Поделиться


Тема урока
Классификация электродов

Цель урока
Создание условий для прочного усвоения знаний по теме «Сварочные материалы»,необходимых для формирования профессиональной компетенции ПК 2.2. Выполнять ручную дуговую и плазменную сварку средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов
Задачи урока
Сформировать знания о видах электродов
Изучить требования , предъявляемые к электродам
Сформировать знания о классификации электродов по различным признакам
Сформировать умение определять по паспорту электрода его применение и способ включения в сварочную цепь
Сва́рочный плавящийся электро́д — это металлический стержень, на который нанесено покрытие .
В настоящее время выпускается более двухсот различных марок электродов для ручной дуговой сварки
Назначение покрытия электродов
Для стабилизации горения дуги
Для шлаковой защиты сварочной ванны
Для газовой защиты сварочной ванны
Для раскисления металла сварочной ванны
Для легирования металла шва
Для повышения коэффициента наплавки
Электрод должен обеспечивать:
легкое зажигание и устойчивое горение сварочной дуги;
равномерное расплавление покрытия электрода;
равномерное покрытие шва шлаком и легкое его удаление после сварки;
отсутствие в металле шва трещин, пор, непроваров.
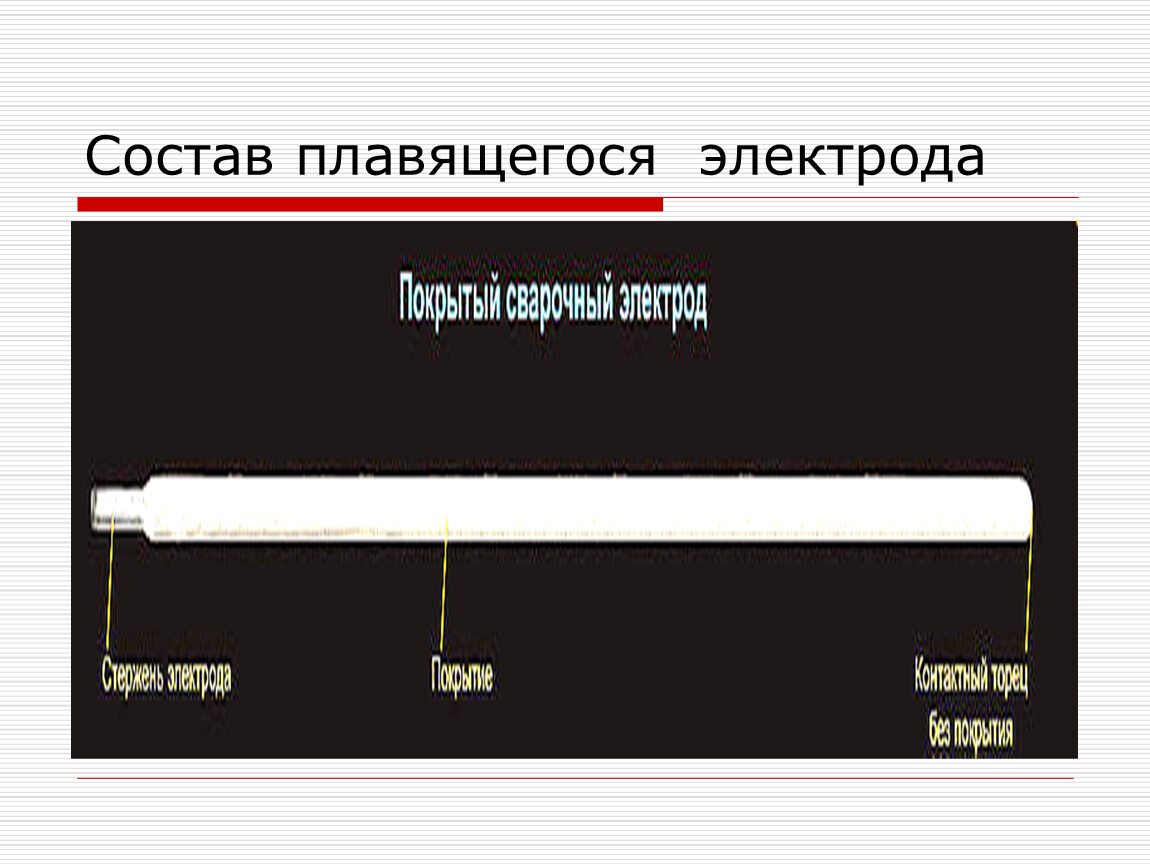
Состав плавящегося электрода
История изобретения покрытых электродов
История сварочных электродов неразрывно связана с историей развития сварки и сварочных технологий. Впервые электрод был использован в экспериментах, связанных с исследованием свойств электрической дуги. В 1881 году русский изобретатель Николай Николаевич Бенардос предложил использовать электрическую дугу, горящую между угольным электродом и металлической деталью, с целью соединения металлических кромок.
