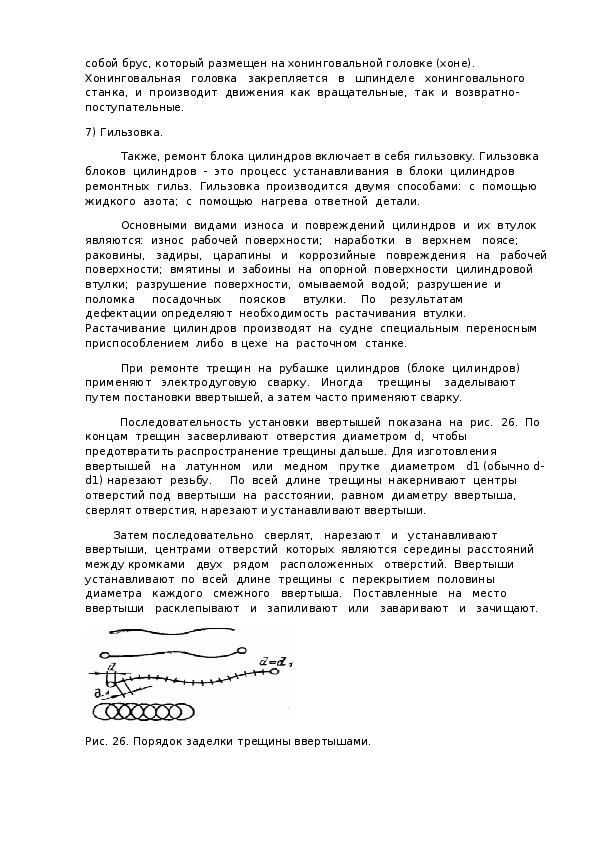
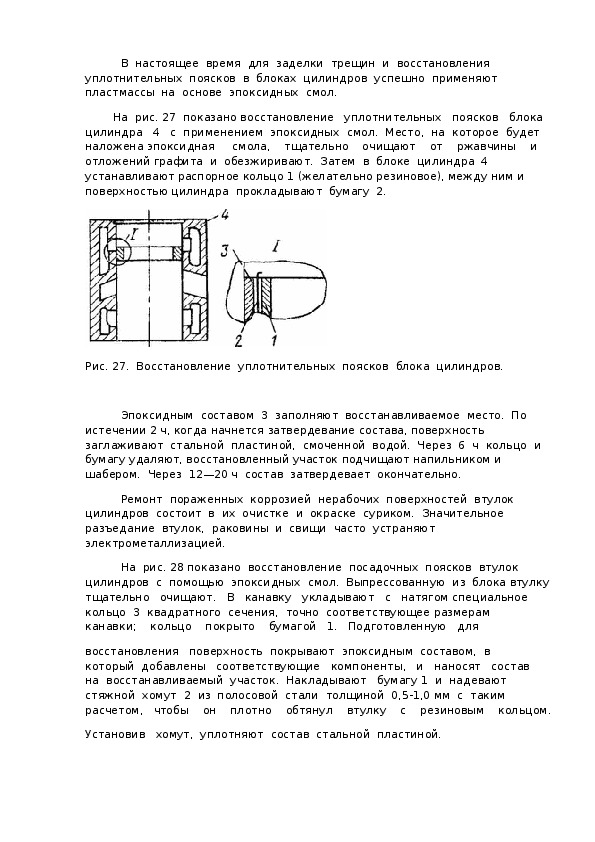
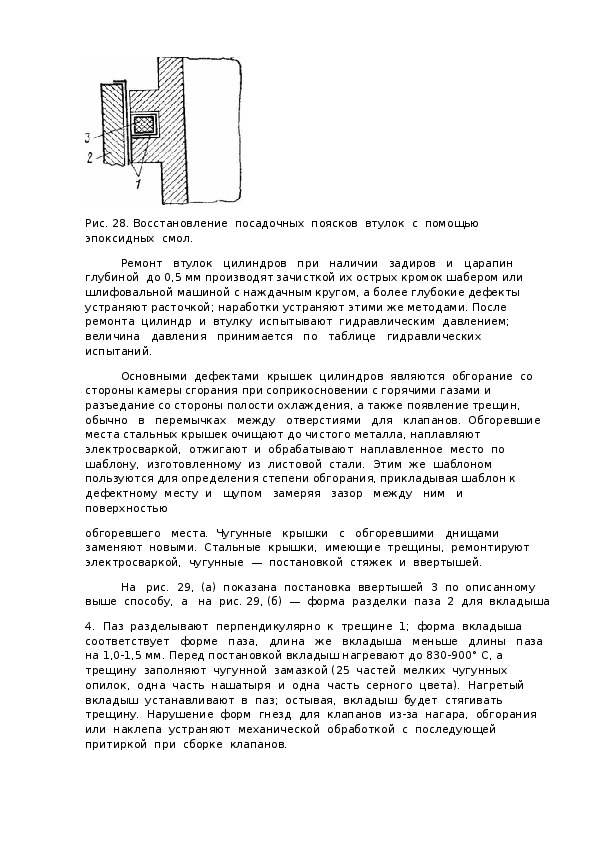
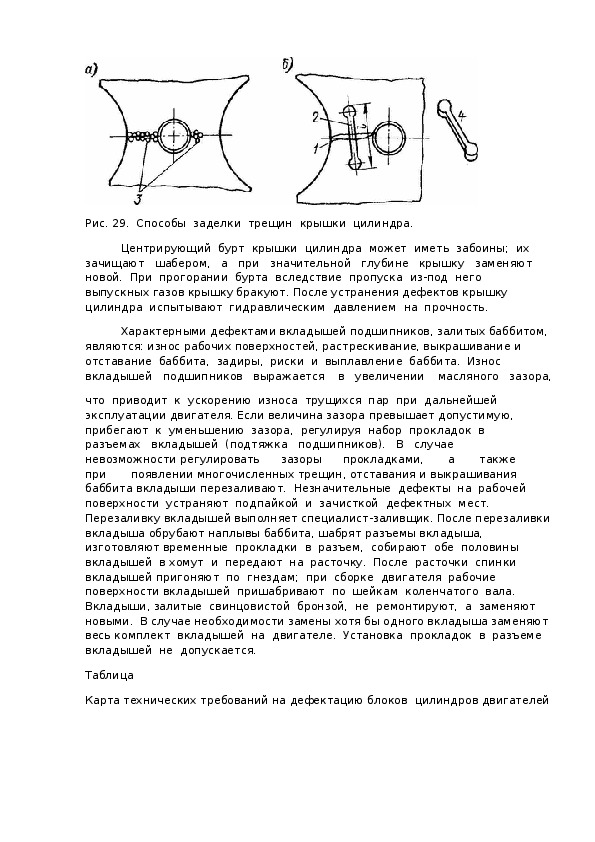
В настоящее время на судах речного флота России эксплуатируется приблизительно 35 тысяч дизелей, из которых около 30 тысяч отечественного производства. В подавляющем большинстве это четырёхтактные дизели.
Общая мощность дизелей, установленных на судах составляет около 8 млн.кВт, и делится примерно поровну между отечественными и импортными двигателями, причём последние, обладая относительно более высокой мощностью, используются, в основном, в качестве главных.
Диапазон агрегатных мощностей от 11 до 1748 кВт покрывается 29 типоразмерами дизелей 96 модификаций, из которых нашли наибольшее распространение отечественные двигатели 6–12Ч(Н)18/22, 12ЧНСП18/20, 2–4Ч10,5/13, 6Ч(Н)12/14, 6ЧН24/36 и 6ЧНР36/45, а также импортные двигатели производства фирм SKL(Германия):6–8ЧНР32/48, 6–8ЧНР24/36, 6ЧН20/26, 6ЧН18/26, 4–6ЧН17,5/24, 2–4Ч12,5/18, 2Ч10/14; SKODA(Чехия): 6ЧНСП27,5/35, 6ЧНСП16/22,5, 1–6Ч11/15; WARTSILA(Финляндия): 12ЧН22/24; WOLA(Польша): 6–12ЧН13,5/15,5.
Таким образом, парк составляют дизели, имеющие диаметры цилиндров от 100 до 360 мм, ход поршня от 130 до 480 мм, частоту вращения коленчатого вала от 300 до 2000 об/мин, среднее эффективное давление от 0,53 до 1,74 МПа, средний эффективный расход топлива от 270 до 215 г/(кВтч), ресурс до капитального ремонта от 8 до 60 тысяч часов.
Одной из важнейших особенностей парка является преобладание в его составе двигателей, имеющих относительно невысокую агрегатную мощность и небольшие размеры цилиндро-поршневой группы. Это в значительной мере связано с необходимостью обеспечения перевозок грузов по рекам Севера, Сибири, Дальнего Востока с малыми гарантированными глубинами.
Уже в настоящее время двигатели повышенной оборотности (750-1500 об/мин) составляют более 20% от общего количества дизелей, а высокооборотные (>1500 об/мин) – 45%.
Для таких двигателей характерны повышенная жёсткость рабочего процесса, более высокие, чем у малогабаритных дизелей, температуры отработавших газов, что сопряжено со значительной механо-, тепло- и вибронагруженностью деталей остова.
Возникшие у дизелестроительных предприятий трудности в переходе к рыночной экономике заставляют судовладельцев рассматривать в качестве альтернативы другие типы современных дизелей, прежде всего тепловозные.
Несмотря на предпринятые в последние два десятилетия усилия, отечественное дизелестроение, в целом, отстаёт от современного уровня, прежде всего по экономичности, ресурсу, трудоёмкости технического обслуживания и степени автоматизации судовых дизелей. Все эти двигатели имеют среднее эффективное давление от 0,5 до 1 МПа, а в то время создаваемые за рубежом двигатели достигли этих показателей к началу 70-х годов, в 80-е годы были достигнуты значения до 2 МПа, а в настоящее время широко ведутся работы по созданию двигателей со значениями среднего эффективного давления до 3 МПа.
Такой уровень форсированности обеспечен с помощью высокого наддува, что увеличивает размеры теплообменных аппаратов и потери тепла, вызывает необходимость оптимизации охлаждения во всём диапазоне эксплуатационных нагрузок, совершенствование средств автоматики.
Отказ нашего государства от монополии на внешнюю торговлю, акционирование пароходств, использование на внутреннем рынке цен, близких к мировым, необходимость обеспечения конкурентоспособности на европейском фрахтовом рынке, несомненно, будет способствовать увеличению количества приобретаемых пароходствами высокофорсированных дизелей.
