Урок по теме "Полуавтоматическая сварка емкости" является десятым в Разделе 3 «Электросварочные работы на автоматических и полуавтоматических машинах» программы профессионального модуля ПМ 02 «Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях». Данный урок продолжает изучение значительного блока тем, отведенных сборке и полуавтоматической сварке металлоконструкций различной сложности. Его содержание акцентирует внимание на изучение технологического процесса подготовки к сборке и сварке металлических конструкций. В ходе урока применяются следующие методы обучения: словесные (беседа, объяснение, работа с инструкционной картой); наглядно-демонстрационные (личный показ мастером трудовых действий, повторение обучающимися действий мастера); практические методы (учебно-производственные работы).
Министерство образования Красноярского края
краевое государственное бюджетное профессиональное
«Зеленогорский техникум промышленных технологий и сервиса»
образовательное учреждение
Разработка урока
«Полуавтоматическая сварка емкости»
Мастера п/о
Бражник А. В.2017 г
и
нести
газосварочные
ответственность
Методическая разработка урока составлена
мастером производственного обучения
ведущим учебную практику в группе № 218 по профессии 15.01.05 «Сварщик
(электросварочные
работы)».
Тема методической разработки урока учебной практики «Полуавтоматическая сварка
емкости».
Цель написания данной методической разработки – пополнение КМО.
При выполнении данной работы обучающиеся научатся производить полуавтоматическую
сварку металлоконструкций , понимать сущность и социальную значимость своей будущей
профессии, анализировать рабочую ситуацию, осуществлять оценку собственной
деятельности,
работы.
Данный урок учебной практики является десятым в Разделе 3 «Электросварочные работы на
автоматических и полуавтоматических машинах» программы профессионального модуля ПМ
02 «Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во
всех пространственных положениях». И поскольку студенты уже получили определенный
профессиональный опыт при изучении предыдущих тем, на уроке организуется осмысление,
формулирование и развитие ранее приобретенных
знаний и умений.
Урок продолжает изучение значительного блока
тем, отведенных сборке и
полуавтоматической сварке металлоконструкций различной сложности . Его содержание
акцентирует внимание на изучение технологического процесса подготовки к сборке и сварке
металлических конструкций. В ходе урока применяются следующие методы обучения:
словесные (беседа,
работа с инструкционной картой); наглядно
демонстрационные (личный показ мастером трудовых действий, повторение обучающимися
действий мастера); практические методы (учебнопроизводственные работы).
объяснение,
за
результаты
своей
Вводный инструктаж.
Во время проведения вводного инструктажа проводится повторение ранее изученного
материала в форме фронтального опроса. Это поможет выяснить уровень знаний
обучающихся. Изложение нового материала осуществляется методом объяснения с
элементами беседы и использованием показа мастером отдельных трудовых приемов. Показ
трудовых приемов мастером обязателен для усвоения обучающимися техники выполнения
работы. Этот метод производственного обучения создает в сознании обучающихся точный и
четкий зрительный образ трудового действия, которому они, в последствии, стараются
подражать. Показ приемов выполнения сварки позволит заинтересовать обучающихся в
выполнении задания, побудит проявить их творческие способности. Степень усвоения нового
материала проверяется правильностью воспроизведения, показанных мастером, трудовых
приемов. Закрепление нового материала проводится так же в форме фронтального опроса.
Таким образом, выясняется степень освоения темы, не усвоенные вопросы, и при
необходимости производятся дополнительные объяснения. Оценки по данному этапу
выставляются в накопительную ведомость.
Текущий инструктаж.В течение самостоятельной работы студентов мастер совершает обходы рабочих мест, целями
которых являются:
1.Проверка организация рабочего места.
2.Проверка соблюдения техники безопасности в процессе выполнения задания.
3.Особое внимание обратить на выбранный режим сварки.
4.Обратить внимание на качество сборки, места постановки прихваток.
5.Особое внимание на самоконтроль в процессе выполнения заданий.
6.Контроль качества выполненной работы согласно инструкционных указаний мастера п/о, в
отдельных случаях еще раз показать процесс сварки емкости прямо на рабочем месте
обучающегося.
Оценки по этому этапу также выставляются в ведомость.
Заключительный инструктаж.
Заключительный инструктаж – включает подведение итогов по уроку и выдачу домашнего
задания.
Подведение итогов содержит выставление оценок, разбор лучших образцов работ и анализ
существенных ошибок. К оцениванию работ лучше привлечь самих обучающихся, таким
образом повышая учебновоспитательную эффективность оценки. Во время проверки
обучающиеся учатся сами оценивать свои умения и знания. В ходе заключительного
инструктажа анализируются допущенные ошибки, выявляются причины их совершения и
разбираются способы устранения. Не менее важно заострение внимание на лучших работах.
Домашнее задание обучающихся заключается в повторении теории, полуавтоматическая
сварка металлоконструкций различной сложности, это позволит закрепить полученные знания
по данной теме. А так же в составлении карты технологического процесса
полуавтоматической сварки решетчатой конструкции.УТВЕРЖДАЮ:
Ст. Мастер
________ В. А. Повелица
ПЛАН
урока учебной практики
гр. 2.18 Профессия: «Сварщик (электросварочные и газосварочные работы)
мастер п/о Бражник А. В.
Модуль ПМ.02
УП. 02
Раздел 3
Тема урока
Тип урока
Вид занятия
Цели:
обучающие:
развивающие:
воспитательные:
социальная:
Формирование
профессиональных
компетенций
Формирование
общих
компетенций
«Сварка и резка деталей из различных сталей, цветных металлов и их сплавов,
чугунов во всех пространственных положениях».
Электросварочные работы на автоматических и полуавтоматических машинах.
Полуавтоматическая сварка емкости.
Урок по изучению трудовых приемов и операций.
Урок практического обучения нагляднодемонстративный.
Сформировать систему знаний, умений и навыков по сборке и сварке емкостей
полуавтоматом. Научить правильному обращению с оборудованием, подбирать
режимы сварки, самостоятельно подготавливать полуавтомат к работе, в
соответствии с инструктивными указаниями, пояснениями мастера;
Развивать у будущих рабочих способность анализировать, контролировать свои
действия, принимать самостоятельные решения, применять знания на практике;
Способствовать воспитанию культуры межличностного общения (работа в
команде, эффективное общение с коллегами), нести ответственность за
результаты своего труда;
Способствовать пониманию сущности и значимости будущей профессии.
ПК 2.3. Выполнять автоматическую и механизированную сварку с
использованием плазмотрона средней сложности и сложных аппаратов, узлов,
деталей, конструкций и трубопроводов из углеродистых и конструкционных
сталей;
ПК 2.5. Читать чертежи средней сложности и сложных сварных
металлоконструкций;
ПК 2.6 Обеспечивать безопасное выполнение сварочных работ на рабочем месте
в соответствии с санитарнотехническими требованиями и требованиями охраны
труда.
