Целью работы является:
Описание технологического процесса сварки оконной решетки.
Для выполнения работы поставил для себя следующие основные задачи:
дать оценку современного состояния решаемой проблемы и основные исходные данные;
Разработать требования, предъявляемой к сварной конструкции: материал, его обработка, виды сварочных материалов, способы контроля.
Разработать мероприятия по технике безопасности при соблюдении требований пожарной безопасностиОписание технологического процесса сварки оконной решетки.
Технологический
процесс изготовление
оконной решетки
Мастер п/о
Берлович Т.И.
2017 г.
Целью работы является:
Описание технологического процесса сварки оконной
решетки.
Для выполнения работы поставил для себя
следующие основные задачи:
дать оценку современного состояния решаемой
проблемы и основные исходные данные;
Разработать требования, предъявляемой к сварной
конструкции: материал, его обработка, виды сварочных
материалов, способы контроля
Разработать мероприятия по технике безопасности
при соблюдении требований пожарной безопасности
Подготовка металла к сварке
• Очистка металла - с помощью металлической
• Разметка - с помощью металлической линейки
щетки
и маркера
• Резка – с помощью «болгарки»
Разметка производится на
квадратном профиле
15х15,стали марки 17ГС
Производится резка профильного
металла и металлического прутка
с помощью болгарки
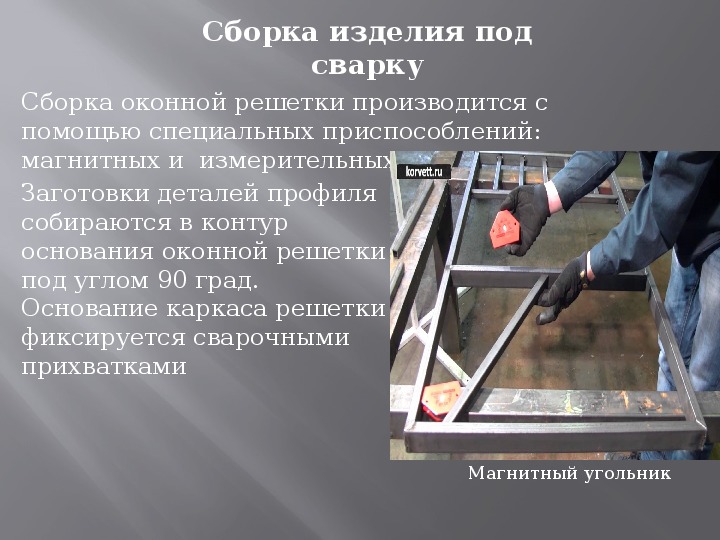
Сборка изделия под
сварку
Сборка оконной решетки производится с
помощью специальных приспособлений:
магнитных и измерительных угольников.
Заготовки деталей профиля
собираются в контур
основания оконной решетки
под углом 90 град.
Основание каркаса решетки
фиксируется сварочными
прихватками
Магнитный угольник
Сварка оконной
решетки
Сварка решетки производится электродуговой
сваркой с помощью сварочного выпрямителя
Выпрямитель представляет собой
установку в однокорпусном
исполнении, состоящей из
следующих основных узлов:
силового трехфазного
трансформатора, блока
выпрямителей, вентилятора,
автоматического выключателя и
кожуха. Преобразование
переменного напряжения в
постоянное (сварочное)
осуществляется с помощью
полупроводникового блока
выпрямителей.
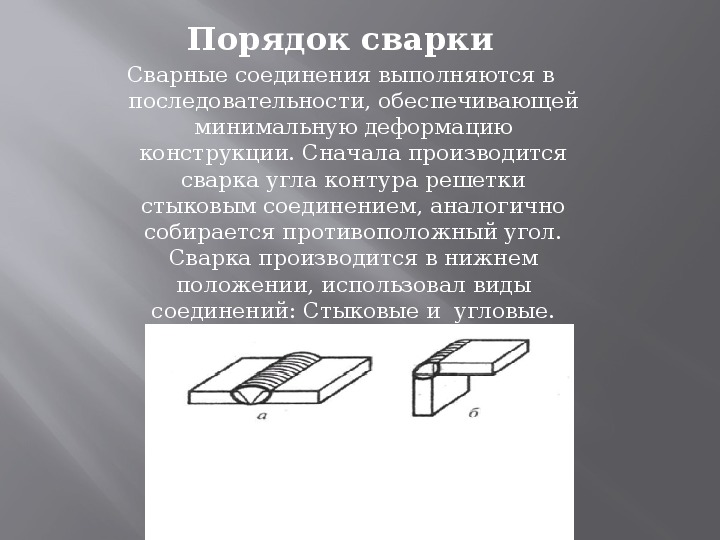
Сварные соединения выполняются в
последовательности, обеспечивающей
минимальную деформацию
конструкции. Сначала производится
Порядок сварки
сварка угла контура решетки
стыковым соединением, аналогично
собирается противоположный угол.
Сварка производится в нижнем
положении, использовал виды
соединений: Стыковые и угловые.
Сварка решетки осуществляется с помощью
покрытых электродов марки ОК-46 диаметром
3 мм, так как толщина свариваемого профиля
2-3мм.
Применение электродов должно
обеспечивать следующие
необходимые условия:
• легкое зажигание и устойчивое горение дуги;
• равномерное расплавление покрытия;
• равномерное покрытие шва шлаком;
• легкое удаление шлака после сварки;
• отсутствие не проваров, пор, трещин в металле шва.
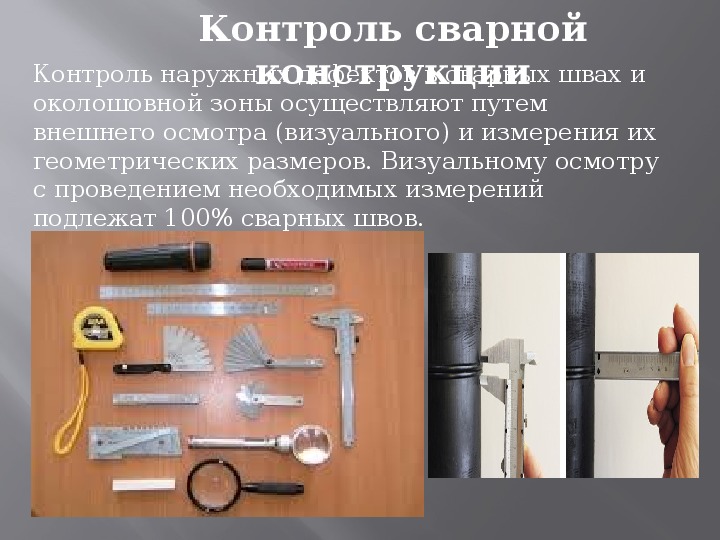
Контроль сварной
конструкции
Контроль наружных дефектов в сварных швах и
околошовной зоны осуществляют путем
внешнего осмотра (визуального) и измерения их
геометрических размеров. Визуальному осмотру
с проведением необходимых измерений
подлежат 100% сварных швов.
Все слесарные и сварочные работы выполнялись при
соблюдении правил техники безопасности и требований
электробезопасности и пожарной безопасности.
Оконная решетка изготовлена из комбинированного
металлопроката (квадратного профиля 15х15мм и
металлического прутка диаметром 10-12мм.
Поставленная цель достигнута, сварная конструкция оконной
решетки выполнена в соответствии требований НТД.
(Нормативно - технической документации).