Поделиться

Практическая работа
Сварочные электроды.
Цель работы: ознакомиться с видами электродов, покрытием и его назначением, обозначением электродов.
Содержание отчета
1. Сварочные материалы.
2. Типы электродов
3. Схема плавящегося электрода и его части.
4. Материалы для стержней электрода
5. Функции покрытия сварочного электрода
6. Заполните таблицу
Компоненты покрытия электрода
|
Компонент |
Назначение |
Материал (состав) |
|
|
|
|
7. Изобразите в виде схемы виды электродов
8. Признаки классификации электродов.
9. Что входит в обозначение электродов?
10. Приведите пример обозначения и расшифруйте его.
11. Почему неплавящиеся электроды называют так?
12. Сравните угольные и графитовые электроды.
13. О чем говорят марка и цвет электрода?
14. Заполните таблицу
|
Присадка |
Обозначение |
Цвет |
|
|
|
|
15. Назначение неплавящихся электродов.
16. От чего зависит выбор электродов?
17. На какие группы и по какому признаку делят электроды для сталей
18. В зависимости от чего выбирают диаметр электрода.
Вывод сформулируйте исходя из цели работы.
Сварочные электроды и прочие сварочные материалы
В качестве сварочных материалов для электродуговой сварки применяются штучные электроды, сварочная и порошковая проволока.
Штучные электроды
Электроды для дуговой сварки бывают двух основных типов: плавящиеся и неплавящиеся.
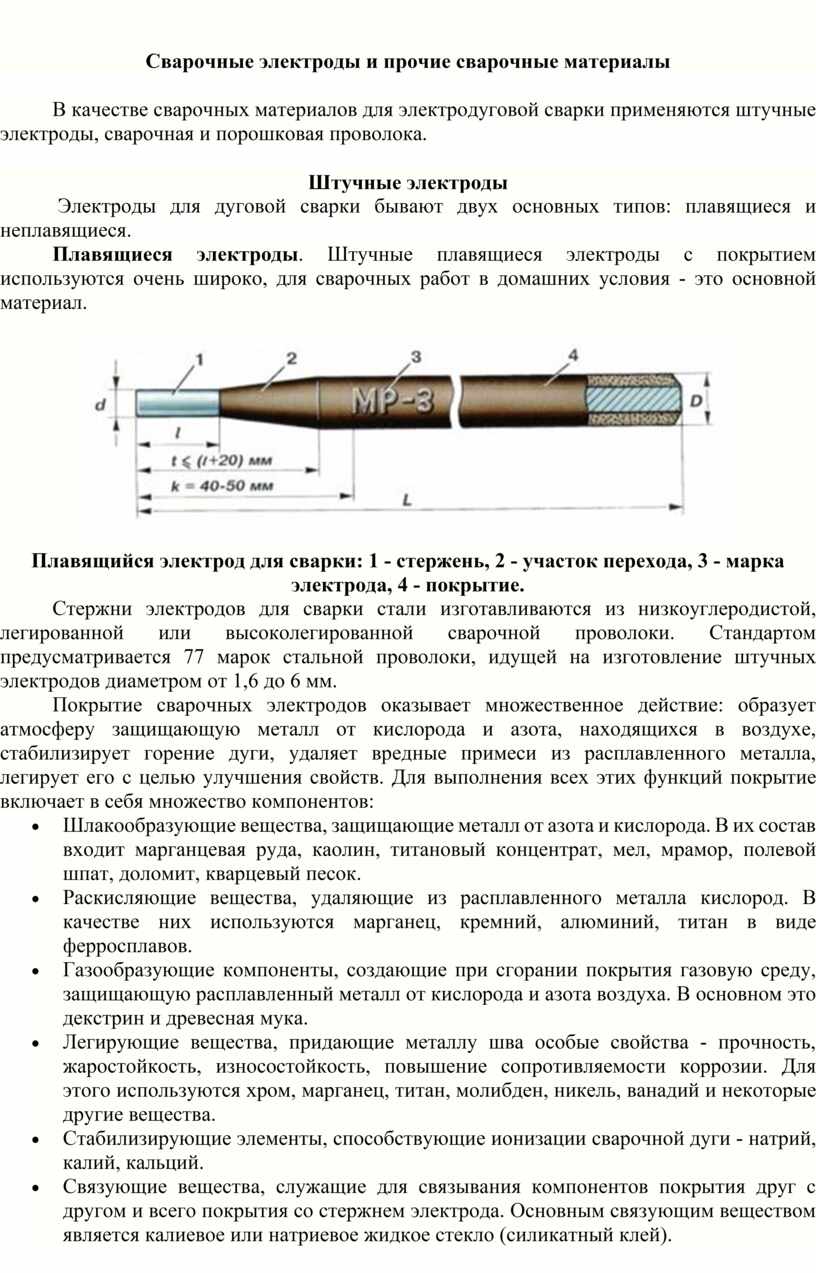
Плавящиеся электроды. Штучные плавящиеся электроды с покрытием используются очень широко, для сварочных работ в домашних условия - это основной материал.