Почти одновременно с Н. Н. Бенардосом работал другой крупнейший российский изобретатель — Николай Гавриилович Славянов, много сделавший для развития дуговой сварки. Он критически оценил изобретение Бенардоса и внес в него существенные усовершенствования, касающиеся в первую очередь металлургии сварки. Николай Гавриилович заменил неплавящийся угольный электрод металлическим плавящимся электродом-стержнем, сходным по химическому составу со свариваемым металлом. Другим важным достижением Славянова считается использование расплавленного металлургического флюса, защищающего сварочную ванну от окисления, выгорания металла и накопления в сварном соединении вредных примесей серы и фосфора.
История изобретения покрытых электродов
В 1904 году швед Оскар Кьельберг основал в Гётеборге фирму «ESAB». Деятельность предприятия была связана с применением сварки в судостроении. В результате собственных исследований и наблюдений О. Кьельберг изобрел технологию сварки покрытыми плавящимися электродами. Покрытие стабилизировало горении электрической дуги и защищало зону дуговой сварки. В 1906 году им был получен патент «Процесс электрической сварки и электроды для этих целей»[8]. Именно использование покрытых плавящихся электродов дало повод к развитию и использованию сварочных технологий в различных отраслях производства.
В 1911 году англичанин А. Строменгер существенно улучшил электродное покрытие. Предложенное им покрытие состояло из асбестового шнура, пропитанного силикатом натрия. Этот шнур наматывался на металлический стержень. Поверх этого покроытия ещё наматывалась тонкая алюминиевая проволока. Такая структура электродного покрытия обеспечивала защиту сварочной ванны и металла сварного шва от атмосферного воздуха за счет образования шлака. Алюминий использовался в качестве раскислителя и обеспечивал удаление кислорода. Под названием «Квазиарк» эти электроды распространились по Европе и Америке.
История изобретения покрытых электродов
В октябре 1914 года С. Джонсу был выдан британский патент на метод получения электрода, покрытие которого наносилось методом опрессовки. Металлический стержень проталкивался через фильеру одновременно с шихтой, ложившейся на стержень.
В 1917 году американские ученые О. Андрус и Д. Стреса разработали новый тип покрытия электродов[9]. Стальной стержень был обернут бумагой, приклеенной силикатом натрия. В процессе сварки такое покрытие выделяло дым, защищая сварочную ванну от воздействия воздуха. Также было отмечено, что бумажное покрытие обеспечивало моментальное зажигание электрической дуги с первого касания и стабилизировало её горение. В 1925 году англичанин А. О. Смит использовал для улучшения качества электродного покрытия порошкообразные защитные и легирующие компоненты. В то же время французские изобретатели О. Саразен и О. Монейрон разработали покрытие электродов, в составе которого были использованы соединения щелочных и щелочноземельных металлов: полевой шпат, мел, мрамор, сода. Благодаря низкому потенциалу ионизации таких элементов, как натрий, калий, кальций, обеспечивалось легкое возбуждение дуги и поддержание её горения.
Признаки классификации электродов:
материал стержня электрода;
назначение для сварки определенных сталей;
толщина покрытия стержня;
виды покрытия;
характер шлака, образующегося при расплавлении покрытия;
свойства металла шва;
допустимые пространственные положения сварки или наплавки;
род и полярность применяемого при сварке тока.
Маркировка электродов по типам
. Цифры, обозначающие каждый тип электрода — Э42, Э42А, Э50 и т. д., характеризуют гарантированное минимальное временное сопротивление разрыву в кгс/мм², а буква А — повышенные пластические свойства, вязкость и ограничения по химическому составу.
Классификация электродов по назначению
У — углеродистых и низколегированных конструкционных сталей;
Л — легированных конструкционных сталей;
Т — легированных теплоустойчивых сталей;
В — высоколегированных сталей с особыми свойствами;
Н –электроды для наплавки
Виды электродов по толщине покрытия
По толщине покрытия электроды разделяются в зависимости от отношения D/d (D — диаметр покрытого электрода; d — диаметр стержня):
с тонким покрытием (D/d < 1,2). Обозначаются буквой М;
со средним покрытием (D/d < 1,45). Обозначаются буквой С;
с толстым покрытием (D/d < 1,8). Обозначаются буквой Д;
с особо толстым покрытием (D/d > 1,8). Обозначаются буквой Г.