В процессе эксплуатации судна его надежность и другие свойства постепенно снижаются, вследствие изнашивания деталей, а также коррозии и усталости металла из которого они изготовлены. В двигателе появляются различные неисправности, которые устраняются при техническом обслуживании и ремонте. Необходимость и целесообразность ремонта двигателей обусловлено, прежде всего, неравнопрочностью их деталей и агрегатов. Поэтому в процессе эксплуатации двигателей проводят периодическое ТО и при необходимости текущий ремонт, которое осуществляется путем замены отдельных деталей и агрегатов, отказавших в работе. Это позволяет поддерживать двигатель в технически исправном состоянии.
Целью исследования данной выпускной квалификационной работы является выявление основных дефектов блока цилиндров судового двигателя 6ЧРН 36/45 (Г-70), и методы их устранения. Для достижения данной цели необходимо решить следующие задачи: ознакомиться с кратким анализом судового двигателя 6ЧРН 36/45 (Г-70), конструктивными и общими техническими данными двигателя, изучить основные дефекты блока цилиндров судового двигателя 6ЧРН 36/45 (Г-70), и методы их устранения, методики расчета износа и усталостных повреждений, правила техники безопасности при монтаже, и ремонте блоков-цилиндров и цилиндровых втулок.
Каспийский Институт морского и речного транспорта
Филиал Федерального государственного образовательного
учреждения высшего образования
“Волжский государственный университет водного транспорта”
(ФГБОУ ВО “ВГУВТ”)
Научно-исследовательская работа
На тему :« Расчет износов и усталостных
повреждений блока цилиндров судового
дизеля»
Выполнил работу: преподаватель Кочетков А.Ю.
Астрахань 2019 г.ГЛАВА 1. Обзор судового дизеля 6ЧНРН 36/45(Г-70) с рассмотрением
устройства и особенностей блока цилиндров.
1.1 Описание дизеля 6ЧРН36/45.
Дизель типа 6ЧРН 36/45 - судовой среднеоборотный реверсивный
четырехтактный дизель с газотурбинным наддувом и однорядным
расположением цилиндров - предназначен для установки на транспортных
судах в качестве главного двигателя. Общий вид дизеля 6ЧРН 36/45 показан
на рис № 1. Заводом выпускаются четыре модификации дизелей типа 6ЧРН
36/45 с заводскими марками: Г-60, Г-70-5, Г-70, Г-74. Все модификации
характеризуются следующим: пневматической системой дистанционного
автоматизированного управления (ДАУ); системой аварийно-
предупредительной сигнализации и защиты; всережимным регулятором
частоты вращения вала; терморегулятором воды и смазочного масла;
возможностью установки редуктора с дизелем модификации Г-74;
возможностью работы без обслуживающего персонала в машинном
помещении судна в течение 24 ч. Остов дизеля, фундаментная рама, станина
и блок цилиндров отлиты из чугуна, соединяются между собой анкерными
связями, проходящими через специальные отверстия в фундаментной раме до
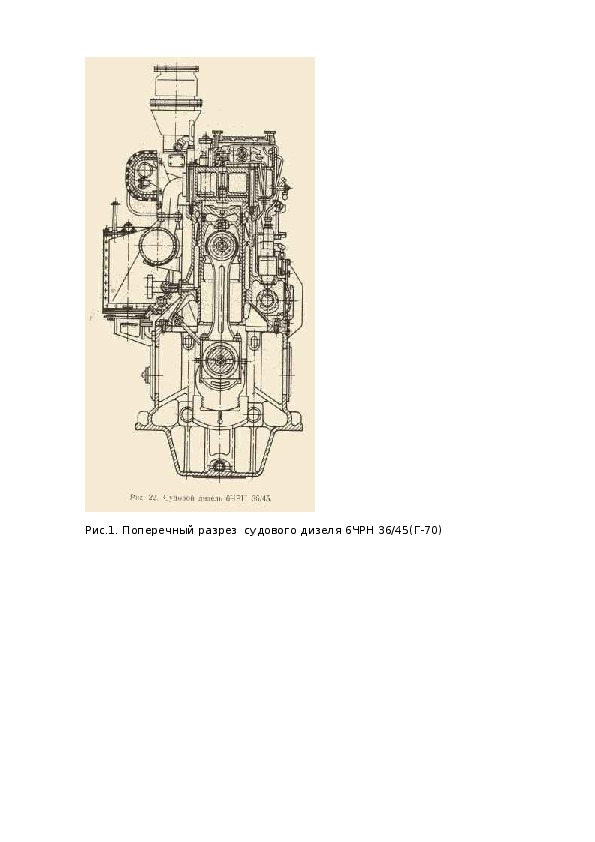
верхней плоскости блока цилиндров.Рис.1. Поперечный разрез судового дизеля 6ЧРН 36/45(Г-70)Рис.2. Поперечный разрез 2 судового дизеля 6ЧРН 36/45(Г-70)
Рамовые подшипники коленчатого вала имеют взаимозаменяемые
вкладыши, залитые баббитом, которые можно вынимать без подъема
коленчатого вала. Дизель имеет упорный подшипник, расположенный перед
маховиком.
Втулки цилиндра - чугунные фосфатированные. Чугунные крышки
цилиндра имеют в центре форсунку, а с боков, вдоль оси коленчатого вала,-
впускной и выпускной клапаны. Каналы от клапанов выведены на сторону
двигателя, противоположную стороне распределения. Клапаны имеют
сменные, запрессованные в крышку седла и направляющие втулок.
Рабочая фаска выпускного клапана наплавлена жаростойким сплавом.
Поршень - чугунный, цельный, фосфатированный, охлаждается маслом,
подводимым по шатуну. Уплотнительные поршневые кольца - хромированные,
а маслосъемные - луженые.Шатуны штампованные, с неотъемной нижней головкой. Верхняя головка
шатуна имеет запрессованную бронзовую втулку. Поршневой палец -
плавающего типа.
Передача к распределительному валу расположена со стороны маховика.
Кулачные шайбы клапанов и топливных насосов - съемные. Кулачки
топливных насосов могут поворачиваться вокруг оси вала, что упрощает
изменение фазы подачи топлива в цилиндр дизеля.
Топливные насосы- золотникового типа, индивидуальные для каждого
цилиндра, могут отключаться при работе дизеля.
Топливоподающая система имеет шестеренный топливоподкачивающий
насос, два фильтра тонкой очистки (тканевые самоочищающиеся) и два
фильтра грубой очистки (сетчатые).
Для работы дизеля на моторном топливе в топливную систему включены
сепаратор топлива, электроподогреватели топлива и дополнительные
фильтры очистки. Дизель пускается в ход сжатым воздухом из ходовой рубки,
где расположен пост ДАУ.
Масляная система дизеля имеет: два масляных насоса - нагнетательный и
откачивающий, что обеспечивает принцип "сухого" картера, два фильтра
предварительной очистки масла и один фильтр тонкой очистки, два
маслоохладителя и терморегулятор для поддержания заданной температуры
масла.
Система охлаждения - замкнутая двухконтурная; постоянство
температуры воды поддерживается терморегулятором.
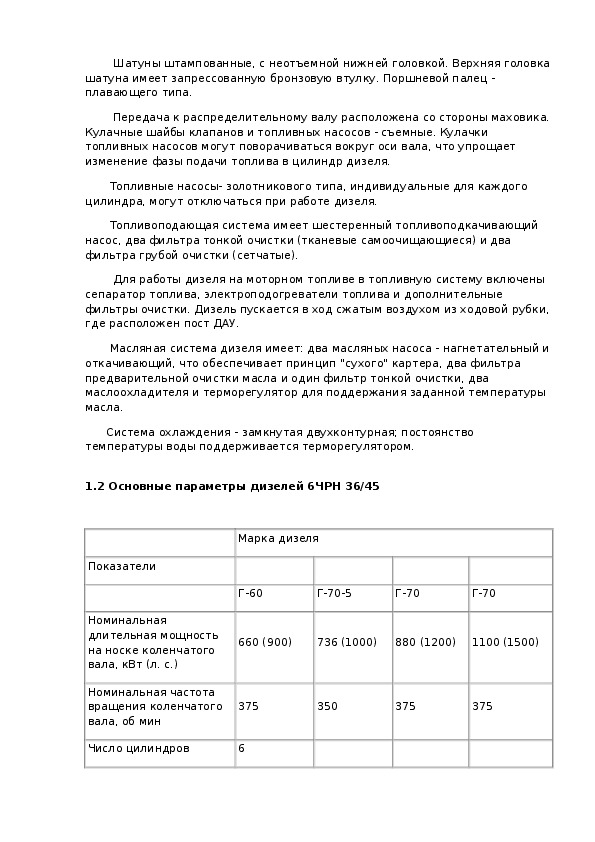
1.2 Основные параметры дизелей 6ЧРН 36/45
Показатели
Номинальная
длительная мощность
на носке коленчатого
вала, кВт (л. с.)
Номинальная частота
вращения коленчатого
вала, об мин
Число цилиндров
Марка дизеля
Г-60
Г-70-5
Г-70
Г-70
660 (900)
736 (1000)
880 (1200)
1100 (1500)
350
375
375
375
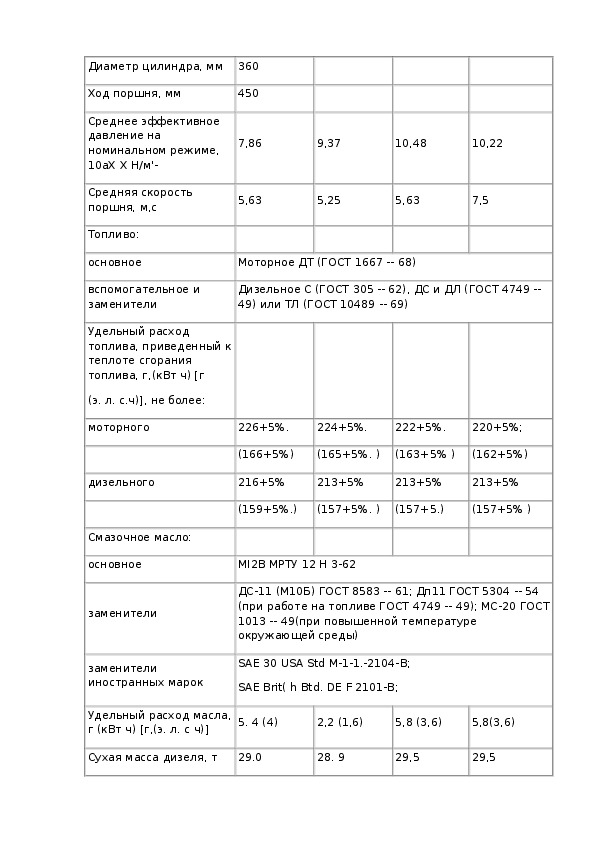
6Диаметр цилиндра, мм 360
Ход поршня, мм
Среднее эффективное
давление на
номинальном режиме,
10аХ Х Н/м'-
450
7,86
9,37
10,48
10,22
Средняя скорость
поршня, м,с
Топливо:
основное
5,63
5,25
5,63
7,5
Моторное ДТ (ГОСТ 1667 -- 68)
вспомогательное и
заменители
Дизельное С (ГОСТ 305 -- 62), ДС и ДЛ (ГОСТ 4749 --
49) или ТЛ (ГОСТ 10489 -- 69)
Удельный расход
топлива, приведенный к
теплоте сгорания
топлива, г,(кВт ч) [г
(э. л. с.ч)], не более:
моторного
226+5%.
