Поделиться


Выбор основного технологического оборудования.
Анализ многообразия деталей
Анализ многообразия деталей, подлежащих автоматизированной обработке, и известных автоматизированных участков показывает, что можно выделить два основных типа производственных участков, отличающихся оборудованием, средствами автоматического транспортирования, структурно-компоновочными решениями: автоматизированные участки для изготовления деталей типа тел вращения (например, валов) и корпусных деталей.

Технологический маршрут изготовления деталей
Технологически маршрут изготовления деталей типа тел вращения обычно состоит из предварительной или окончательной токарной обработки, сверлильно-фрезерных операций, термообработки и шлифования. Для автоматизированного изготовления таких деталей неприемлем способ закрепления их в приспособлениях-спутниках. Это связано с тем, что детали типа тел вращения при обработке закрепляются в патронах и получают вращение вокруг оси. Поэтому основной путь автоматизации процесса изготовления деталей типа тел вращения — использование станков с ЧПУ и ПР. Заготовки располагаются на призмах или в пазах в накопителях без жесткого закрепления.

Выбор токарных станков с ЧПУ
Выбор токарных станков с ЧПУ проводится в зависимости от габаритных размеров и массы заготовок с корректировкой на точностные возможности оборудования.
Фрезерные, сверлильные, протяжные, зубообрабатывающие, шлифовальные станки дополняют токарные и выбираются в зависимости от технологических маршрутов изготовления деталей группы.
Автоматизированные участки для обработки корпусных деталей
Автоматизированные участки для обработки корпусных деталей в основном состоят из многооперационных станков с ЧПУ типа «обрабатывающий центр», объединенных системой автоматической транспортировки деталей с автоматизированным складом. На автоматизированных участках также используют координатно-измерительные, моечные машины и другое дополнительное оборудование.

Корпусные детали
Конструктивно-технологические характеристики корпусных деталей и рекомендуемые модели серийно изготавливаемых многооперационных станков с ЧПУ приведены в специальной таблице.
Корпусные детали в основном закрепляют в одноместных или многоместных приспособлениях-спутниках и транспортируют при помощи рольгангов или конвейеров между станками и автоматическим складом. Промышленные работы для транспортирования корпусных деталей используются редко, только в тех случаях, когда корпусные детали имеют небольшие габаритные размеры и развитые базы.

Приспособления-спутники
Приспособления-спутники имеют форму прямоугольной плиты, на верхней части которой закрепляются обрабатываемые детали, а нижняя часть имеет специальные пазы и отверстия для базирования на накопителях, транспортных средствах или рабочих столах станков. Таким образом, спутники имеют функцию не только станочных приспособлений, но и приспособлений для транспортирования и хранения деталей на складе.

Выбор промышленных роботов для обслуживания технологического оборудования
Промышленные роботы чаше всего применяют для автоматизации загрузки-выгрузки изделий на технологическое оборудование, они могут выполнять также смену инструмента и контроль изделий на оборудовании. Применение ПР выравнивает и стабилизирует работу оборудования, увеличивает загрузку оборудования, обеспечивает гибкость (быструю переналадку) при смене изделия, улучшает условия труда в автоматизированном производстве.

