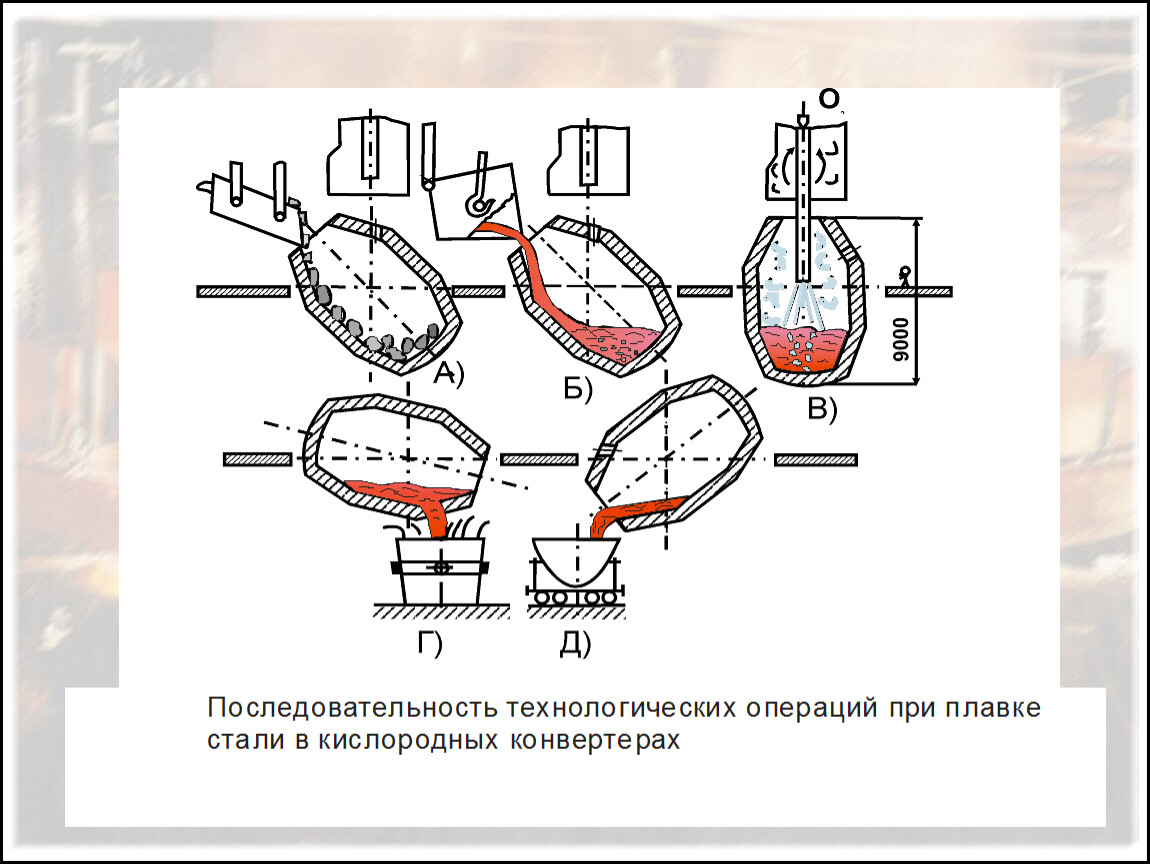
ПРОИЗВОДСТВО СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРАХ
Кислородно-конвертерный процесс – это выплавка стали из жидкого чугуна в конвертере и продувкой кислородом через водоохлаждаемую фурму. Шихтовыми материалами кислородно-конвертерного процесса являются жидкий передельный чугун, стальной лом (не более 30%), известь (как флюс) для наведения шлака, железная руда, а также боксит (Al2O3), плавиковый шпат (CaF2), которые применяют для разжижения шлака.
Наиболее производительным способом получения стали является конвертерный процесс.
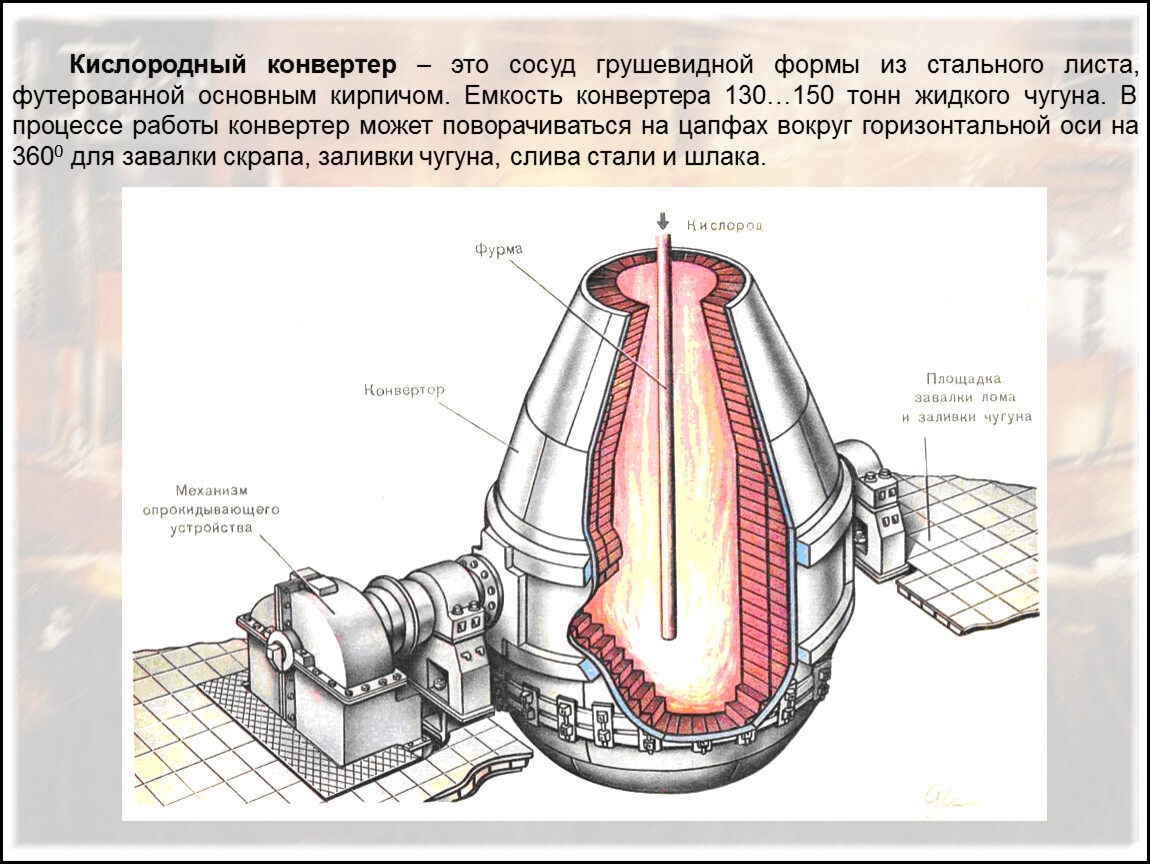
Кислородный конвертер – это сосуд грушевидной формы из стального листа, футерованной основным кирпичом. Емкость конвертера 130…150 тонн жидкого чугуна. В процессе работы конвертер может поворачиваться на цапфах вокруг горизонтальной оси на 3600 для завалки скрапа, заливки чугуна, слива стали и шлака.
