Поделиться

МУНИЦИПАЛЬНОЕ УЧРЕЖДЕНИЕ
«УПРАВЛЕНИЕ ОБРАЗОВАНИЯ АДМИНИСТРАЦИИ ГОРОДА
ЛАБЫТНАНГИ»
МУНИЦИПАЛЬНОЕ АВТОНОМНОЕ ОБЩЕОБРАЗОВАТЕЛЬНОЕ
УЧРЕЖДЕНИЕ
«СРЕДНЯЯ ОБЩЕОБРАЗОВАТЕЛЬНАЯ ШКОЛА №1»
НАИМЕНОВАНИЕ РАБОТЫ: РАЗРАБОТКА СЕРИИ УРОКОВ
ТЕМА: «СТАНКИ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕ (ЧПУ)»
Горохов Сергей Владимирович, учитель технологии
высшей квалификационной категории
г. ЛАБЫТНАНГИ, 2023
ВВЕДЕНИЕ
В условиях внедрения в систему российского образования принципов системно-деятельностного подхода, способствующих воспитанию компетентных, ответственных и социально-адаптированных выпускников, возникла необходимость широкого применения современных образовательных технологий, которые имеют огромное значение в совершенствовании учебного процесса. Их применение позволяет повысить эффективность обучения и оптимизировать учебный процесс, а значит, обеспечить качественную подготовку дипломированных специалистов для любой сферы.
В современных учебных заведениях значительно расширился арсенал средств обучения, повседневно применяемых учителем в учебновоспитательной работе. Педагогический принцип наглядности обучения требует постоянного совершенствования средств обучения, использования в учебном заведении наглядных пособий, соответствующих уровню развития науки и техники. Повышение качества преподавания тесно связано с коренным совершенствованием его методики, что в свою очередь зависит и от применения учителем широкого комплекса технических средств обучения. Творчество, поиски оптимальных путей повышения качества образования – ежедневная забота учителя. Как найти для себя такую педагогическую технологию, которая отвечала бы всем требованиям современного образования?
На практике выбор способа решения дидактических и воспитательных задач предоставляется самому педагогу. Однако, такую творческую задачу может решить далеко не каждый учитель. Причины этого кроются в уровне профессиональной компетентности, поэтому полезнее и надежнее для получения высоких результатов обучения рекомендовать отдельным педагогам определенную методику (технологию) в соответствие с целями обучения и воспитания. Поэтому одной из самых сложных проблем в этом вопросе является обучение педагогов внедрению современных технологий в образовательный процесс.
Наибольший положительный результат получается, если инициатива в использовании инноваций исходит от самого педагога. Проблема с его обучением не возникает: учитель изучает литературу, составляет соответствующий план по самообразованию, общается с коллегами, работающими по-новому, проходит специальные курсы, посещает проблемные семинары, конференции, ведет самостоятельное исследование данного вопроса.
В педагогической системе технические средства обучения являются наиболее важной составной частью, обеспечивающей подачу потоков информации без существенного искажения и в нужном для восприятия темпе. Технические средства обучения (ТСО) - это комплексы и аппаратура с методическим обеспечением, применяемые в процессе обучения для предъявления и обработки информации с целью повышения эффективности усвоения учащимися знаний, умений и навыков.
В процессе обучения технические средства, возможно, использовать в различных направлениях, а именно:
1. Осуществлять демонстрацию опытов, схем, рисунков, формул, печатного текста.
2. Контролировать усвоение знаний в процессе обучения.
3. Использовать в качестве обучающих автоматов.
4. Закреплять необходимые навыки в процессе обучения.
5. Автоматизировать процесс получения информации.
ТСО усиливают возможности педагога донести и закрепить необходимую информацию при изложении определенного предмета обучения. Таким образом, ТСО в учебном процессе призваны интенсифицировать учебновоспитательный процесс и оптимизировать его так, чтобы на выходе получить высоко квалифицированного специалиста. ТСО позволяют учителю наиболее эффективно решать конкретные учебно-воспитательные задачи и составляют учебно-технический комплекс, который является органическим элементом учебного процесса, который призван, более полно реализовать в учебном процессе законы и принципы учебной дидактики.
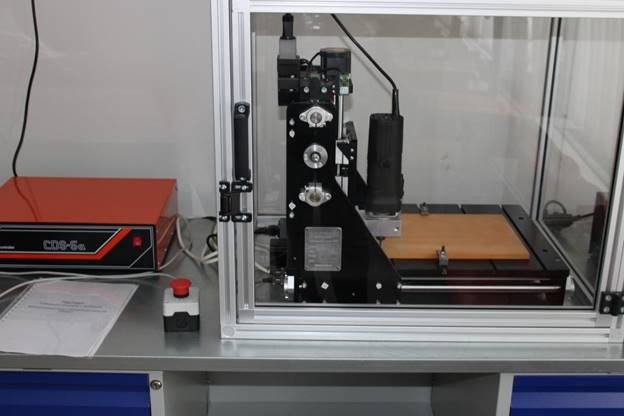
Цель данной работы: разработать средства обучения для проведения теоретических и практических занятий на тему: «Станки с числовым программным управлением (ЧПУ)», а именно, фрезерный учебный станок с ЧПУ (портальный, формат А3) «Юниор-L».
АНАЛИТИЧЕСКАЯ ЧАСТЬ УЧЕБНОГО МАТЕРИАЛА
На изучение темы «Станки с числовым программным управлением (ЧПУ)», разрабатываются планы уроков в соответствии с тематическим планом в количестве 8 учебных часов, два часа - теоретических, шесть часов - практических. Это делается для того, чтобы учащиеся знакомились не только с программой и устройством станка с ЧПУ, а непосредственно изучали необходимую программу для того, чтобы вывести для станка файл с G-кодом или с M-кодом. Данный файл необходим для того, чтобы станок выполнял определённые операции, и на выходе получалось изделие.
