Поделиться

Проблема очистки попутного нефтяного газа от сероводорода, технология ОЧИСТКИ DESULFOX
краевое государственное автономное профессиональное образовательное учреждение «Ачинский техникум нефти и газа имени Е.А. Демьяненко»
О.Н.Чикинёва, преподаватель
Аннотация: Рассмотрена проблема очистки попутного нефтяного газа от сероводорода. Показаны достоинства и недостатки существующих абсорбционных способов очистки ПНГ от сероводорода, представляющих наибольший интерес для практического применения в промысловых условиях. Представлена альтернативная новая экологичная и экономичная технология Desulfox, позволяющая в промысловых условиях проводить селективную очистку попутных нефтяных газов от сероводорода с использованием гетерогенного катализатора для регенерации абсорбционных растворов с выделением элементной серы. Настоящая технология исключает образование токсичных щелочных стоков и не требует строительства дорогостоящей установки Клауса для переработки сероводорода.
Ключевые слова: попутный нефтяной газ (ПНГ), очистка ПНГ от сероводорода, абсорбция, гетерогенный катализатор, фталоцианиновый катализатор КСМ-Х, хемосорбент, метилдиэтаноламин, диэтаноламин, технология Desulfox.
Большинство существующих методов очистки газов от сероводорода основано на использовании аминовых абсорбентов с выделением поглощенного сероводорода при нагревании аминовых растворов до 120–170 °С. При этом возникает проблема утилизации концентрированного сероводорода, выделяющегося при термической регенерации аминов, трудно решаемая в промысловых условиях. В этой связи на промыслах зачастую используют очистку ПНГ водными растворами щелочи (Сульфурекс, Серокс-Газ-1) [1], связывающими сероводород в сульфиды и гидросульфиды натрия по реакциям:
H2S + 2NaOH → Na2S + 2H2O;
H2S + NaOH → NaHS + H2O.
Сульфиды и гидросульфиды натрия затем окисляют при нагревании до 80 °С в менее токсичные сульфат и тиосульфат натрия обработкой насыщенного сульфидами щелочного раствора воздухом по реакциям (в присутствии или в отсутствии катализатора):
3Na2S + 4O2 + H2O Kt → Na2S2O3 + Na2SO4 + + 2NaOH; (3)
2NaHS + 2O2 Kt → Na2S2O3 + H2O. (4)
Значительная часть щелочи расходуется при этом на связывание содержащегося в ПНГ углекислого газа по реакции:
CO2 + 2NaOH → Na2CO3 + H2O. (5)
Основным недостатком данных способов очистки является сокращение срока службы щелочного абсорбента за счет образования и накопления в нем не регенерируемых сульфатов, тиосульфатов и карбонатов щелочных металлов, что приводит к повышенному расходу щелочи на очистку ПНГ и образованию сернисто-щелочных стоков, утилизация которых осуществляется смешением с подтоварной водой установки подготовки нефти и закачкой далее в систему ППД. [1].
В основе указанных процессов лежат окислительно-восстановительные реакции солей металлов переменной валентности или хинонов, входящих в состав водного содощелочного раствора катализаторного комплекса (КТК), с поглощенным сероводородом. Под воздействием сероводорода, являющегося сильнейшим восстановителем, окисленная форма иона металла каталитически активного компонента или хинон восстанавливаются с одновременным окислением сероводорода в элементную серу. Содощелочной раствор восстановленной формы КТК вместе с серой поступает далее в регенератор, где с помощью кислорода воздуха катализатор вновь переходит в окисленную форму и возвращается в абсорбер для поглощения и окисления сероводорода из ПНГ. В регенераторе элементная сера флотируется воздухом из щелочного раствора КТК и в виде серной пены выводится с верхней части регенератора в сепаратор, откуда направляется на фильтрование. Сера с фильтра поступает на складирование, а фильтрат вместе с регенерированным раствором КТК возвращается в абсорбер для поглощения сероводорода из ПНГ и его окисления в элементную серу. [2]
Недостатком описанных процессов являются многокомпонентность и сложность состава катализаторного комплекса и его гомогенная форма, приводящая к непрерывным потерям растворенного КТК с отфильтрованной серой. Кроме того, процесс поглощения H2S сопровождается конкурентной абсорбцией СО2, а также побочным образованием кислородсодержащих продуктов окисления сероводорода – тиосульфатов натрия, уменьшающих поглотительную способность раствора КТК по сероводороду за счет снижения pH раствора. Это приводит к необходимости выведения части водно-щелочного раствора КТК из системы и замены его балансовым количеством свежего раствора КТК с образованием сернисто-щелочных стоков, загрязненных токсичными солями тяжелых металлов. Таким образом, использование вышеописанных процессов жидкофазного окисления сероводорода водно-щелочными растворами каталитически активных солей металлов переменной валентности требует приготовления и постоянной подпитки раствора КТК дорогостоящими солями тяжелых металлов и другими дефицитными органическими комплексообразователями, что осложняет эксплуатацию этих процессов в промысловых условиях.
