Поделиться


МДК.02.01 Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
ТЕМА: ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ
ТЕМА: ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ
Учебная цель: изучить особенности технологического процесса ручной дуговой наплавки покрытыми электродами.
План урока:
Определить, какой процесс называется «Наплавка»
Виды наплавки
Способы наплавки
Особенности техники и технологии наплавки.
Подведение итогов

Виды износа и разрушений деталей
Большое количество деталей машин и механизмов выходит из строя в процессе эксплуатации. Причиной может послужить износ той или иной поверхности, механическое повреждение, выломанные и утерянные фрагменты, вследствие истирания, ударных нагрузок, эрозии и т. д.
Выкрошены зубья у шестерни Редуктор
Дефекты литья
Из всех способов восстановления деталей наибольшее распространение получил способ наплавки.
Наплавка
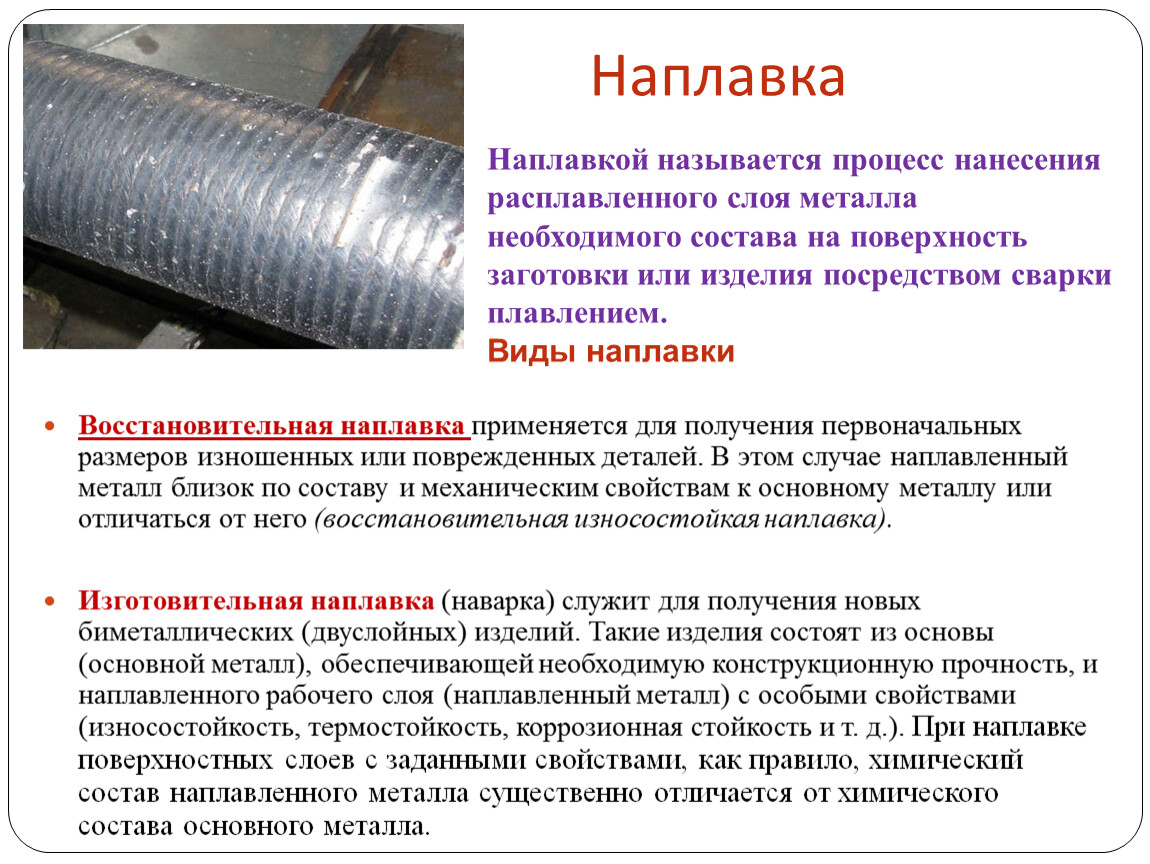
Восстановительная наплавка применяется для получения первоначальных размеров изношенных или поврежденных деталей. В этом случае наплавленный металл близок по составу и механическим свойствам к основному металлу или отличаться от него (восстановительная износостойкая наплавка).
Изготовительная наплавка (наварка) служит для получения новых биметаллических (двуслойных) изделий. Такие изделия состоят из основы (основной металл), обеспечивающей необходимую конструкционную прочность, и наплавленного рабочего слоя (наплавленный металл) с особыми свойствами (износостойкость, термостойкость, коррозионная стойкость и т. д.). При наплавке поверхностных слоев с заданными свойствами, как правило, химический состав наплавленного металла существенно отличается от химического состава основного металла.
Наплавкой называется процесс нанесения расплавленного слоя металла необходимого состава на поверхность заготовки или изделия посредством сварки плавлением.
Виды наплавки

Способы наплавки
Наплавку можно производить почти всеми известными способами сварки плавлением. Каждый способ наплавки имеет свои достоинства и недостатки.
По степени механизации процесса различают такие наплавки: ручная дуговая, полуавтоматическая, автоматическая.

Наиболее распространенные способы наплавки
Автоматическая наплавка под флюсом
Лазерная наплавка
Полуавтоматическая наплавка в среде защитных газов
Газовая наплавка

Наиболее распространенные способы наплавки
Плазменная сжатой дугой
Наплавка деталей и восстановление изношенных деталей наплавкой – эффективный и экономичный способ продления срока службы деталей и машин.
Наплавку применяют сейчас для восстановления самых ответственных деталей машин и механизмов.
Технологические требования, предъявляемые к наплавке:
минимальное проплавление основного металла.
минимальное перемешивание наплавленного слоя с основным металлом;
минимальное значение остаточных напряжений и деформаций металла в зоне наплавки;
занижение до приемлемых значений припусков на последующую механическую обработку деталей.
Говоря другими словами, нужно наплавлять металла ровно столько, сколько необходимо, и не больше.
Ручная дуговая наплавка покрытыми электродами. Достоинства и недостатки.
Ручная дуговая наплавка покрытыми электродами является одним из самых простых и эффективных способов возвращать элементам работоспособность.
Основные достоинства:
пригодна для наплавки деталей различных сложных форм, используя обычное оборудование сварочного поста;
может выполняться во всех пространственных положениях, в том числе в труднодоступных местах;
дает возможность быстро изменять направление и место наплавки и тем регулировать возможность деформации детали;
дает возможность изменять химический состав наплавленного металла в широких пределах, за счет применения различных типов и марок электродов, увеличивать твердость металла и его износостойкость без дополнительной закалки.
К недостаткам ручной дуговой наплавки можно отнести:
относительно низкую производительность;
тяжелые условия труда из-за повышенной загазованности зоны наплавки;
большое проплавление основного металла, а из – за этого сложность получения необходимого качества наплавленного металла за один слой при наплавке поверхностей с особыми свойствами.