Технология плавки. Перед плавкой конвертер наклоняют, через горловину с помощью завалочных машин загружают скрап, заливают чугун при температуре 1250…1400 oC. После этого конвертер поворачивают в вертикальное рабочее положение, внутрь его вводят водоохлаждаемую фурму и через не подают кислород под давлением 0,9…1,4 МПа. Одновременно с началом продувки в конвертер загружают известь (CaO), боксит (Al2O3), железную руду. Благодаря интенсивному окислению примесей чугуна при взаимодействии с кислородом в зоне под фурмой развивается температура до 2400 oC.
В зоне контакта кислородной струи с чугуном в первую очередь окисляется железо, так как его концентрации во много раз выше, чем примесей.
Подачу кислорода заканчивают, когда содержание углерода в металле соответствует заданному составу. После этого конвертер поворачивают и выпускают сталь в ковш.
При выпуске стали из конвертера ее раскисляют в ковше осаждающим методом ферромарганцем, затем из конвертера сливают шлак.
Продолжительность плавки в конвертере емкостью 130 т – 30 мин. Производительность кислородного конвертера емкостью 50т больше чем производительность мартеновской печи емкостью 500 т.

Заливка жидкого чугуна в кислородный конвертер
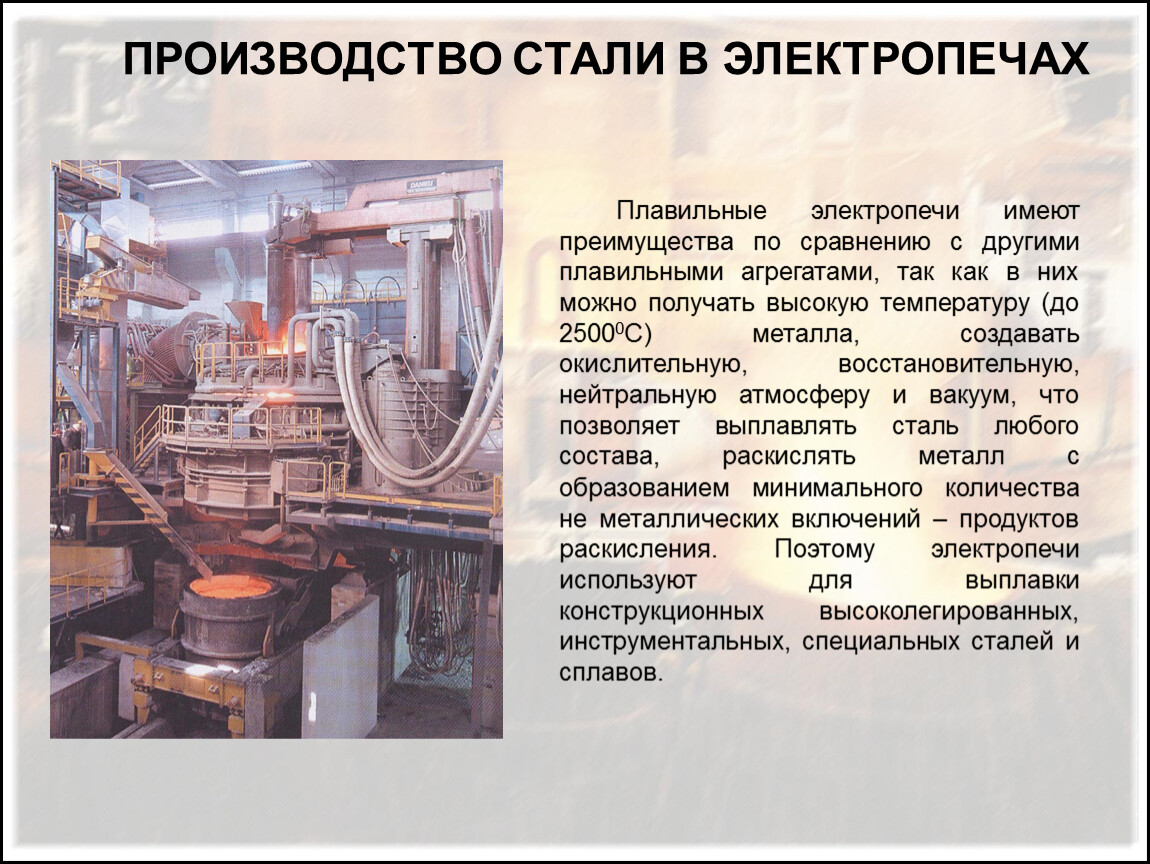
Плавильные электропечи имеют преимущества по сравнению с другими плавильными агрегатами, так как в них можно получать высокую температуру (до 25000С) металла, создавать окислительную, восстановительную, нейтральную атмосферу и вакуум, что позволяет выплавлять сталь любого состава, раскислять металл с образованием минимального количества не металлических включений – продуктов раскисления. Поэтому электропечи используют для выплавки конструкционных высоколегированных, инструментальных, специальных сталей и сплавов.
ПРОИЗВОДСТВО СТАЛИ В ЭЛЕКТРОПЕЧАХ

1 - поддон печи
2 - желоб для выпуска стали
3 - металлическая шихта
4 - корпус печи (стальной лист
и огнеупорный материал)
5 - наклонные стенки печи
6 - свод печи
7 - кабель (от источника тока)
8 - электрододержатель
9 - графитовый электрод
10 - рабочее окно (для управления
ходом плавки)
11 - механизм наклона печи
12 - подина печи
СХЕМА ДУГОВОЙ ПЛАВИЛЬНОЙ ПЕЧИ
Дуговая плавильная электропечь питается трехфазным переменным током и имеет три цилиндрических электрода из графитизированной массы. Электрический ток от трансформатора кабелями подводится к электродержателям, а через них - к электродам и ванне металла. Между электродами и металлической шихтой возникает электрическая дуга, электроэнергия превращается в теплоту, которая передается металлу и шлаку излучением. Рабочее напряжение 150…600 В, сила тока 1…10 кА. Во время работы печи длинна дуги регулируется автоматически путем перемещения электродов.