ОК 1. Понимать сущность и социальную значимость своей будущей профессии,
проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее
достижения, определенных руководителем.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый
контроль, оценку и коррекцию собственной деятельности, нести
ответственность за результаты своей работы.
ОК.4. Осуществлять поиск информации, необходимой для эффективного
выполнения профессиональных задач.ОК 6. Работать в команде, эффективно общаться с коллегами, руководством,
клиентами.
ОК.7. Исполнять воинскую обязанность, в том числе с применением полученных
профессиональных знаний.
Межпредметные связи Основы материаловедения
Материально
техническое и
дидактическое
оснащение:
МДК Подготовительносварочные работы
МДК Оборудование, техника и технология электросварки
МДК Электросварочные работы на автоматических и полуавтоматических
машинах.
Оборудование и инструмент: полуавтомат сварочный А547 А, выпрямитель
сварочный ВУ 300, баллоны с углекислотой, сварочный полуавтомат INMIG 200
PLUS, рабочий стол, сварочная маска, спецодежда сварщика.
Расходный материал: проволока сварочная Св 0,8 ГС (о) диаметр 0,8 мм,
углекислота, пластины из углеродистой стали толщиной 3 мм.
инструкция по ТБ (приложение №1);
плакаты пособие сварщика;
инструкционная карта (приложение №2);
задание для самостоятельной работы, критерии оценивания (приложение №3).
самоанализ выполненной работы (приложение №4);
контрольные вопросы (приложение №5);
домашнее задание (приложение №6);
дефекты сварных швов (приложение №6)
Учебнопроизводственные работы: Сборка и сварка емкости.
Ход урока
Структура урока
1.Организационный момент
(5мин)
2.Вводный инструктаж
(40мин)
а) мотивация учебной
познавательной
деятельности
б) актуализация опорных
знаний и опыта учащихся
Деятельность учащихся
Настраиваются
психологически
Слушают, запоминают,
задают вопросы.
Отвечают, делают
анализ и самоконтроль
ответа.
Деятельность мастера
1. Проверка наличия обучающихся, внешнего
вида.
2. Проверка готовности рабочих мест и
мастерской к уроку.
3. Назначение дежурных.
Сообщаю тему программы, тему и цель урока
Обосновываю тему урока
Напоминаю обучающимся значимость темы
Порядок работы на уроке.
Предлагаю обучающимся произвести проверку
и закрепление пройденного материала в виде
опроса.
Вследствие чего полуавтоматическая сварка имеет
преимущество перед дуговой? (вследствие высокой
производительности, возможности механизации,
незначительное взаимодействие метала шва с
кислородом или азотом воздуха)
Почему полуавтоматическую сварку желательно
вести на постоянном токе?
(Потому, что при сварке на переменном токев) формирование
ориентировочной основы
деятельности
недостаточная устойчивость процесса сварки
приводит к неудовлетворительному формированию
и качеству сварного шва)
Какие типы сварных соединений могут выполнятся
полуавтоматической сваркой в среде СО2?
(Полуавтоматической сваркой могут выполняться
стыковые, тавровые, угловые, нахлесточные
соединения)
Что является параметрами режима сварки в
среде СО2? (Параметрами режима сварки в
среде СО2 являются:
диаметр проволоки
величина сварочного тока
скорость подачи электродной проволоки
напряжение дуги
скорость сварки
расход СО2
вылет электрода
угол наклона электрода к оси шва)
В зависимости от чего подбирается режим
сварки? (Режим сварки выбирают в зависимости
от толщины и марки свариваемой стали, типа
соединения и формы разделения кромок,
положения шва в пространстве, а также с
учетом обеспечения стабильного горения дуги,
которое ухудшается с понижением сварочного
тока)
Каковы основные правила техники безопасности
перед началом работ на полуавтомате?
(Перед началом работы необходимо убедиться в
надежности заземления источника питания;
соблюдать правила обращения с газовыми
баллонами (избегать резких ударов по баллону
и нагрева баллона);
проверить целостность кабеля и шланга
сварочной горелки;
работать с исправной вентиляцией;
пользоваться исправным редуктором и
манометрами;
не допускать на рабочем месте легко
воспламеняющих материалов.)
Изучение нового материала:
Тема нашего занятия полуавтоматическая
сварка емкости, в нашем случае малого
размера,
в целях экономии сварочных
материалов.
Прежде всего выясним, что такое емкость?
Емкость — это тара предназначенная для
хранения каких либо материалов. Например, Слушают,
воспринимают,взаимная беседа,
визуальное наблюдение,
практическое
исполнение
несколькими
обучающимися
емкость которую вы изготовите в процессе
занятия можно использовать для хранения
фурнитуры, мелко штучных материалов.
Любое выполнение учебнопроизводственных
работ начинается с организации рабочего места,
и подготовки оборудования к работе.
Затем производят подготовку металла к
сварке.
Напомню вам, что входит в подготовительные
работы. Прежде всего выполняется разметка
металла, разметку наносят при помощи линейки
или по шаблону.
После нанесения разметки производится
рубка металла ручным при помощи зубила или
механическим способом на гильотине, по
заданным размерам.
Не посредственно перед сваркой
свариваемые кромки тщательно очищают от
ржавчины, масла, влаги, окалины с помощью
металлической щетки или шлифовальной
машины.
Далее выполняется сборка емкости из
металлических пластин с помощью прихваток.
При сварке емкостей больших размеров в
качестве приспособления для равномерного
зазора используют клинья.
В процессе сборки важно выдержать
необходимые зазоры и совмещение кромок.
Точность сборки проверяем линейкой
(прямолинейность) и металлическим
угольником (угол 90˚).
Затем выбирают режим сварки, используя
таблицу ориентировочных режимов для
полуавтоматической сварки в углекислом газе.
У каждого из вас на столе имеется такая
таблица. Устанавливаем силу сварочного тока.
Величину сварочного тока проверяем на
дополнительной пластине.
Приступаем к сварке емкости, порядок
выполнения сварки подробно расписан в
технологической карте.
При сварке емкости провариваем внутренние
и наружные швы. Сварку ведем углом назад для
большей глубины проплавления и плотности
шва. Угол наклона горелки относительно
вертикальной оси составляет 20˚. Расстояние от
торца мундштука горелки до сварного
соединения должно быть 1014 мм, так как с
увеличением расстояния ухудшается газовая
защита зоны сварки и возможность попаданиявредных примесей из воздуха.
Во время выполнения сварочных работ
возможно образование дефектов сварного шва.
Рассмотрим по таблице возможные дефекты,
возникающие при сварке, и причины их
образования.
Контроль качества сваренной емкости можно
произвести методом керосиновой пробы.
Метод основан на высокой проницаемости
керосина, который имеет способность
подниматься по капиллярным ходам. В
процессе испытания сварные швы покрываются
водным раствором мела. После высушивания
окрашенной поверхности с обратной стороны
шов обильно смачивают керосином.