Технологический процесс наплавки
включает в себя следующие операции:
Подготовка поверхности к наплавке.
Выбор наплавочных материалов.
Выбор режима наплавки.
Выбор способа выполнения и приспособлений.
Процесс наплавки.
Контроль качества наплавки.
Технологический процесс наплавки 1. Подготовка к наплавке.
В большинстве случаев детали, поступающие в ремонт, сильно загрязнены, замаслены, покрыты ржавчиной или краской. Наплавка по плохо подготовленной поверхности приводит к непроварам, образованию пор, раковин и загрязнению его различными неметаллическими включениями. Поэтому:
Перед наплавкой поверхность тщательно очищают от масла, краски, ржавчины , окалины и других загрязнений. Поверхностные дефекты, в том числе и ранее наклепанный слой, задиры удаляют механическим путем или резаком .
Для сильно замасленных поверхностей, кроме очистки, применяют промывку горячим раствором щелочи с последующей промывкой горячей водой, обезжиривание бензином, уайтспиритом.
Изношенная или поврежденная резьба перед наплавкой полностью удаляется. Это необходимо потому, что гребни резьбы препятствуют наплавке поверхности короткой дугой. Кроме того, в углубление резьбы впереди дуги затекает шлак, который затем остается внутри наплавленного валика, вызывая дефекты.
Поверхность, имеющую неравномерную выработку с большими колебаниями по высоте, выравнивают механическим путем на металлорежущем оборудовании.
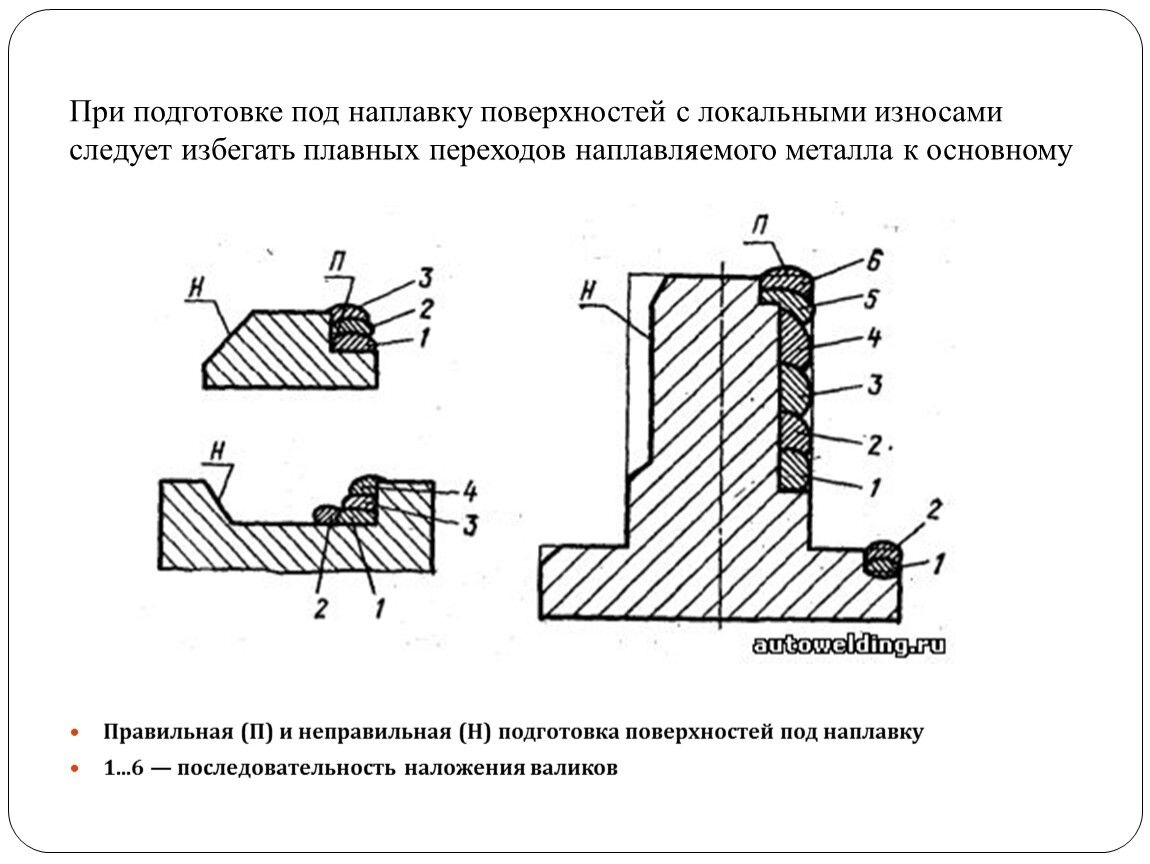
При подготовке под наплавку поверхностей с локальными износами следует избегать плавных переходов наплавляемого металла к основному
Правильная (П) и неправильная (Н) подготовка поверхностей под наплавку
1...6 — последовательность наложения валиков

Подготовка к наплавке
Имеющиеся на наплавляемой части поверхности детали отверстия, пазы или канавки, которые необходимо сохранить, заделываются медными, графитовыми или угольными вставками.
Поверхности детали, не подвергающиеся наплавке защищают от брызг окислов сухим или мокрым асбестовым картоном или стеклотканью.