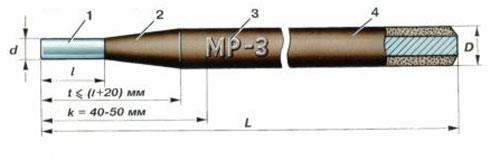
Плавящийся электрод для сварки: 1 - стержень, 2 - участок
перехода, 3 - марка электрода, 4 - покрытие.
Стержни электродов для сварки стали изготавливаются из низкоуглеродистой, легированной или высоколегированной сварочной проволоки. Стандартом предусматривается 77 марок стальной проволоки, идущей на изготовление штучных электродов диаметром от 1,6 до 6 мм.
Покрытие сварочных электродов оказывает множественное действие: образует атмосферу защищающую металл от кислорода и азота, находящихся в воздухе, стабилизирует горение дуги, удаляет вредные примеси из расплавленного металла, легирует его с целью улучшения свойств. Для выполнения всех этих функций покрытие включает в себя множество компонентов:
Для сварки цветных
металлов и их сплавов наряду с неплавящимися применяют плавящиеся электроды из
соответствующих металлов и сплавов - алюминия, меди, никеля, бронзы, латуни и т.п.
Сварочные электроды
Классификация и обозначение электродов. Электроды, применяемые для сварки и наплавки, классифицируются по широкому ряду признаков:
Каждый параметр электрода имеет свое буквенное или цифровое обозначение в определенной части маркировки. В частности, электроды для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм2 обозначаются буквой У. Электроды со средним по толщине рутиловым покрытием имеют в маркировке букву С (среднее) и Р(рутиловое). Стоящая предпоследней цифра 1 сообщает, что электрод может использоваться для выполнения шва любого пространственного положения, а завершающая обозначение цифра 0 информирует о том, что данный электрод используется при работе сварочным аппаратом дающим постоянный ток.
В соответствии с ГОСТ 9466-75 обозначение электрода содержит информацию о типе, марке, диаметре и прочих его характеристиках. В обозначение типа электродов для сварки конструкционных сталей входит буква Э ("электрод для дуговой сварки") и цифра, сообщающая о минимальном временном сопротивлении разрыву металла шва в кгс/мм2. Если после цифр присутствует буква А (например, Э42А, Э46А), это означает, что данный тип электрода обеспечивает более высокие пластические свойства металла шва.
Наряду с типом, электроды имеют и марку. Одному типу электродов может соответствовать несколько марок. Например, электродам типа Э42 соответствуют марки ГОСЦ-2, ЦМ-7, АНО-6.