В печь загружают шихту при снятом своде. Стальной лом (до 90%), чушковый предельный чугун (до 10%), кокс (2…3%) для науглероживания металла и известь (CaO). Затем электроды опускают и включают ток; шихта под действием электрода плавится, металл накапливается на подине печи.
После нагрева металла и шлака до температуры 1500oC в печь загружают руду и известь и проводят период «кипения» металла; происходит дальнейшее окисление углерода. Когда содержание углерода будет меньше заданного на 0,1%, кипение прекращают и удаляют из печи шлак. Раскисление производят с помощью подачи силикомарганца и силикокальция.
Для определения химического состава металла берут пробы и при необходимости в печь вводят ферросплавы для получения заданного химического состава металла, после чего выполняют конечное раскисление стали алюминием и выпускают металл из печи в ковш.
Емкость печи: от 5 до 400 т. Общая продолжительность плавки в дуговой печи в зависимости от емкости составляет от 3-х до 7-ми часов.
При выплавке легированных сталей в дуговых печах в сталь вводят легирующие элементы в виде ферросплавов. Порядок ввода определяется сродством легирующих элементов к кислороду.
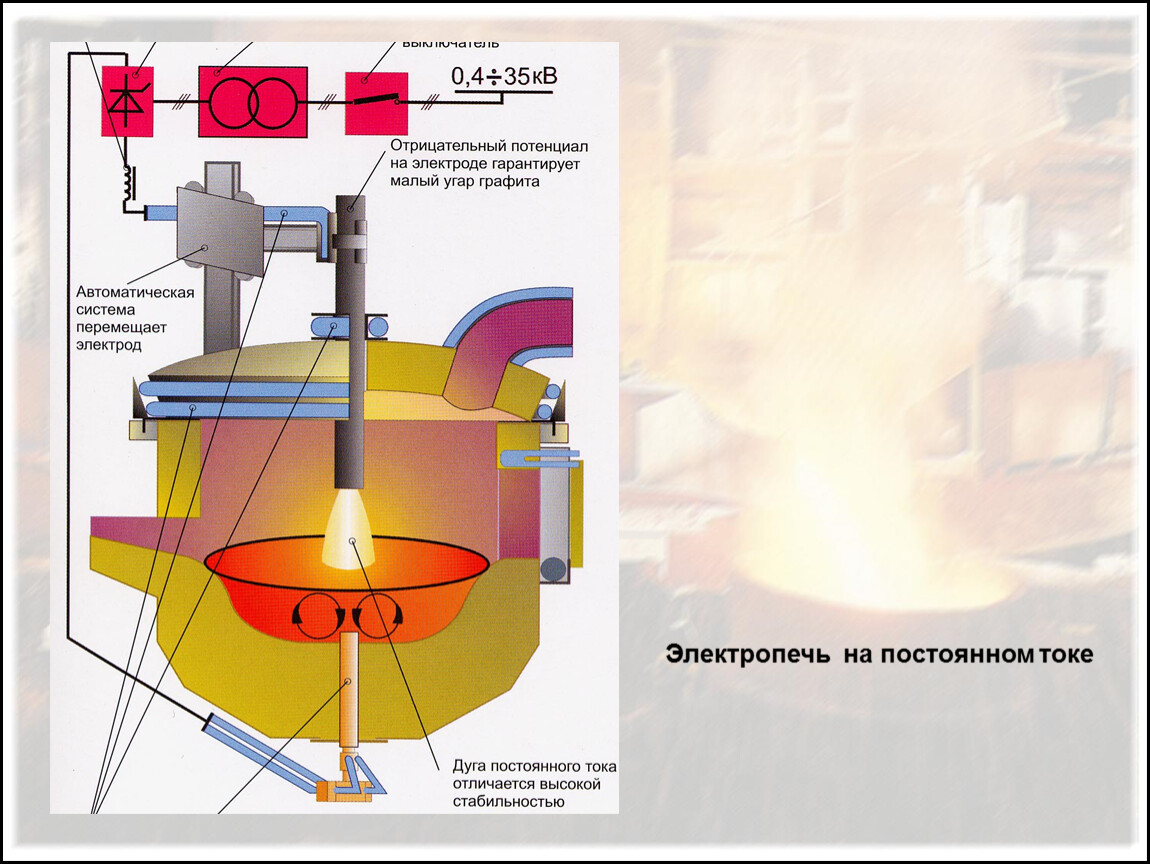
Электропечь на постоянном токе

ИНДУКЦИОННЫЕ ПЕЧИ
В индукционных печах металл нагревается токами, возбуждаемыми в непеременным полем индуктора. В индукционных печах электрическая энергия превращается сначала в электромагнитную, затем снова в электрическую и, наконец, в тепловую.
Преимущества:
- Передача энергии с помощью электромагнитного поля исключает загрязнение металла материалом электродов;
Процесс легко поддается регулированию температурного режима;
Естественное перемешивание жидкого металла под действием электромагнитных сил способствует выравниванию температуры и химического состава металла и ускоряет протекание металлургических процессов.

ИНДУКЦИОННЫЕ ПЕЧИ
Недостатки:
- Нагрев шлака в них происходит главным образом за счет тепла, выделяющегося в металле. Поэтому температура шлака ниже.
- Температуры металла, и холодные вязкие шлаки затрудняют удаление из металла фосфора и серы.
- Рассеивание магнитного потока в зазоре между индуктором й металлом вынуждает уменьшать толщину футеровки тигля. Малая же толщина футеровки и трудность ремонта вертикальных стенок тигля служат причиной низкой стойкости футеровки.