224+5%.
222+5%.
220+5%;
(166+5%)
(165+5%. )
(163+5% )
(162+5%)
дизельного
216+5%
213+5%
213+5%
213+5%
(159+5%.)
(157+5%. )
(157+5.)
(157+5% )
Смазочное масло:
основное
MI2B МРТУ 12 Н 3-62
заменители
ДС-11 (М10Б) ГОСТ 8583 -- 61; Дп11 ГОСТ 5304 -- 54
(при работе на топливе ГОСТ 4749 -- 49); МС-20 ГОСТ
1013 -- 49(при повышенной температуре
окружающей среды)
заменители
иностранных марок
SAE 30 USA Std М-1-1.-2104-В;
SAE Brit( h Вtd. DE F 2101-В;
Удельный расход масла,
г (кВт ч) [г,(э. л. с ч)]
5. 4 (4)
2,2 (1,6)
5,8 (3,6)
5,8(3,6)
Сухая масса дизеля, т
29.0
28. 9
29,5
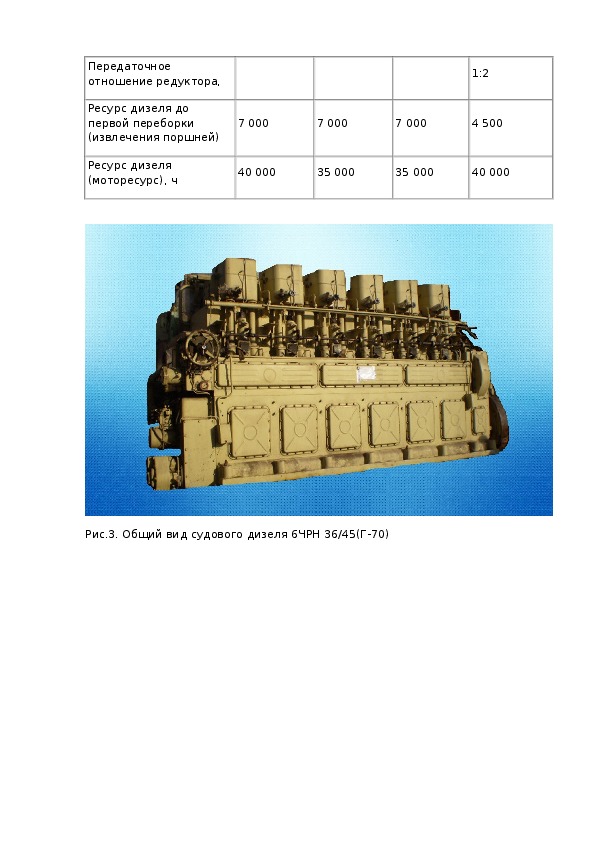
29,5Передаточное
отношение редуктора,
Ресурс дизеля до
первой переборки
(извлечения поршней)
Ресурс дизеля
(моторесурс), ч
1:2
7 000
7 000
7 000
4 500
40 000
35 000
35 000
40 000
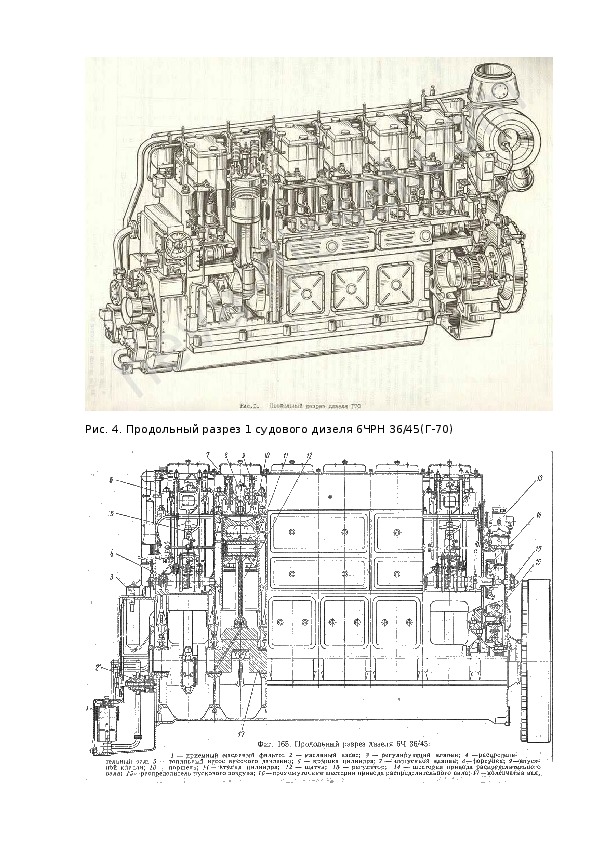
Рис.3. Общий вид судового дизеля 6ЧРН 36/45(Г-70)Рис. 4. Продольный разрез 1 судового дизеля 6ЧРН 36/45(Г-70)Рис. 5. Продольный разрез 2 судового дизеля 6ЧРН 36/45(Г-70)
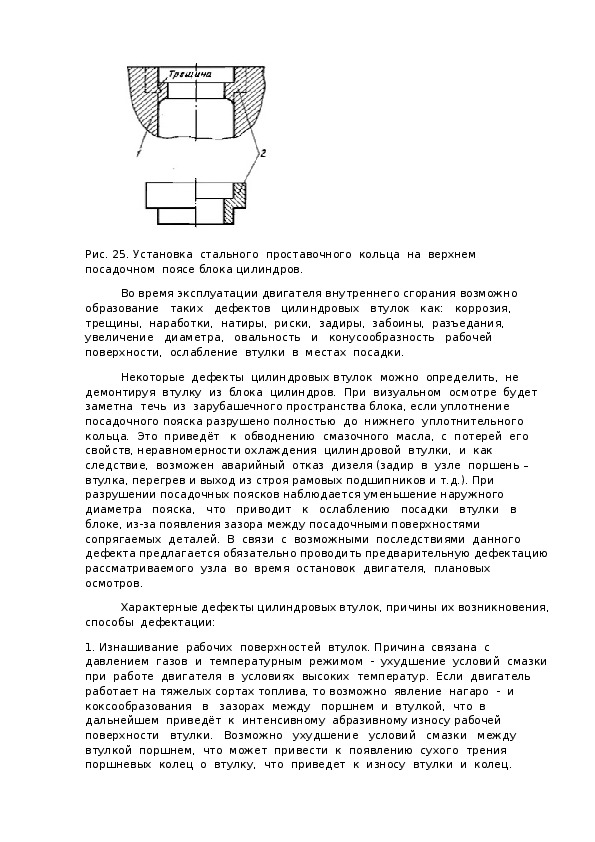
1.3 Блок цилиндров, цилиндровые втулки и крышки цилиндра.
Цилиндры изготовлены блоками. Блочная конструкция цилиндров
характерна для двигателей средней и малой мощности. Она обеспечивает
большую продольную жесткость двигателя в целом, несколько уменьшает
его вес и стоимость изготовления, а также объем сборочных и пригоночных
работ.
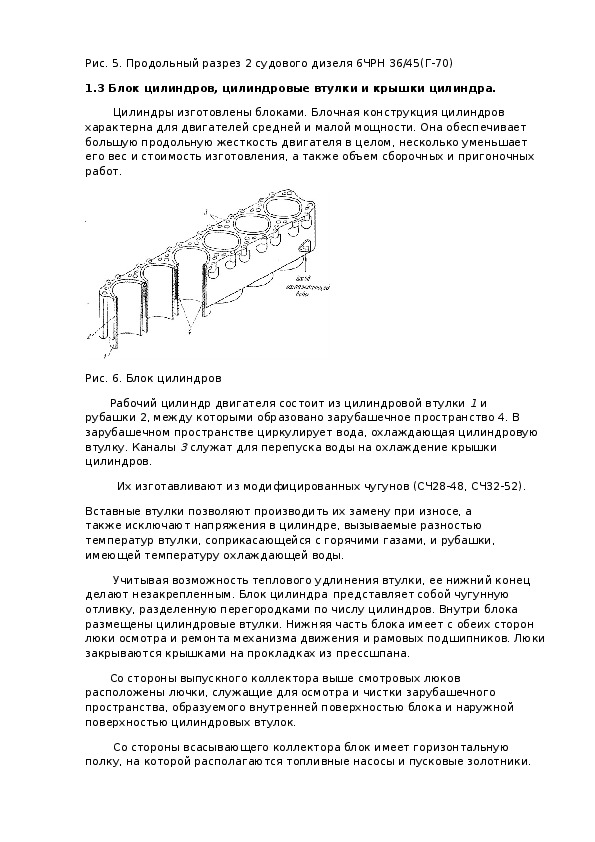
Рис. 6. Блок цилиндров
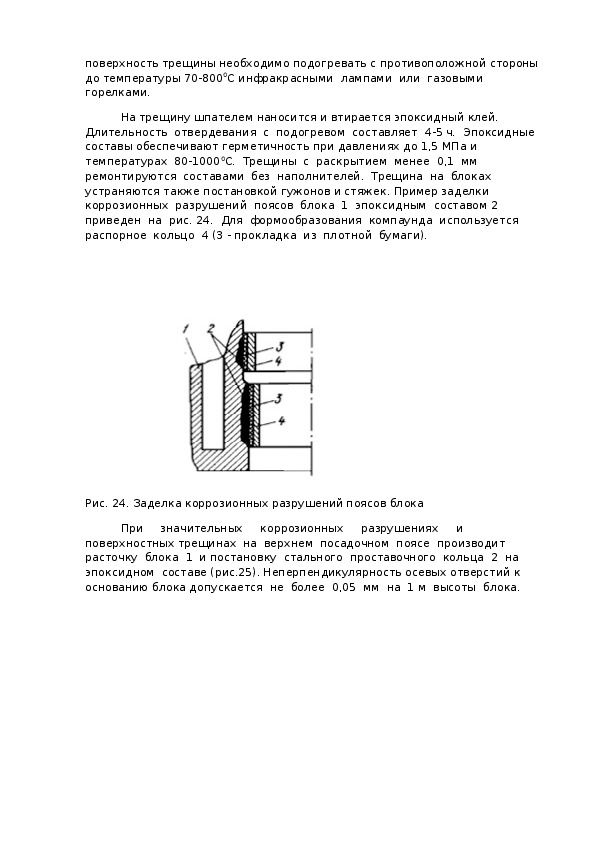
Рабочий цилиндр двигателя состоит из цилиндровой втулки 1 и
рубашки 2, между которыми образовано зарубашечное пространство 4. В
зарубашечном пространстве циркулирует вода, охлаждающая цилиндровую
втулку. Каналы 3 служат для перепуска воды на охлаждение крышки
цилиндров.