G – code - это условное именование языка для программирования устройств с ЧПУ (CNC). Он был создан компанией Electronic Industries Alliance в начале 1960-х. Финальная доработка была одобрена в феврале 1980-о года как RS274D стандарт. Комитет ИСО утвердил G – code, как стандарт ISO 69831:1982, госкомитет по стандартам СССР — как ГОСТ 20999-83. В советской технической литературе G-code обозначается, как код ИСО-7 бит. Производители систем управления используют G-code в качестве базового подмножества языка программирования, расширяя его по своему усмотрению.
Программа, написанная с использованием G-code, имеет жесткую структуру. Все команды управления объединяются в кадры — группы, состоящие из одной или более команд. Кадр завершается символом перевода строки (ПС/LF) и имеет номер, за исключением первого кадра программы. Первый кадр содержит только один символ «%». Завершается программа командой M02 или M30. Для удобства поиска необходимой команды ниже приведены таблицы с расшифровкой G кодов и М команд. (Приложение 1)
Планы уроков.
Тема программы: «Станки с числовым программным управлением».
Тема уроков: «Станки с числовым программным управлением (ЧПУ)».
Тип учебных занятий: комбинированные уроки.
Цели:
Обучающая: Сформировать у учащихся знания о станках с ЧПУ, а также познакомить с программами для написания G-кода или М-кода.
Развивающая - развить коммуникабельность, технологическое, абстрактное мышление.
Воспитательная - воспитать ответственность при выполнении технологических операциях, самостоятельность, профессионально важные качества, воспитать убежденность в необходимости получаемых знаний.
Материально-техническое обеспечение учебного занятия: учебники, конспект, плакаты, макеты, компьютеры и интерактивная доска.
Новый материал подается в виде лекции. Для повышения интереса учащихся к изучаемому материалу, он предлагается в виде презентации.
Дидактическая цель данного урока: формирование у учащихся знаний и усвоение изученного материала.
Дидактическая структура занятия строится на основе логики процесса обучения и способов диагностических задач, методической структуры, определяется целями урока и видами деятельности педагога и учащихся.
Ход уроков. Уроки проходят в соответствии с выполнением поставленных задач.
Для данных форм проведения уроков необходимо привлечь других учителей, которые помогут в проведении уроков. Это учителя информатики, а также работники Точки роста, это те люди, которые непосредственно встречаются с программами необходимыми для данной темы или с редакторами для моделирования.
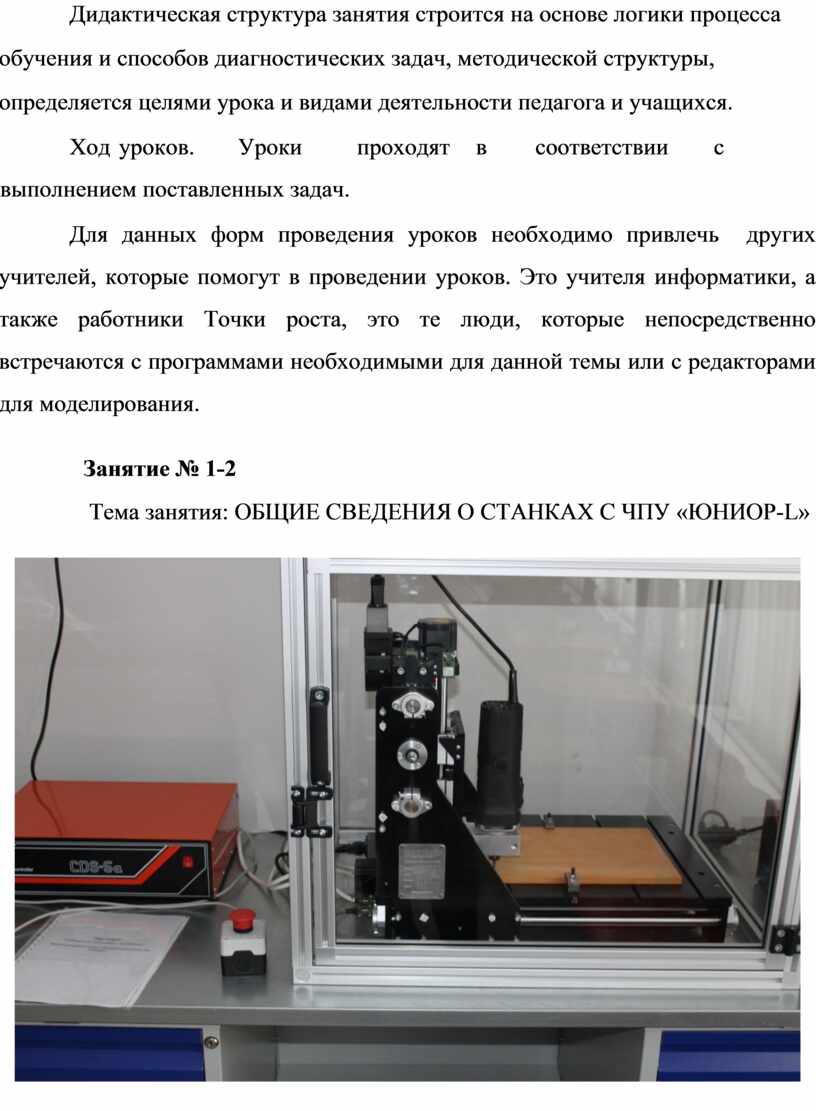
Занятие № 1-2
Тема занятия: ОБЩИЕ СВЕДЕНИЯ О СТАНКАХ С ЧПУ «ЮНИОР-L»
Учащимся предлагается посмотреть видео с разными станками, которые на данный момент используются в производстве. После чего происходит объяснения по заданным вопросам, возникшим после просмотра видео.