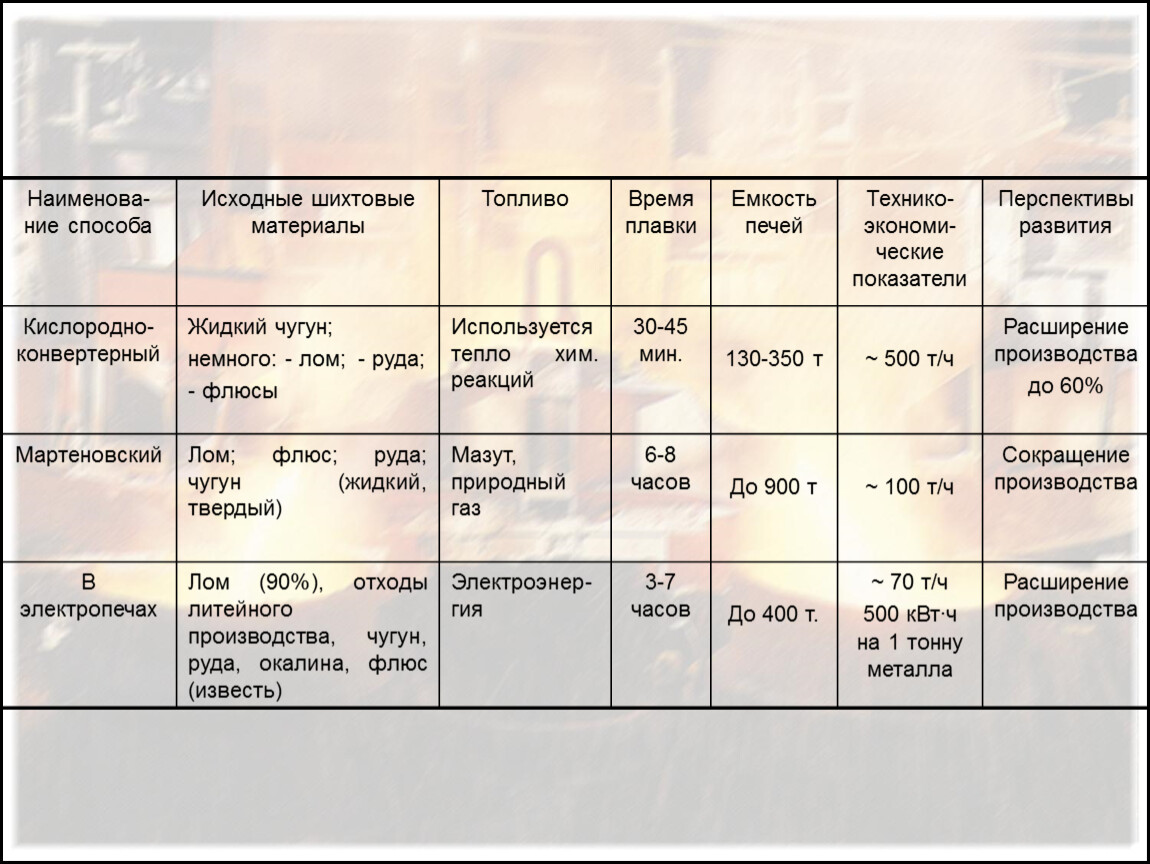
Наименова-ние способа | Исходные шихтовые материалы | Топливо | Время плавки | Емкость печей | Технико-экономи-ческие показатели | Перспективы развития |
Кислородно-конвертерный | Жидкий чугун; | Используется тепло хим. реакций | 30-45 мин. |
|
| Расширение производства |
Мартеновский | Лом; флюс; руда; чугун (жидкий, твердый) | Мазут, природный газ | 6-8 часов |
|
| Сокращение производства |
В электропечах | Лом (90%), отходы литейного производства, чугун, руда, окалина, флюс (известь) | Электроэнер-гия | 3-7 часов |
| ~ 70 т/ч | Расширение производства |
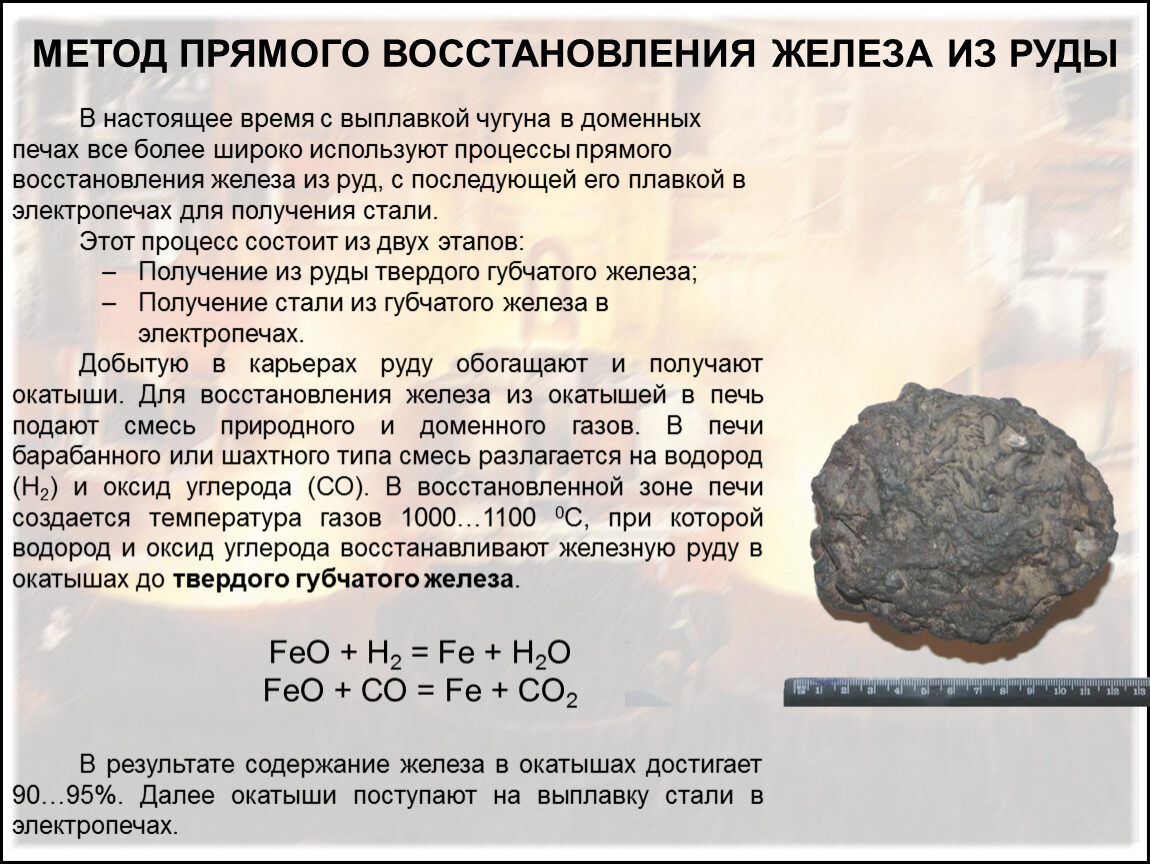
В настоящее время с выплавкой чугуна в доменных печах все более широко используют процессы прямого восстановления железа из руд, с последующей его плавкой в электропечах для получения стали.
Этот процесс состоит из двух этапов:
Получение из руды твердого губчатого железа;
Получение стали из губчатого железа в электропечах.
Добытую в карьерах руду обогащают и получают окатыши. Для восстановления железа из окатышей в печь подают смесь природного и доменного газов. В печи барабанного или шахтного типа смесь разлагается на водород (H2) и оксид углерода (СО). В восстановленной зоне печи создается температура газов 1000…1100 0С, при которой водород и оксид углерода восстанавливают железную руду в окатышах до твердого губчатого железа.