Классификация электродов по содержанию вредных примесей
ГОСТ 9466 — 75 предусматривает также три группы электродов — 1, 2, 3, характеризующиеся требованиями к качеству (точности) изготовления электродов, состоянием поверхности покрытия, а также содержанием серы и фосфора в наплавленном металле
Виды электродов по типу покрытия:
с кислым покрытием (А);
с основным покрытием (Б);
с целлюлозным покрытием (Ц);
с рутиловым покрытием (Р);
с покрытием смешанного вида (с двойным буквенным обозначением РБ);
с прочими видами покрытий (П).
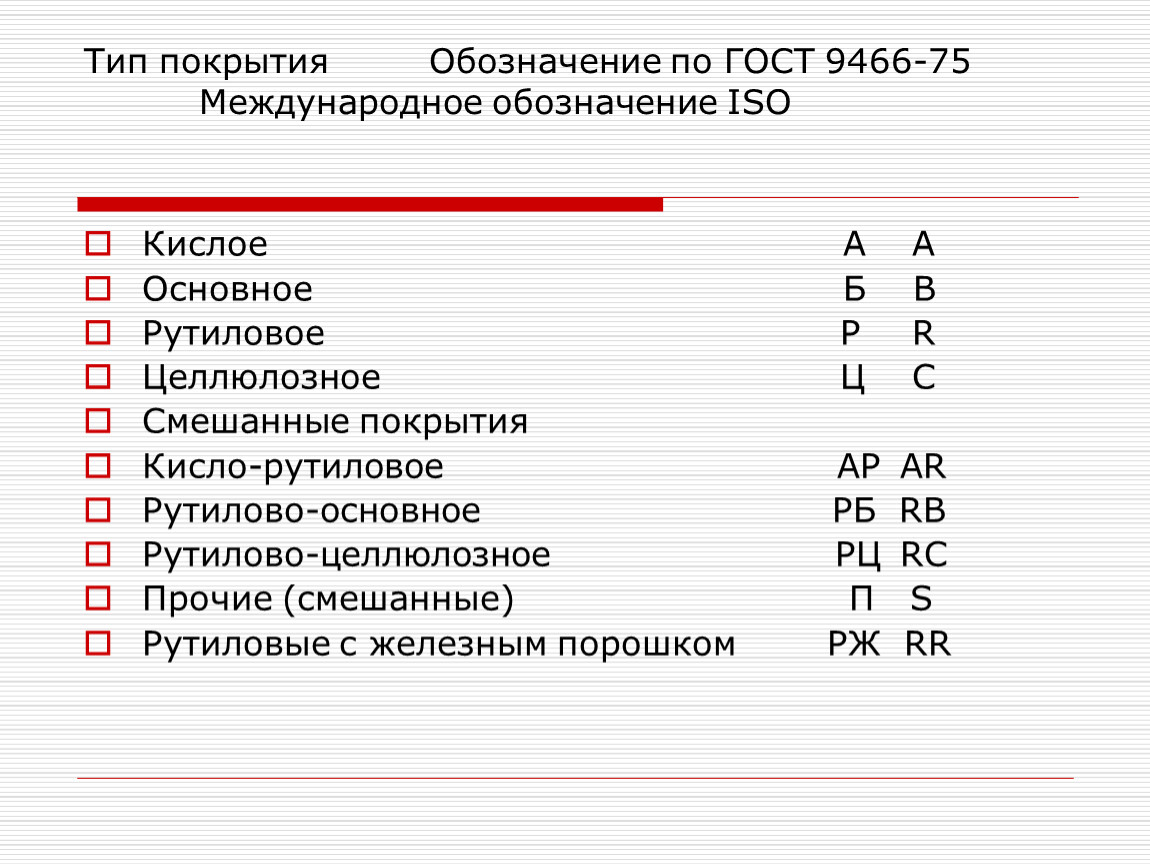
Тип покрытия Обозначение по ГОСТ 9466-75 Международное обозначение ISO
Кислое А A
Основное Б B
Рутиловое Р R
Целлюлозное Ц C
Смешанные покрытия
Кисло-рутиловое АР AR
Рутилово-основное РБ RB
Рутилово-целлюлозное РЦ RC
Прочие (смешанные) П S
Рутиловые с железным порошком РЖ RR
Виды электродов по допустимым пространственным положениям сварки или наплавки:
для сварки во всех положениях с условным обозначением 1;
для сварки во всех положениях, кроме вертикального сверху вниз, — 2;
для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
для нижнего и нижнего в лодочку — 4.
Основная классификация электродных покрытий:
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Применяются также магнитные покрытия, которые наносятся на проволоку в процессе сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходит электродная проволока при полуавтоматической или автоматической сварке.
Основные виды электродных покрытий:
Руднокислые электродные покрытия содержат окислы железа и марганца, кремнезём, большое количество ферромарганца; для создания газовой защиты зоны сварки в покрытие вводят органические вещества (целлюлозу, древесную муку, крахмал и пр.).