Для предупреждения больших внутренних напряжений и образования трещин часто наплавляемые детали могут подвергаться предварительному общему подогреву:
высокому отпуску - для снятия остаточных напряжений или
отжигу - для устранения структуры закалки
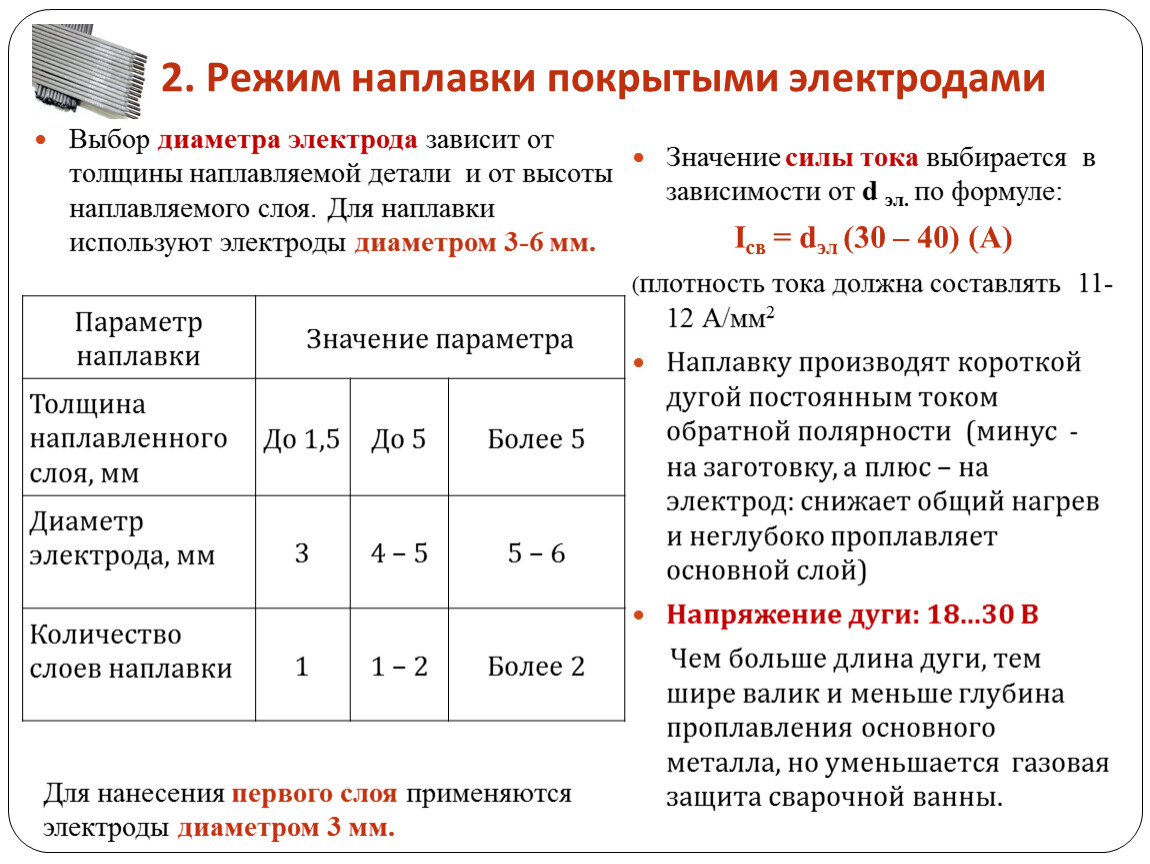
2. Режим наплавки покрытыми электродами
Выбор диаметра электрода зависит от толщины наплавляемой детали и от высоты наплавляемого слоя. Для наплавки используют электроды диаметром 3-6 мм.
Значение силы тока выбирается в зависимости от d эл. по формуле:
Iсв = dэл (30 – 40) (А)
(плотность тока должна составлять 11-12 А/мм2
Наплавку производят короткой дугой постоянным током обратной полярности (минус - на заготовку, а плюс – на электрод: снижает общий нагрев и неглубоко проплавляет основной слой)
Напряжение дуги: 18...30 В
Чем больше длина дуги, тем шире валик и меньше глубина проплавления основного металла, но уменьшается газовая защита сварочной ванны.
Параметр наплавки | Значение параметра | ||
Толщина наплавленного слоя, мм | До 1,5 | До 5 | Более 5 |
Диаметр электрода, мм | 3 | 4 – 5 | 5 – 6 |
Количество слоев наплавки | 1 | 1 – 2 | Более 2 |
Для нанесения первого слоя применяются электроды диаметром 3 мм.
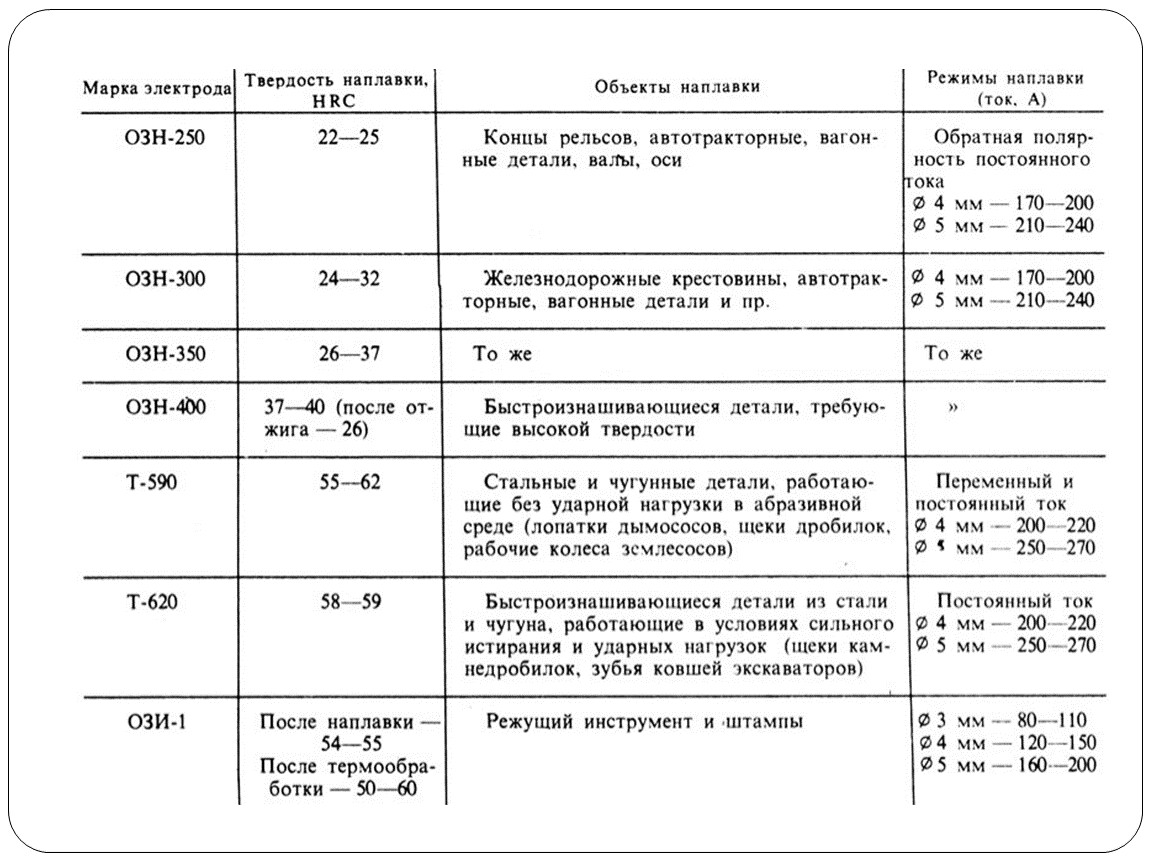
Марки электродов
Тип и марку электродов подбирают в зависимости от вида износа и условий эксплуатации наплавляемой поверхности.
При ручной дуговой наплавке деталей, которые не требуют высокой твердости и износостойкости, используются электроды для ручной дуговой сварки конструкционных сталей (ГОСТ 9467-75). Выбор электрода для наплавки определяется составом основного металла.
Для наплавки поверхностных слоев с особыми свойствами выбор электрода осуществляется по ГОСТ 10051—75. Он устанавливает 44 типа наплавочных электродов, различаемых по химическому составу наплавленного слоя и обеспечивающих твердость наплавленного слоя от 28 до 66 HRC.