FeO + H2 = Fe + H2O
FeO + СО = Fe + CO2
В результате содержание железа в окатышах достигает 90…95%. Далее окатыши поступают на выплавку стали в электропечах.
МЕТОД ПРЯМОГО ВОССТАНОВЛЕНИЯ ЖЕЛЕЗА ИЗ РУДЫ
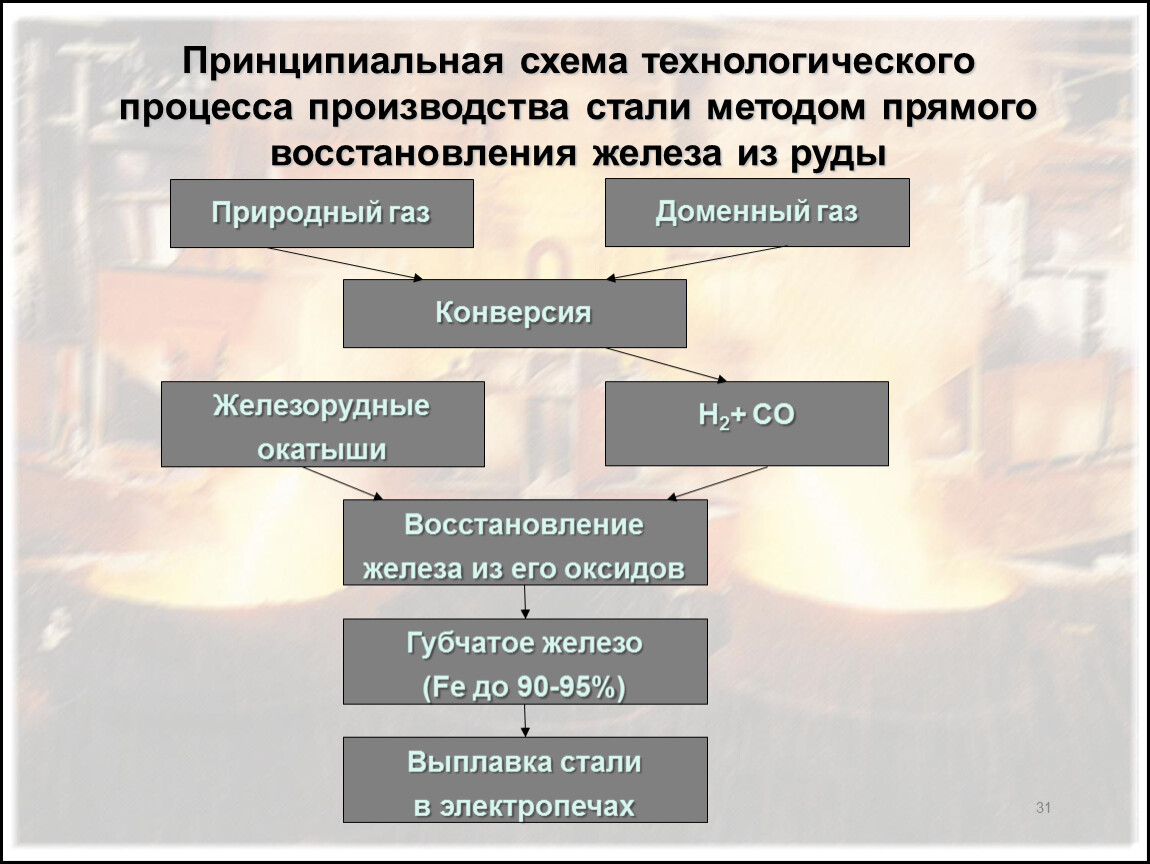
Принципиальная схема технологического процесса производства стали методом прямого восстановления железа из руды
31

РАЗЛИВКА СТАЛИ
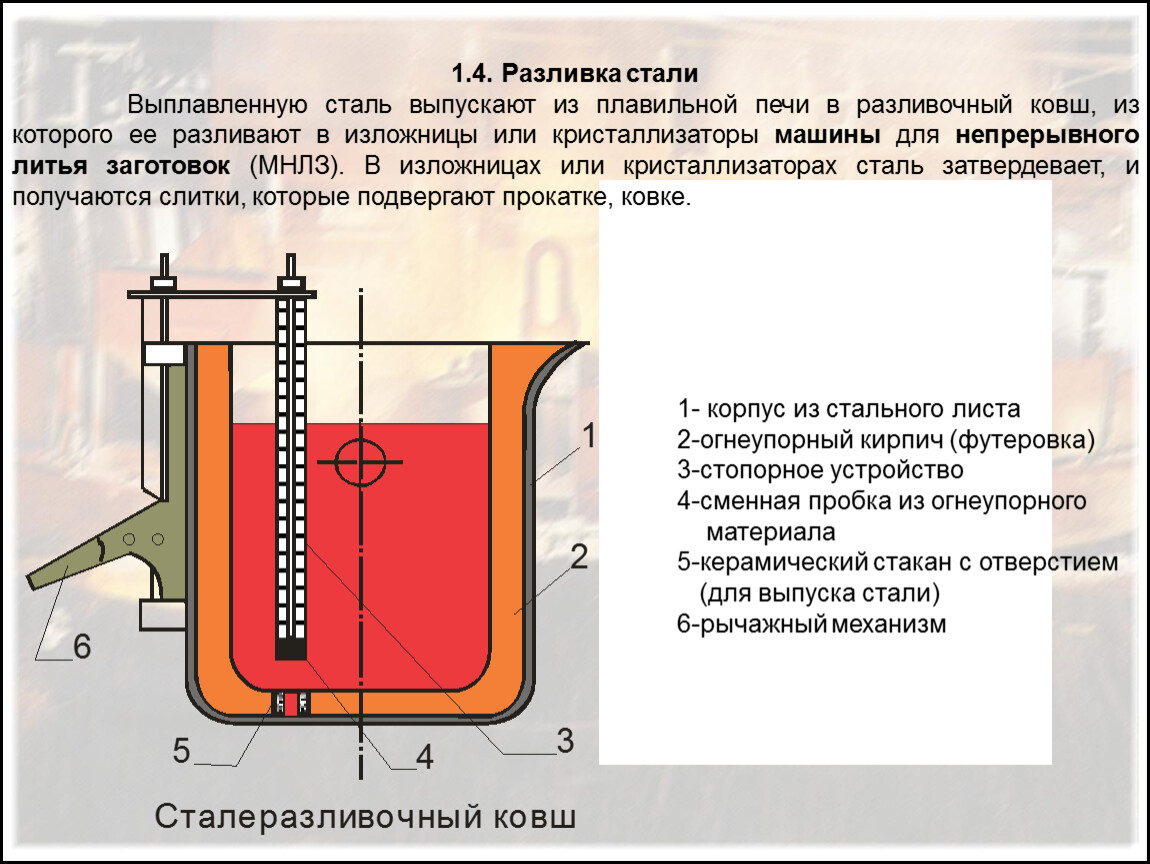
1.4. Разливка стали
1- корпус из стального листа
2-огнеупорный кирпич (футеровка)
3-стопорное устройство
4-сменная пробка из огнеупорного
материала
5-керамический стакан с отверстием
(для выпуска стали)
6-рычажный механизм

Изложницы – чугунные формы для изготовления слитков. Изложницы выполняют с квадратным, прямоугольным, круглым и многогранным поперечными сечениями. В сталеплавильных цехах получают слитки массой от 0,1 до 250 т. Сталь разливают в изложницы сверху, снизу (сифоном) и на машинах непрерывного литья. В изложницу сверху сталь разливают непосредственно из ковша.