В этой связи представляет интерес возможность использовать для окисления сероводорода в элементную серу взамен гомогенного гетерогенный катализатор, не подверженный уносу и расходованию в процессе сероочистки ПНГ, что исключает загрязнение выделяемой элементной серы и сточных вод токсичными солями тяжелых металлов. Для этой цели нами предлагается применить фталоцианиновый катализатор КСМ-Х на полимерном носителе [2], хорошо зарекомендовавший себя в процессах демеркаптанизации сжиженных углеводородных газов на НПЗ [3].
Рисунок 1. Гетерогенный катализатор КСМ-Х
Катализатор КСМ-Х (рис. 1) изготовлен в виде блочной стереорегулярной насадки с развитой геометрической поверхностью, улучшающей массообменные процессы между регенерируемым абсорбентом, газом-окислителем и поверхностью катализатора. Он эффективен, удобен в эксплуатации и при транспортировке, обладает длительным сроком службы – не менее 8 лет, что является особенно привлекательным для работы в промысловых условиях.
Активные компоненты этого катализатора прочно закреплены на полимерном носителе, что обеспечивает их устойчивость к воздействию кислот, щелочей, алифатических и ароматических углеводородов при температурах до 100 °С и их нерастворимость в щелочи и углеводородных средах.
Для селективного извлечения сероводорода из ПНГ в качестве жидкого хемосорбента предложено [4] применять метилдиэтаноламин, а при необходимости удаления помимо сероводорода диоксида углерода – диэтаноламин, абсорбирующие сероводород по реакциям:
H2S + (HOCH2CH2)2NH ⌐ (HOCH2CH2)2NH2SH; (6)