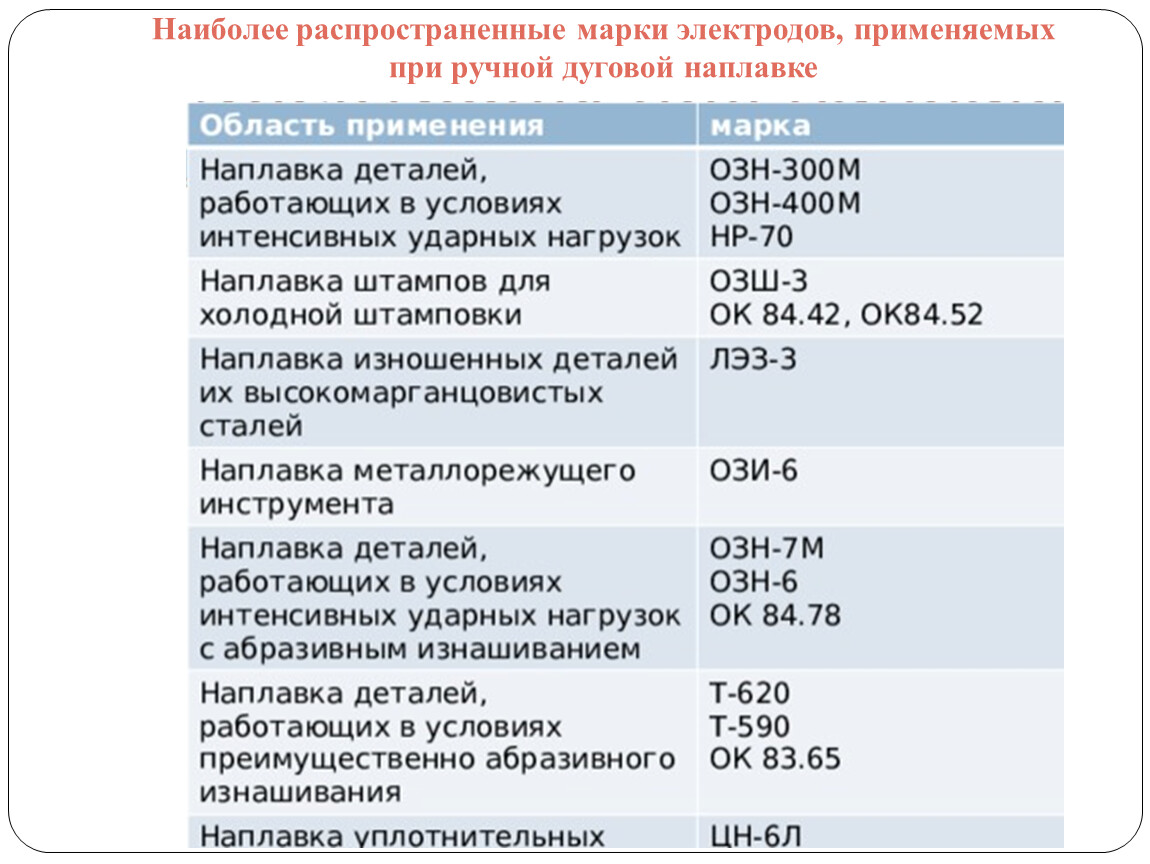
Наиболее распространенные марки электродов, применяемых при ручной дуговой наплавке

Технология наплавки
Сущность процесса наплавки заключается в использовании теплоты дуги для расплавления присадочного материала и его соединения с основным металлом детали.
Используя возможности дуговой наплавки, на поверхности детали можно получить наплавленный слой любой толщины, любого химического состава с разнообразными свойствами. Наплавка может производиться в один или несколько слоев на различные поверхности:
− плоские;
− цилиндрические;
− конические;
− сферические и другие
сложные формы поверхности.
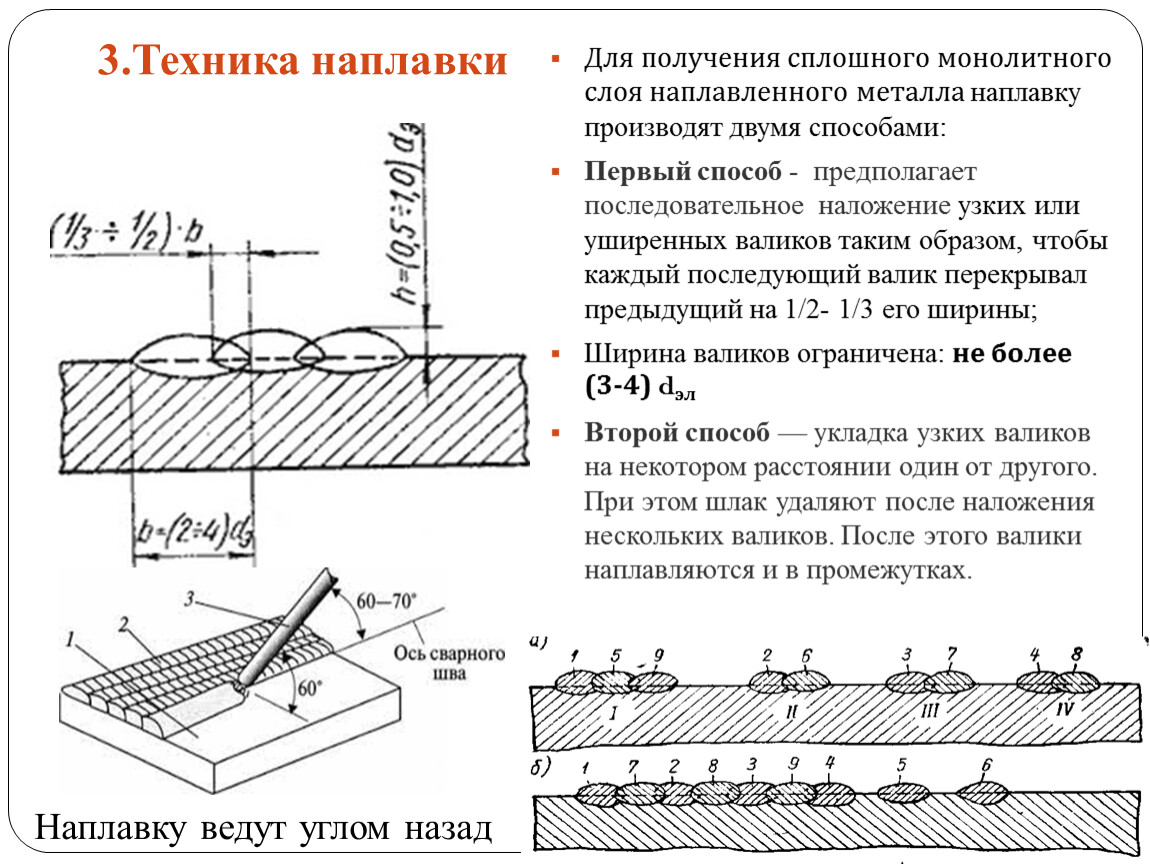
3.Техника наплавки
Для получения сплошного монолитного слоя наплавленного металла наплавку производят двумя способами:
Первый способ - предполагает последовательное наложение узких или уширенных валиков таким образом, чтобы каждый последующий валик перекрывал предыдущий на 1/2- 1/3 его ширины;
Ширина валиков ограничена: не более (3-4) dэл
Второй способ — укладка узких валиков на некотором расстоянии один от другого. При этом шлак удаляют после наложения нескольких валиков. После этого валики наплавляются и в промежутках.