ПР должны иметь:
достаточный технический уровень для обслуживания сложного технологического оборудования;
соответствующие технические характеристики (грузоподъемность, скорость срабатывания, точность позиционирования, тип программного устройства);
стыкуемость с обслуживаемым оборудованием по всем параметрам;
высокую надежность, достаточную универсальность, малое время переналадки;
возможность повышения технико-экономических показателей обработки (низкий уровень брака, высокая производительность).
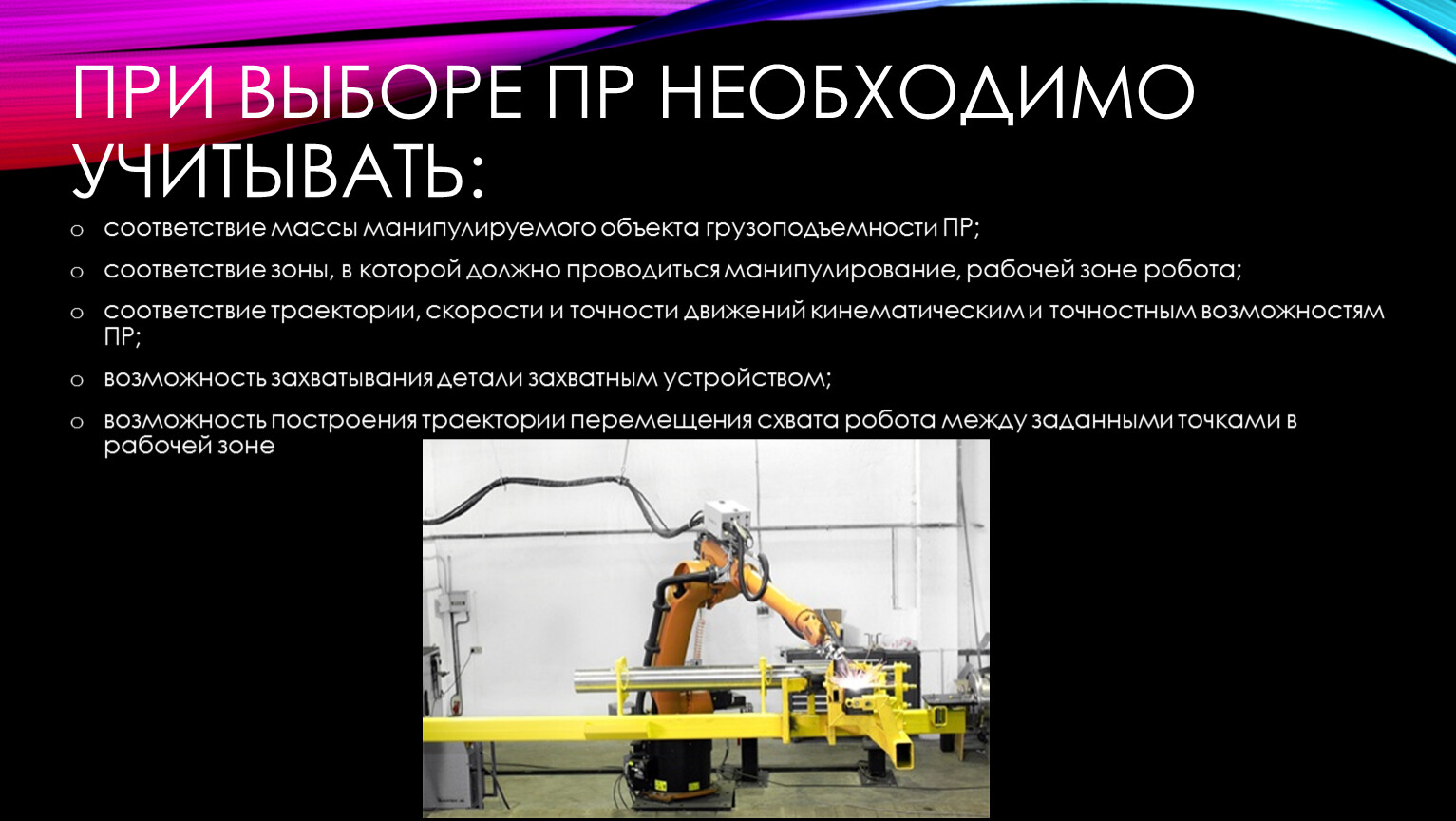
При выборе ПР необходимо учитывать:
соответствие массы манипулируемого объекта грузоподъемности ПР;
соответствие зоны, в которой должно проводиться манипулирование, рабочей зоне робота;
соответствие траектории, скорости и точности движений кинематическим и точностным возможностям ПР;
возможность захватывания детали захватным устройством;
возможность построения траектории перемещения схвата робота между заданными точками в рабочей зоне.
Для автоматизированного участка целесообразно использовать группу однотипных ПР, так как упрощается их обслуживание и наладка.

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