H2S + 2(HOCH2CH2)2NH ⌐ [(HOCH2CH2)2NH2]2S. (7)
При использовании диэтаноламина в качестве хемосорбента параллельно протекает более медленная обратимая реакция абсорбции углекислого газа, входящего в состав углеводородного газа, по реакции c образованием карбамата амина: СО2 + H2O + 2(HOCH2CH2)2NH [(HOCH2CH2)2NH2]2CO3. (8)
В регенераторе в присутствии фталоцианинового катализатора КСМ-Х и воздуха происходит окислительная регенерация сульфида и гидросульфида алканоламина с образованием элементной серы и выделением свободного алканоламина по реакциям: (HOCH2CH2)2NH2SH + 0,5О2 Kt→ (HOCH2CH2)2NH + S + H2O; (9) [(HOCH2CH2)2NH2]2S + 0,5О2 Kt→ 2(HOCH2CH2)2NH + S + H2O. (10) Образовавшиеся при поглощении углекислого газа карбаматы аминов – нестойкие соединения, медленно разлагающиеся в слабощелочной среде с образованием бикарбонатов:
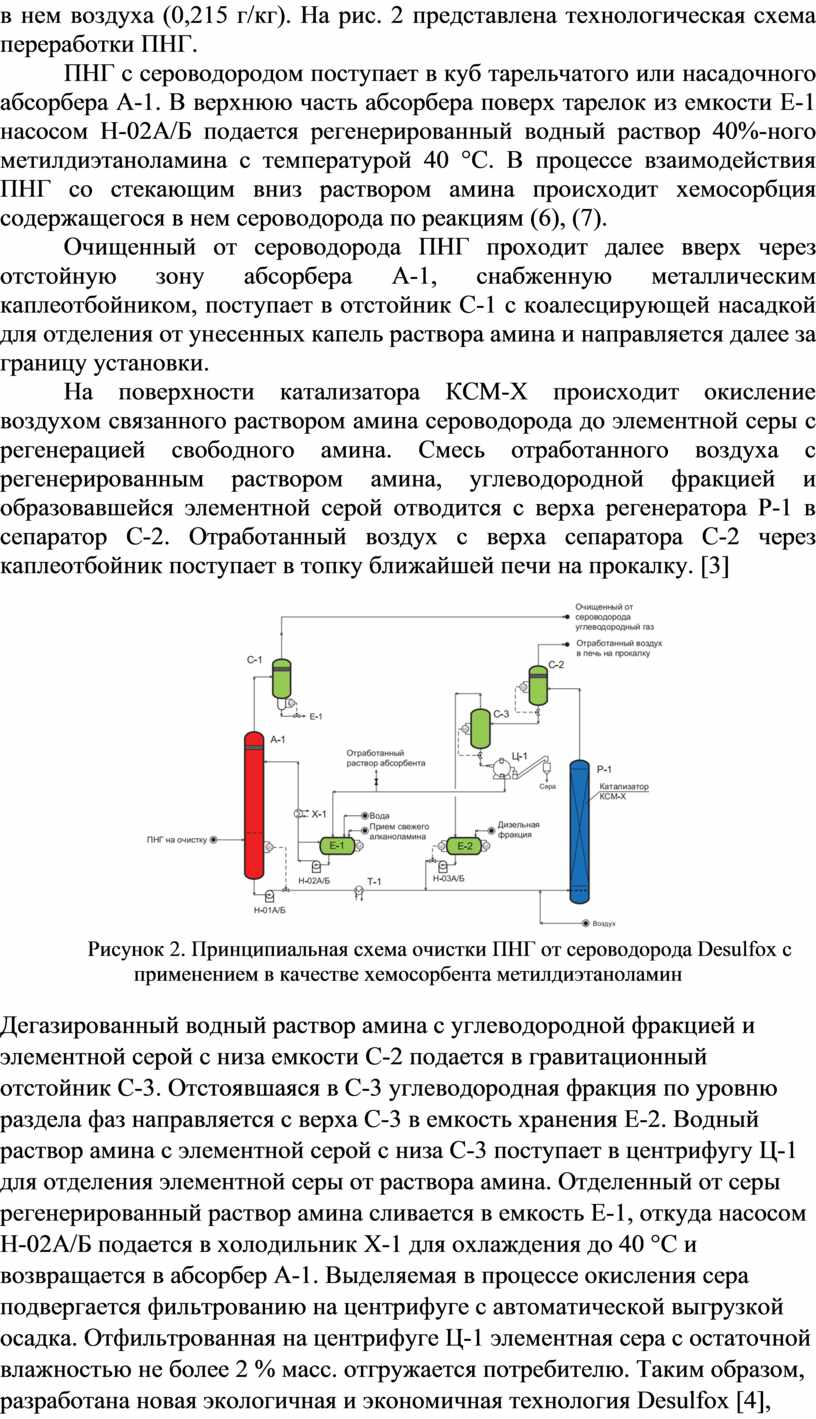
[(HOCH2CH2)2NH2]2CO3 (HOCH2CH2)2NH + + (HOCH2CH2)2NH2НCO3. (11) . Для регенерации поверхности гидрофобного гетерогенного катализатора КСМ-Х окисление поглощенного амином сероводорода ведут в присутствии углеводородного растворителя – керосиновой или дизельной фракции, нерастворимых в водной среде. Углеводородный растворитель очищает поверхность КСМ-Х путем удаления с него образующейся элементной серы и ускоряет регенерацию амина, приводя к существенному увеличению скорости окисления сероводорода на поверхности гидрофобного полимерного катализатора КСМ-Х в элементную серу благодаря высокой растворимости в нем воздуха (0,215 г/кг). На рис. 2 представлена технологическая схема переработки ПНГ.