Наплавку ведут углом назад
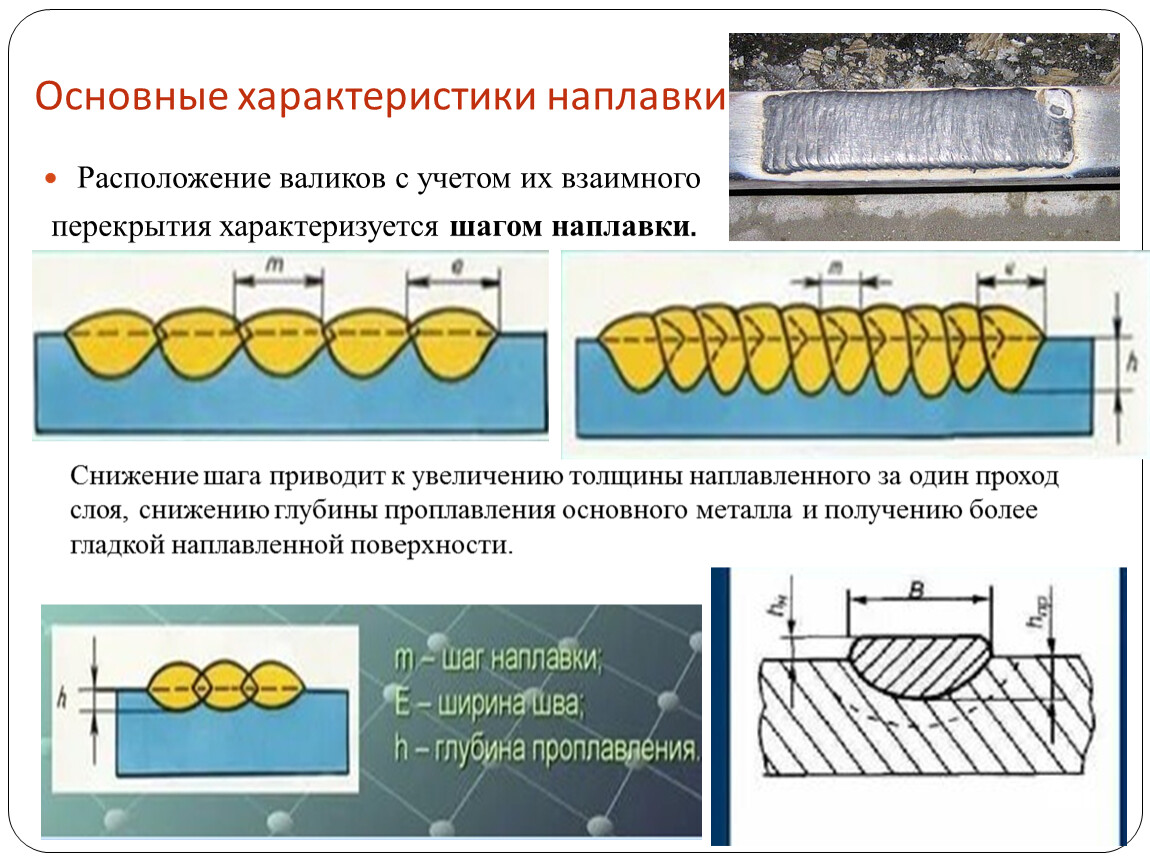
Основные характеристики наплавки
Расположение валиков с учетом их взаимного
перекрытия характеризуется шагом наплавки.
Снижение шага приводит к увеличению толщины наплавленного за один проход слоя, снижению глубины проплавления основного металла и получению более гладкой наплавленной поверхности.
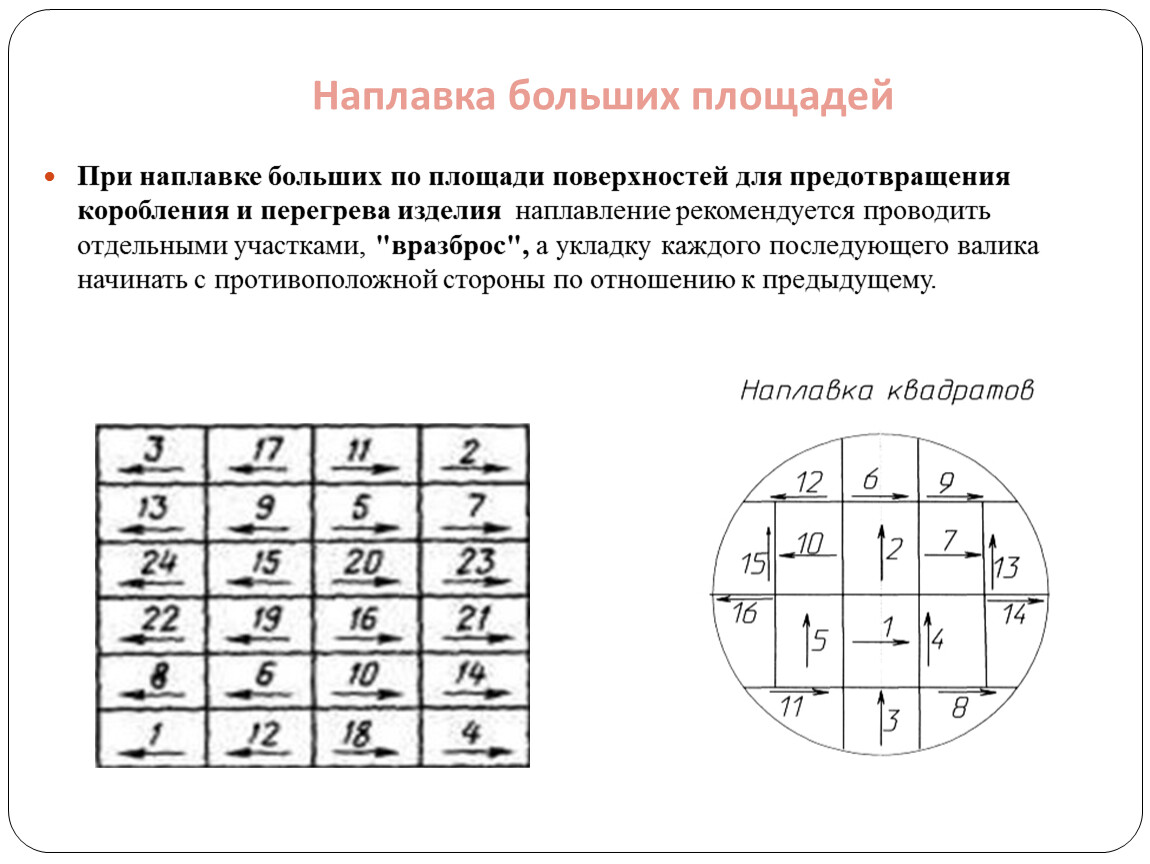
Наплавка больших площадей
При наплавке больших по площади поверхностей для предотвращения коробления и перегрева изделия наплавление рекомендуется проводить отдельными участками, "вразброс", а укладку каждого последующего валика начинать с противоположной стороны по отношению к предыдущему.