Их изготавливают из модифицированных чугунов (СЧ28-48, СЧ32-52).
Вставные втулки позволяют производить их замену при износе, а
также исключают напряжения в цилиндре, вызываемые разностью
температур втулки, соприкасающейся с горячими газами, и рубашки,
имеющей температуру охлаждающей воды.
Учитывая возможность теплового удлинения втулки, ее нижний конец
делают незакрепленным. Блок цилиндра представляет собой чугунную
отливку, разделенную перегородками по числу цилиндров. Внутри блока
размещены цилиндровые втулки. Нижняя часть блока имеет с обеих сторон
люки осмотра и ремонта механизма движения и рамовых подшипников. Люки
закрываются крышками на прокладках из прессшпана.
Со стороны выпускного коллектора выше смотровых люков
расположены лючки, служащие для осмотра и чистки зарубашечного
пространства, образуемого внутренней поверхностью блока и наружной
поверхностью цилиндровых втулок.
Со стороны всасывающего коллектора блок имеет горизонтальную
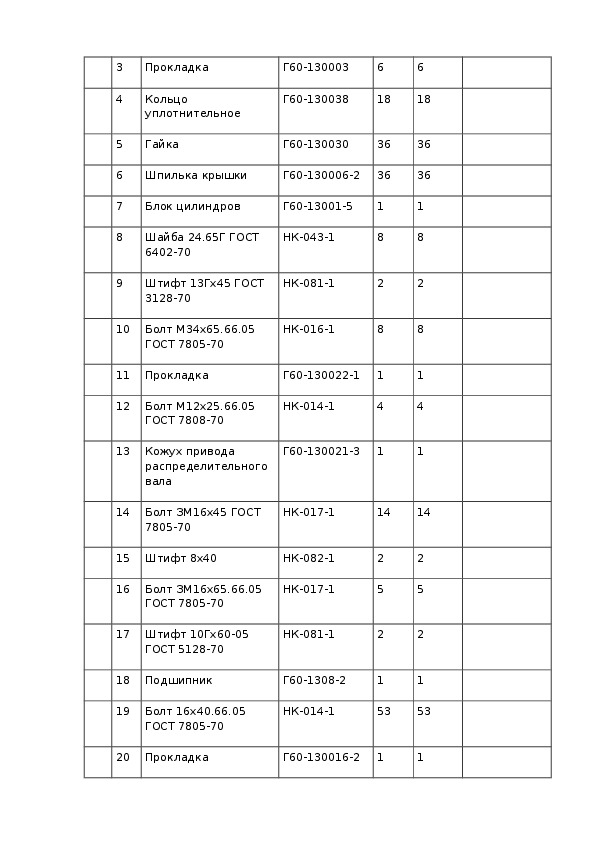
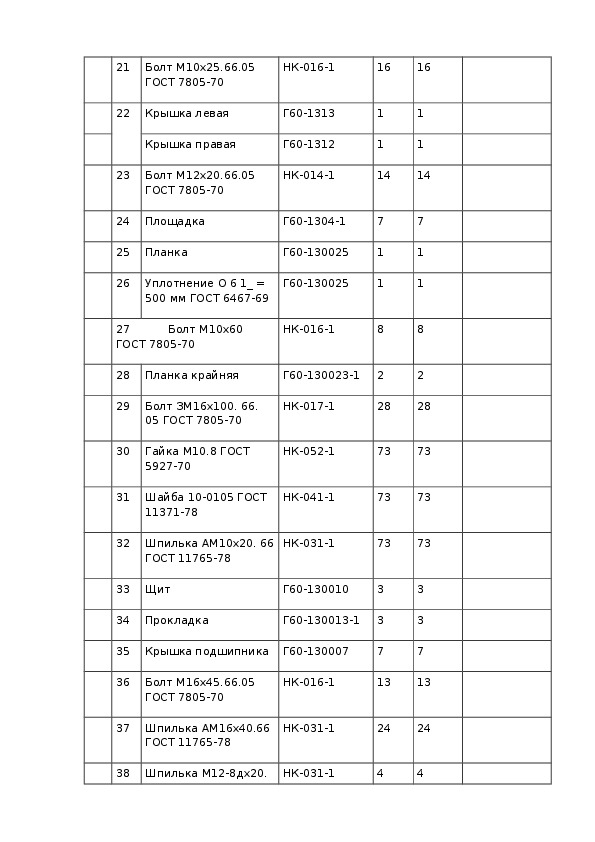
полку, на которой располагаются топливные насосы и пусковые золотники.Рис. 7. Блок цилиндров судового дизеля 6ЧРН 36/45(Г-70)
|
Кол-во на
сбор.
единицу
Рис
.
Поз
.
7
1
2
наименование
обозначение
Г70
Г70
Кол-во на
дизель
Блок цилиндров
Прокладка
Втулка цилиндров
Г60-1300-5*
Г60-1300-5-
01**
Г60-130004-3
Г60-130002-7
Г74-130002-1
6
6
-
6
-
6
1
13
4
5
Прокладка
Кольцо
уплотнительное
Г60-130003
Г60-130038
Гайка
Г60-130030
6 Шпилька крышки
Г60-130006-2
7
Блок цилиндров
Г60-13001-5
8 Шайба 24.65Г ГОСТ
6402-70
НК-043-1
9 Штифт 13Гх45 ГОСТ
3128-70
НК-081-1
10
Болт М34х65.66.05
ГОСТ 7805-70
НК-016-1
11 Прокладка
Г60-130022-1
12
Болт М12x25.66.05
ГОСТ 7808-70
НК-014-1
Г60-130021-3
13 Кожух привода
распределительного
вала
14
Болт ЗМ16х45 ГОСТ
7805-70
НК-017-1
14
14
15 Штифт 8x40
16
Болт ЗМ16x65.66.05
ГОСТ 7805-70
17 Штифт 10Гх60-05
ГОСТ 5128-70
НК-082-1
НК-017-1
НК-081-1
18 Подшипник
Г60-1308-2
2
5
2
1
2
5
2
1
19
Болт 16x40.66.05
ГОСТ 7805-70
НК-014-1
53
53
20 Прокладка
Г60-130016-2
1
1
6
18
36
36
1
8
2
8
1
4
1
6
18
36
36
1
8
2
8
1
4
121
22
23
Болт М10x25.66.05
ГОСТ 7805-70
Крышка левая
Крышка правая
Болт М12x20.66.05
ГОСТ 7805-70
24 Площадка
25 Планка
26
Уплотнение О 6 1_ =
500 мм ГОСТ 6467-69
Г60-1313
Г60-1312
НК-014-1
Г60-1304-1
Г60-130025
Г60-130025
27 Болт М10x60
ГОСТ 7805-70
НК-016-1
28 Планка крайняя
Г60-130023-1
29
30
Болт ЗМ16х100. 66.
05 ГОСТ 7805-70
НК-017-1
Гайка М10.8 ГОСТ
5927-70
НК-052-1
31 Шайба 10-0105 ГОСТ
11371-78
НК-041-1
32 Шпилька АМ10х20. 66
ГОСТ 11765-78
НК-031-1
33 Щит
34 Прокладка
Г60-130010
Г60-130013-1
35 Крышка подшипника
Г60-130007
36
Болт М16x45.66.05
ГОСТ 7805-70
НК-016-1
37 Шпилька АМ16x40.66
ГОСТ 11765-78
НК-031-1
38 Шпилька М12-8дх20. НК-031-1
НК-016-1
16
16
1
1
1
1
14
14
7
1
1
8
2
28
73
73
73
3
3
7
13
24
4
7
1
1
8
2
28
73
73
73
3
3
7
13
24
466. 05 ГОСТ 22034-76
39
Гайка М16.8 ГОСТ
5927-70
НК-052-1
40 Шайба 16.65Г ГОСТ
6402-70
НК-043-1
41
Болт М16х40 66 05
ГОСТ 7808-70
НК-014-1
48
24
53
24
12
48
24
53
24
12
Г60-130026
Г60-1302-3
42 Шпилька
43 Патрубок
*Для дизеля Г70
** Для дизеля Г70
Цилиндровая втулка изготавливается из легированного чугуна. В
верхней части ее имеется бурт, опирающийся на поверхность выточки в
блоке.
Уплотнение между полостью зарубашечного пространства и втулкой в
верхней части достигается за счет пришабровки поверхностей опорного
бурта и вытачки блока.
На торцевой поверхности втулки имеется кольцевая канавка, в которую
входит буртик крышки цилиндров.
Крышка цилиндров представляет собой отливку из серого чугуна.
Крепится она к блоку цилиндров шестью шпильками, проходящими через
сверления в крышке.
С нижнего торца крышка имеет бурт, которым она входит в кольцевую
выточку втулки цилиндра. Для предотвращения прорыва газов из камеры
сгорания в выточку устанавливается красномедная прокладка.
В цилиндровой крышке имеется пять сквозных вертикальных
отверстий для установки клапанов: впускного, выпускного, пускового,
предохранительного и форсунки.
Цилиндровые втулки для повышения твердости рабочей поверхности и
уменьшения их износа шлифуют и подвергают нитрированию или хроми-
рованию.узел а
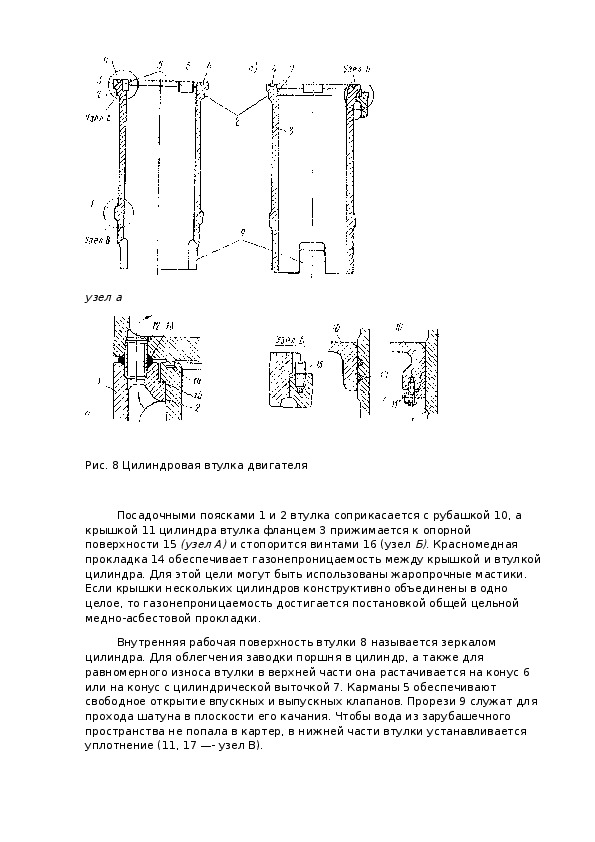
Рис. 8 Цилиндровая втулка двигателя
Посадочными поясками 1 и 2 втулка соприкасается с рубашкой 10, а
крышкой 11 цилиндра втулка фланцем 3 прижимается к опорной
поверхности 15 (узел А) и стопорится винтами 16 (узел Б). Красномедная
прокладка 14 обеспечивает газонепроницаемость между крышкой и втулкой
цилиндра. Для этой цели могут быть использованы жаропрочные мастики.