Неплотности швов выявляют по наличию на
меловом покрытии маслянистых следов
керосина. Появление отдельных пятен
указывает на дефекты в сварном соединении.
Мы же с вами по окончанию работы
проверим нашу емкость на герметичность,
налив в нее воды.
При выполнении производственного задания
необходимо соблюдать правила охраны труда:
перед началом работы убедиться в
надежности заземления источника питания;
соблюдать правила обращения с газовыми
баллонами (избегать резких ударов по баллону
и нагрева баллона);
пользоваться исправным редуктором и
манометрами;
проверить целостность кабеля и шланга
сварочной горелки;
работать с включенной вентиляцией;
не допускать на рабочем месте легко
воспламеняющих материалов.
Разбор инструкционной карты — Сварка
емкости полуавтоматом.
критерии оценок.
Вопросы к мастеру п/о по инструкционной
карте.
Закрепление материала вводного инструктажа:
Каковы требования безопасности перед
выполнением электросварочных работ?
(Сварочные работы выполнять в исправной
спецодежде, убрать от места сварки все легко
воспламеняющиеся предметы и жидкости на
расстояние не менее 10 метров, проверить
исправность сварочного оборудования и
инструментов)Ответы на контрольные
вопросы 5 минут
Какова последовательность сборки изделия перед
сваркой ? (Сборка изделия производится в
следующем порядке: установка пластин на
сварочном столе, выставление зазора, постановка
сварочных прихваток, проверка качества прихвата и
сносности пластин)
Какова последовательность постановки прихваток?
(Прихватки ставятся в начале, в конце и середине
сварного соединения)
На чём проверяется величина сварочного тока?
(Величина сварочного тока проверяется на
дополнительной пластине)
Чем объяснить , что при сварке угловых швов
выбирается струйный способ переноса
электродного металла в зону сварки ? (Это
объясняется тем, что струйный способ приводит к
более быстрому заполнению зазора между
свариваемыми пластинами и способствует
глубокому проплавлению металла)
Каковы параметры вылета электрода? (Вылет
электрода должен быть 1014 мм, с увеличением
вылета электрода ухудшается газовая защита)
Разработайте модель решения учебно
производственной задачи на тему нашего
сегодняшнего занятия?
(1.Организовать рабочее место:
а) одеть спецодежду
а) выбрать инструменты и приспособления.
б) проверить исправность оборудования,
аппаратуры, вытяжной вентиляции.
в) убрать от места сварки все легко сгораемые
материалы на расстояние не менее 10м.
2.Установить режимы сварки:
а) настроить давление защитного газа.
б) выбрать и установить силу сварочного тока.
г) выбрать скорость подачи сварочной
проволоки и скорость сварки.
3.Подготовить материалы к сварке:
а) зачистить сварочную проволоку.
б) зачистить металл от грязи, масла и воды.
в) зачистить околошовную зону металлической
щёткой.
г) установить и закрепить прихватами
свариваемые пластины.
4.Провести технологический процесс сварки
5.Произвести визуальный контроль сварного
соединения.)
Вследствие чего возникают наплывы? (Большой
сварочный ток.3. Текущий инструктаж
(4 часа)
Самостоятельная
деятельность обучающихся
4.Заключительный
инструктаж (15 мин)
Неправильный наклон сварочной горелки)
Какой метод контроля вы применяете в процессе
выполнения задания? (В процессе выполнения
задания мы применяем визуальный метод контроля,
осмотр глазами.)
Вследствие чего может возникнуть вероятность
получения ожогов? ( Ожог можно получить
вследствие не соблюдения техники безопасности,
так как возможно попадание капель расплавленного
металла на оголенные участки кожи).
Показ приемов трудовых операций:
Сборка и сварка емкости.
Вопросы к мастеру п/о.
Распределение обучающихся по звеньям.
Целевые обходы рабочих мест:
1.Проверка организация рабочего места.
2. Проверка соблюдения техники безопасности
в процессе выполнения задания.
3.Особое внимание обратить на выбранный
режим сварки.
4.Обратить внимание на качество сборки, места
постановки прихваток.
5.Особое внимание на самоконтроль в процессе
выполнения заданий.
6.Контроль качества выполненной работы
согласно инструкционных указаний мастера п/о,
в отдельных случаях еще раз показать процесс
сварки емкости прямо на рабочем месте
обучающегося.
1. Подведение итогов выполненных работ.
2. Анализ работ обучающихся, разбор типичных
ошибок, недостатков, определение путей их
предупреждения и устранения.
3. Анализ соблюдения техники безопасности.
4. Анализ лучших работ
5. Объявление оценок обучающимся с учётом
ответов на вводном инструктаже.
6. Сообщение темы следующего урока: (Сборка
и сварка решетчатых конструкций
полуавтоматом).
7. Выдача домашнего задания
8. Уборка учащимися рабочих мест.
Выполнение задания в
соответствии с
инструкционной картой
Отвечают, делают
анализ и самоконтроль
ответа.Ход занятия:
I Организационная часть: 3 – 5 мин.
1. Проверка наличия обучающихся, внешнего вида.
2. Проверка готовности рабочих мест и мастерской к уроку.
3. Назначение дежурных.
II Вводный инструктаж (40мин)
1. Сообщаю тему и цель урока
Мы продолжаем с вами изучение второго профессионального модуля, тема нашего урока
«Полуавтоматическая сварка емкости».
Цель занятия: Формирование профессиональных компетенций при сборке и сварке емкостей
полуавтоматом.
2. Обосновываю тему урока
2.1. Мотивация учебной познавательной деятельности
Напоминаю обучающимся значимость темы:
Сегодняшний урок важен тем, что он дает возможность закрепления ранее полученных
навыков и умений сварке угловых соединений в нижнем и вертикальном положении сварного
шва и соответственно усвоения новой темы урока – полуавтоматическая сварка емкости.
2.2. Актуализация опорных знаний и опыта учащихся
Предлагаю обучающимся произвести проверку и закрепление пройденного материала в виде
опроса.
Вследствие чего полуавтоматическая сварка имеет преимущество перед дуговой?
(Вследствие высокой производительности, возможности механизации, незначительное взаимодействие
метала шва с кислородом или азотом воздуха)
Почему полуавтоматическую сварку желательно вести на постоянном токе?
(Потому, что при сварке на переменном токе недостаточная устойчивость процесса сварки приводит к
неудовлетворительному формированию и качеству сварного шва)
Какие типы сварных соединений могут выполнятся полуавтоматической сваркой в среде СО2?
(Стыковые, тавровые, угловые, нахлесточные)
Что является параметрами режима сварке в среде СО2?
(Параметрами режима сварки в среде СО2 являются:
диаметр проволоки
величина сварочного тока
скорость подачи электродной проволоки
напряжение дуги
скорость сварки
расход СО2
вылет электрода
угол наклона электрода к оси шва)
В зависимости от чего подбирается режим сварки?