Непосредственно, необходимо подобрать видео связанное с программным обеспечениям станков с ЧПУ. После чего вместе с учащимися решить один единственный вопрос, с какой программой для данного станка необходимо работать. Так как, числовое программное управление станков (ЧПУ) - это управление, при котором программу задают в виде записанного на каком-либо носителе массива, информации вытесняют другие типы станков. И поэтому управляющая информация для систем ЧПУ является дискретной и ее обработка в процессе управления осуществляется цифровыми методами. Управление технологическими циклами практически повсеместно осуществляется с помощью программируемых логических контроллеров, реализуемых на основе принципов цифровых электронных вычислительных устройств, а непосредственно электронно-программированных станков с числовым программным обеспечением.
Все станки с ЧПУ предназначены для выполнения либо одной или нескольких задач. Станки, введенные в образовательные дисциплины, выполняют несколько функций в зависимости от вида станка.
По способу подготовки и ввода управляющей программы различают так называемые оперативные системы ЧПУ. Причем независимая подготовка управляющей программы может выполняться либо с помощью средств вычислительной техники, входящих в состав систем ЧПУ данного станка, либо вне ее (вручную или с помощью системы автоматизации программирования).
В отдельную группу выделяют станки с цифровой индикацией и пред набором координат, непосредственно координаты вводятся в специальную программу координат, после чего выводится с программы для станка в G-код или M-код, после этого данные необходимо загрузить непосредственно в программу станка с ЧПУ. В этих станках имеется электронное устройство для задания координат нужных точек (пред набором координат) и крестовый стол, снабженный датчиками положения, который дает команды на перемещение до необходимой позиции. При этом на экране высвечивается каждое текущее положение стола (цифровая индикация). В таких станках можно применять предварительный набор координат или цифровую индикацию; исходную программу работы задает станочник.
При изготовлении деталей со сложными пространственными профилями в единичном и мелкосерийном производстве использование станков с ЧПУ является почти единственным технически оправданным решением. Это оборудование целесообразно применять в случае, если невозможно быстро изготовить оснастку. В серийном производстве также целесообразно использовать станки с ЧПУ. В последнее время широко используют автономные станки с ЧПУ или системы из таких станков в условиях переналаживаемого крупносерийного производства.
Устройств ЧПУ разделяют по числу управляемых координат, связанных с их назначением: для токарных станков обычно требуется две координаты; для обычных фрезерных - три; для фрезерных станков, предназначенных для объемной обработки, - пять; для многооперационных станков - от четырех до восьми. В настоящее время созданы устройства ЧПУ на 10-12 координат для управления ГПМ. Число координат весьма существенно влияет на конструкцию и стоимость устройства ЧПУ.
Занятие № 3-8.
Тема занятий: «Станок с ЧПУ используемый в учебном процессе, а также программное обеспечение для вывода выполняемой программы: Art-CAM, Auto-CADи Color - DRAW».
Фрезерный учебный станок с ЧПУ (портальный, формат А3), «Юниор-L»
Фрезерный станок «ЮНИОР-L» с числовым программным управлением (ЧПУ) предназначен для 2D/3D обработки различных материалов – дерева, пластика, текстолита, цветных металлов. Станок «ЮНИОР» - вертикальнофрезерный, портального типа. Станок может выполнять операции: фрезерования, сверления, гравировки и резки.Станок найдёт применение в рекламном деле, ювелирном деле, у моделистов, столяров и в полиграфии.
Так как необходимо знать не только устройство ЧПУ, но и его программное обеспечение, которое необходимо для того, чтобы вывести систему координат понятную программе станка в G-код или M-код, учащихся знакомим с такими программами и выбираем наиболее подходящую и понятную. После выбора программы учащимся предлагаем уже конкретно познакомится с ней и вывести файл с кодом для станка.(Приложение 2)
Программирование станков с ЧПУ достаточно сложная задача, требующая сбора большого количества информации, а именно о применяемом оборудовании, его возможностях, технологическом оснащении и самое важное технологическом процессе изготовления детали. С появлением CAM-систем появилась возможность обрабатывать достаточно сложные профили деталей, уменьшилось время на технологическую подготовку производства. Кроме того появление CAM систем позволяет вести разработку технологического процесса и написание управляющей программы для станка с ЧПУ параллельно. Это в свою очередь позволяет детально моделировать процесс обработки на этапе технологической подготовки производства, что в ряде случаев позволяет исключить стадию отладки программы на станке и выявить возможность использования для обработки выбранного технологического оснащения.
Для записи УП в руководстве конкретного станка приводится порядок записи формата, перечень и назначение всех реализуемых подготовительных и вспомогательных функций, таблицы кодов подач и главного движения, таблицы кодовых номеров позиций инструмента, перечень номеров корректоров с указанием их назначения и особенностей применения, пределы размерных перемещений по осям координат, перечень и номера подпрограмм, хранящихся в памяти ЧПУ. После кодирования информации УП имеет вид последовательности кадров и записывается на бланке.
Сегодня для достижения успеха на рынке промышленное предприятие вынуждено работать над сокращением срока выпуска продукции, снижением ее себестоимости и повышением качества. Стремительное развитие компьютерных и информационных технологий привело к появлению CAD/CAM/CAE-систем, которые являются наиболее продуктивными инструментами для решения этих задач. Под CAD-системами (computeraideddesign) – (компьютерная поддержка проектирования) понимают программное обеспечение, которое автоматизирует труд инженераконструктора и позволяет решать задачи проектирования изделий и оформления технической документации при помощи ПК. САМ-системы (computer-aidedmanufacturing) – (компьютерная поддержка изготовления) автоматизируют расчеты траекторий перемещения инструмента для обработки на станках с ЧПУ и обеспечивают выдачу управляющих программ с помощью компьютера. САЕ-системы (computer-aidedengineering) – (компьютерная поддержка инженерных расчетов) предназначены для решения различных инженерных задач.