При сифонной разливке сталью заполняют одновременно несколько изложниц (4…60). Изложницы устанавливают на поддоне 6, в центре которого располагается центровой литник 3, футерованный огнеупорными трубками 4, соединенной каналами с изложницами. Жидкая сталь 2 из ковша 1 поступает в центральный литник и снизу плавно без разбрызгивания заполняет изложницу 5.
Для обычных углеродистых сталей используют разливку сверху, а для легированных и высококачественных - разливку сифоном.
1 - сталеразливочный ковш
2 - жидкая сталь
3 - центральный литник
4 - огнеупорная трубка
5 - изложница
6 - поддон
7 - канал

Сифонная
разливка
стали
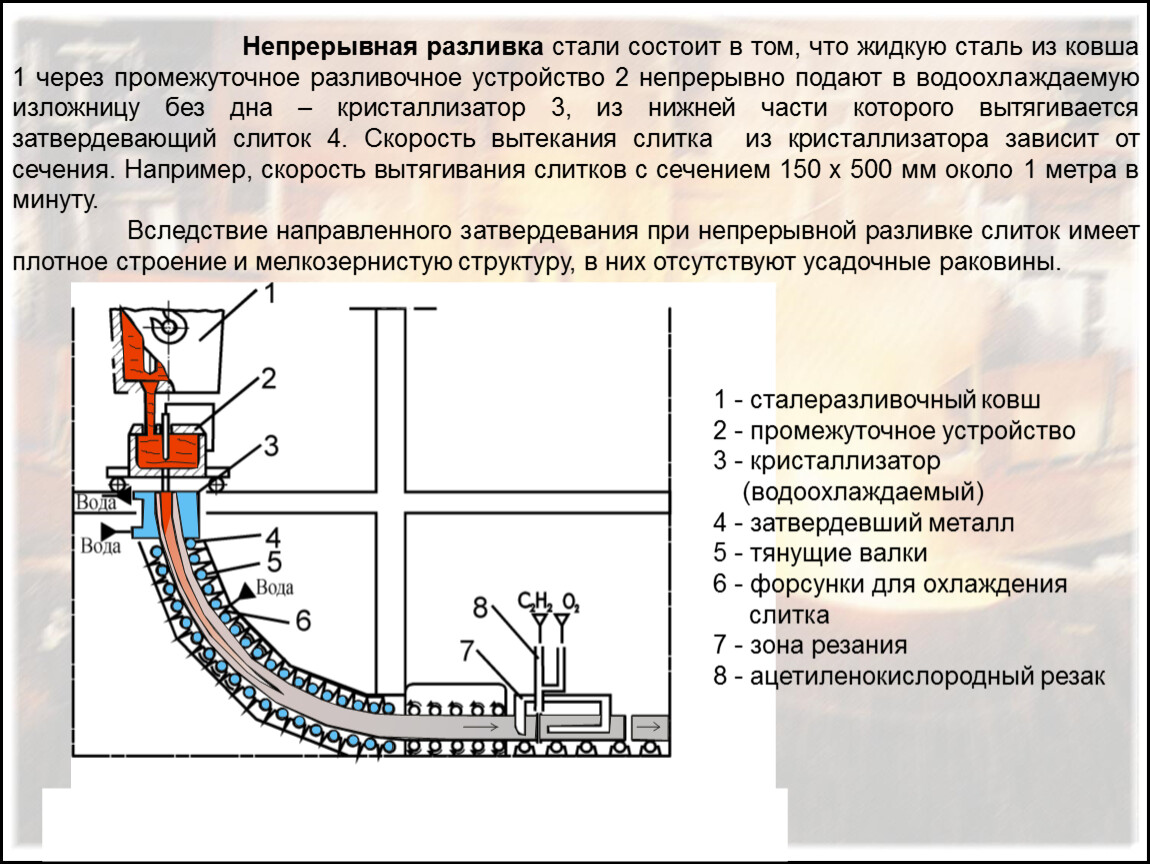
Непрерывная разливка стали состоит в том, что жидкую сталь из ковша 1 через промежуточное разливочное устройство 2 непрерывно подают в водоохлаждаемую изложницу без дна – кристаллизатор 3, из нижней части которого вытягивается затвердевающий слиток 4. Скорость вытекания слитка из кристаллизатора зависит от сечения. Например, скорость вытягивания слитков с сечением 150 х 500 мм около 1 метра в минуту.
Вследствие направленного затвердевания при непрерывной разливке слиток имеет плотное строение и мелкозернистую структуру, в них отсутствуют усадочные раковины.
1 - сталеразливочный ковш
2 - промежуточное устройство
3 - кристаллизатор
(водоохлаждаемый)
4 - затвердевший металл
5 - тянущие валки
6 - форсунки для охлаждения
слитка
7 - зона резания
8 - ацетиленокислородный резак
Строение стального слитка (на примере спокойной стали)

Спокойная сталь(а), кипящая сталь(б), полуспокойная сталь(в):
1 – усадочная раковина; А – корка; Б – столбчатые кристаллы (дендриты);
В – неориентированные кристаллы; Г – усадочная рыхлость; Д – средняя зона с отдельными пузырьками; К – зона вторичных крупных пузырьков; П – зона сотовых пузырьков; С – зона промежуточных кристаллов.