(Режим сварки выбирают в зависимости от толщины и марки свариваемой стали, типа
соединения и формы разделения кромок, положения шва в пространстве, а также с учетом
обеспечения стабильного горения дуги, которое ухудшается с понижением сварочного тока)
Каковы основные правила организации работ техники безопасности при работе на полуавтомате?
(Перед началом работы убедиться в надежности заземления источника питания;
соблюдать правила обращения с газовыми баллонами (избегать резких ударов по баллону и
нагрева баллона);
проверить целостность кабеля и шланга сварочной горелки;
работать с исправной вентиляцией;
пользоваться исправным редуктором и манометрами;не допускать на рабочем месте легко воспламеняющих материалов.)
2.3. Формирование ориентировочной основы деятельности
Объяснение нового материала
Тема нашего занятия полуавтоматическая сварка емкости, в нашем случае малого
размера, в целях экономии сварочных материалов.
Прежде всего выясним, что такое емкость?
Емкость — это тара предназначенная для хранения каких либо материалов. Например
емкость которую вы изготовите в процессе занятия можно использовать для хранения
фурнитуры, мелко штучных материалов.
Любое выполнение учебнопроизводственных работ начинается с организации рабочего
места, и подготовки оборудования к работе.
Затем производят подготовку металла к сварке.
Напомню вам, что входит в подготовительные работы. Прежде всего выполняется разметка
металла, разметку наносят при помощи линейки или по шаблону.
После нанесения разметки производится рубка металла ручным при помощи зубила или
механическим способом на гильотине, по заданным размерам.
Не посредственно перед сваркой свариваемые кромки тщательно очищают от ржавчины,
масла, влаги, окалины с помощью металлической щетки или шлифовальной машины.
Далее выполняется сборка емкости из металлических пластин с помощью прихваток. При
сварке емкостей больших размеров в качестве приспособления для равномерного зазора
используют клинья.
В процессе сборки важно выдержать необходимые зазоры и совмещение кромок. Точность
сборки проверяем линейкой (прямолинейность) и металлическим угольником (угол 90˚).
Затем выбирают режим сварки, используя таблицу ориентировочных режимов для
полуавтоматической сварки в углекислом газе. У каждого из вас на столе имеется такая
таблица. Устанавливаем силу сварочного тока. Величину сварочного тока проверяем на
дополнительной пластине.
Приступаем к сварке емкости, порядок выполнения сварки подробно расписан в
технологической карте.
При сварке емкости провариваем внутренние и наружные швы. Сварку ведем углом назад
для большей глубины проплавления и плотности шва. Угол наклона горелки относительно
вертикальной оси составляет 20˚. Расстояние от торца мундштука горелки до сварного
соединения должно быть 1014 мм, так как с увеличением расстояния ухудшается газовая
защита зоны сварки и возможность попадания вредных примесей из воздуха.
Во время выполнения сварочных работ возможно образование дефектов сварного шва.
Рассмотрим по таблице возможные дефекты, возникающие при сварке, и причины их
образования.
Контроль качества сваренной емкости можно произвести методом керосиновой пробы.
Метод основан на высокой проницаемости керосина, который имеет способность
подниматься по капиллярным ходам. В процессе испытания сварные швы покрываются
водным раствором мела. После высушивания окрашенной поверхности с обратной стороны
шов обильно смачивают керосином. Неплотности швов выявляют по наличию на меловом
покрытии маслянистых следов керосина. Появление отдельных пятен указывает на дефекты в
сварном соединении.
Мы с вами по окончанию работы проверим нашу емкость на герметичность, налив в нее
воды.
При выполнении производственного задания необходимо соблюдать правила охраны труда:
перед началом работы убедиться в надежности заземления источника питания;
соблюдать правила обращения с газовым баллоном (избегать резких ударов по баллону инагрева баллона);
пользоваться исправным редуктором и манометрами;
проверить целостность кабеля и шланга сварочной горелки;
работать с включенной вентиляцией;
не допускать на рабочем месте нахождение легко воспламеняющих материалов.
Перед вами лежит инструкционная карта, в которой подробно расписана последовательность
выполнения операций. Рассмотрим её.
Разбор инструкционной карты Сварка емкости полуавтоматом:
Сварка внутренних и наружных швов выполняется полуавтоматом.
I этап сварка внутренних швов:
1. Установить на стол заготовку
2. Подобрать режим сварки
3. Проварить вертикальным швом боковые стороны № 1, 2, 3
4. Приварить дно коробочки в нижнем положении, швы № 4, 5, 6, 7
5. Проварить вертикальный шов № 8
6. Произвести визуальный (внешний осмотр) контроль шва на отсутствие дефектов
II этап сварка наружных швов:
1.Выполнить сварку угловых швов в вертикальном положении № 1, 2, 3 боковых стенок
2.Выполнить сварку швов № 4, 5, 6, 7
3.Выполнить вертикальный шов № 8
4.Произвести визуальный контроль шва
5. Сдать готовую работу
Критерии оценок, обратите внимание перед вами на столах лежат задания для
самостоятельной работы, в которых отражены критерии по которым будет оцениваться ваше
изделие:
Организация рабочего места от 0 до 2 баллов
Сборка емкости от 0 до 4
Кратеры от 0 до 4
Наплывы от 0 до 4
Поры от 0 до 4
Подрезы от 0 до 4
Соблюдение техники безопасности от 0 до 3
На оценку «5» 2325 баллов
«4» 2022 балла
«3» 1719 баллов
«2» 16 баллов и ниже
А так же дополнительные баллы за работу на вводном инструктаже 03
Вопросы к мастеру п/по инструкционной карте.
Прежде, чем перейти к показу практических приемов, задам вам вопросы для закрепления
вводного инструктажа:
Закрепление материала вводного инструктажа:
Каковы требования безопасности перед выполнением электросварочных работ?
(Сварочные работы выполнять в исправной спецодежде, убрать от места сварки все легко
воспламеняющиеся предметы и жидкости на расстояние не менее 10 метров, проверить исправность
сварочного оборудования и инструментов)
Какова последовательность сборки изделия перед сваркой ? (Сборка изделия производится в
следующем порядке: установка пластин на сварочном столе, выставление зазора, постановка
сварочных прихваток, проверка качества прихвата и сносности пластин)
Какова последовательность постановки прихваток? (Прихватки ставятся в начале, в конце и серединесварного соединения)
На чём проверяется величина сварочного тока? (Величина сварочного тока проверяется на
дополнительной пластине)
Чем объяснить , что при сварке угловых швов выбирается струйный способ переноса электродного
металла в зону сварки ? (Это объясняется тем, что струйный способ приводит к более быстрому
заполнению зазора между свариваемыми пластинами и способствует глубокому проплавлению
металла)
Каковы параметры вылета электрода? (Вылет электрода должен быть 1014 мм, с увеличением
вылета электрода ухудшается газовая защита)
Разработайте модель решения учебнопроизводственной задачи на тему нашего сегодняшнего
занятия?