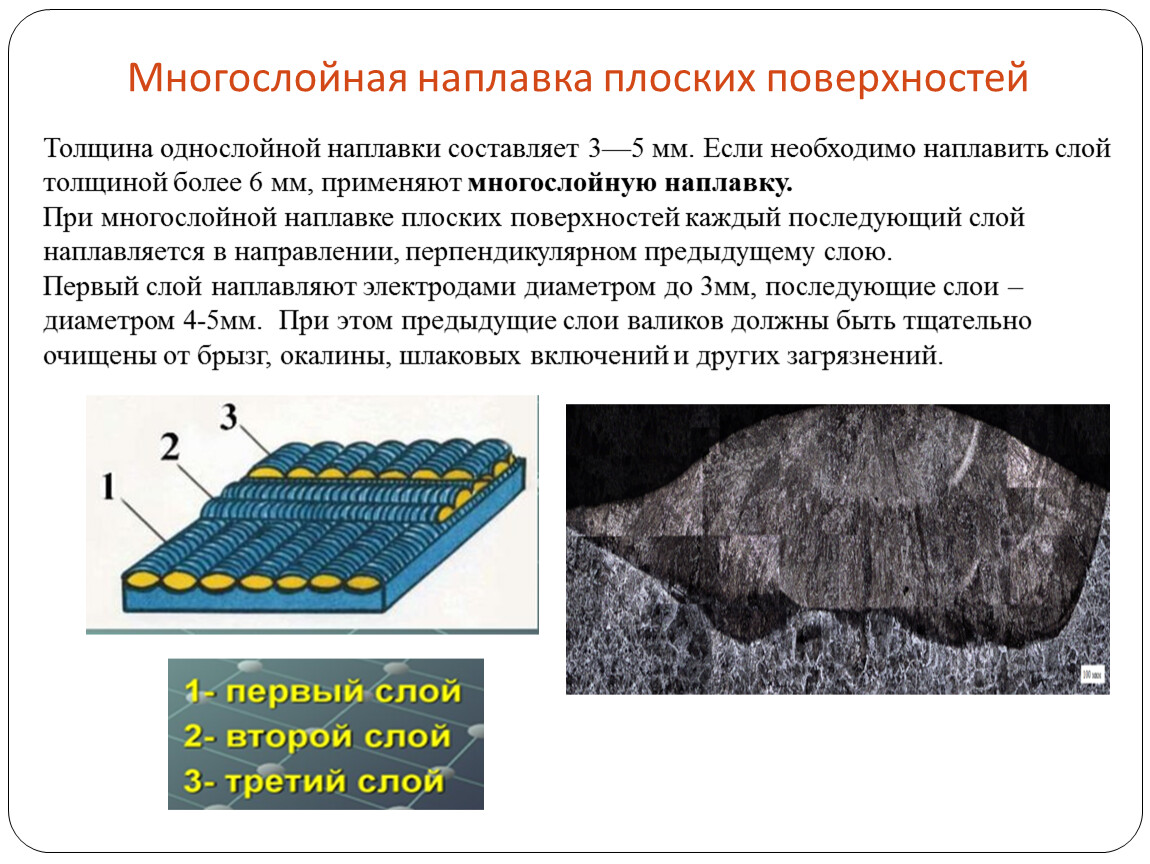
Многослойная наплавка плоских поверхностей
Толщина однослойной наплавки составляет 3—5 мм. Если необходимо наплавить слой толщиной более 6 мм, применяют многослойную наплавку.
При многослойной наплавке плоских поверхностей каждый последующий слой наплавляется в направлении, перпендикулярном предыдущему слою.
Первый слой наплавляют электродами диаметром до 3мм, последующие слои – диаметром 4-5мм. При этом предыдущие слои валиков должны быть тщательно очищены от брызг, окалины, шлаковых включений и других загрязнений.

Наплавка изделий цилиндрической формы
Наплавку криволинейных поверхностей тел вращения выполняют тремя способами:
а) валиками вдоль образующей цилиндра;
б) валиками по замкнутым окружностям;
в) по винтовой линии.
Для предупреждения коробления необходимо наплавлять валики на диаметрально противоположные стороны детали.
Первый вариант подходит для длинных, но малых в диаметре элементов;
второй - подразумевает постоянные повороты заготовки;
третий – ее равномерное вращение.

Наплавка внутренних поверхностей цилиндрических тел

Наплавка фасонных поверхностей
Шестерня
К ним относятся винтовые канавки, зубья шлицев и шестерен и прочее.
Шестерня является деталью многих механизмов и машин, использующихся в различных отраслях.
Наиболее распространенными дефектами данного элемента является изнашивание зубьев по длине и толщине, выкрашивание, образование задир, трещин и царапин.
При изнашивании зубьев производят их наплавку электродами ОЗН-300, ЦС-1 и ЦС-2.
Наплавку фасонных поверхностей зуба (а) и впадины (б) шестерни производят отдельными валиками
Номинальные размеры зубьев выдерживаются с помощью медного шаблона, изготовленного по ненарушенному зубу.
Затем зубья шлифуют
.

Наплавка фасонных поверхностей
При поломке не более двух зубьев подряд в не особо ответственных механизмах:
дефективные зубья вырубают,
по ширине зуба просверливают 2-3 отверстия,
в них нарезают резьбу,
изготавливают шпильки и вворачивают их в подготовленные отверстия,
шпильки приваривают к шестерне и наплавляют металл электросваркой, наплавленному слою придают форму зуба.
Наплавка осуществляется электродами ЦС-1 и ЦС-2. Работа выполняется на постоянном и переменном токе обратной полярности. Затем зубья шлифуют.
.