Этапы разработки управляющей программы в CAD/CAM – системе:
Первый этап – создание G-кода для изображения (осуществляется, как правило в бесплатных программах или программах On-line генерации G-кода по растровому изображению;
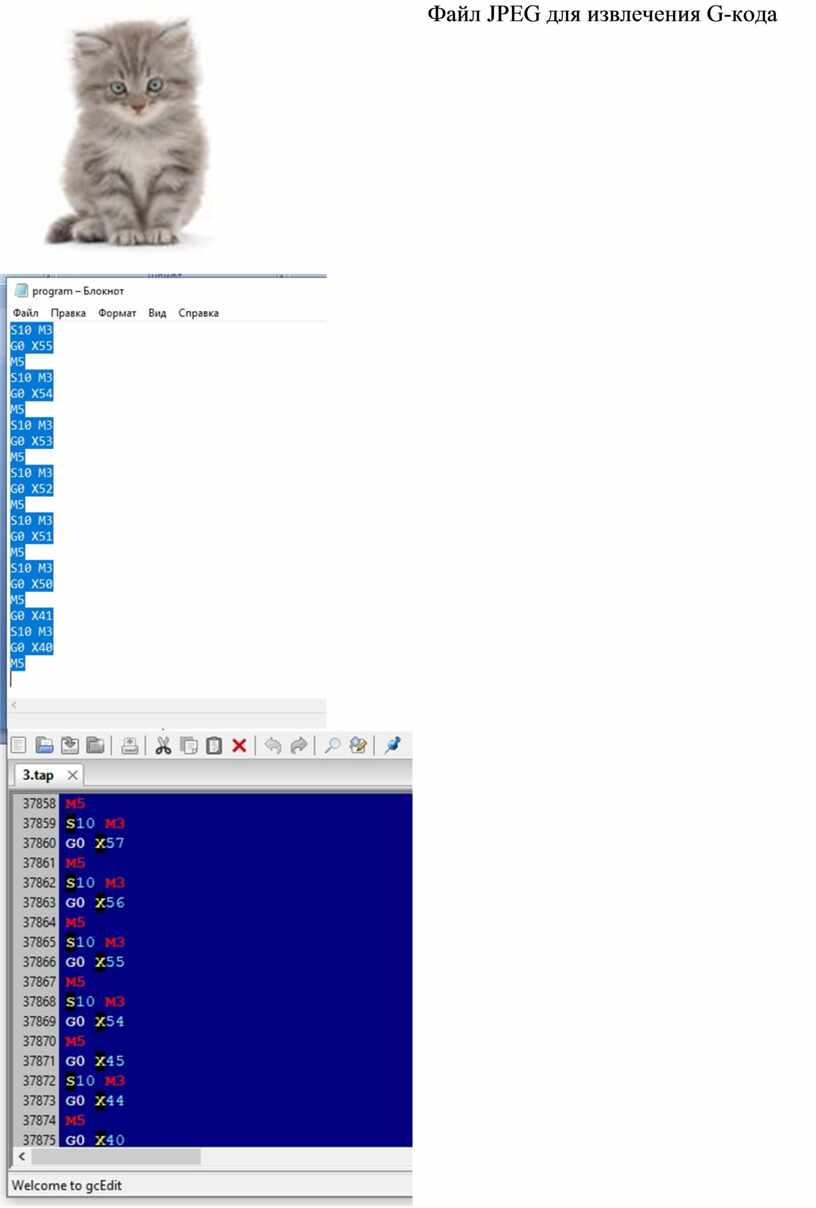
Учащиеся берут файл с изображением, загружают в бесплатный редактор для извлечения G-кода, затем сохраняют данный G-код в блокноте.
(Приложение 1-2) Второй этап – создание траектории обработки, происходит непосредственно в программе для станка с ЧПУ.
(Приложение 3-4) Третий этап – проверка управляющей программы (верификация). Наиболее подробно процесс создания управляющих программ можно посмотреть видео.
(Приложение 5)
ЗАКЛЮЧЕНИЕ
Таким образом, можно сделать следующие выводы:
1. Применение оборудования, оснащенного системой числового программного управления, стало распространеннее и доступнее в результате широкой компьютеризации общества, поэтому в первую очередь данное оборудование необходимо знать уже в школе.
2. Управление оборудованием, оснащенным системой ЧПУ,
осуществляется по программе, от мощности и объема которой зависит качество управления процессами, осуществляемыми на данном оборудовании. Базой для написания управляющих программ являются методики диагностирования режимов резания, фрезерования, а также изучение программ для выполнения определённых операций.
3. В производстве резание является основным способом получения детали. Существуют методики определения режимов резания для различных операций. Имеются разработанные методики определения режимов резания для токарной операции. Для фрезерной операции, ввиду широкой номенклатуры инструмента, разработанной и обобщенной методики диагностирования режимов резания нет, поэтому в настоящее время имеется необходимость в создании данной методики диагностирования, настройка оборудования, а также умение применять разное программное обеспечения для выполнения определённых задач для станков с ЧПУ.