(1.Организовать рабочее место:
а) одеть спецодежду
а) выбрать инструменты и приспособления.
б) проверить исправность оборудования, аппаратуры, вытяжной вентиляции.
в) убрать от места сварки все легко сгораемые материалы на расстояние не менее 10м.
2.Установить режимы сварки:
а) настроить давление защитного газа.
б) выбрать и установить силу сварочного тока.
г) выбрать скорость подачи сварочной проволоки и скорость сварки.
3.Подготовить материалы к сварке:
а) зачистить сварочную проволоку.
б) зачистить металл от грязи, масла и воды.
в) зачистить околошовную зону металлической щёткой.
г) установить и закрепить прихватами свариваемые пластины.
4.Провести технологический процесс сварки
5.Произвести визуальный контроль сварного соединения.)
Вследствие чего возникают наплывы? (Большой сварочный ток.
Неправильный наклон сварочной горелки)
Какой метод контроля вы применяете в процессе выполнения задания? (В процессе выполнения
задания мы применяем визуальный метод контроля, осмотр глазами.)
Вследствие чего может возникнуть вероятность получения ожогов? ( Ожог можно получить
вследствие не соблюдения техники безопасности, так как возможно попадание капель расплавленного
металла на оголенные участки кожи).
Показ приемов трудовых операций:
Полуавтоматическая сварка емкости.
Вопросы к мастеру п/о.
III. Текущий инструктаж (4 часа)
Самостоятельная деятельность обучающихся
Целевые обходы рабочих мест:
1.Проверка организация рабочего места.
2. Проверка соблюдения техники безопасности в процессе выполнения задания.
3.Особое внимание обратить на выбранный режим сварки.
4.Обратить внимание на качество сборки, места постановки прихваток.
5.Особое внимание на самоконтроль в процессе выполнения заданий.
6.Контроль качества выполненной работы согласно инструкционных указаний мастера п/о, вотдельных случаях еще раз показать процесс сварки емкости прямо на рабочем месте
обучающегося.
IV Заключительный инструктаж (15 мин)
1. Подведение итогов выполненных работ.
2. Анализ работ обучающихся, разбор типичных ошибок, недостатков, определение путей их
предупреждения и устранения.
3. Анализ соблюдения техники безопасности.
4. Анализ лучших работ
5. Объявление оценок обучающимся с учётом ответов на вводном инструктаже.
6. Сообщение темы следующего урока; (Сборка и сварка решетчатых конструкций
полуавтоматом).
7. Выдача домашнего задания (Разработать карту технологического процесса сварки
решетчатой конструкции).
8. Уборка учащимися рабочих мест.Приложение №1
Правила охраны труда при работе на полуавтомате:
перед началом работы убедиться в надежности заземления источника питания;
соблюдать правила обращения с газовыми баллонами (избегать резких ударов по
баллону и нагрева баллона);
проверить целостность кабеля и шланга сварочной горелки;
работать с исправной вентиляцией;
пользоваться исправным редуктором и манометрами;
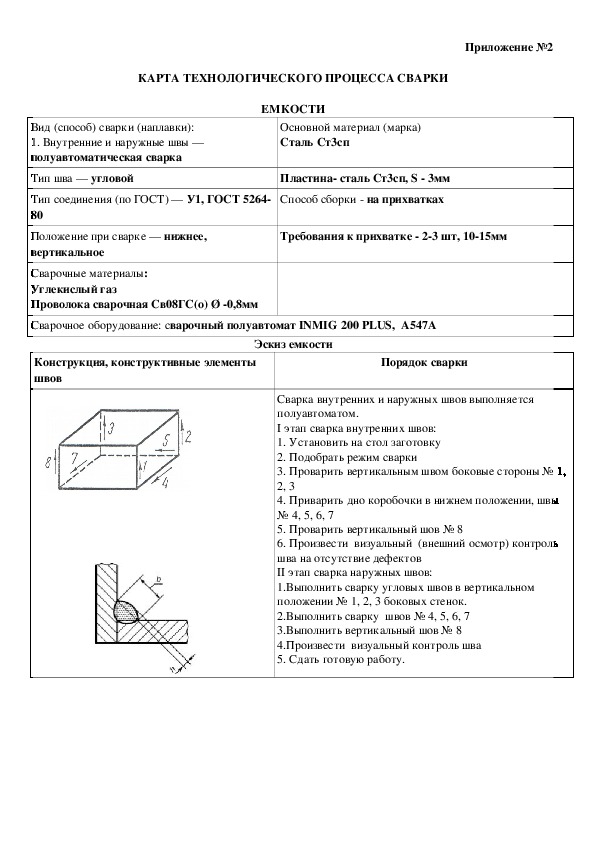
не допускать на рабочем месте легко воспламеняющих материалов.КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ
ЕМКОСТИ
Приложение №2
Основной материал (марка)
Сталь Ст3сп
Вид (способ) сварки (наплавки):
1. Внутренние и наружные швы —
полуавтоматическая сварка
Тип шва — угловой
Тип соединения (по ГОСТ) — У1, ГОСТ 5264
80
Положение при сварке — нижнее,
вертикальное
Сварочные материалы:
Углекислый газ
Проволока сварочная Св08ГС(о) Ø 0,8мм
Сварочное оборудование: сварочный полуавтомат INMIG 200 PLUS, А547А
Пластина сталь Ст3сп, S 3мм
Способ сборки на прихватках
Требования к прихватке 23 шт, 1015мм
Конструкция, конструктивные элементы
швов
Порядок сварки
Эскиз емкости
Сварка внутренних и наружных швов выполняется
полуавтоматом.
I этап сварка внутренних швов:
1. Установить на стол заготовку
2. Подобрать режим сварки
3. Проварить вертикальным швом боковые стороны № 1,
2, 3
4. Приварить дно коробочки в нижнем положении, швы
№ 4, 5, 6, 7
5. Проварить вертикальный шов № 8
6. Произвести визуальный (внешний осмотр) контроль
шва на отсутствие дефектов
II этап сварка наружных швов:
1.Выполнить сварку угловых швов в вертикальном
положении № 1, 2, 3 боковых стенок.