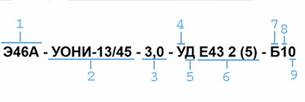
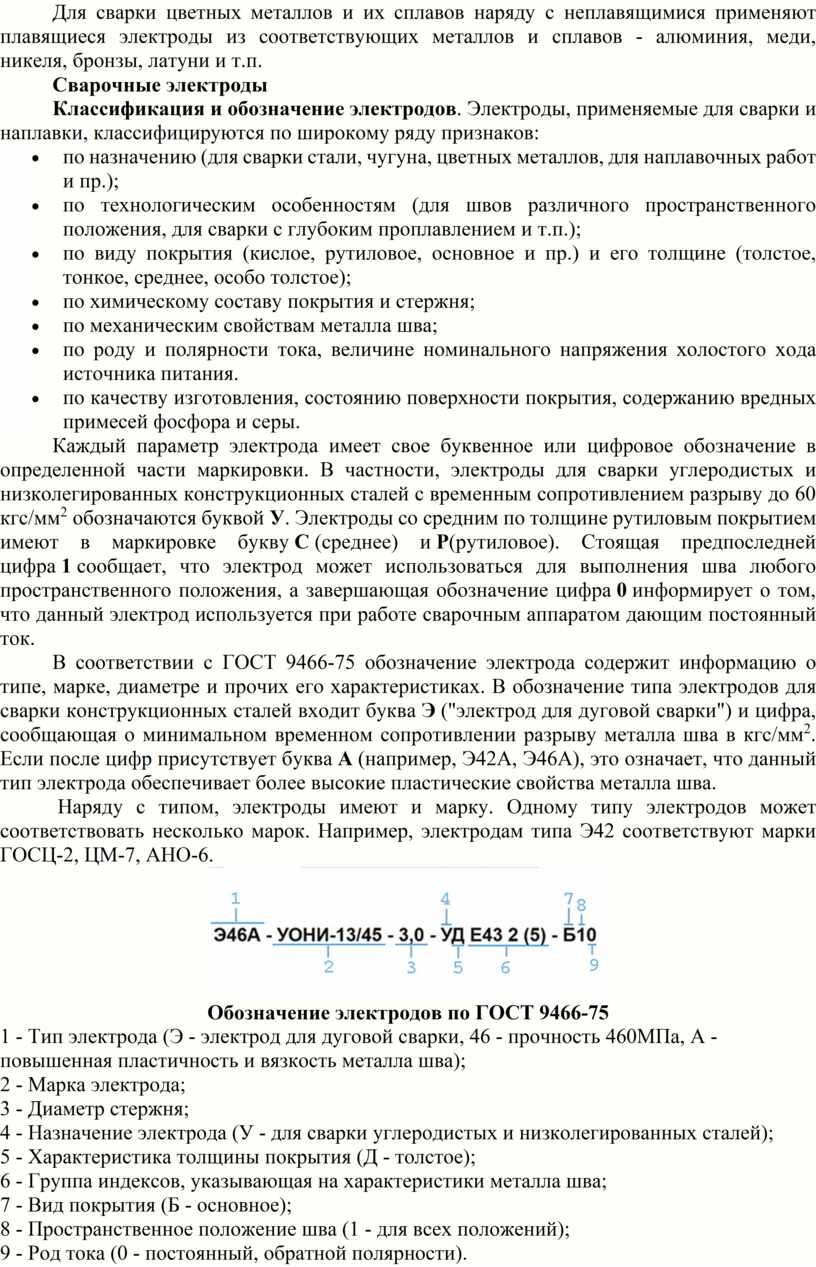
Обозначение электродов по ГОСТ 9466-75
1 - Тип электрода (Э - электрод для дуговой сварки, 46 - прочность
460МПа, А - повышенная пластичность и вязкость металла шва);
2 - Марка электрода;
3 - Диаметр стержня;
4 - Назначение электрода (У - для сварки углеродистых и низколегированных
сталей);
5 - Характеристика толщины покрытия (Д - толстое);
6 - Группа индексов, указывающая на характеристики металла шва;
7 - Вид покрытия (Б - основное);
8 - Пространственное положение шва (1 - для всех положений);
9 - Род тока (0 - постоянный, обратной полярности).