Литература:
1. Андреев Г.И. Работа на токарных станках с ЧПУ https://disk.yandex.ru/i/mQouWNpEZ_wr4A
2. Дж. Вильямс Программируемые роботы http://elib.kstu.kz/fulltext/Skachen/Programmiruemye%20Roboty%20%20Dzheff%20Vil%60yams.pdf
3. Кошкин В.Л. Aппаратные системы числового программного управления https://libarch.nmu.org.ua/handle/GenofondUA/80019?show=full
4. Краткое описание основных G/M-кодов https://www.cnc-club.ru/wiki/index.php/Краткое_описание_G-_M-_и_O_кодов
5. Кряжев Д.Ю. Фрезерная обработка на станках с ЧПУ https://drive.google.com/file/d/0B_XQd1MpK1eNNDZTaVFCV20yVHM/view?re sourcekey=0-kf0NsIVzViecnp1l_0U0OQ
6. Основные принципы разработки управляющих программ для
оборудования с ЧПУ https://works.doklad.ru/view/20qpKmHzBLk/all.html
7. Павлов С. Механика станка с ЧПУ https://mirstan.ru/files/CNC_Literature/CNC_mechanics.pdf
8. Сосонкин В.Л., Мартинов Г.М. Методика программирования станков с
ЧПУ на наиболее полном полигоне вспомогательных G-функций https://mirstan.ru/files/CNC_Literature/CNC_meth.pdf
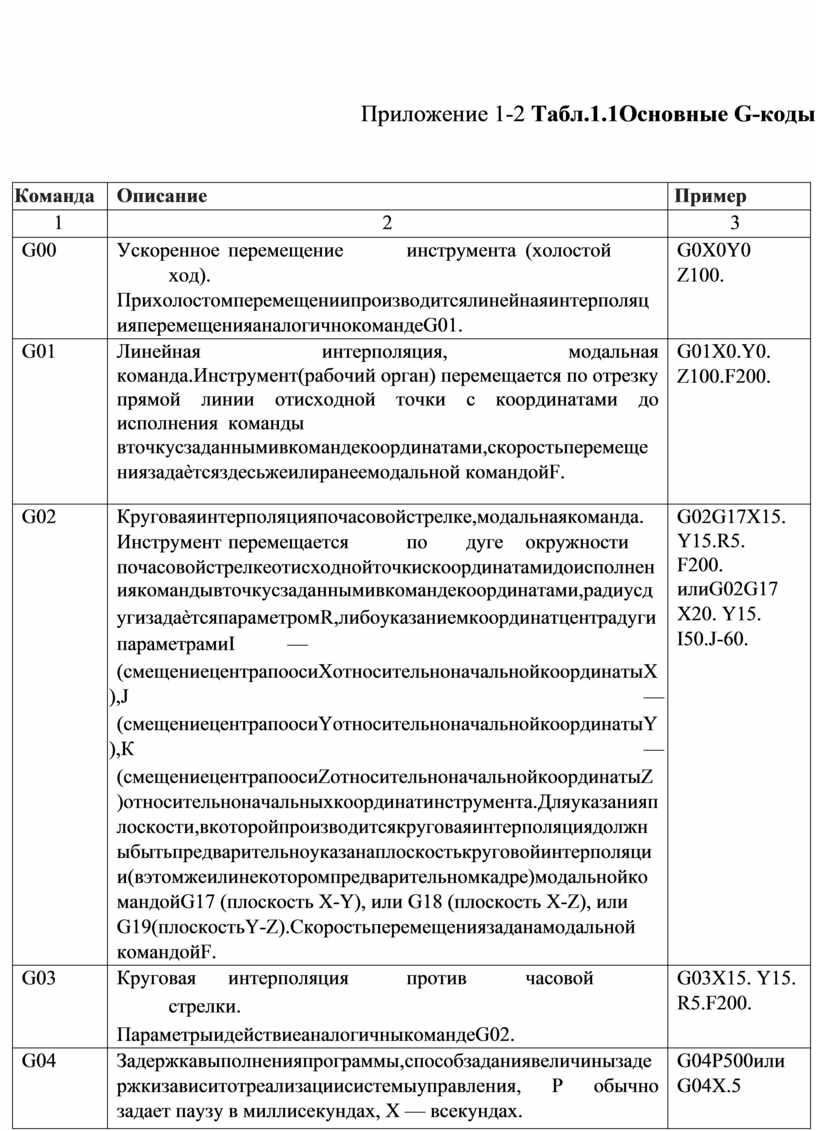
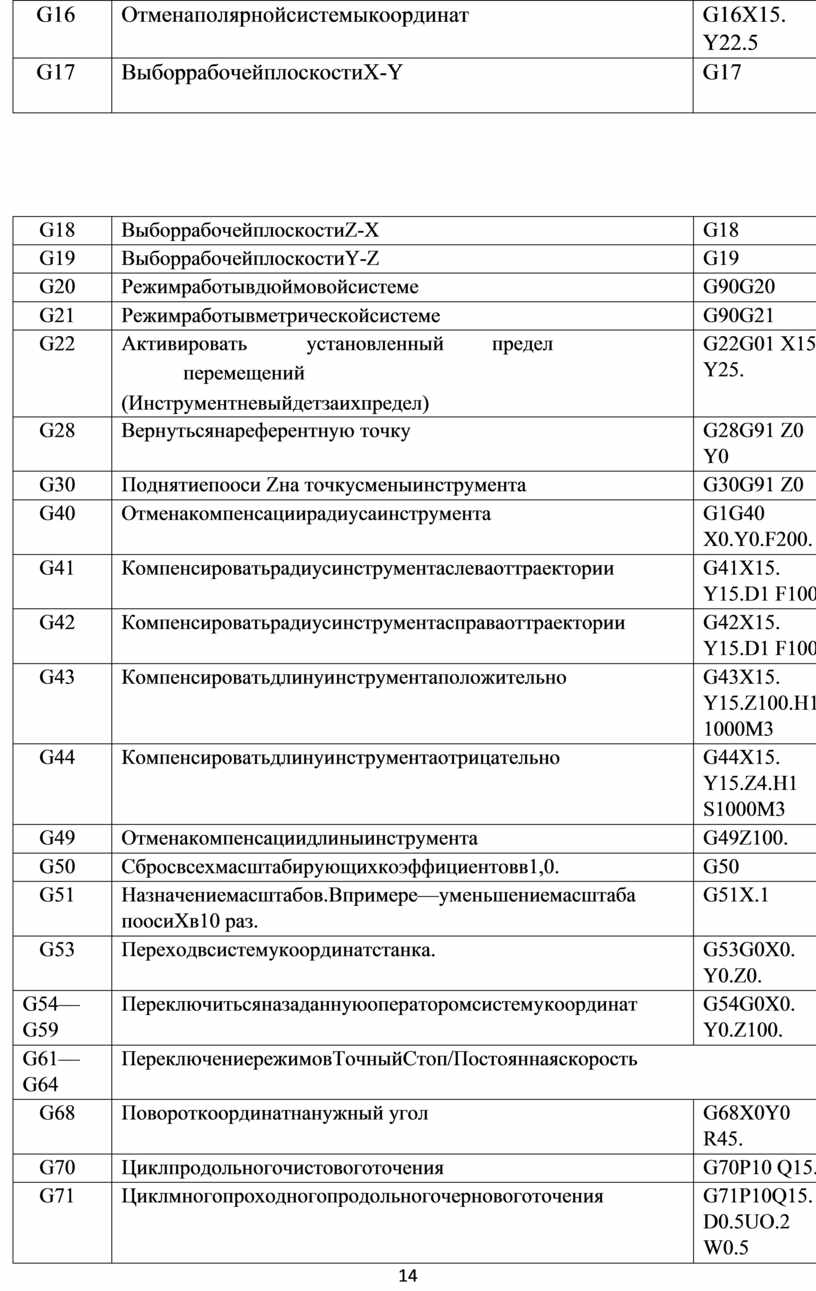
Приложение 1-2 Табл.1.1Основные G-коды
|
Команда |
Описание |
Пример |
|
1 |
2 |
3 |
|
G00 |
Ускоренное перемещение инструмента (холостой ход). Прихолостомперемещениипроизводитсялинейнаяинтерполяц ияперемещенияаналогичнокомандеG01. |
G0X0Y0 Z100. |
|
G01 |
Линейная интерполяция, модальная команда.Инструмент(рабочий орган) перемещается по отрезку прямой линии отисходной точки с координатами до исполнения команды вточкусзаданнымивкомандекоординатами,скоростьперемеще ниязадаѐтсяздесьжеилиранеемодальной командойF. |
G01X0.Y0. Z100.F200. |
|
G02 |
Круговаяинтерполяцияпочасовойстрелке,модальнаякоманда. Инструмент перемещается по дуге окружности почасовойстрелкеотисходнойточкискоординатамидоисполнен иякомандывточкусзаданнымивкомандекоординатами,радиусд угизадаѐтсяпараметромR,либоуказаниемкоординатцентрадуги параметрамиI — (смещениецентрапоосиXотносительноначальнойкоординатыX ),J — (смещениецентрапоосиYотносительноначальнойкоординатыY ),К — (смещениецентрапоосиZотносительноначальнойкоординатыZ )относительноначальныхкоординатинструмента.