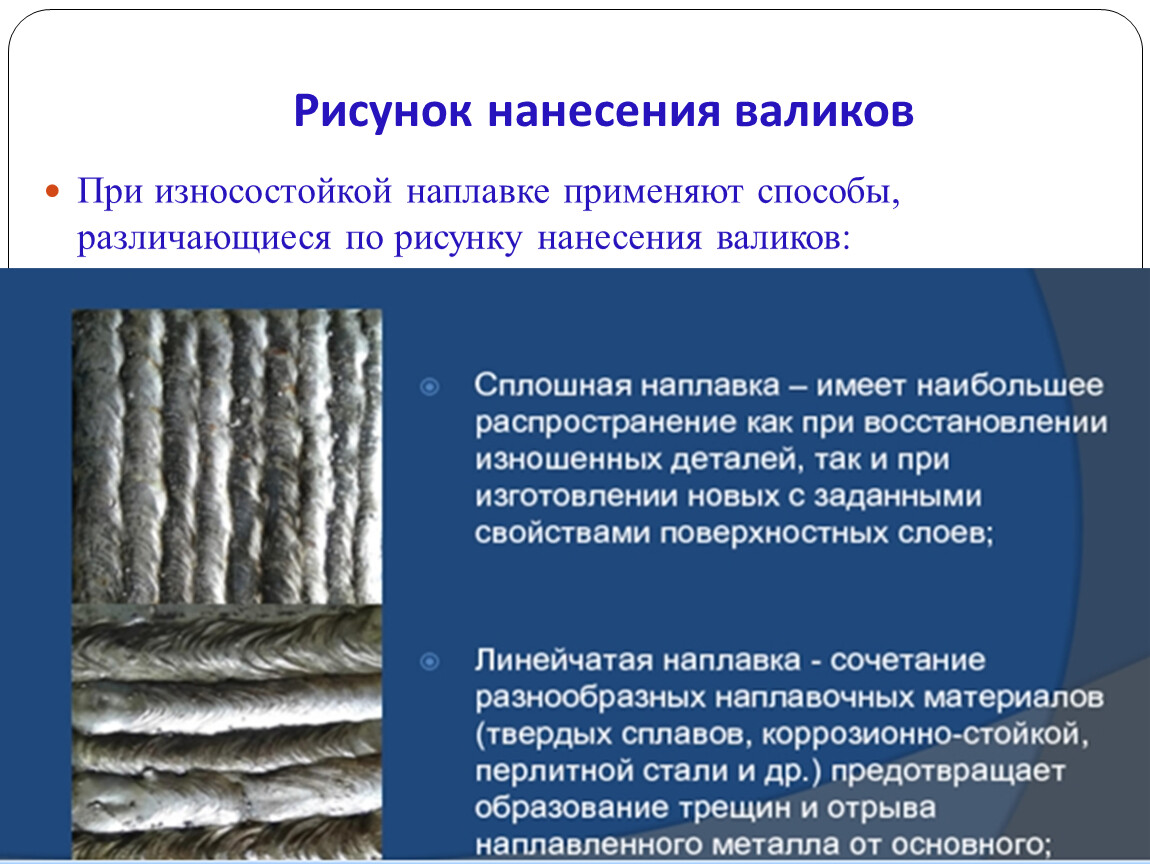
Рисунок нанесения валиков
При износостойкой наплавке применяют способы, различающиеся по рисунку нанесения валиков:
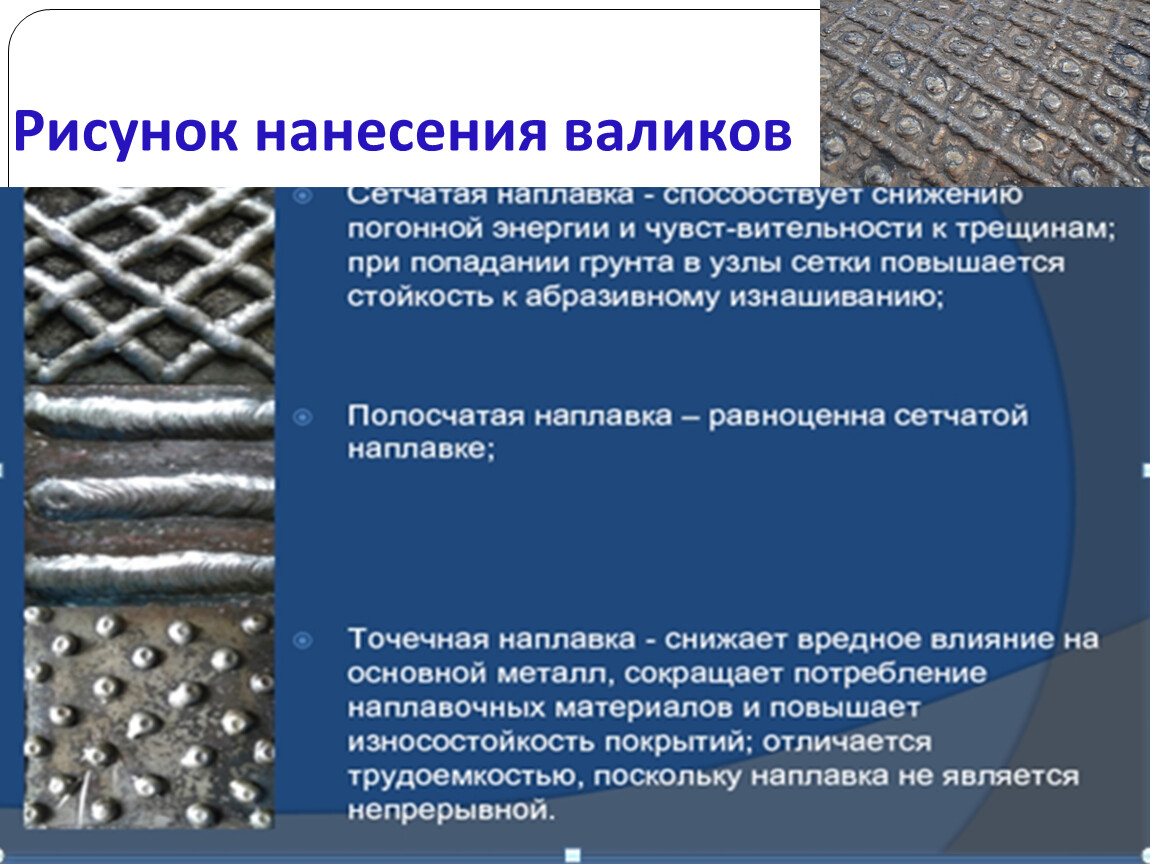
Рисунок нанесения валиков

Износостойкая наплавка
Наплавка ковша экскаватора
Наплавка поверхности хвостовика ротора
Наплавка козырьков, стенок ковшей экскаватора электродами Сормайт С-1 тип Э-300Х28Н4С4

Износостойкая восстановительная наплавка
Зубья ковша экскаватора
Ковш экскаватора
Вал
Колесная кара крановых колес
Меры по уменьшению напряжений и деформаций при наплавке
В процессе наплавки в изделии появляются значительные внутренние напряжения, которые приводят к его короблению, а иногда и к разрушению. К мерам, применяемым для предотвращения возникновения напряжений или снятия их в целях уменьшения деформации изделия, относятся:
предварительный подогрев до 200-400 °С;
ведение наплавки с погружением изделия в воду без смачивания наплавляемой поверхности;
ведение наплавки при жестком закреплении изделия в приспособлении;
предварительный изгиб изделия в направлении, обратном ожидаемому изгибу;
высокотемпературный отпуск после наплавки с нагревом до 650-680 °С.