Если крышки нескольких цилиндров конструктивно объединены в одно
целое, то газонепроницаемость достигается постановкой общей цельной
медно-асбестовой прокладки.
Внутренняя рабочая поверхность втулки 8 называется зеркалом
цилиндра. Для облегчения заводки поршня в цилиндр, а также для
равномерного износа втулки в верхней части она растачивается на конус 6
или на конус с цилиндрической выточкой 7. Карманы 5 обеспечивают
свободное открытие впускных и выпускных клапанов. Прорези 9 служат для
прохода шатуна в плоскости его качания. Чтобы вода из зарубашечного
пространства не попала в картер, в нижней части втулки устанавливается
уплотнение (11, 17 —- узел В).Охлаждающая вода движется снизу вверх зарубашечного пространства
и через наружный соединительный патрубок или по внутренним патрубкам
12 с уплотняющими резиновыми кольцами 13 поступает в пустотелую
крышку цилиндра. Для уменьшения коррозии втулку снаружи покрывают
антикоррозионными красками. В утолщенной средней части цилиндровой
втулки 4 двухтактного двигателя расположены окна: продувочные 5 и
выпускные 3. Уплотнение со стороны газа достигается поясками 2
отожженной красной меди, а со стороны воды резиновыми
кольцами 1 рубашки цилиндра 7. Подача смазки для втулки осуществляется
" через отверстия 6.
Масло нагнетается в цилиндр лубрикатором под давлением порядка 5,0
Мн/м2.
1 2 3
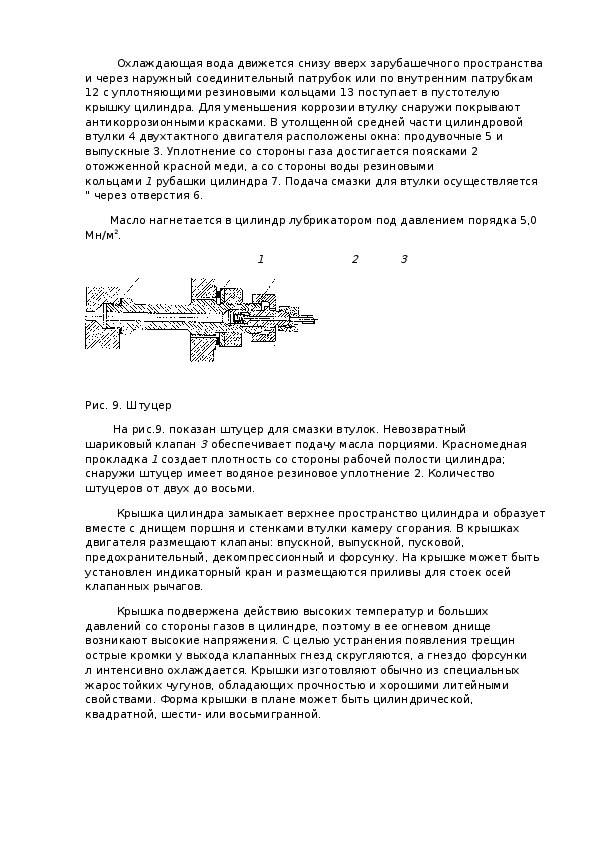
Рис. 9. Штуцер
На рис.9. показан штуцер для смазки втулок. Невозвратный
шариковый клапан 3 обеспечивает подачу масла порциями. Красномедная
прокладка 1 создает плотность со стороны рабочей полости цилиндра;
снаружи штуцер имеет водяное резиновое уплотнение 2. Количество
штуцеров от двух до восьми.
Крышка цилиндра замыкает верхнее пространство цилиндра и образует
вместе с днищем поршня и стенками втулки камеру сгорания. В крышках
двигателя размещают клапаны: впускной, выпускной, пусковой,
предохранительный, декомпрессионный и форсунку. На крышке может быть
установлен индикаторный кран и размещаются приливы для стоек осей
клапанных рычагов.
Крышка подвержена действию высоких температур и больших
давлений со стороны газов в цилиндре, поэтому в ее огневом днище
возникают высокие напряжения. С целью устранения появления трещин
острые кромки у выхода клапанных гнезд скругляются, а гнездо форсунки
л интенсивно охлаждается. Крышки изготовляют обычно из специальных
жаростойких чугунов, обладающих прочностью и хорошими литейными
свойствами. Форма крышки в плане может быть цилиндрической,
квадратной, шести- или восьмигранной.Рис.10. Крышка двигателя
На рис. 10а, показана крышка четырехтактного двигателя. Она
состоит из нижнего 3 и верхнего 2 плоских днищ, соединенных
вертикальными стенками 1 и стаканами для клапанов: впускных 10,
выпускных 6, форсунки 8, пускового 9 и предохранительного 7. Внутренние
перегородки 5 обеспечивают хорошее омывание охлаждающей водой стенок
крышки. Для осмотра и очистки внутренних водяных полостей крышки в
боковых стенках последней располагается канал, закрываемый заглушкой
или пробкой 11. Полость для воды, охлаждающей крышки цилиндра, иногда
разделяется горизонтальной перегородкой 4 на нижнюю и верхнюю полости.
ГЛАВА 2. Исследование и расчет износов, усталостных повреждений
блока цилиндров судового двигателя 6ЧРН36/45 (Г-70).
2.1 Общее понятие, классификация, сущность износа и усталостных
повреждений.
Изнашивание – процесс отделения материала поверхности твердого
тела и (или) увеличения его остаточной деформации при трении,
проявляющийся в постепенном изменении размеров и (или) формы тела.
Физическая сущность изнашивания заключается в том, что при
относительном перемещении двух поверхностей в области их контакта
возникают механические и молекулярные связи, сопровождающиесятепловыми, окислительными и другими эффектами. Эти связи и их разрыв
приводят, в конечном счете, к разрушению микрообъемов поверхности и их
удалению, т.е. изнашиванию.
Изнашивание включает ряд физико-химических процессов:
– снятие тончайших слоев металла (микро-резание);
– смятие отдельных микронеровностей (пластическая и упругопластическая
деформация);
– усталостное выкрашивание микронеровностей в результате многократного
упругого их деформирования;
– изменение структуры металла, повышение его хрупкости при нагрузках,
вызывающих высокие локальные температуры;
– молекулярное взаимодействие поверхностей, заключающееся в сращивании
отдельных участков контакта микронеровностей и в переносе частичек
металла с одной поверхности на другую, и др.
В настоящее время наиболее приемлемой для практического
использования принята следующая классификация видов изнашивания:
– механическое;
– молекулярно-механическое;
– коррозионно-механическое;
– другие виды изнашивания (водородное, избирательный перенос).
Механическое изнашивание происходит только в результате
механических взаимодействий материалов изделий. К нему относят:
– абразивное;
– усталостное;
– вследствие пластического деформирования;
– кавитационное;
– эрозионное.
Абразивное изнашивание – наиболее распространенный вид изнашивания.
Вызывается наличием на поверхности трения абразивных частиц,
попавших с воздухом, топливом и маслом (вследствие недостаточной
фильтрации), а также образовавшихся при разрушении микрообъемов
трущихся поверхностей.
Этому виду изнашивания подвержены практически все детали двиателейРис.11. Поршень
Разновидностью абразивного износа являются гидроабразивное и
газоабразивное изнашивание. Такое изнашивание возникает в результате
действия твердых частиц, взвешенных в жидкости или газе и
перемещающихся относительно изнашивающегося тела.
Гидроабразивному виду изнашивания подвержены плунженые пары,
гильзы цилиндров дизельных двигателей, трубопроводы.
Газоабразивному виду изнашивания подвержены клапаны, поршневые
кольца, зеркала цилиндров двигателей в результате контакта с потоком
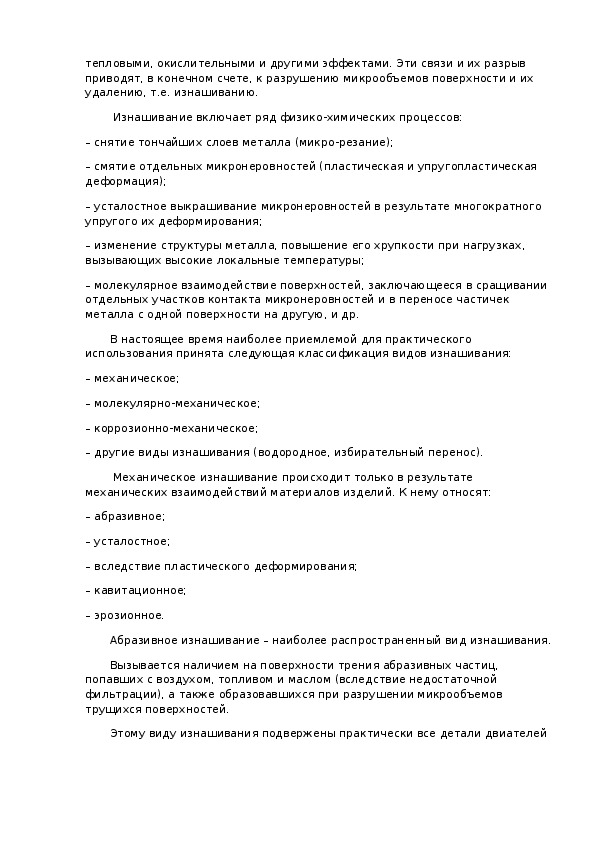
раскаленных газов.Рис.12. Втулка цилиндров
Усталостное изнашивание (контактная усталость) проявляется в виде
местного выкрашивания на поверхностях сопряженных деталей,
перекатывающихся под нагрузкой с проскальзыванием или без него.
Этот вид изнашивания является характерным для элементов
подшипников качения, зубчатых колес, кулачков и толкателей, вкладышей
подшипников коленчатого вала и других деталей.