2.Выполнить сварку швов № 4, 5, 6, 7
3.Выполнить вертикальный шов № 8
4.Произвести визуальный контроль шва
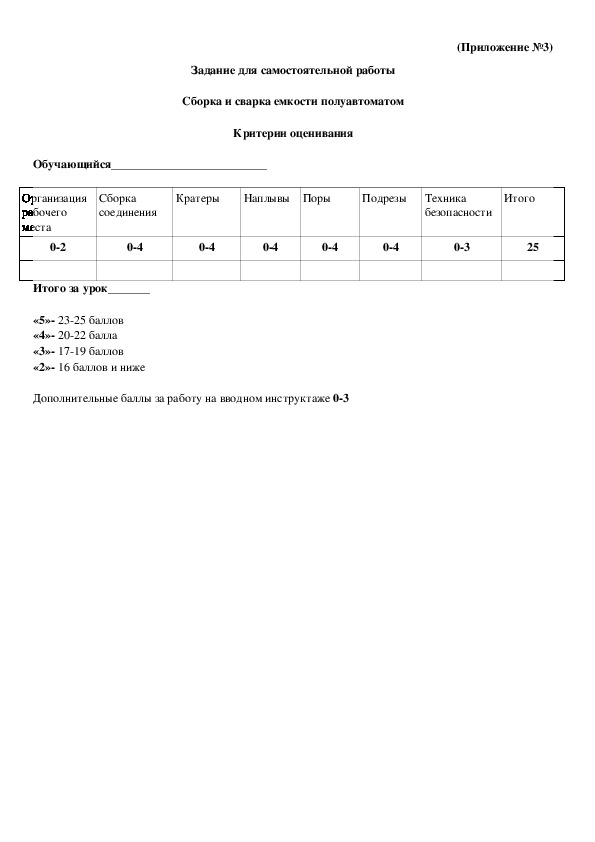
5. Сдать готовую работу.(Приложение №3)
Задание для самостоятельной работы
Сборка и сварка емкости полуавтоматом
Критерии оценивания
Обучающийся__________________________
Организация
рабочего
места
Сборка
соединения
Кратеры
Наплывы Поры
Подрезы
Техника
безопасности
Итого
02
04
04
04
04
04
03
25
Итого за урок_______
«5» 2325 баллов
«4» 2022 балла
«3» 1719 баллов
«2» 16 баллов и ниже
Дополнительные баллы за работу на вводном инструктаже 03Самоанализ выполненной работы:
(Приложение №4)
Чему научился в ходе работы:____________________________________________________
______________________________________________________________________________________
______________________________________________________________
______________________________________________________________________________________
______________________________________________________________
______________________________________________________________________________________
______________________________________________________________________________________
______________________________________________________________________________________
______________________________________
В чем испытал затруднения при выполнении задания:
______________________________________________________________________________________
______________________________________________________________________________________
______________________________________________________________________________________
______________________________________________________________________________________
______________________________________________________________________________________
______________________________________________________________________________________
______________________________________________________________________________________
________________________________________________________________
Как оцениваю результат собственной работы:
______________________________________________________________________________________
______________________________________________________________________________________
______________________________________________________________________________________
______________________________________________________________________________________
______________________________________________________________________________________
______________________________________________________________________________________
______________________________________________________________________________________
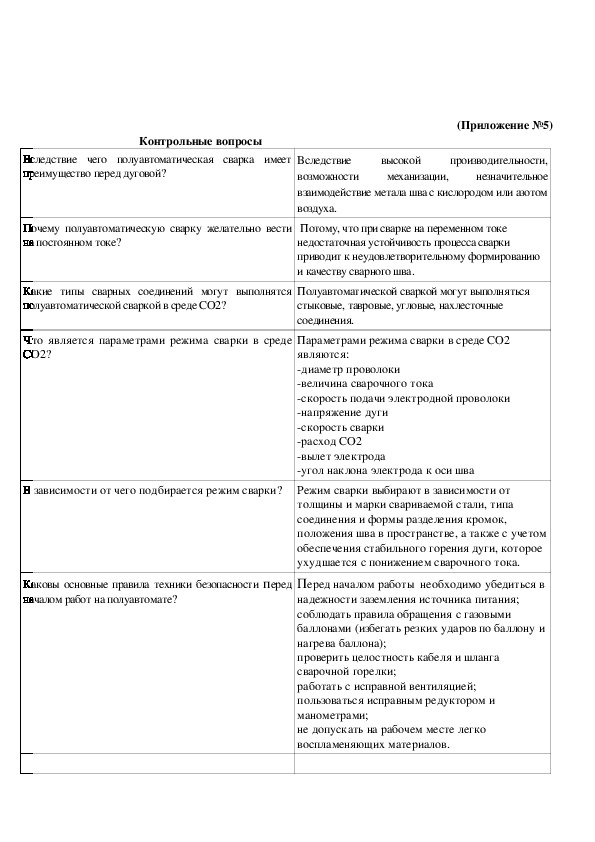
________________________________________________________________Контрольные вопросы
(Приложение №5)
Вследствие чего полуавтоматическая сварка имеет
преимущество перед дуговой?
Почему полуавтоматическую сварку желательно вести
на постоянном токе?
Какие типы сварных соединений могут выполнятся
полуавтоматической сваркой в среде СО2?
Что является параметрами режима сварки в среде
СО2?
В зависимости от чего подбирается режим сварки?
Каковы основные правила техники безопасности перед
началом работ на полуавтомате?
высокой
производительности,
Вследствие
незначительное
возможности механизации,
взаимодействие метала шва с кислородом или азотом
воздуха.
Потому, что при сварке на переменном токе
недостаточная устойчивость процесса сварки
приводит к неудовлетворительному формированию
и качеству сварного шва.
Полуавтоматической сваркой могут выполняться
стыковые, тавровые, угловые, нахлесточные
соединения.
Параметрами режима сварки в среде СО2
являются:
диаметр проволоки
величина сварочного тока
скорость подачи электродной проволоки
напряжение дуги
скорость сварки
расход СО2
вылет электрода
угол наклона электрода к оси шва
Режим сварки выбирают в зависимости от
толщины и марки свариваемой стали, типа
соединения и формы разделения кромок,
положения шва в пространстве, а также с учетом
обеспечения стабильного горения дуги, которое
ухудшается с понижением сварочного тока.
Перед началом работы необходимо убедиться в
надежности заземления источника питания;
соблюдать правила обращения с газовыми
баллонами (избегать резких ударов по баллону и
нагрева баллона);
проверить целостность кабеля и шланга
сварочной горелки;
работать с исправной вентиляцией;
пользоваться исправным редуктором и
манометрами;
не допускать на рабочем месте легко
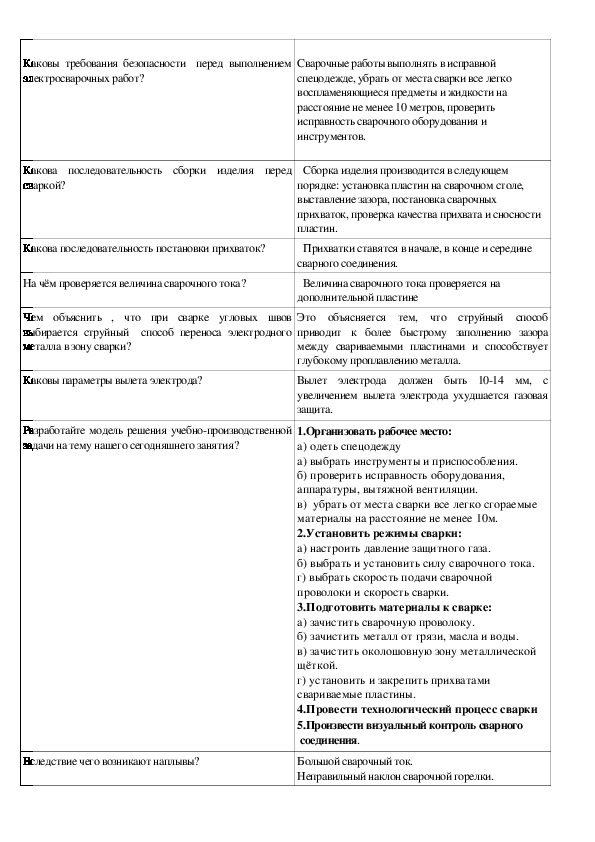
воспламеняющих материалов.Каковы требования безопасности перед выполнением
электросварочных работ?