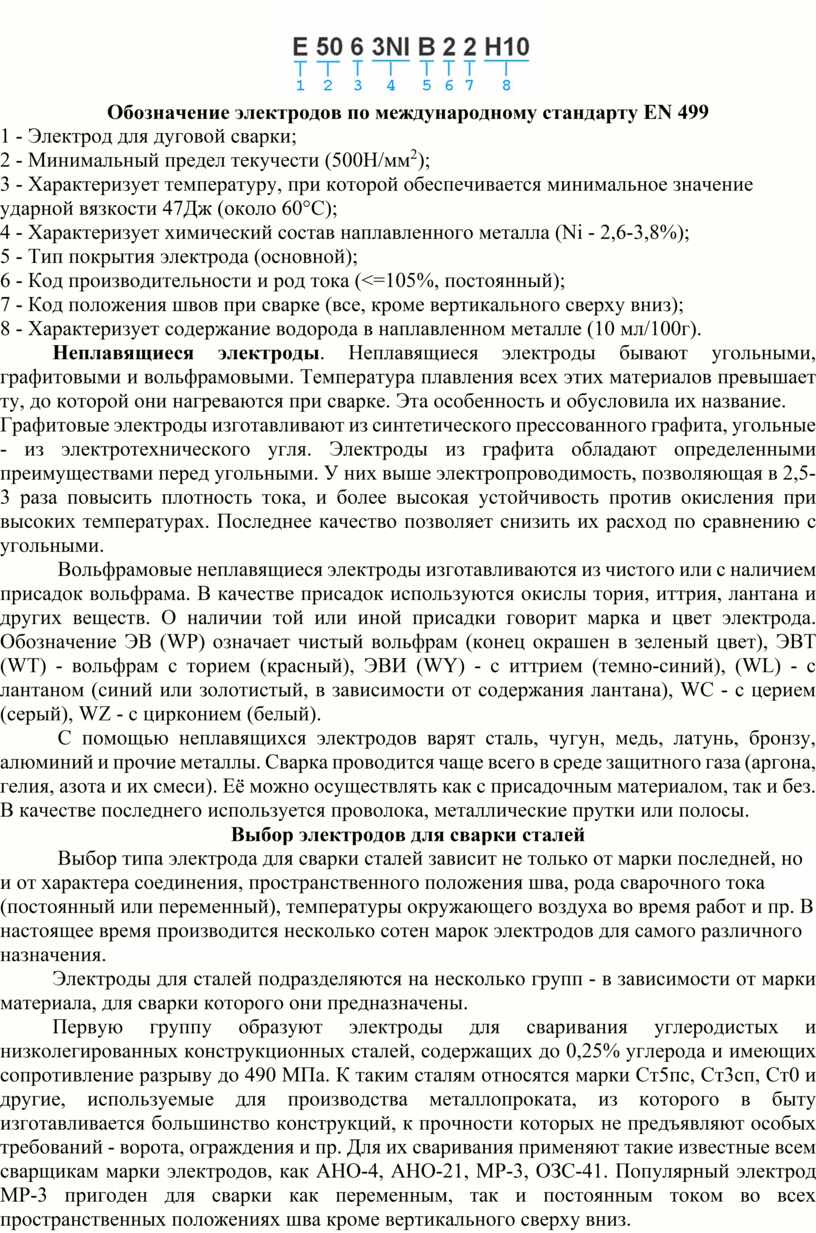
Обозначение электродов по международному стандарту EN 499
1 - Электрод для дуговой сварки;
2 - Минимальный предел текучести (500Н/мм2);
3 - Характеризует температуру, при которой обеспечивается минимальное значение
ударной вязкости 47Дж (около 60°C);
4 - Характеризует химический состав наплавленного металла (Ni - 2,6-3,8%);
5 - Тип покрытия электрода (основной);
6 - Код производительности и род тока (<=105%, постоянный);
7 - Код положения швов при сварке (все, кроме вертикального сверху вниз);
8 - Характеризует содержание водорода в наплавленном металле (10 мл/100г).
Неплавящиеся электроды. Неплавящиеся электроды бывают угольными, графитовыми и вольфрамовыми. Температура плавления всех этих материалов превышает ту, до которой они нагреваются при сварке. Эта особенность и обусловила их название.
Графитовые электроды изготавливают из синтетического прессованного графита, угольные - из электротехнического угля. Электроды из графита обладают определенными преимуществами перед угольными. У них выше электропроводимость, позволяющая в 2,5-3 раза повысить плотность тока, и более высокая устойчивость против окисления при высоких температурах. Последнее качество позволяет снизить их расход по сравнению с угольными.
Вольфрамовые неплавящиеся электроды изготавливаются из чистого или с наличием присадок вольфрама. В качестве присадок используются окислы тория, иттрия, лантана и других веществ. О наличии той или иной присадки говорит марка и цвет электрода. Обозначение ЭВ (WP) означает чистый вольфрам (конец окрашен в зеленый цвет), ЭВТ (WT) - вольфрам с торием (красный), ЭВИ (WY) - с иттрием (темно-синий), (WL) - с лантаном (синий или золотистый, в зависимости от содержания лантана), WC - с церием (серый), WZ - с цирконием (белый).