При изнашивании вследствие пластического деформирования происходит
изменение макро-геометрических размеров детали без потери массы под
воздействием передаваемой нагрузки или под влиянием сил трения.
Пластическое деформирование поверхностей происходит постепенно и
сопровождается некоторым уплотнением поверхностных слоев. Такому износу
подвержены резьбовые, шпоночные и шлицевые соединения, втулки шатунов,
вкладыши подшипников и др.
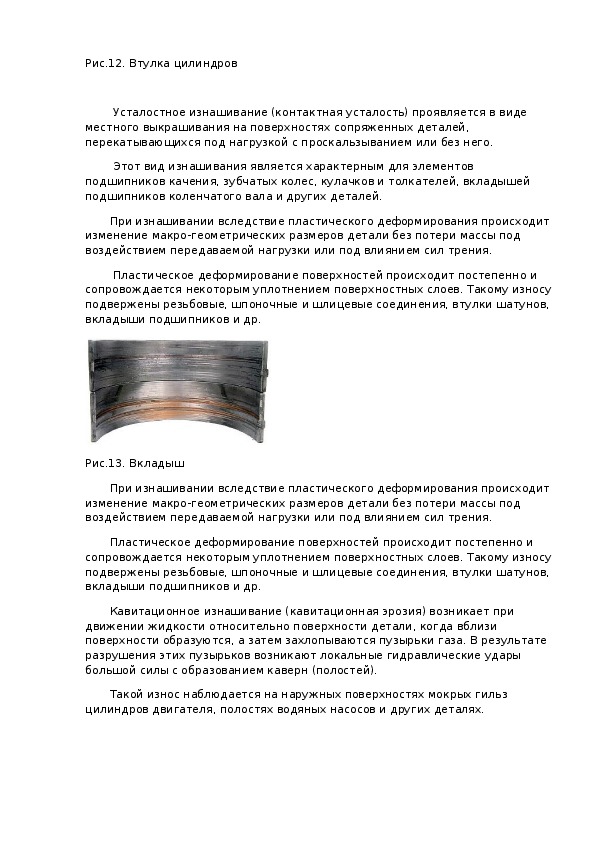
Рис.13. Вкладыш
При изнашивании вследствие пластического деформирования происходит
изменение макро-геометрических размеров детали без потери массы под
воздействием передаваемой нагрузки или под влиянием сил трения.
Пластическое деформирование поверхностей происходит постепенно и
сопровождается некоторым уплотнением поверхностных слоев. Такому износу
подвержены резьбовые, шпоночные и шлицевые соединения, втулки шатунов,
вкладыши подшипников и др.
Кавитационное изнашивание (кавитационная эрозия) возникает при
движении жидкости относительно поверхности детали, когда вблизи
поверхности образуются, а затем захлопываются пузырьки газа. В результате
разрушения этих пузырьков возникают локальные гидравлические удары
большой силы с образованием каверн (полостей).
Такой износ наблюдается на наружных поверхностях мокрых гильз
цилиндров двигателя, полостях водяных насосов и других деталях.Рис. 14. Разрушение крыльчатки помпы по причине кавитации и коррозии
Эрозионным изнашиванием называют процесс изменения размеров детали
при динамическом воздействии на материал механических частиц или
электрических разрядов. Механические частицы могут быть твердыми,
жидкими или газообразными. В зависимости от этого различают абразивную,
кавитационную, газовую и электрическую виды эрозии.
Рис. 15. Крыльчатка
Молекулярно-механическое изнашивание (изнашивание при заедании)
проявляется как следствие молекулярного взаимодействия поверхностей.
Характерными признаками его проявления являются схватывания, задиры,
перенос частичек металла с одной из сопряженных поверхностей на другую.
Этот вид изнашивания нередко встречается в сопряженных деталях тепловых
двигателей (задиры стенок цилиндров, стержней и направляющих втулок
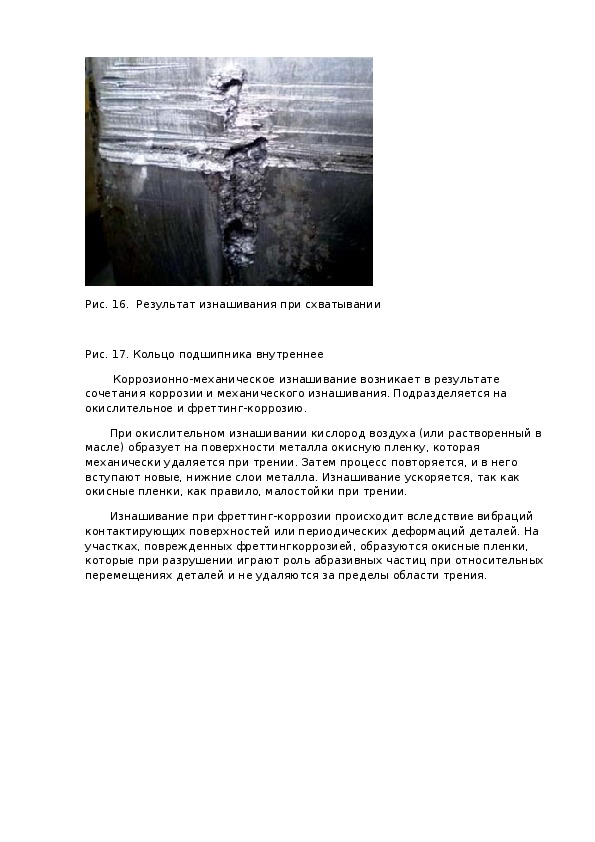
клапанов, тарелок толкателей, кулачков распределительного вала и др.).Рис. 16. Результат изнашивания при схватывании
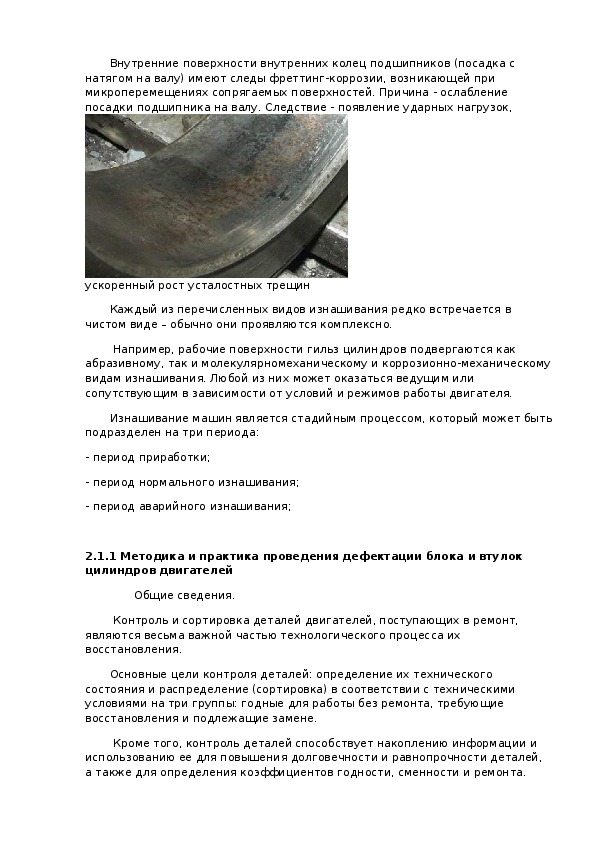
Рис. 17. Кольцо подшипника внутреннее
Коррозионно-механическое изнашивание возникает в результате
сочетания коррозии и механического изнашивания. Подразделяется на
окислительное и фреттинг-коррозию.
При окислительном изнашивании кислород воздуха (или растворенный в
масле) образует на поверхности металла окисную пленку, которая
механически удаляется при трении. Затем процесс повторяется, и в него
вступают новые, нижние слои металла. Изнашивание ускоряется, так как
окисные пленки, как правило, малостойки при трении.
Изнашивание при фреттинг-коррозии происходит вследствие вибраций
контактирующих поверхностей или периодических деформаций деталей. На
участках, поврежденных фреттингкоррозией, образуются окисные пленки,
которые при разрушении играют роль абразивных частиц при относительных
перемещениях деталей и не удаляются за пределы области трения.Внутренние поверхности внутренних колец подшипников (посадка с
натягом на валу) имеют следы фреттинг-коррозии, возникающей при
микроперемещениях сопрягаемых поверхностей. Причина - ослабление
посадки подшипника на валу. Следствие - появление ударных нагрузок,
ускоренный рост усталостных трещин
Каждый из перечисленных видов изнашивания редко встречается в
чистом виде – обычно они проявляются комплексно.
Например, рабочие поверхности гильз цилиндров подвергаются как
абразивному, так и молекулярномеханическому и коррозионно-механическому
видам изнашивания. Любой из них может оказаться ведущим или
сопутствующим в зависимости от условий и режимов работы двигателя.
Изнашивание машин является стадийным процессом, который может быть
подразделен на три периода:
- период приработки;
- период нормального изнашивания;
- период аварийного изнашивания;
2.1.1 Методика и практика проведения дефектации блока и втулок
цилиндров двигателей
Общие сведения.
Контроль и сортировка деталей двигателей, поступающих в ремонт,
являются весьма важной частью технологического процесса их
восстановления.
Основные цели контроля деталей: определение их технического
состояния и распределение (сортировка) в соответствии с техническими
условиями на три группы: годные для работы без ремонта, требующие
восстановления и подлежащие замене.
Кроме того, контроль деталей способствует накоплению информации и
использованию ее для повышения долговечности и равнопрочности деталей,
а также для определения коэффициентов годности, сменности и ремонта.Уровень организации работ по контролю и сортировке деталей оказывает
большое влияние не только на качество, но и на себестоимость ремонта
двигателей. Поэтому работы по контролю и сортировке деталей следует
производить в строгом соответствии с действующими требованиями
технических условий на контроль и сортировку. Отступление от технических
условий может привести к снижению качества и эффективности ремонтного
производства.
Дефектацию деталей производят путем их внешнего осмотра, а также с
помощью специального инструмента, приспособлений и оборудования.
Наружным осмотром выявляют явно выраженные дефекты (пробоины, задиры,
обломы, трещины, срыв резьбы, вмятины и др.), а также общее техническое
состояние. С помощью специальных приспособлений, приборов и инструмента
обнаруживают отклонения от номинальных размеров, правильной
геометрической формы (конусность, овальность и др.) и взаимного
расположения поверхностей (несоосность, непараллельность и др.).
Скрытые дефекты, поверхностные и внутренние трещины выявляются с
помощью различных методов дефектоскопии: магнитной, люминесцентной,
ультразвуковой, гидравлического испытания и пр.
По результатам внешнего осмотра блока, измерений и дефектоскопии
устанавливают, к какой из трех групп его следует отнести: 1) годен без
ремонта; 2) требует восстановления; 3) подлежит замене.