Правила при наплавке:
Никогда не считайте, что чем выше твердость наплавленного металла, тем больше его износостойкость.
Никогда не наплавляйте пластичный металл на твердый (и потому склонный к хрупкости) металл. Это приведет к растрескиванию и разрушению наплавленного слоя. Наплавленный материал всегда должен быть тверже металла основы.
Общим правилом является то, что чем выше твердость наплавленного металла, тем меньшее количество слоев допускается наплавлять им.
При ручной наплавке электродом валик надо наплавлять «на себя». Если его наплавлять «от себя», металл будет пористым, а его поверхность неровной.
Поры в наплавленном металле могут быть следствием: большой длины дуги; наплавки с широким поперечным размахом; грязной поверхности металла основы
Перед восстановлением изношенных поверхностей наклеп на них должен быть удален. Несоблюдение этого правила приведет к растрескиванию и отслаиванию наплавленного слоя.
Если в холодное время года изделие имеет температуру ниже 20 °С, перед наплавкой необходим предварительный подогрев его хотя бы до этой температуры.
Вывод
Наплавка позволяет значительно увеличить срок службы деталей и намного сократить расход дефицитных материалов при их изготовлении.
Современный сварщик должен обладать достаточными знаниями для качественного проведения наплавки.
Очень эффективна электродуговая наплавка при восстановлении крупногабаритных деталей (промежуточных опор тракторов Т-150 и К-700, опорных катков гусеничных тракторов, деталей сцепных устройств автомобилей и тягачей, шкворней, корпусных деталей КПП и двигателей автомобилей и др.). При вложении в наплавочные процессы затрат на 1 руб. можно получить экономию до 4...5 руб.
Поступающие на восстановление детали имеют деформации, изношенные базы, остаточную термообработку, трещины и пониженную усталостную прочность. Все это требует детального изучения и учета при разработке технологических процессов. Восстановление и упрочнение деталей позволяет восстановить ресурс машины, а в некоторых случаях значительно его повысить. Исследования показывают, что восстановлением и упрочнением сопряжений деталей можно увеличить их ресурс в 2,5 раза
Изготовительная наплавка
При наплавке поверхностных слоев с заданными свойствами, как правило, химический состав наплавленного металла существенно отличается от химического состава основного металла. Поэтому в процессе наплавки необходимо получение наплавленного слоя с минимальным проплавлением основного металла, так как в противном случае возрастает доля основного металла в формировании наплавленного слоя.
Металл наплавки по химическому составу приближается к присадочному , при этом отпадает необходимость в наложении второго слоя.
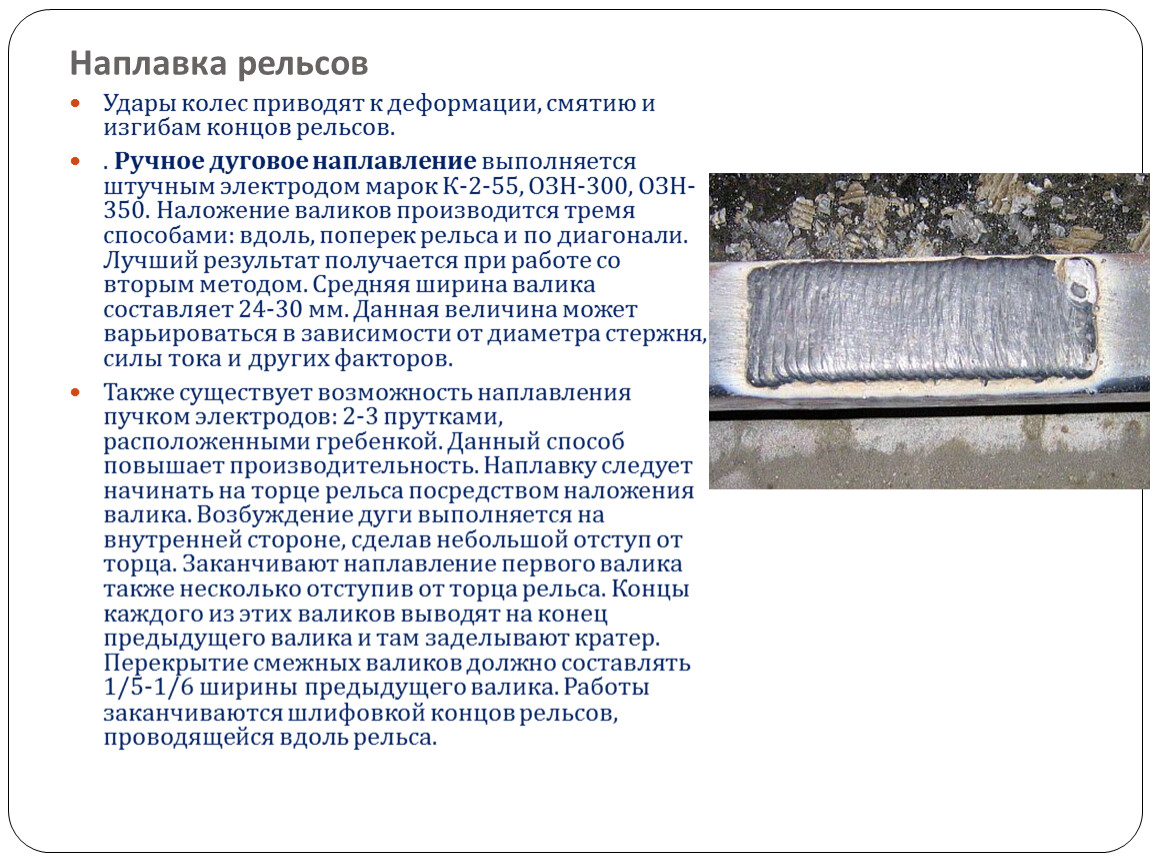
Наплавка рельсов
Удары колес приводят к деформации, смятию и изгибам концов рельсов.
. Ручное дуговое наплавление выполняется штучным электродом марок К-2-55, ОЗН-300, ОЗН-350. Наложение валиков производится тремя способами: вдоль, поперек рельса и по диагонали. Лучший результат получается при работе со вторым методом. Средняя ширина валика составляет 24-30 мм. Данная величина может варьироваться в зависимости от диаметра стержня, силы тока и других факторов.
Также существует возможность наплавления пучком электродов: 2-3 прутками, расположенными гребенкой. Данный способ повышает производительность. Наплавку следует начинать на торце рельса посредством наложения валика. Возбуждение дуги выполняется на внутренней стороне, сделав небольшой отступ от торца. Заканчивают наплавление первого валика также несколько отступив от торца рельса. Концы каждого из этих валиков выводят на конец предыдущего валика и там заделывают кратер. Перекрытие смежных валиков должно составлять 1/5-1/6 ширины предыдущего валика. Работы заканчиваются шлифовкой концов рельсов, проводящейся вдоль рельса.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.