Дляуказанияп лоскости,вкоторойпроизводитсякруговаяинтерполяциядолжн ыбытьпредварительноуказанаплоскостькруговойинтерполяци и(вэтомжеилинекоторомпредварительномкадре)модальнойко мандойG17 (плоскость X-Y), или G18 (плоскость X-Z), или G19(плоскостьY-Z).Скоростьперемещениязаданамодальной командойF. |
G02G17X15. Y15.R5. F200. илиG02G17 X20. Y15. I50.J-60. |
|
G03 |
Круговая интерполяция против часовой стрелки. ПараметрыидействиеаналогичныкомандеG02. |
G03X15. Y15. R5.F200. |
|
G04 |
Задержкавыполненияпрограммы,способзаданиявеличинызаде ржкизависитотреализациисистемыуправления, P обычно задает паузу в миллисекундах, X — всекундах. |
G04P500или G04X.5 |
|
G10 |
Переключениеабсолютнойсистемыкоординат.Впримереначал о координат станет в точке 10, 10, 10 старых координат. |
G10 X10.Y10. Z10. |
|
G15 |
Переходвполярнуюсистемукоординат(XрадиусYугол) |
G15X15. Y22.5 |
|
G16 |
Отменаполярнойсистемыкоординат |
G16X15. Y22.5 |
|
G17 |
ВыборрабочейплоскостиX-Y |
G17 |
|
G18 |
ВыборрабочейплоскостиZ-X |
G18 |
|
G19 |
ВыборрабочейплоскостиY-Z |
G19 |
|
G20 |
Режимработывдюймовойсистеме |
G90G20 |
|
G21 |
Режимработывметрическойсистеме |
G90G21 |
|
G22 |
Активировать установленный предел перемещений (Инструментневыйдетзаихпредел) |
G22G01 X15. Y25. |
|
G28 |
Вернутьсянареферентную точку |
G28G91 Z0 Y0 |
|
G30 |
Поднятиепооси Zна точкусменыинструмента |
G30G91 Z0 |
|
G40 |
Отменакомпенсациирадиусаинструмента |
G1G40 X0.Y0.F200. |
|
G41 |
Компенсироватьрадиусинструментаслеваоттраектории |
G41X15. Y15.D1 F100. |
|
G42 |
Компенсироватьрадиусинструментасправаоттраектории |
G42X15. Y15.D1 F100. |
|
G43 |
Компенсироватьдлинуинструментаположительно |
G43X15. Y15.Z100.H1S 1000M3 |
|
G44 |
Компенсироватьдлинуинструментаотрицательно |
G44X15. Y15.Z4.H1 S1000M3 |
|
G49 |
Отменакомпенсациидлиныинструмента |
G49Z100. |
|
G50 |
Сбросвсехмасштабирующихкоэффициентовв1,0. |
G50 |
|
G51 |
Назначениемасштабов.Впримере—уменьшениемасштаба поосиXв10 раз. |