С помощью неплавящихся электродов варят сталь, чугун, медь, латунь, бронзу, алюминий и прочие металлы. Сварка проводится чаще всего в среде защитного газа (аргона, гелия, азота и их смеси). Её можно осуществлять как с присадочным материалом, так и без. В качестве последнего используется проволока, металлические прутки или полосы.
Выбор электродов для сварки сталей
Выбор типа электрода для сварки сталей зависит не только от марки последней, но и от характера соединения, пространственного положения шва, рода сварочного тока (постоянный или переменный), температуры окружающего воздуха во время работ и пр. В настоящее время производится несколько сотен марок электродов для самого различного назначения.
Электроды для сталей подразделяются на несколько групп - в зависимости от марки материала, для сварки которого они предназначены.
Первую группу образуют электроды для сваривания углеродистых и низколегированных конструкционных сталей, содержащих до 0,25% углерода и имеющих сопротивление разрыву до 490 МПа. К таким сталям относятся марки Ст5пс, Ст3сп, Ст0 и другие, используемые для производства металлопроката, из которого в быту изготавливается большинство конструкций, к прочности которых не предъявляют особых требований - ворота, ограждения и пр. Для их сваривания применяют такие известные всем сварщикам марки электродов, как АНО-4, АНО-21, МР-3, ОЗС-41. Популярный электрод МР-3 пригоден для сварки как переменным, так и постоянным током во всех пространственных положениях шва кроме вертикального сверху вниз.
Для сварки сталей, имеющих сопротивление разрыву от 490 до 590 МПа, используются электроды типа Э50А, Э60 (марки УОНИ-13/55, ОЗС-28, УОНИ-13/65). Эти электроды дают шов, выдерживающий более значительные нагрузки, чем предыдущая группа электродов.
Конструкционные легированные стали повышенной и высокой прочности, имеющие сопротивление разрыву свыше 590 МПа, необходимо варить электродами НИАТ-5, ЭА-981/15, ЭА-395/9 (если изделие не подвергается после сварки термообработке) или электродами ОЗШ-1, НИАТ-3М, УОНИ-13/85 - если сваренную конструкцию планируется подвергнуть термообработке с целью обеспечения равнопрочности швов.
Для сварки низколегированных и легированных теплоустойчивых сталей, работающих при температурах до 550-600 °C, предназначены электроды типа Э-09Х1М, Э-09МХ, Э50А (марки АНЖР-2, ОЗС-11, ЦУ-5).
Не часто, но приходится в быту сталкиваться и со сваркой жаропрочных и жаростойких сталей, предназначенных для работы при температуре свыше 550-600 °C. Например, при изготовлении несгораемых колосников для печи. Если удастся добыть такую сталь, варить ее нужно электродами КТИ-7А, ОЗЛ-38, ЦТ-15.
Коррозионностойкие стали, обладающие устойчивостью к коррозии в кислотной, щелочной и прочих агрессивных средах, известные в быту под названием "нержавейки", варятся электродами марок ЦЛ-11, ОЗЛ-7, ОЗЛ-22.
Выбор диаметра электрода. Диаметр электрода выбирается, прежде всего, с учетом толщины свариваемого металла. Прочие условия работы: марка свариваемого металла, род тока, параметры сетевого напряжения, формы подготовки кромок и т.п. - также могут выдвигать свои требования к диаметру электрода, но в гораздо меньшей степени, чем толщина свариваемого металла.
Для первоначального выбора электрода можно использовать нижеследующую таблицу, значения в которой соответствуют нижнему шву.
|
Толщина металла, мм |
2 |
3 |
4-5 |
6-8 |
9-10 |
|
Диаметр электрода, мм |
2 |
3 |
3-4 |
4 |
4-5 |
При выполнении сварных швов в вертикальном и потолочном положениях применяют электроды диаметром не более 4 мм. Если имеется разделка кромок или необходимо заплавить зазор между деталями, то корневой шов может выполняться электродом меньшего диаметра - 2,5-3 мм.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.