Рутиловые электродные покрытия получают значительное применение в связи с развитием добычи минерала рутила, состоящего в основном из двуокиси титана TiO2. В покрытия, помимо рутила, введены кремнезём, ферромарганец, карбонаты кальция или магния.
Фтористо-кальциевые электродные покрытия состоят из карбонатов кальция и магния, плавикового шпата и ферросплавов.
Органические электродные покрытия состоят из органических материалов, обычно из оксицеллюлозы, к которой добавлены шлакообразующие материалы, двуокись титана, силикаты и пр. и ферромарганец в качестве раскислителя и легирующей присадки.
Способы изготовления
Покрытые сварочные электроды изготавливают двумя способами:
опрессовкой
окунанием
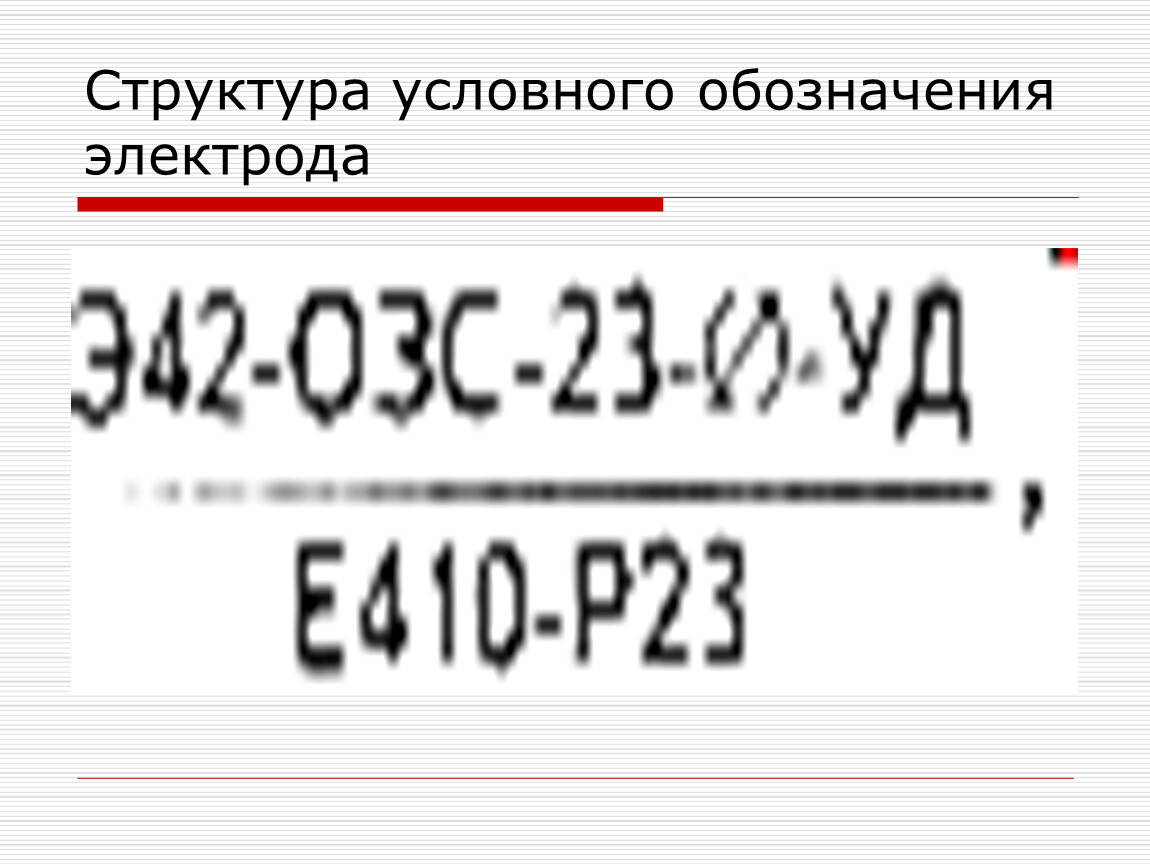
Структура условного обозначения электрода
Э42 — тип электрода;
ОЗС-23 — марка электрода;
— знак диаметра;
У — для сварки углеродистых и низкоуглеродистых конструкционных сталей;
Д — с толстым покрытием; кроме этого, могут быть обозначения:
Е — для ручной дуговой сварки; обозначения для других видов сварки:
410 — группа индексов, указывающих характеристики металла шва и наплавленного металла;
Р — вид покрытия электрода (рутиловое);
2 — обозначение допустимых пространственных положений сварки или наплавки;
3 — обозначение рода тока, полярности, номинального напряжения холостого хода источника переменного тока.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.