Какова последовательность сборки изделия перед
сваркой?
Какова последовательность постановки прихваток?
На чём проверяется величина сварочного тока?
Чем объяснить , что при сварке угловых швов
выбирается струйный способ переноса электродного
металла в зону сварки?
Каковы параметры вылета электрода?
Разработайте модель решения учебнопроизводственной
задачи на тему нашего сегодняшнего занятия?
Вследствие чего возникают наплывы?
Сварочные работы выполнять в исправной
спецодежде, убрать от места сварки все легко
воспламеняющиеся предметы и жидкости на
расстояние не менее 10 метров, проверить
исправность сварочного оборудования и
инструментов.
Сборка изделия производится в следующем
порядке: установка пластин на сварочном столе,
выставление зазора, постановка сварочных
прихваток, проверка качества прихвата и сносности
пластин.
Прихватки ставятся в начале, в конце и середине
сварного соединения.
Величина сварочного тока проверяется на
дополнительной пластине
Это объясняется тем, что струйный способ
приводит к более быстрому заполнению зазора
между свариваемыми пластинами и способствует
глубокому проплавлению металла.
Вылет электрода должен быть 1014 мм, с
увеличением вылета электрода ухудшается газовая
защита.
1.Организовать рабочее место:
а) одеть спецодежду
а) выбрать инструменты и приспособления.
б) проверить исправность оборудования,
аппаратуры, вытяжной вентиляции.
в) убрать от места сварки все легко сгораемые
материалы на расстояние не менее 10м.
2.Установить режимы сварки:
а) настроить давление защитного газа.
б) выбрать и установить силу сварочного тока.
г) выбрать скорость подачи сварочной
проволоки и скорость сварки.
3.Подготовить материалы к сварке:
а) зачистить сварочную проволоку.
б) зачистить металл от грязи, масла и воды.
в) зачистить околошовную зону металлической
щёткой.
г) установить и закрепить прихватами
свариваемые пластины.
4.Провести технологический процесс сварки
5.Произвести визуальный контроль сварного
соединения.
Большой сварочный ток.
Неправильный наклон сварочной горелки.Какой метод контроля вы применяете в процессе
выполнения задания?
Вследствие чего
получения ожогов?
может возникнуть вероятность
В процессе выполнения задания мы применяем
визуальный метод контроля, осмотр глазами.
Ожог можно получить вследствие не соблюдения
техники безопасности, так как возможно попадание
капель расплавленного металла на оголенные
участки кожи.
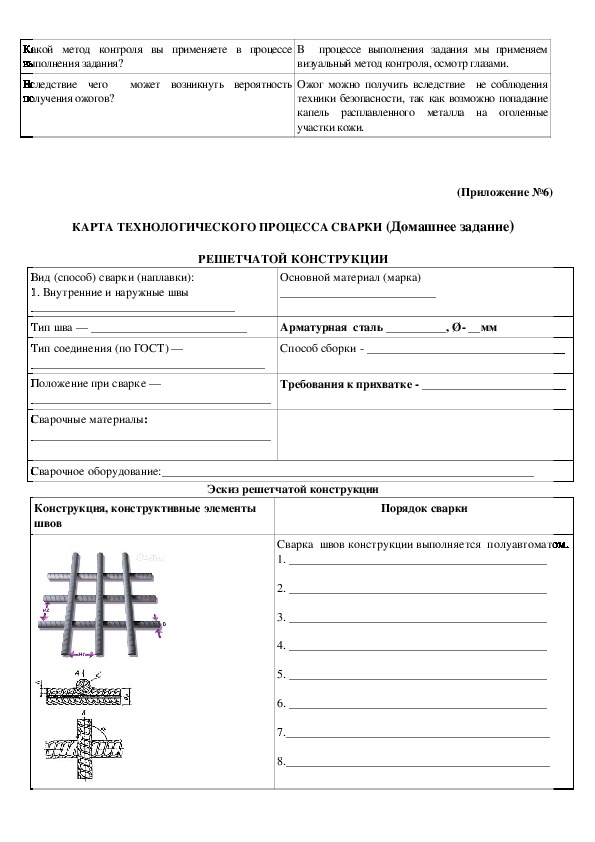
КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ (Домашнее задание)
РЕШЕТЧАТОЙ КОНСТРУКЦИИ
(Приложение №6)
Вид (способ) сварки (наплавки):
1. Внутренние и наружные швы
__________________________________
Тип шва — __________________________
Тип соединения (по ГОСТ) —
_______________________________________
Положение при сварке —
________________________________________
Сварочные материалы:
________________________________________
Основной материал (марка)
__________________________
Арматурная сталь __________, Ø __мм
Способ сборки _________________________________
Требования к прихватке ________________________
Сварочное оборудование:______________________________________________________________
Конструкция, конструктивные элементы
швов
Порядок сварки
Эскиз решетчатой конструкции
Сварка швов конструкции выполняется полуавтоматом.
1. ___________________________________________
2. ___________________________________________
3. ___________________________________________
4. ___________________________________________
5. ___________________________________________
6. ___________________________________________
7.____________________________________________
8.____________________________________________9.____________________________________________
10.___________________________________________
11. __________________________________________
12.___________________________________________
Самоанализ урока учебной практики мастера производственного обучения Бражник Анны
Викторовны.
Урок учебной практики «Полуавтоматическая сварка емкости» является десятым в Разделе 3
«Электросварочные работы на автоматических и полуавтоматических машинах» программы
профессионального модуля ПМ 02 «Сварка и резка деталей из различных сталей, цветных металлов и
их сплавов, чугунов во всех пространственных положениях».
Это урок по изучению трудовых приемов и операций. В ходе данного урока у обучающихся
формируются общие компетенции:
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней
устойчивый интерес.
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения,
определенных руководителем.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и
коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК.4. Осуществлять поиск информации, необходимой для эффективного выполнения
профессиональных задач.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами.
И профессиональные компетенции:
ПК 2.3. Выполнять автоматическую и механизированную сварку с использованием плазмотрона
средней сложности и сложных аппаратов, узлов, деталей, конструкций и трубопроводов из
углеродистых и конструкционных сталей;
ПК 2.5. Читать чертежи средней сложности и сложных сварных металлоконструкций;
ПК 2.6. Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с
санитарнотехническими требованиями и требованиями охраны труда.
Данный урок проводился в группе 218, 2 курса, на уроке присутствовало 22 человека.
Психологический климат в группе позитивный, ребята организованны, оказывают взаимопомощь,
имеют положительный настрой к учебе.
Планируя урок перед собой, я ставила следующие цели:
Обучающие: Сформировать систему знаний, умений и навыков по сборке и сварке емкостей
полуавтоматом. Научить правильному обращению с оборудованием, подбирать режимы
сварки, самостоятельно подготавливать полуавтомат к работе, в соответствии с
инструктивными указаниями, пояснениями мастера.
Развивающие: Развивать у будущих рабочих способность анализировать, контролировать свои
действия, принимать самостоятельные решения, применять знания на практике
Воспитательные: Способствовать воспитанию культуры межличностного общения (работа в
команде, эффективное общение с коллегами), нести ответственность за результаты своего
труда
Социальная: Способствовать пониманию сущности и значимости будущей профессии.Перед обучающимися была поставлена цель:
Научиться производить сборку емкости на прихватках.
Производить сварку емкости согласно инструктивным указаниям.
Произвести испытание сваренной конструкции на герметичность, выявить дефекты и устранить
их.
Подобранное содержание урока, инструмент и оборудование, организация активной деятельности
обучающихся на всех этапах урока способствовали достижению поставленных целей.
Основываясь на психологических особенностях, обучающихся, на их ранее полученных умениях и
навыках, урок был построен так, что бы все без исключения чувствовали себя комфортно, и им
удалось достичь поставленной цели.
В ходе урока применяются следующие методы обучения: словесные (беседа, объяснение, работа с
инструкционной картой); нагляднодемонстрационные (личный показ мастером трудовых действий,
повторение обучающимися действий мастера); практические методы ( учебнопроизводственные
работы).
Рассмотрим этапы урока.
1. Организационный — была проведена проверка присутствующих обучающихся, внешнего вида,
назначение дежурных.
2.Вводный во время проведения вводного инструктажа проведено повторение ранее изученного
материала в форме фронтального опроса. Изложение нового материала осуществлялось методом
объяснения с элементами беседы и показом мастером трудовых приемов. Закрепление нового
материала проведено так же в форме фронтального опроса и воспроизведением показанных мастером
трудовых приемов. Выдано задание для самостоятельной работы, озвучены критерии оценок.
3. Текущий инструктаж проведены целевые обходы рабочих мест, целями которых являлись:
1.Проверка организация рабочего места.
2.Проверка соблюдения техники безопасности в процессе выполнения задания.
3.Выбор режима сварки.
4.Качество сборки, места постановки прихваток.
5.На выполнение самоконтроля в процессе выполнения заданий.
6.Контроль качества выполненной работы — проверка емкости на герметичность.
4. Заключительный
1. Подведение итогов выполненных работ.
2. Анализ работ обучающихся, разбор типичных ошибок.
3. Анализ соблюдения техники безопасности.
4. Анализ лучших работ
5. Объявление оценок обучающимся с учётом ответов на вводном инструктаже.
6.В качестве рефлексии проведен самоанализ выполненной работы.
7. Сообщена тема следующего урока.
8. Выдано домашнее задание.
В качестве результата урока можно рассматривать следующее:
1.При подготовке к уроку были учтены программные требования, ФГОС по профессии «Сварщик
(Электросварочные и газосварочные работы)».
2.Обучающиеся в течение всего занятия демонстрировали активность, организованность.
3.Заданный темп урока позволил рационально расходовать рабочее время, сделать урок
содержательным, интересным.
4.Выполненная обучающимися учебнопроизводственная работа, явилась показателем усвоения
учебного материала.
5.На протяжении всего урока осуществлялся контроль и самоконтроль.
6.Обучающие, развивающие, воспитательные и социальные задачи урока решались в единстве с
образовательной.
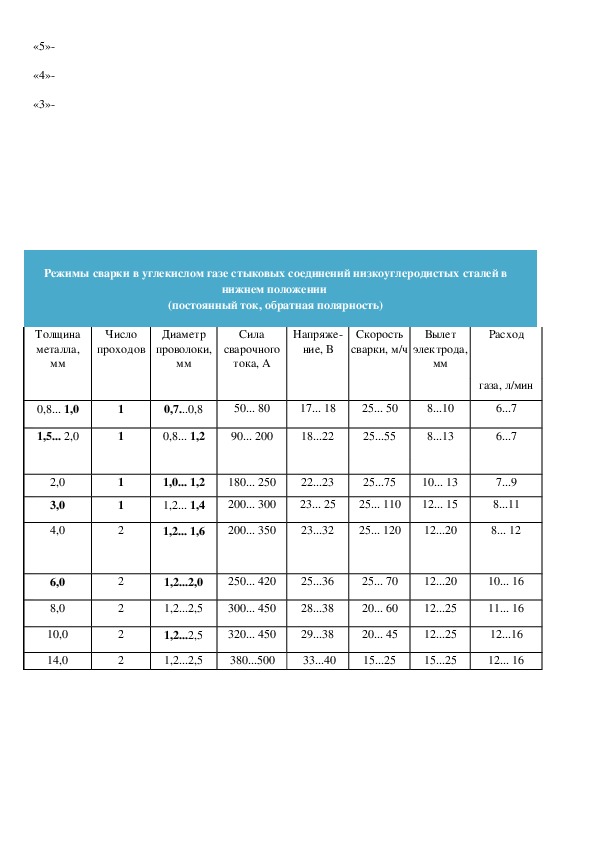
Считаю, что урок цели достиг, результаты самостоятельной работы:«5»
«4»
«3»
Режимы сварки в углекислом газе стыковых соединений низкоуглеродистых сталей в
нижнем положении
(постоянный ток, обратная полярность)
Толщина
металла,
мм
Число
проходов
Диаметр
проволоки,
мм
Сила
сварочного
тока, А
Напряже
ние, В
Скорость
сварки, м/ч
Вылет
электрода,
Расход
0,7...0,8
0,8... 1,2
1,0... 1,2
1,2... 1,4
1,2... 1,6
50... 80
17... 18
25... 50
90... 200
18...22
25...55
180... 250
22...23
25...75
200... 300
23... 25
25... 110
10... 13
12... 15
200... 350
23...32
25... 120
12...20
1,2...2,0
250... 420
25...36
25... 70
12...20
1,2...2,5
300... 450
28...38
20... 60
12...25
1,2...2,5
320... 450
29...38
20... 45
1,2...2,5
380...500
33...40
15...25
12...25
15...25
0,8... 1,0
1,5... 2,0
2,0
3,0
4,0
6,0
8,0
10,0
14,0
1
1
1
1
2
2
2
2
2
мм
8...10
8...13
газа, л/мин
6...7
6...7
7...9
8...11
8... 12
10... 16
11... 16
12...16
12... 16