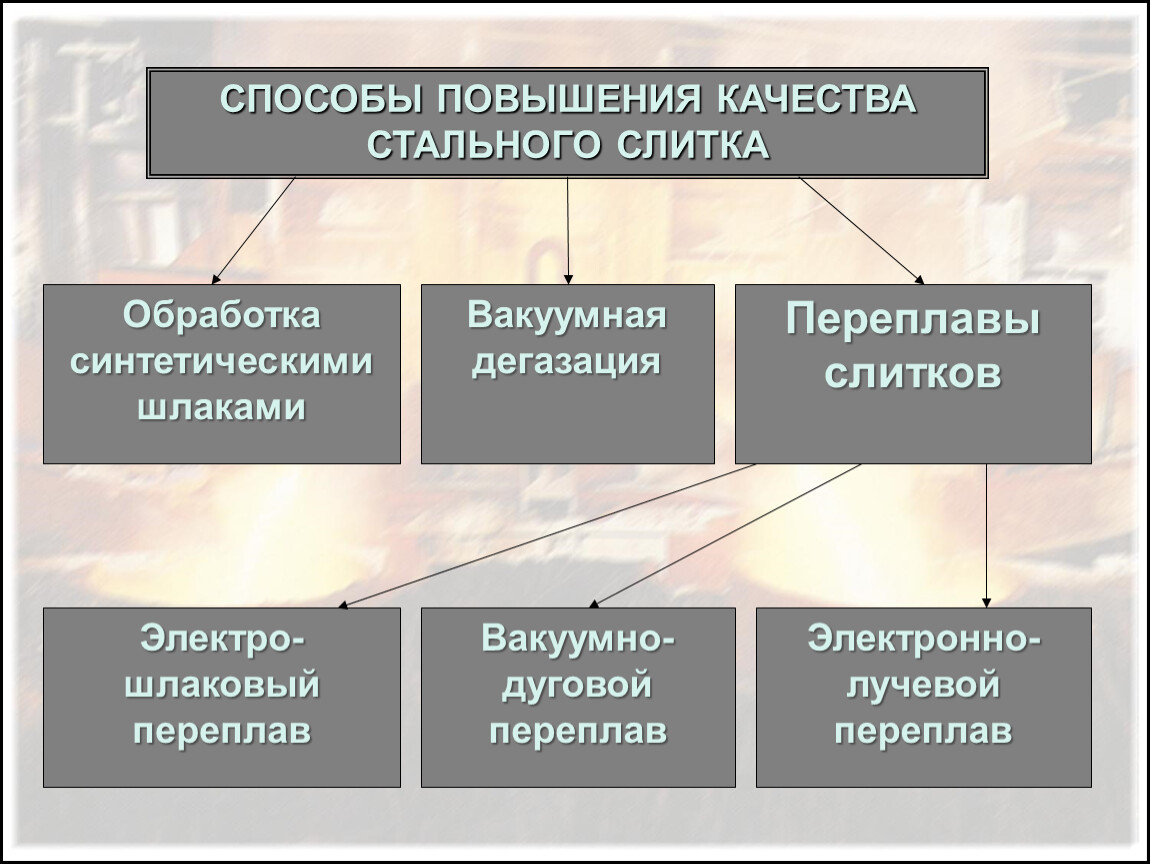
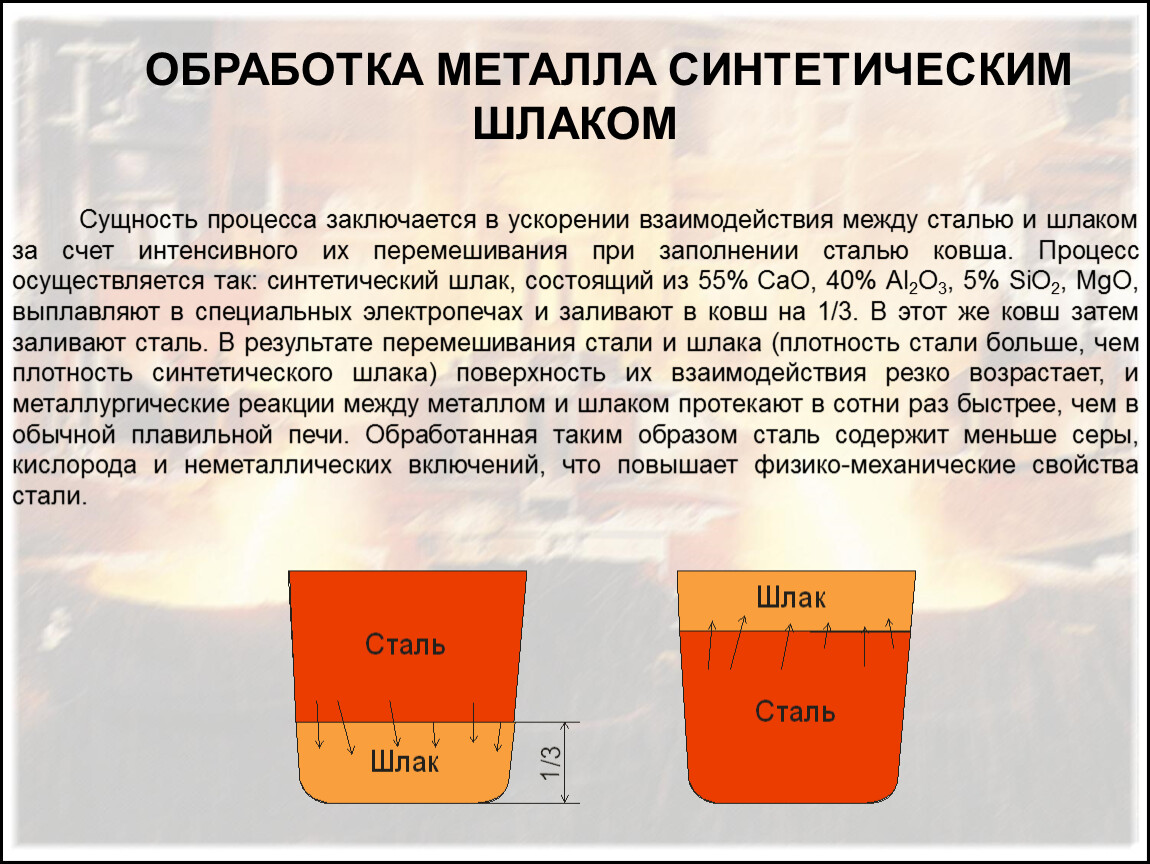
ОБРАБОТКА МЕТАЛЛА СИНТЕТИЧЕСКИМ ШЛАКОМ

ВАКУУМНАЯ ДЕГАЗАЦИЯ СТАЛИ
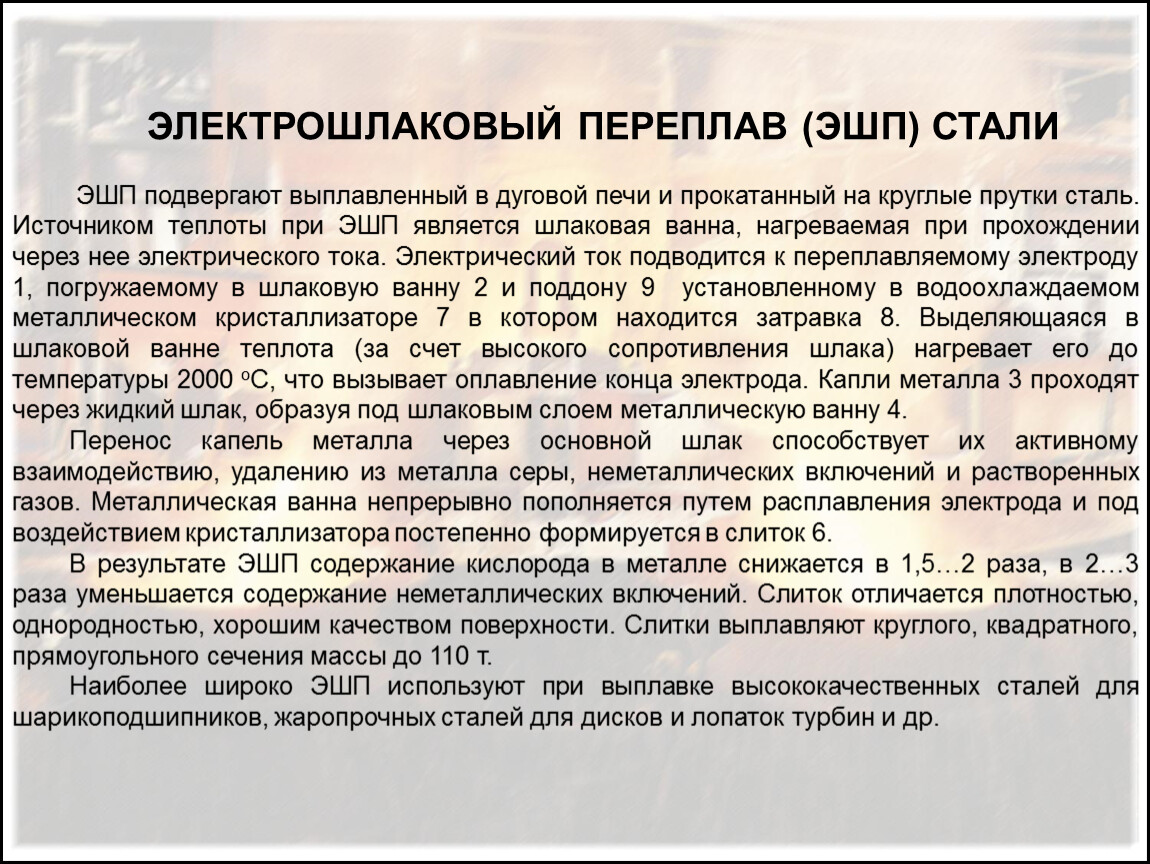
ЭЛЕКТРОШЛАКОВЫЙ ПЕРЕПЛАВ (ЭШП) СТАЛИ

1-переплавляемый электрод
2-шлаковая ванна
3-капли жидкого металла
4-металлическая ванна
5-шлаковая корочка
6-стальной слиток