G51X.1 |
|
G53 |
Переходвсистемукоординатстанка. |
G53G0X0. Y0.Z0. |
|
G54— G59 |
Переключитьсяназаданнуюоператоромсистемукоординат |
G54G0X0. Y0.Z100. |
|
G61— G64 |
ПереключениережимовТочныйСтоп/Постояннаяскорость |
|
|
G68 |
Повороткоординатнанужный угол |
G68X0Y0 R45. |
|
G70 |
Циклпродольногочистовоготочения |
G70P10 Q15. |
|
G71 |
Циклмногопроходногопродольногочерновоготочения |
G71P10Q15. D0.5UO.2 W0.5 |
14
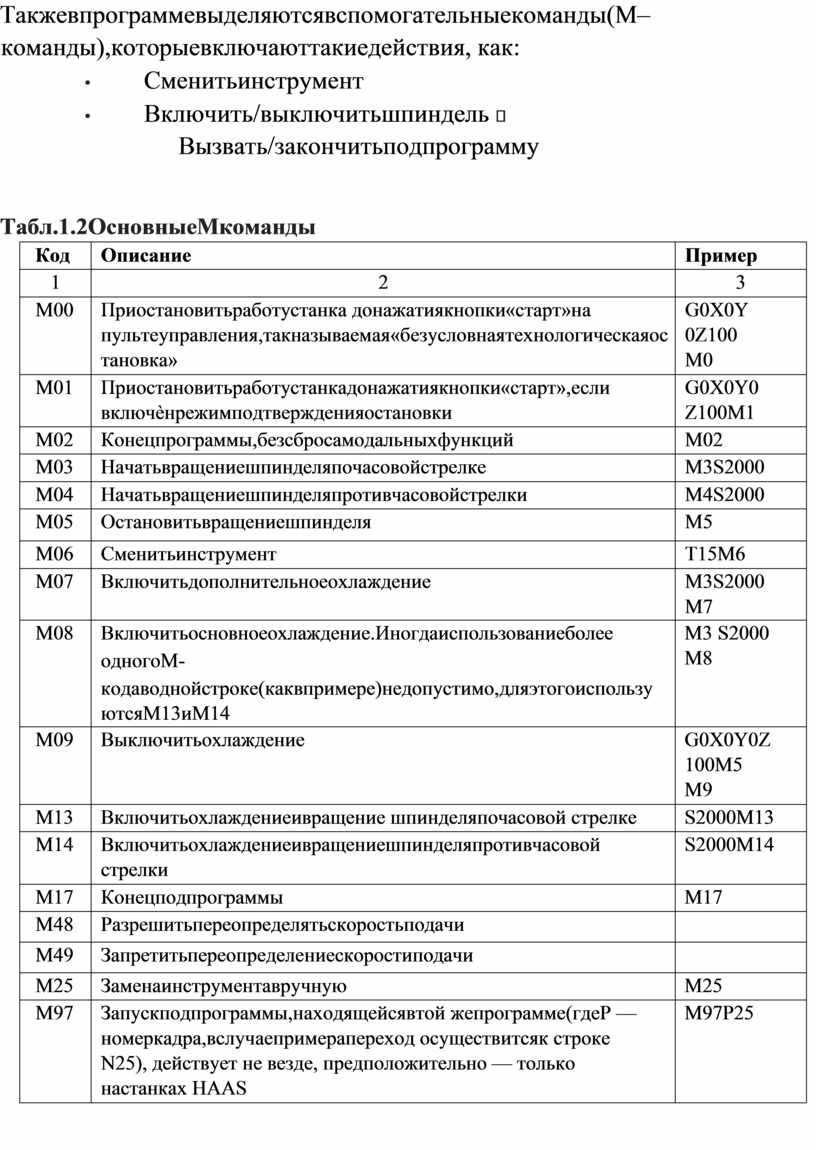
Такжевпрограммевыделяютсявспомогательныекоманды(M– команды),которыевключаюттакиедействия, как:
• Сменитьинструмент
• Включить/выключитьшпиндель Вызвать/закончитьподпрограмму
Табл.1.2ОсновныеМкоманды
|
Код |
Описание |
Пример |
|
1 |
2 |
3 |
|
M00 |
Приостановитьработустанка донажатиякнопки«старт»на пультеуправления,такназываемая«безусловнаятехнологическаяос тановка» |
G0X0Y 0Z100 M0 |
|
M01 |
Приостановитьработустанкадонажатиякнопки«старт»,если включѐнрежимподтвержденияостановки |
G0X0Y0 Z100M1 |
|
M02 |
Конецпрограммы,безсбросамодальныхфункций |
M02 |
|
M03 |
Начатьвращениешпинделяпочасовойстрелке |
M3S2000 |
|
M04 |
Начатьвращениешпинделяпротивчасовойстрелки |
M4S2000 |
|
M05 |
Остановитьвращениешпинделя |
M5 |
|
M06 |
Сменитьинструмент |
T15M6 |
|
M07 |
Включитьдополнительноеохлаждение |
M3S2000 M7 |
|
M08 |
Включитьосновноеохлаждение.Иногдаиспользованиеболее одногоM- кодаводнойстроке(каквпримере)недопустимо,дляэтогоиспользу ютсяM13иM14 |
M3 S2000 M8 |
|
M09 |
Выключитьохлаждение |
G0X0Y0Z 100M5 M9 |
|
M13 |
Включитьохлаждениеивращение шпинделяпочасовой стрелке |
S2000M13 |
|
M14 |
Включитьохлаждениеивращениешпинделяпротивчасовой стрелки |
S2000M14 |
|
M17 |
Конецподпрограммы |
M17 |
|
M48 |
Разрешитьпереопределятьскоростьподачи |
|
|
M49 |
Запретитьпереопределениескоростиподачи |
|
|
M25 |
Заменаинструментавручную |
M25 |
|
M97 |
Запускподпрограммы,находящейсявтой жепрограмме(гдеP —номеркадра,вслучаепримерапереход осуществитсяк строке N25), действует не везде, предположительно — только настанках HAAS |
M97P25 |
|
M98 |