ПНГ с сероводородом поступает в куб тарельчатого или насадочного абсорбера А-1. В верхнюю часть абсорбера поверх тарелок из емкости Е-1 насосом Н-02А/Б подается регенерированный водный раствор 40%-ного метилдиэтаноламина с температурой 40 °С. В процессе взаимодействия ПНГ со стекающим вниз раствором амина происходит хемосорбция содержащегося в нем сероводорода по реакциям (6), (7).
Очищенный от сероводорода ПНГ проходит далее вверх через отстойную зону абсорбера А-1, снабженную металлическим каплеотбойником, поступает в отстойник С-1 с коалесцирующей насадкой для отделения от унесенных капель раствора амина и направляется далее за границу установки.
На поверхности катализатора КСМ-Х происходит окисление воздухом связанного раствором амина сероводорода до элементной серы с регенерацией свободного амина. Смесь отработанного воздуха с регенерированным раствором амина, углеводородной фракцией и образовавшейся элементной серой отводится с верха регенератора Р-1 в сепаратор С-2. Отработанный воздух с верха сепаратора С-2 через каплеотбойник поступает в топку ближайшей печи на прокалку. [3]
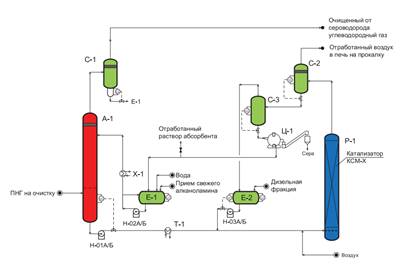
Рисунок 2. Принципиальная схема очистки ПНГ от сероводорода Desulfox с применением в качестве хемосорбента метилдиэтаноламин
Дегазированный водный раствор амина с углеводородной фракцией и элементной серой с низа емкости С-2 подается в гравитационный отстойник С-3. Отстоявшаяся в С-3 углеводородная фракция по уровню раздела фаз направляется с верха С-3 в емкость хранения Е-2. Водный раствор амина с элементной серой с низа С-3 поступает в центрифугу Ц-1 для отделения элементной серы от раствора амина. Отделенный от серы регенерированный раствор амина сливается в емкость Е-1, откуда насосом Н-02А/Б подается в холодильник Х-1 для охлаждения до 40 °С и возвращается в абсорбер А-1. Выделяемая в процессе окисления сера подвергается фильтрованию на центрифуге с автоматической выгрузкой осадка. Отфильтрованная на центрифуге Ц-1 элементная сера с остаточной влажностью не более 2 % масс. отгружается потребителю. Таким образом, разработана новая экологичная и экономичная технология Desulfox [4], позволяющая в промысловых условиях проводить селективную очистку попутных нефтяных газов от сероводорода водными растворами аминов с каталитической регенерацией сероводородсодержащих алканоламинов с образованием безвредной элементной серы путем окисления воздухом при низких температурах в присутствии гетерогенного катализатора. При этом исключается образование токсичных щелочных стоков и необходимость строительства дорогостоящей установки Клауса для окисления сероводорода в элементную серу. [4]
Библиографический список
1. Мазгаров А.М., Корнетова О.М. Технологии очистки попутного нефтяного газа от сероводорода: учеб. -метод. пособие. – Казань, 2015.
2. Патент РФ № 2529500. Катализатор для окисления сернистых соединений / А.Г. Ахмадуллина, Р.М. Ахмадуллин, С.И. Агаджанян. – 2018.
3. Сероочистка нефтепродуктов и обезвреживание стоков на полимерном катализаторе КСМ / Р.М. Ахмадуллин, А.Г. Ахмадуллина, С.И. Агаджанян, А.Р. Зарипова // Нефтепереработка и нефтехимия. – 2016. – № 6. – С. 10–16.
![ППД. [1]. В основе указанных процессов лежат окислительно-восстановительные реакции солей металлов переменной валентности или хинонов, входящих в состав водного содощелочного раствора катализаторного комплекса (КТК), с…](https://fs.znanio.ru/d5af0e/4f/b3/cd373e6891cacd0af1770742ef29f9ee25.jpg)
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.