Перед тем как приступить к выполнению работы, необходимо установить блок
цилиндров в удобное положение для производства замеров.
Перед началом работы необходимо проверить микрометры по калибрам, если
нулевое деление шкалы микрометра не совпадает с отсчетной чертой,
произвести настройку микрометра.
Внешний осмотр.
Контролируемый блок цилиндров двигателя подвергают тщательному
наружному осмотру. В процессе осмотра проверяют общее техническое
состояние, выявляют видимые внешние дефекты: обломы, пробоины, задиры,
трещины, отсутствие заглушек, повреждение резьбовых отверстий, обломы
шпилек и т.д. Записывают в журнал наблюдений расположение, характер и
размеры обнаруженных повреждений и дефектов.
В журнал наблюдений заносятся резьбовые отверстия, имеющие повреждение
резьбы более двух ниток.
Скрытые трещины и пороки водяной рубашки определяются гидравлическим
испытанием и другими методами дефектоскопии.
Замер цилиндров.Металлической линейкой измеряют длину цилиндра Н, определяют и
размечают мелом плоскости и пояса измерения. Поверхности цилиндров,
подлежащих измерению, должны быть тщательно очищены от коррозии, пыли
и других видов загрязнений.
Замеры цилиндров производят в двух взаимно-перпендикулярных плоскостях
и трех поясах.
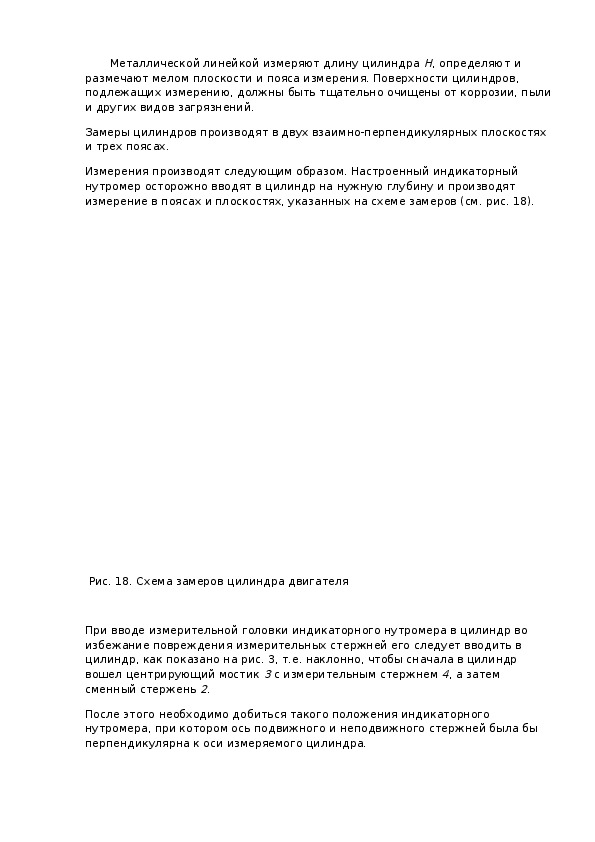
Измерения производят следующим образом. Настроенный индикаторный
нутромер осторожно вводят в цилиндр на нужную глубину и производят
измерение в поясах и плоскостях, указанных на схеме замеров (см. рис. 18).
Рис. 18. Схема замеров цилиндра двигателя
При вводе измерительной головки индикаторного нутромера в цилиндр во
избежание повреждения измерительных стержней его следует вводить в
цилиндр, как показано на рис. 3, т.е. наклонно, чтобы сначала в цилиндр
вошел центрирующий мостик 3 с измерительным стержнем 4, а затем
сменный стержень 2.
После этого необходимо добиться такого положения индикаторного
нутромера, при котором ось подвижного и неподвижного стержней была бы
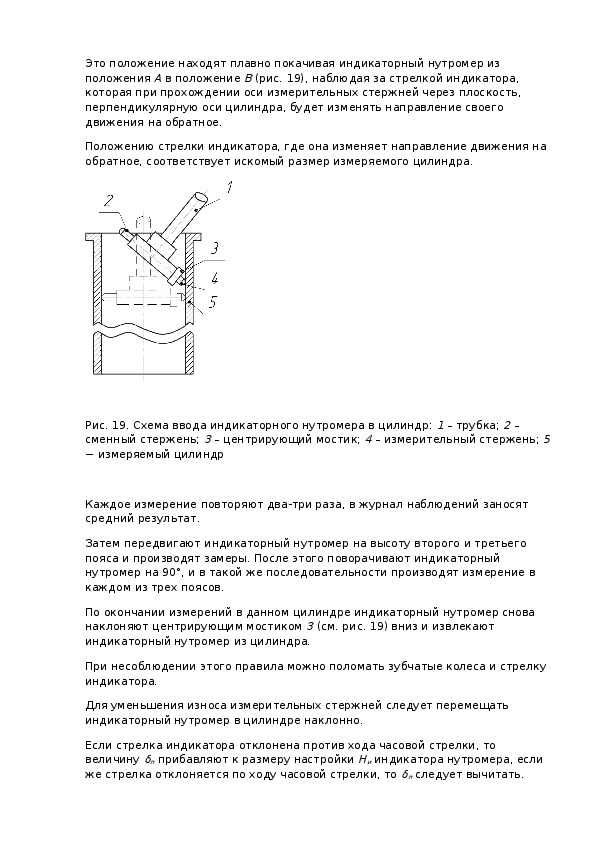
перпендикулярна к оси измеряемого цилиндра.Это положение находят плавно покачивая индикаторный нутромер из
положения А в положение В (рис. 19), наблюдая за стрелкой индикатора,
которая при прохождении оси измерительных стержней через плоскость,
перпендикулярную оси цилиндра, будет изменять направление своего
движения на обратное.
Положению стрелки индикатора, где она изменяет направление движения на
обратное, соответствует искомый размер измеряемого цилиндра.
Рис. 19. Схема ввода индикаторного нутромера в цилиндр: 1 – трубка; 2 –
сменный стержень; 3 – центрирующий мостик; 4 – измерительный стержень; 5
− измеряемый цилиндр
Каждое измерение повторяют два-три раза, в журнал наблюдений заносят
средний результат.
Затем передвигают индикаторный нутромер на высоту второго и третьего
пояса и производят замеры. После этого поворачивают индикаторный
нутромер на 90°, и в такой же последовательности производят измерение в
каждом из трех поясов.
По окончании измерений в данном цилиндре индикаторный нутромер снова
наклоняют центрирующим мостиком 3 (см. рис. 19) вниз и извлекают
индикаторный нутромер из цилиндра.
При несоблюдении этого правила можно поломать зубчатые колеса и стрелку
индикатора.
Для уменьшения износа измерительных стержней следует перемещать
индикаторный нутромер в цилиндре наклонно.
Если стрелка индикатора отклонена против хода часовой стрелки, то
величину δп прибавляют к размеру настройки Hи индикатора нутромера, если
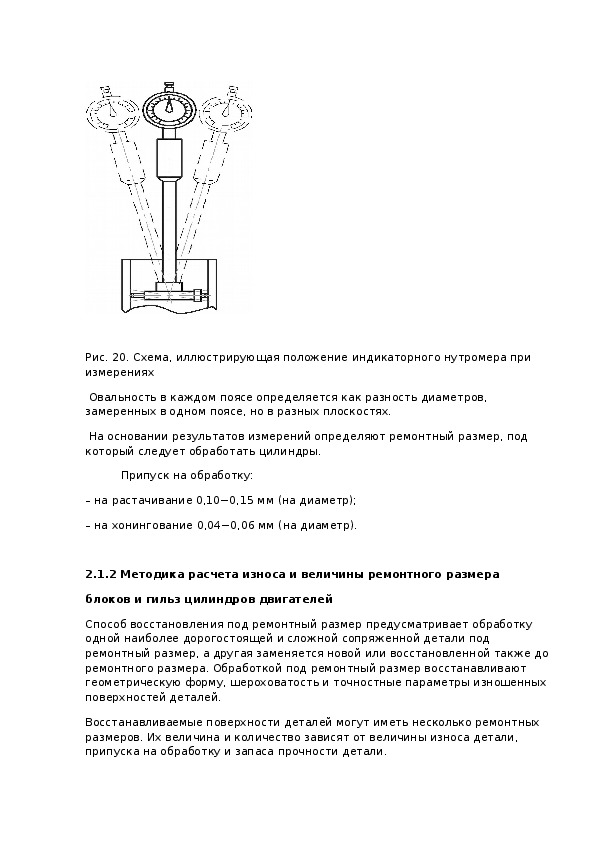
же стрелка отклоняется по ходу часовой стрелки, то δп следует вычитать.Рис. 20. Схема, иллюстрирующая положение индикаторного нутромера при
измерениях
Овальность в каждом поясе определяется как разность диаметров,
замеренных в одном поясе, но в разных плоскостях.
На основании результатов измерений определяют ремонтный размер, под
который следует обработать цилиндры.
– на растачивание 0,10−0,15 мм (на диаметр);
– на хонингование 0,04−0,06 мм (на диаметр).
Припуск на обработку:
2.1.2 Методика расчета износа и величины ремонтного размера
блоков и гильз цилиндров двигателей
Способ восстановления под ремонтный размер предусматривает обработку
одной наиболее дорогостоящей и сложной сопряженной детали под
ремонтный размер, а другая заменяется новой или восстановленной также до
ремонтного размера. Обработкой под ремонтный размер восстанавливают
геометрическую форму, шероховатость и точностные параметры изношенных
поверхностей деталей.