7-водоохлаждаемая изложница
(кристаллизатор)
8-затравка
9-поддон
ЭЛЕКТРОШЛАКОВЫЙ ПЕРЕПЛАВ (ЭШП) СТАЛИ

Схема интегрированного металлургического завода (выпуск стали 10…15 млн. тонн)
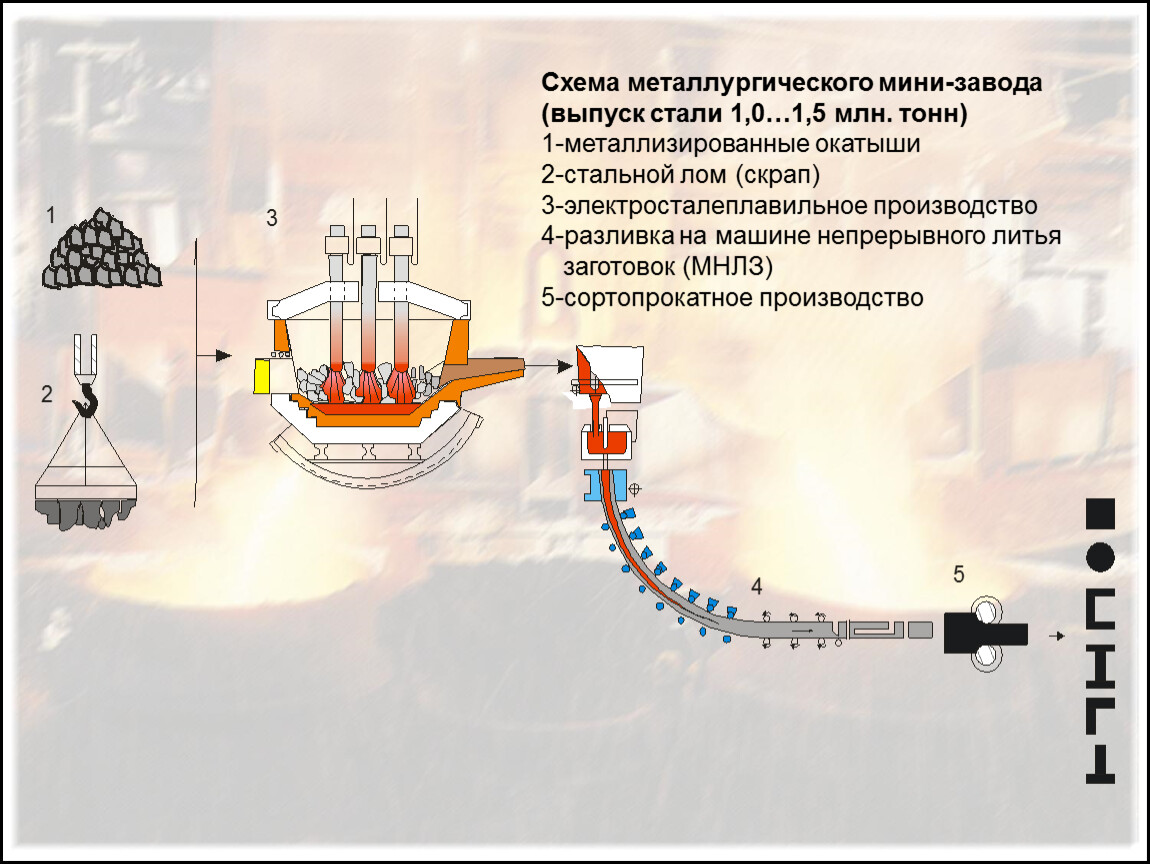
Схема металлургического мини-завода
(выпуск стали 1,0…1,5 млн. тонн)
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.