Запускподпрограммы,находящейсяотдельноотосновной программы(гдеP — номерподпрограммы,вслучаепримерапереходосуществитсякпрогр аммеO1015) |
M98P1015 |
|
M99 |
Конецподпрограммы |
M99 |
 Файл JPEG для
извлечения G-кода
Файл JPEG для
извлечения G-кода
G-код для управляющей программы станка с
ЧПУ в блокноте
G-код для управляющей программы станка с ЧПУ
Приложение 3-4
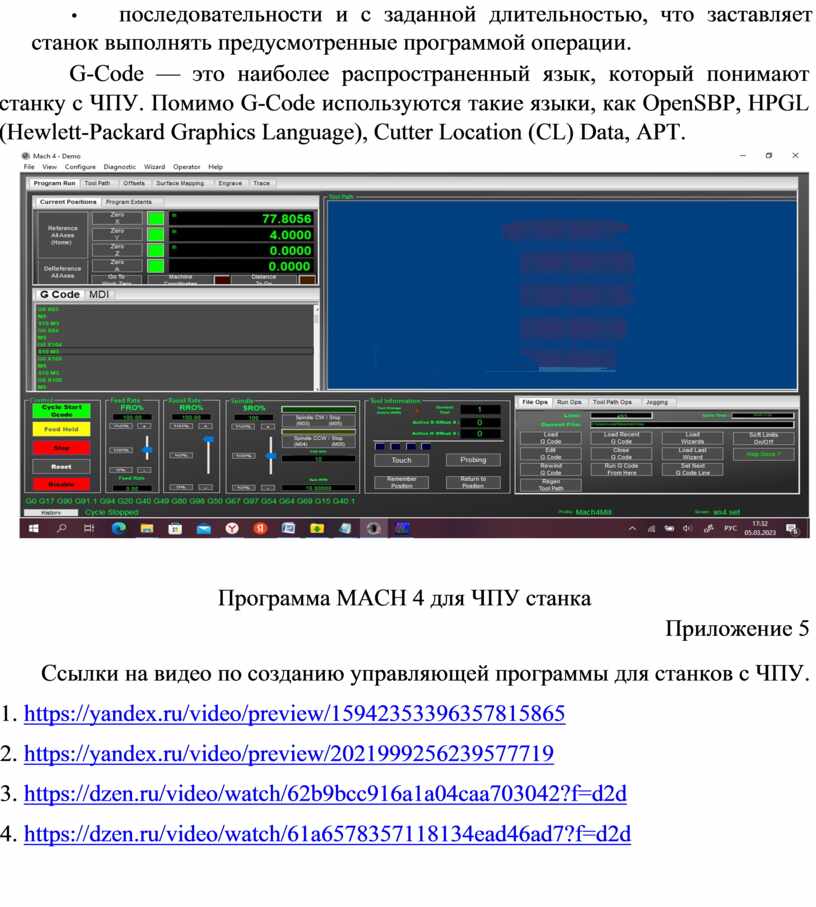
Свойство программ для фрезерного станка с ЧПУ «Юниор-L»:
Управление станком осуществляется ПК с установленной программой MACH3 или MACH4.
Схема: двухмерный рисунок или 3D-модель из SolidWorks, Autodesk и т.д. обрабатывается в CAM или в слайсере для получения g-code, код из CAM предназначен для станков, из слайсера — для 3D-принтеров.
Независимо от того, используете ли вы фрезерный или токарный станок с ЧПУ, типичный процесс создания детали состоит из следующих этапов:
• CAD используется для проектирования деталей;
• дополнительные программы могут оптимизировать результат CAD для изготовления на станке;
• CAM анализирует чертеж CAD, получает данные от оператора станка (например, о типе материала или инструменте) и выводит управляющие команды G-сode для контроллера станка;
• контроллер станка, на основе полученных из G-code-команд, активирует соответствующие электрические цепи в нужной последовательности и с заданной длительностью, что заставляет станок выполнять предусмотренные программой операции.
G-Сode — это наиболее распространенный язык, который понимают станку с ЧПУ. Помимо G-Code используются такие языки, как OpenSBP, HPGL (Hewlett-Packard Graphics Language), Cutter Location (CL) Data, APT.
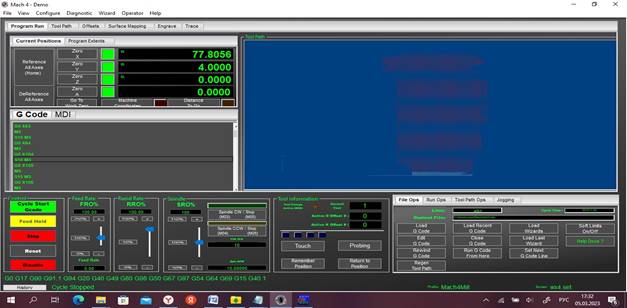
Программа MACH 4 для ЧПУ станка
Приложение 5
Ссылки на видео по созданию управляющей программы для станков с ЧПУ.
1. https://yandex.ru/video/preview/15942353396357815865
2. https://yandex.ru/video/preview/2021999256239577719
3. https://dzen.ru/video/watch/62b9bcc916a1a04caa703042?f=d2d
4. https://dzen.ru/video/watch/61a6578357118134ead46ad7?f=d2d

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.