Восстанавливаемые поверхности деталей могут иметь несколько ремонтных
размеров. Их величина и количество зависят от величины износа детали,
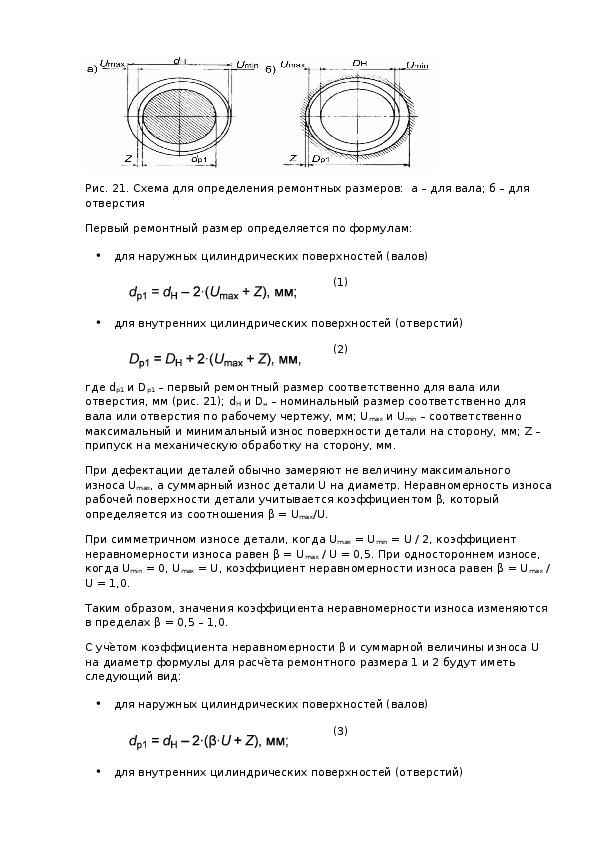
припуска на обработку и запаса прочности детали.Рис. 21. Схема для определения ремонтных размеров: а – для вала; б – для
отверстия
Первый ремонтный размер определяется по формулам:
• для наружных цилиндрических поверхностей (валов)
(1)
• для внутренних цилиндрических поверхностей (отверстий)
(2)
где dр1 и Dр1 – первый ремонтный размер соответственно для вала или
отверстия, мм (рис. 21); dН и Dн – номинальный размер соответственно для
вала или отверстия по рабочему чертежу, мм; Umax и Umin – соответственно
максимальный и минимальный износ поверхности детали на сторону, мм; Z –
припуск на механическую обработку на сторону, мм.
При дефектации деталей обычно замеряют не величину максимального
износа Umax, а суммарный износ детали U на диаметр. Неравномерность износа
рабочей поверхности детали учитывается коэффициентом β, который
определяется из соотношения β = Umax/U.
При симметричном износе детали, когда Umax = Umin = U / 2, коэффициент
неравномерности износа равен β = Umax / U = 0,5. При одностороннем износе,
когда Umin = 0, Umax = U, коэффициент неравномерности износа равен β = Umax /
U = 1,0.
Таким образом, значения коэффициента неравномерности износа изменяются
в пределах β = 0,5 – 1,0.
С учѐтом коэффициента неравномерности β и суммарной величины износа U
на диаметр формулы для расчѐта ремонтного размера 1 и 2 будут иметь
следующий вид:
• для наружных цилиндрических поверхностей (валов)
(3)
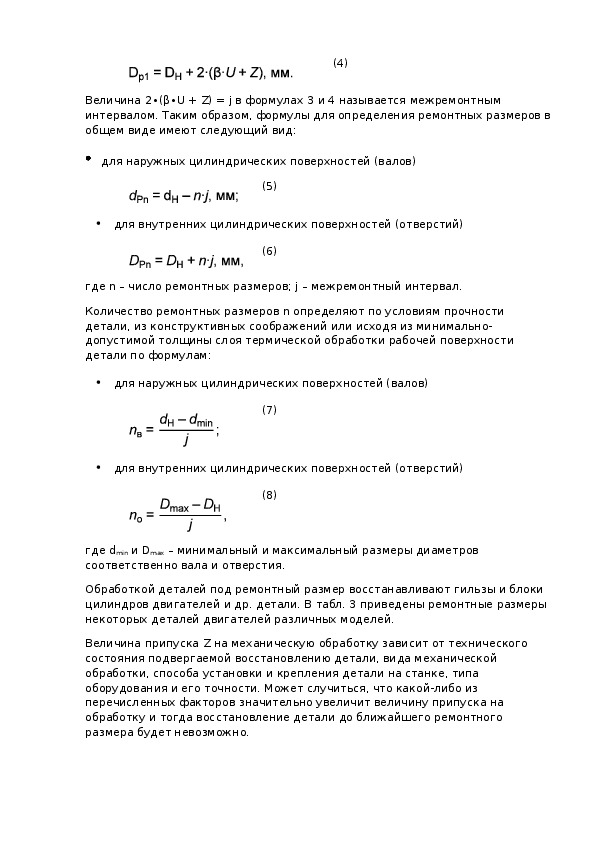
• для внутренних цилиндрических поверхностей (отверстий)(4)
Величина 2∙(β∙U + Z) = j в формулах 3 и 4 называется межремонтным
интервалом. Таким образом, формулы для определения ремонтных размеров в
общем виде имеют следующий вид:
для наружных цилиндрических поверхностей (валов)
(5)
• для внутренних цилиндрических поверхностей (отверстий)
(6)
где n – число ремонтных размеров; j – межремонтный интервал.
Количество ремонтных размеров n определяют по условиям прочности
детали, из конструктивных соображений или исходя из минимально-
допустимой толщины слоя термической обработки рабочей поверхности
детали по формулам:
• для наружных цилиндрических поверхностей (валов)
(7)
• для внутренних цилиндрических поверхностей (отверстий)
(8)
где dmin и Dmax – минимальный и максимальный размеры диаметров
соответственно вала и отверстия.
Обработкой деталей под ремонтный размер восстанавливают гильзы и блоки
цилиндров двигателей и др. детали. В табл. 3 приведены ремонтные размеры
некоторых деталей двигателей различных моделей.
Величина припуска Z на механическую обработку зависит от технического
состояния подвергаемой восстановлению детали, вида механической
обработки, способа установки и крепления детали на станке, типа
оборудования и его точности. Может случиться, что какой-либо из
перечисленных факторов значительно увеличит величину припуска на
обработку и тогда восстановление детали до ближайшего ремонтного
размера будет невозможно.Ближайший ремонтный размер восстанавливаемой рабочей поверхности
детали определяется расчѐтом по формулам 3 и 4. Тогда соответственно для
вала и отверстия имеем:
для наружных цилиндрических поверхностей (валов)
(9)
для внутренних цилиндрических поверхностей (отверстий)
(10)
Величина , зависящая от фактического состояния изношенной рабочей
поверхности определяется путѐм замеров диаметра вала или отверстия и
равна:
для наружных цилиндрических поверхностей (валов)
для внутренних цилиндрических поверхностей (отверстий)
где dизм и Dизм – соответственно минимальный и максимальный замеренные
размеры изношенных диаметров для вала и отверстия.
2.1.3 Расчёт цилиндров и рабочих втулок
Цилиндр судового двигателя состоит из наружной рубашки (цилиндра)
и внутренней цилиндрической втулки, называемой рабочей. Рабочую втулку
цилиндра вставляют в наружный цилиндр, при этом между наружной
поверхностью рабочей втулки и внутренней поверхностью цилиндра
образуется полость охлаждения.
В быстроходных двигателях полость охлаждения иногда образуется
между двойными стенками цилиндра, в данном случае рабочая втулка
непосредственно не омывается охлаждающей водой. Целесообразность
применения отдельной вставной рабочей втулки цилиндра определяется
следующими соображениями:
– удлинение вставной рабочей втулки вследствие нагрева ее газами,
находящимися в рабочей полости цилиндра, не вызывает
растягивающих напряжений в менее нагретых стенках наружного
цилиндра;– вставная рабочая втулка, воспринимающая давление газов,
развивающееся в полости цилиндра, может быть изготовлена из более
прочного и износоустойчивого материала, чем стенки наружного
цилиндра;
– изготовление и ремонт цилиндра со вставной рабочей втулкой
значительно проще.
Рабочие втулки цилиндра судовых двигателей обычно изготовляют из
чугуна перлитной структуры марки СЧ28-48 и из чугуна, легированного
хромом и никелем. В быстроходных двигателях, в целях уменьшения веса,
втулки цилиндра иногда выполняют из чугуна марки СЧ32-52 или из
легированной стали с азотированием внутренней их поверхности.
Износостойкость чугунных рабочих втулок цилиндра, кроме того, может
быть повышена термической обработкой чугуна или покрытием внутренней
поверхности (зеркала цилиндра) тонким слоем (0,05–0,08 мм) пористого
хрома. Так как при большом диаметре цилиндра (свыше 250 мм) прочный слой
хрома одинаковой толщины практически получить очень трудно, то
хромирование втулок применяется только в двигателях с малым диаметром
цилиндра.
Цилиндры изготовляют отдельно друг от друга или в виде блочной
отливки. Современные дизели малой и средней мощности обычно имеют
блочную конструкцию цилиндров. Блочная отливка цилиндров повышает
жесткость конструкции, уменьшает вес и габариты двигателя, снижает
стоимость изготовления цилиндров.
Плотность сопряжения втулки и цилиндра с целью предотвращения
протекания воды из зарубашечного пространства достигается в верхней
части пригонкой посадочных поверхностей их выступов. Внизу уплотнение
обеспечивается сальником. Сальниковые резиновые кольца размещают в
специальных канавках во втулке.
Смазка внутренней поверхности рабочей втулки цилиндра в
быстроходных двигателях осуществляется “разбрызгиванием”. При этом
брызги масла, фонтанируемого из торцовых зазоров подшипников
коленчатого вала, попадают на нижнюю часть рабочей втулки и при
движении поршня вверх разносятся поршневыми кольцами по всей ее
рабочей поверхности.
Предварительно принимаем основные размеры:
мм;
мм;
мм;
мм;
мм;
мм;
мм.
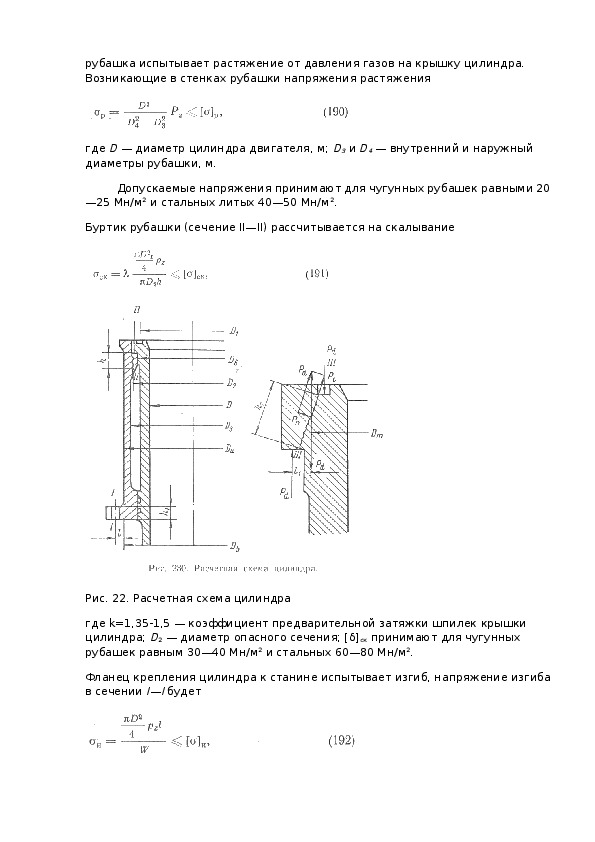
При отсутствии анкерных связей рубашка подвергается растяжению
давлением газов на крышку цилиндра.
Напряжения растяжения в стенках рубашки равны: