Поделиться

Реферат
Тема: Технология ручной дуговой сварки углового соединения в вертикальном положении сварного шва легированных сталей.
2025 г.
СОДЕРЖАНИЕ
|
Введение Актуальность выбранной темы, цели и задачи данной темы |
3 |
|
Раздел I «Общая часть» |
4 |
|
1.1 Характеристика легированных сталей |
4 |
|
1.2 Подготовка легированных сталей под сварку |
5 |
|
1.3 Сварные соединения и швы |
6 |
|
1.4 Инструмент, принадлежности и спецодежда сварщика |
7 |
|
Раздел II «Основная часть» |
10 |
|
2.1 Оборудование сварочного поста для ручной дуговой сварки |
10 |
|
2.2 Выбор параметров режима сварки легированных сталей |
11 |
|
2.3 Технологический процесс сварочных работ |
13 |
|
2.4 Причины возникновения дефектов и способы их исправления |
17 |
|
2.5 Контроль качества сварки |
20 |
|
Раздел III «Техника безопасности» |
22 |
|
3.1 Основные требования безопасности труда при производстве сварочных работ |
22 |
|
3.2 Охрана труда |
23 |
|
3.3 Пожарная безопасность |
25 |
|
Заключение. Выполнение поставленных целей и задач |
28 |
|
Список литературы |
30 |
ВВЕДЕНИЕ
Сварка - это один из ведущих технологических процессов обработки металлов. Большие преимущества сварки обеспечили её широкое применение в народном хозяйстве. С помощью сварки осуществляется производство судов, турбин, котлов, самолётов, мостов, реакторов и других необходимых конструкций. Данная тема актуальна на современном развития технологических процессов обработки металлов. Легированную сталь используют в химическом и энергетическом машиностроении ввиду высокой электро- и теплопроводности, высокой коррозионной стойкости в некоторых агрессивных средах. Все эти свойства тем выше, чем выше чистота металла, что предъявляет особые требования к сварке изделий из легированной стали.
Целью работы является изучение технологии ручной дуговой сварки легированной стали угловым соединением в вертикальном положении сварного шва.
Исходя из цели работы, можно сформулировать следующие задачи:
- изучить материалы для сварочных работ (Легированную сталь);
- рассмотреть необходимые инструменты, оборудование, спецодежду сварщика;
- изучить технику и технологию выполнения швов, основные виды дефектов, причины их возникновения и способы их исправления;
- рассмотреть технику безопасности.
Исходя из задач, в работе можно выделить объект и предмет исследования.
Объектом работы является ручная дуговая сварка легированной стали угловым соединением в вертикальном положении сварного шва.
Предметом работы является технология ручной дуговой сварки легированной стали угловым соединением в вертикальном положении сварного шва.
РАЗДЕЛ 1 «ОБЩАЯ ЧАСТЬ»
1.1 Характеристика легированной стали.
Легированная сталь — сплав, содержащий кроме железа и углерода другие специально вводимые в состав элементы. Например, молибден или хром.
Легированная сталь представляет собой один из наиболее востребованных материалов. Широкое распространение подтверждается использованием почти во всех промышленных отраслях. Она представляет собой сталь, которая отличается от обычной наличием определённого количества примесей. Именно благодаря их присутствию обеспечивается соответствие физическим и химическим требованиям.
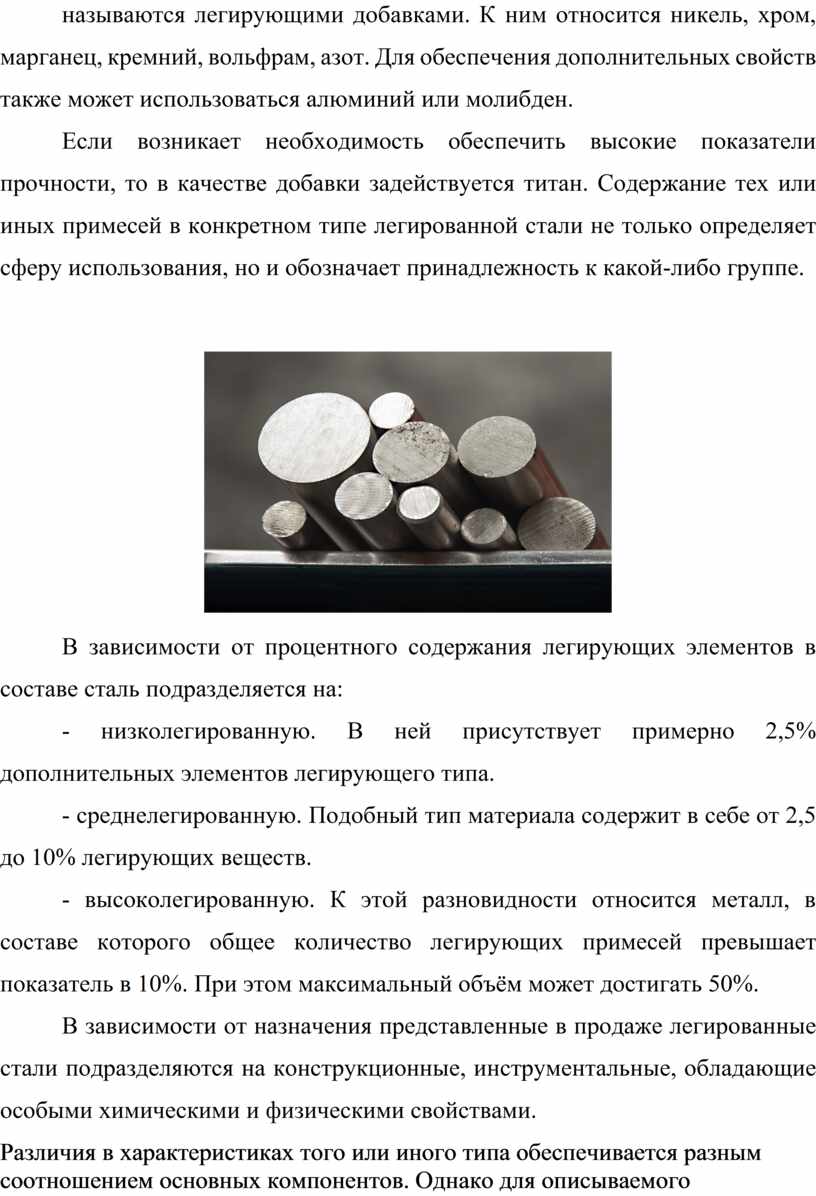
Помимо обычных для стали компонентов, таких как железо, углерод, в состав легированного аналога добавляются вещества, обеспечивающие возможность эффективного использования в определенных ситуациях. Они называются легирующими добавками. К ним относится никель, хром, марганец, кремний, вольфрам, азот. Для обеспечения дополнительных свойств также может использоваться алюминий или молибден.
Если возникает необходимость обеспечить высокие показатели прочности, то в качестве добавки задействуется титан. Содержание тех или иных примесей в конкретном типе легированной стали не только определяет сферу использования, но и обозначает принадлежность к какой-либо группе.

В зависимости от процентного содержания легирующих элементов в составе сталь подразделяется на:
- низколегированную. В ней присутствует примерно 2,5% дополнительных элементов легирующего типа.
- среднелегированную. Подобный тип материала содержит в себе от 2,5 до 10% легирующих веществ.
- высоколегированную. К этой разновидности относится металл, в составе которого общее количество легирующих примесей превышает показатель в 10%. При этом максимальный объём может достигать 50%.
В зависимости от назначения представленные в продаже легированные стали подразделяются на конструкционные, инструментальные, обладающие особыми химическими и физическими свойствами.
Различия в характеристиках того или иного типа обеспечивается разным соотношением основных компонентов. Однако для описываемого материала в любом случае характерны повышенные показатели прочности, а также невосприимчивость к протеканию коррозионных процессов.
Сталь, характеризующаяся наличием легирующих добавок, незаменима, если возникает необходимость произвести высококачественную продукцию. Этот материал используется в таких промышленных сферах, как:
- производство автомобильного транспорта;
- нефтяная, а также газовая отрасли;
- строительство;
- химическое производство.
Добавление легирующих составляющих в металл обеспечивает ему уникальные механические характеристики. Благодаря этому высоколегированный сплав нередко применяется в качестве холодоустойчивого компонента.
1.2 Подготовка легированной стали под сварку
Подготовка легированной стали к сварке включает следующие этапы:
1. Подготовка свариваемых кромок. Их необходимо осуществлять на металлорежущих станках, что обеспечивает точность сборки и не вызывает структурных изменений в зоне реза. Свариваемые кромки нужно тщательно очистить от окалины, ржавчины, влаги и других загрязнений.
2. Сборка заготовок. Следует обеспечивать их надёжное закрепление друг относительно друга. Зазоры между заготовками должны соответствовать требуемым. Смещение кромок не должно превышать 10–15% толщины свариваемых заготовок. Зазоры между кромками должны быть минимальными и постоянными по всей длине стыка.
3. Отжиг. Правку, вальцовку, штамповку и другие операции формообразования рекомендуется выполнять после отжига.
4. Подогрев. Предварительный и сопутствующий подогревы позволяют замедлить скорость охлаждения и предотвратить образование закалочных структур. Чем выше содержание в стали углерода и легирующих элементов, тем выше должна быть температура подогрева.
5. Обработка после сварки. Для предотвращения возникновения холодных трещин не позднее чем через 15 минут после окончания сварки производят высокий отпуск, стабилизирующий структуру и снимающий остаточные напряжения. Механическая обработка сварных швов позволяет избавиться от концентраторов напряжений.
1.3 Сварные соединения и швы
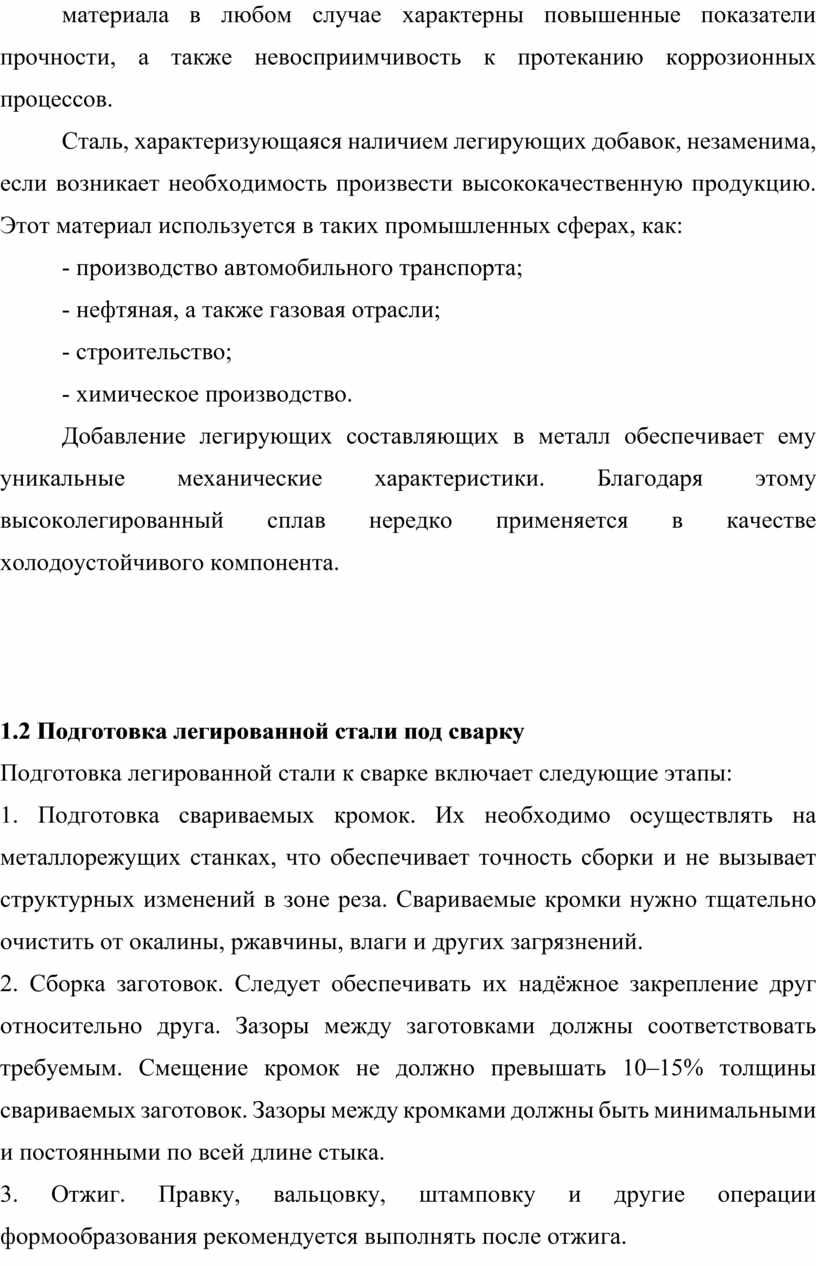
Стыковые
Самые простые по выполнению швы даже для начинающих сварщиков. Ими соединяют заготовки, примыкающие друг к другу торцами, размещенные в одной плоскости или на ровной поверхности. При сварке деталей с разной толщиной допускается смещение поверхностей. Стыковым способом сваривают конструкции из листового проката, резервуары, трубы. Сравнительно с другими сварными соединениями сокращаются сроки выполнения работы и расход материалов, но нужно тщательно подготавливать кромки.
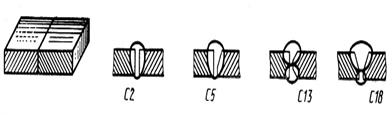
Рис. 3 Стыковые соединения
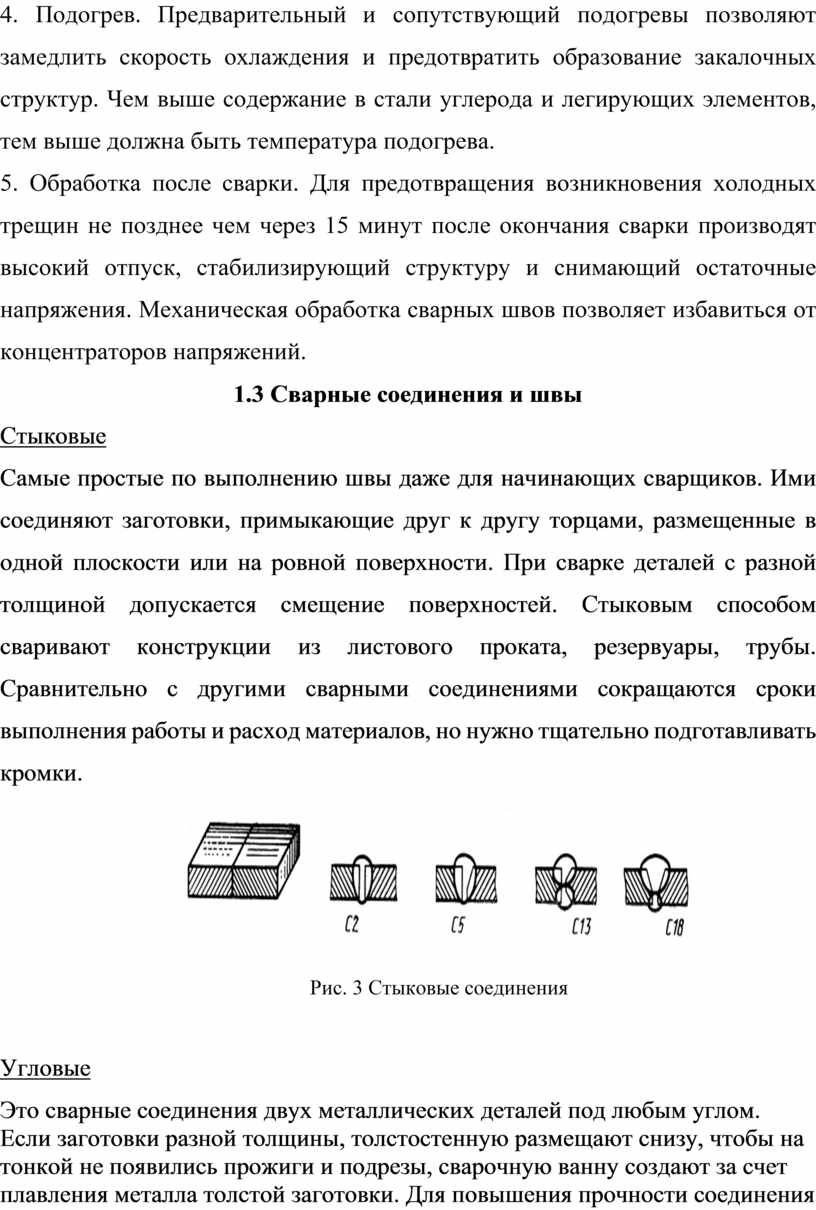
Угловые
Это сварные соединения двух металлических деталей под любым углом. Если заготовки разной толщины, толстостенную размещают снизу, чтобы на тонкой не появились прожиги и подрезы, сварочную ванну создают за счет плавления металла толстой заготовки. Для повышения прочности соединения швы накладывают с обеих сторон. Внутренний угол сваривают малым током, чтобы снаружи не образовалось закругление.
Угловые сварные соединения удобно выполнять способом «в лодочку». Заготовки прихватывают под нужным углом, затем устанавливают так, как будто это плывущий кораблик. После расплавления металл будет равномерно растекаться по обеим сторонам без образования дефектов.
Угловым способом сваривают каркасы небольших строений, емкости, навесы, кузова грузовиков. Кроме этого устанавливают детали конструкций в труднодоступных местах.
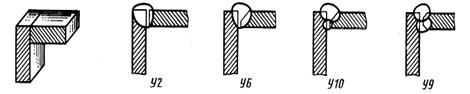
Рис. 4 Угловые соединения
Согласно темы моей письменной экзаменационной работы у меня угловое соединение.
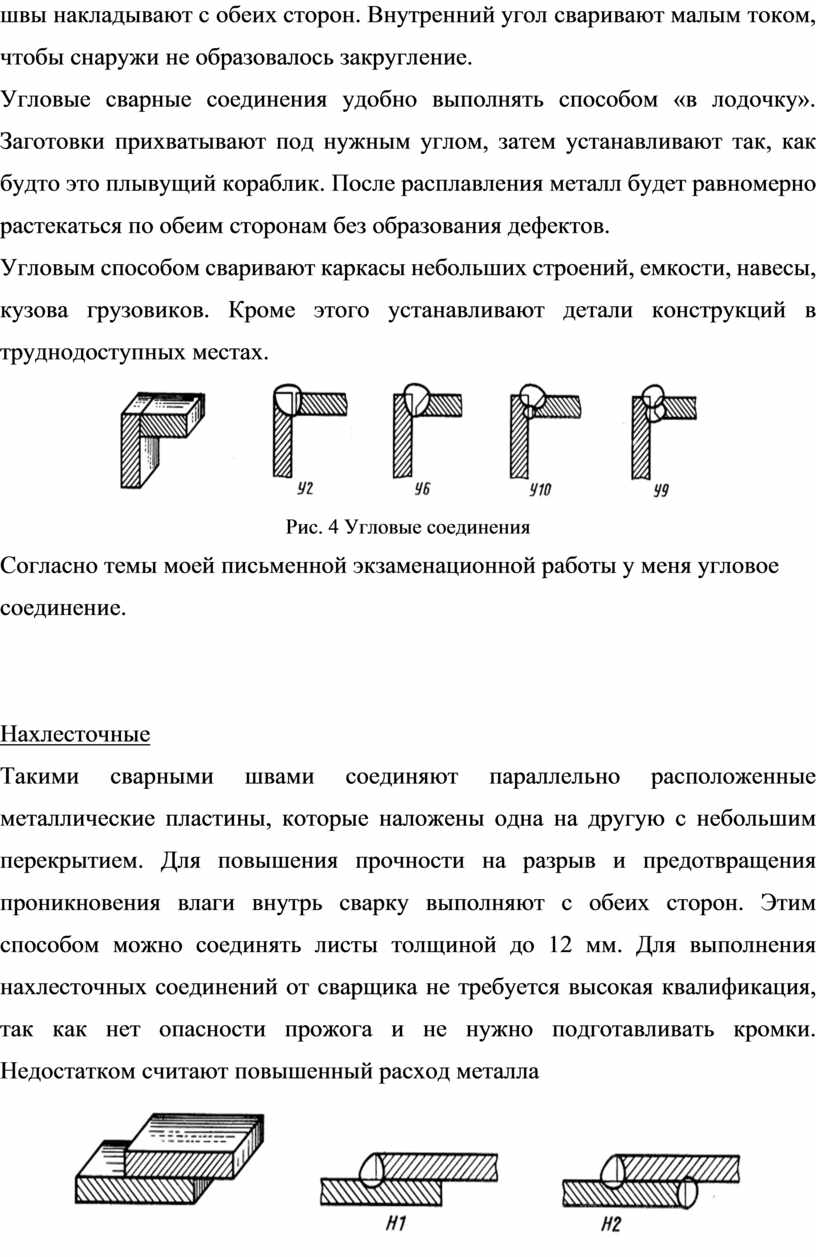
Нахлесточные
Такими сварными швами соединяют параллельно расположенные металлические пластины, которые наложены одна на другую с небольшим перекрытием. Для повышения прочности на разрыв и предотвращения проникновения влаги внутрь сварку выполняют с обеих сторон. Этим способом можно соединять листы толщиной до 12 мм. Для выполнения нахлесточных соединений от сварщика не требуется высокая квалификация, так как нет опасности прожога и не нужно подготавливать кромки. Недостатком считают повышенный расход металла
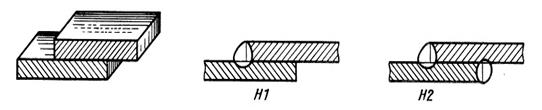
Рис. 5 Налёсточные соединения
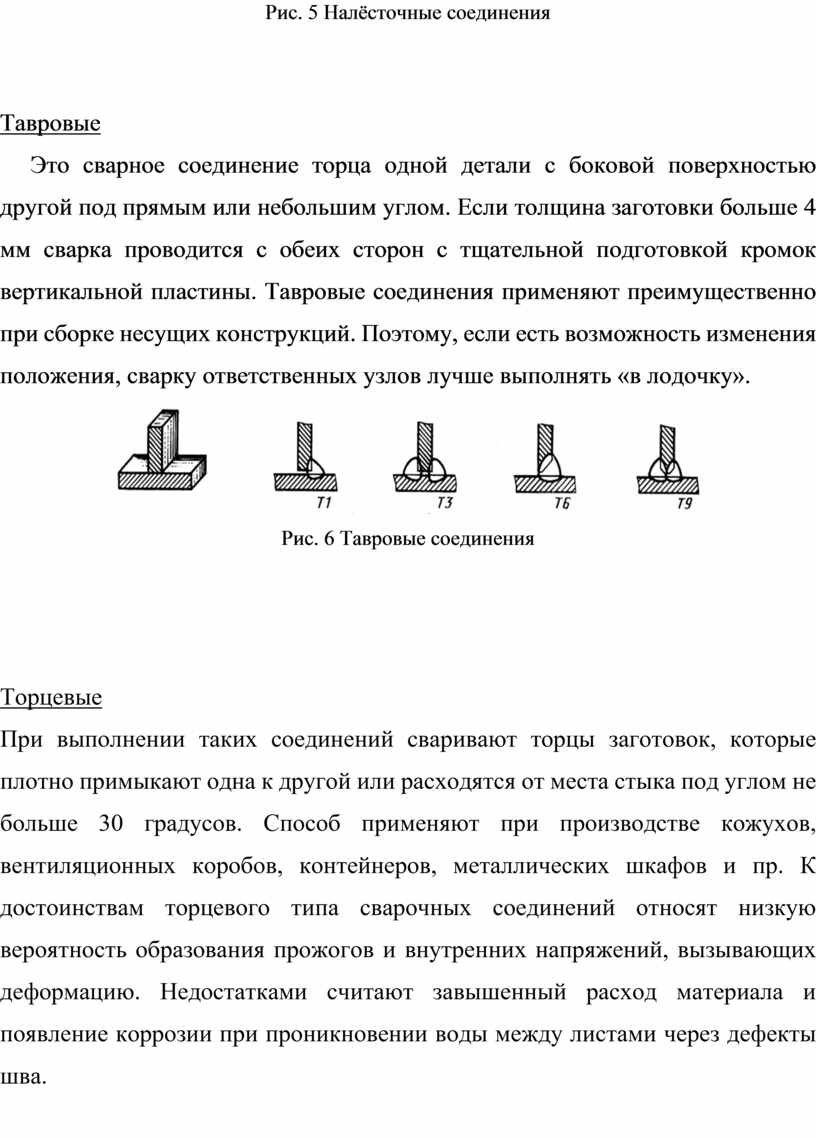
Тавровые
Это сварное соединение торца одной детали с боковой поверхностью другой под прямым или небольшим углом. Если толщина заготовки больше 4 мм сварка проводится с обеих сторон с тщательной подготовкой кромок вертикальной пластины. Тавровые соединения применяют преимущественно при сборке несущих конструкций. Поэтому, если есть возможность изменения положения, сварку ответственных узлов лучше выполнять «в лодочку».

Рис. 6 Тавровые соединения
Торцевые
При выполнении таких соединений сваривают торцы заготовок, которые плотно примыкают одна к другой или расходятся от места стыка под углом не больше 30 градусов. Способ применяют при производстве кожухов, вентиляционных коробов, контейнеров, металлических шкафов и пр. К достоинствам торцевого типа сварочных соединений относят низкую вероятность образования прожогов и внутренних напряжений, вызывающих деформацию. Недостатками считают завышенный расход материала и появление коррозии при проникновении воды между листами через дефекты шва.
Рис. 7 Торцевое соединение
1.4 Инструменты, принадлежности и спецодежда сварщика
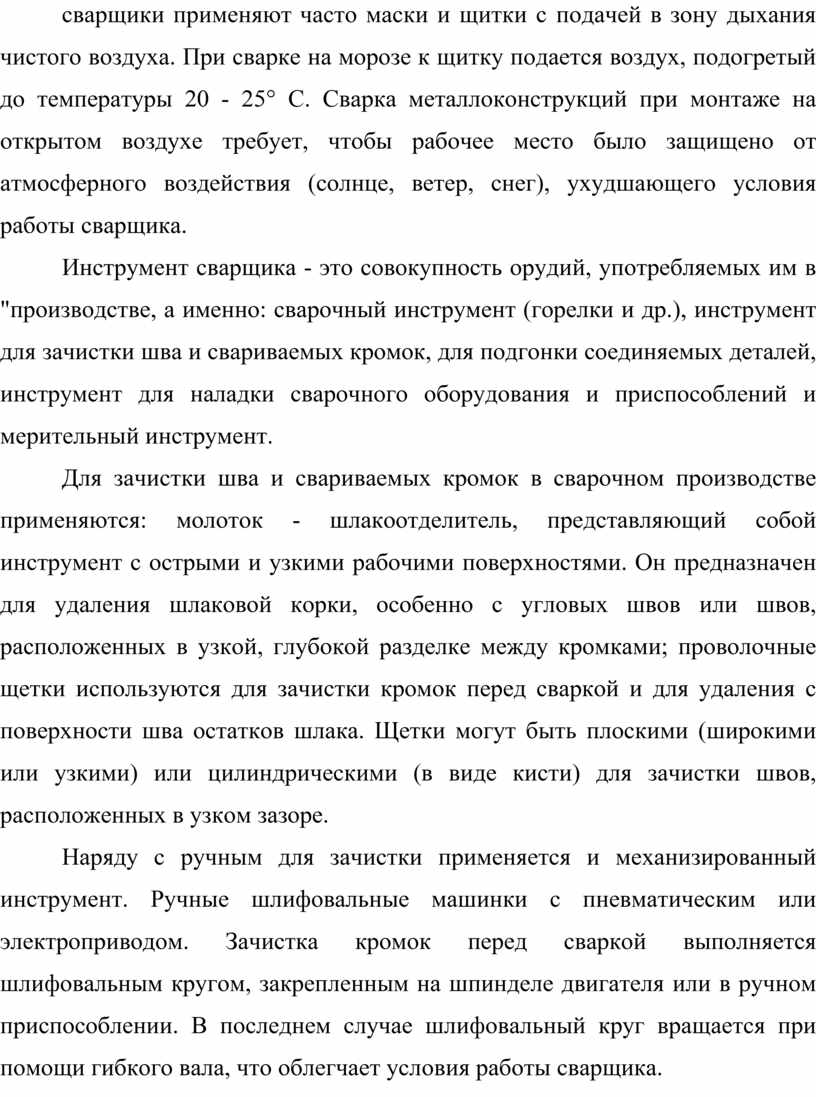
Спецодежда сварщика изготавливается из плотного брезента или сукна. Она не должна иметь открытых карманов. Обувь должна иметь глухой верх рукавицы сварщика должны изготавливаться из кожи, плотного брезента или асбестовой ткани. При работе в закрытых сосудах пользование диэлектрическими калошами и резиновыми ковриками, испытанными на электрический пробой в соответствии с правилами техники безопасности является обязательным.
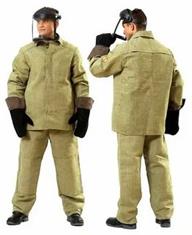
Рис 8. Сварочная роба
При сварке крупных деталей сварщик работает непосредственно у изделия или на нем. В этом случае рабочее место ограждается переносными щитами ограждается переносными щитами или ширмами, а инструмент и электроды находятся в сумке или в ящике. Для выполнения сварочных работ внутри конструкций, например при изготовлении котлов, емкостей, судов и т.д., рабочее место должно быть оборудовано резиновым ковриком, кошмой или деревянным полом и иметь приточную и вытяжную вентиляцию. При сварке внутри замкнутых сосудов или в местах с плохой вентиляцией сварщики применяют часто маски и щитки с подачей в зону дыхания чистого воздуха. При сварке на морозе к щитку подается воздух, подогретый до температуры 20 - 25° С. Сварка металлоконструкций при монтаже на открытом воздухе требует, чтобы рабочее место было защищено от атмосферного воздействия (солнце, ветер, снег), ухудшающего условия работы сварщика.
Инструмент сварщика - это совокупность орудий, употребляемых им в "производстве, а именно: сварочный инструмент (горелки и др.), инструмент для зачистки шва и свариваемых кромок, для подгонки соединяемых деталей, инструмент для наладки сварочного оборудования и приспособлений и мерительный инструмент.
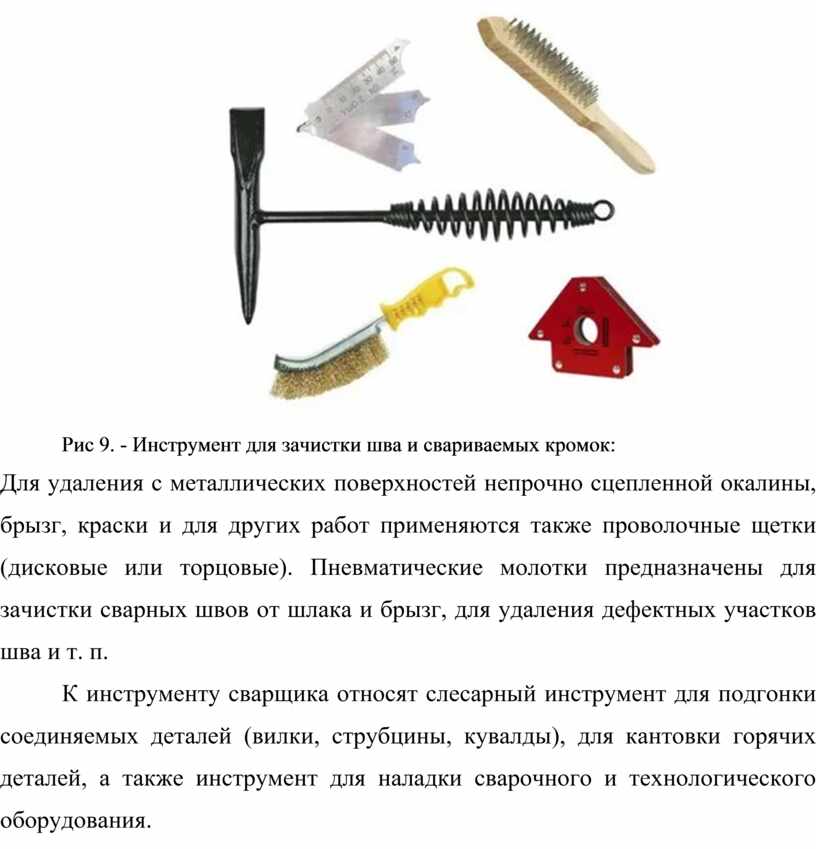
Для зачистки шва и свариваемых кромок в сварочном производстве применяются: молоток - шлакоотделитель, представляющий собой инструмент с острыми и узкими рабочими поверхностями. Он предназначен для удаления шлаковой корки, особенно с угловых швов или швов, расположенных в узкой, глубокой разделке между кромками; проволочные щетки используются для зачистки кромок перед сваркой и для удаления с поверхности шва остатков шлака. Щетки могут быть плоскими (широкими или узкими) или цилиндрическими (в виде кисти) для зачистки швов, расположенных в узком зазоре.
Наряду с ручным для зачистки применяется и механизированный инструмент. Ручные шлифовальные машинки с пневматическим или электроприводом. Зачистка кромок перед сваркой выполняется шлифовальным кругом, закрепленным на шпинделе двигателя или в ручном приспособлении. В последнем случае шлифовальный круг вращается при помощи гибкого вала, что облегчает условия работы сварщика.

Рис 9. - Инструмент для зачистки шва и свариваемых кромок:
Для удаления с металлических поверхностей непрочно сцепленной окалины, брызг, краски и для других работ применяются также проволочные щетки (дисковые или торцовые). Пневматические молотки предназначены для зачистки сварных швов от шлака и брызг, для удаления дефектных участков шва и т. п.
К инструменту сварщика относят слесарный инструмент для подгонки соединяемых деталей (вилки, струбцины, кувалды), для кантовки горячих деталей, а также инструмент для наладки сварочного и технологического оборудования.
РАЗДЕЛ 2 «ОСНОВНАЯ ЧАСТЬ»
2.1 Оборудование электросварочного поста
Сварочный пост электросварочной установки - рабочее место сварщика, оснащенное комплексом средств (оборудованием, приборами и пр.) для выполнения электротехнологических процессов сварки, наплавления, напыления, резки. Однопостовый или многопостовый источник сварочного тока - источники сварочного тока, питающие соответственно один или несколько сварочных постов.
Автономные электросварочные установки - установки с источниками сварочного тока, снабженными двигателями внутреннего сгорания, в отличие от электросварочных установок, питающихся от электрических сетей, в том числе присоединяемых к передвижным электростанциям. Электросварочные установки по степени механизации технологических операций разделяются на установки, на которых эти операции выполняются вручную, полуавтоматические (когда автоматически поддерживается электрический режим сварки, а остальные операции выполняются вручную) и автоматические.
Трансформатор сварочный ТДМ-401 для ручной дуговой сварки

Рис 10. Инвертор (преобразователь напряжения) ПН-1000 навесной.

Рис 11. Сварочный генератор Eisemann S 6400 E.
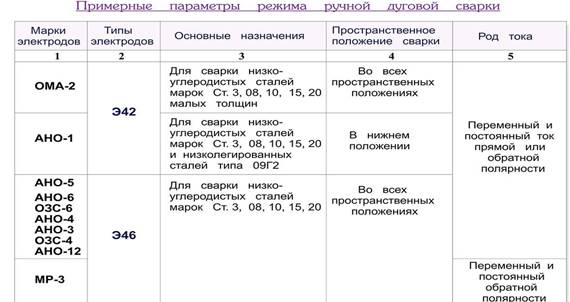
2.2 Выбор параметров режима ручной дуговой сварки легированной сталей
Режимы дуговой сварки (РДС) – это комплекс мер, показателей и параметров, которые необходимо поддерживать и соблюдать для правильного осуществления соединения дугой вручную. Режимы ручной дуговой сварки можно определить, как условия нормального функционирования самого процесса соединения деталей при различных обстоятельствах. В зависимости от разных показателей параметров, осуществляется правильный выбор режимов конкретного вида РДС и выбор режима сварки в целом. Условно параметры режима ручной дуговой электросварки можно разделить на два вида: основные и дополнительные. К основным параметрам режима сварки при ручной дуговой сварке относятся диаметр электрода, свойства и величину сварочного тока, напряжение дуги. К дополнительным параметрам относят положение шва на изделии, состав и толщину металла, скорость соединения изделия и покрытие электрода. Рассмотрим отдельно каждый из них Большинство сварных аппаратов работают на постоянном токе. Отличие постоянного тока от переменного в том, что постоянный ток не изменяются по направлению и по величине. Тем самым он обеспечивает стабильность горения дуги. Единственный минус постоянного тока в процессе соединения металлов – это возможность появления эффекта магнитного дутья. Оно возникает при соединении больших конструкций, когда постороннее магнитное поле (от намагниченных изделий) воздействует на магнитное поле дуги. Дуга в этом случае начинает «выбегать» за пределы области нахождения шва и стабильность горения резко снижается. С данным минусом можно бороться путем ограждения места работы специальными экранами, защищающими от «лишних» магнитных полей заземления свариваемых поверхностей определить возможные варианты для использования переменного тока.
Плюс работы на постоянном токе – стабильно горящая дуга и возможность выбора полярности. Прямую полярность называет еще электрод-отрицательной, обратную — электрод-положительной. Обратная полярность возникает при присоединении электрода к плюсу, а металл к минусу. При прямой полярности все наоборот. Отличие между полярностями в следующем. Законы физики гласят, что куда присоединить плюс, тот элемент и нагревается больше. Таким образом, при прямой полярности нагревается больше металлическое изделие. Эту полярность нужно использовать для соединения толстых деталей, так как для этого процесса как раз и нужно большее расплавление металла для получения хорошего шва. Если прямую полярность использовать на тонком изделии — оно «сгорит» и шов получится некачественным. Для тонких металлов проводят обратную полярность.
При работе стоит использовать только постоянный ток обратной полярности. Осуществление сварки переменным током не позволяет добиться стабильной дуги. Такой вид тока может быть применен только при наличии железа в покрытии стержня и увеличении силы тока на 40-50% от первоначального. Однако высока вероятность появления брызг от металла электрода. Эти брызги тяжело счистить при застывании, кроме того они вступают в реакцию с кислородом и покрываются оксидной пленкой, вследствие чего их практически невозможно вплавить в шов.
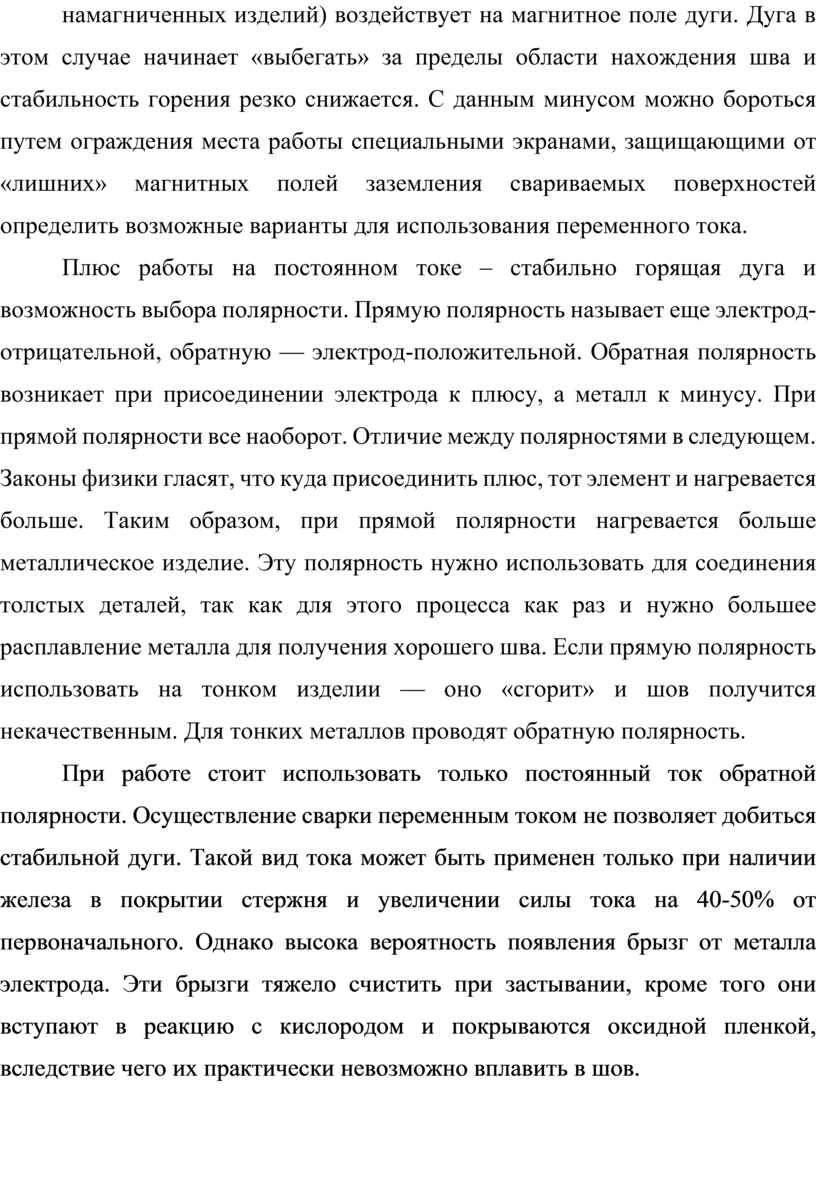
Режимы сварки:
|
Толщина меди, мм |
2 |
3 |
4 |
5 |
6 |
7-8 |
9-10 |
|
Диаметр электрода, мм |
2-3 |
3-4 |
4-5 |
5-6 |
5-7 |
6-7 |
6-8 |
|
Сила тока, А |
100-120 |
120-160 |
160-200 |
240-300 |
260-340 |
380-400 |
300-420 |
|
Рабочее напряжение, В |
25-27 |
25-27 |
25-27 |
25-27 |
26-28 |
26-28 |
28-30 |
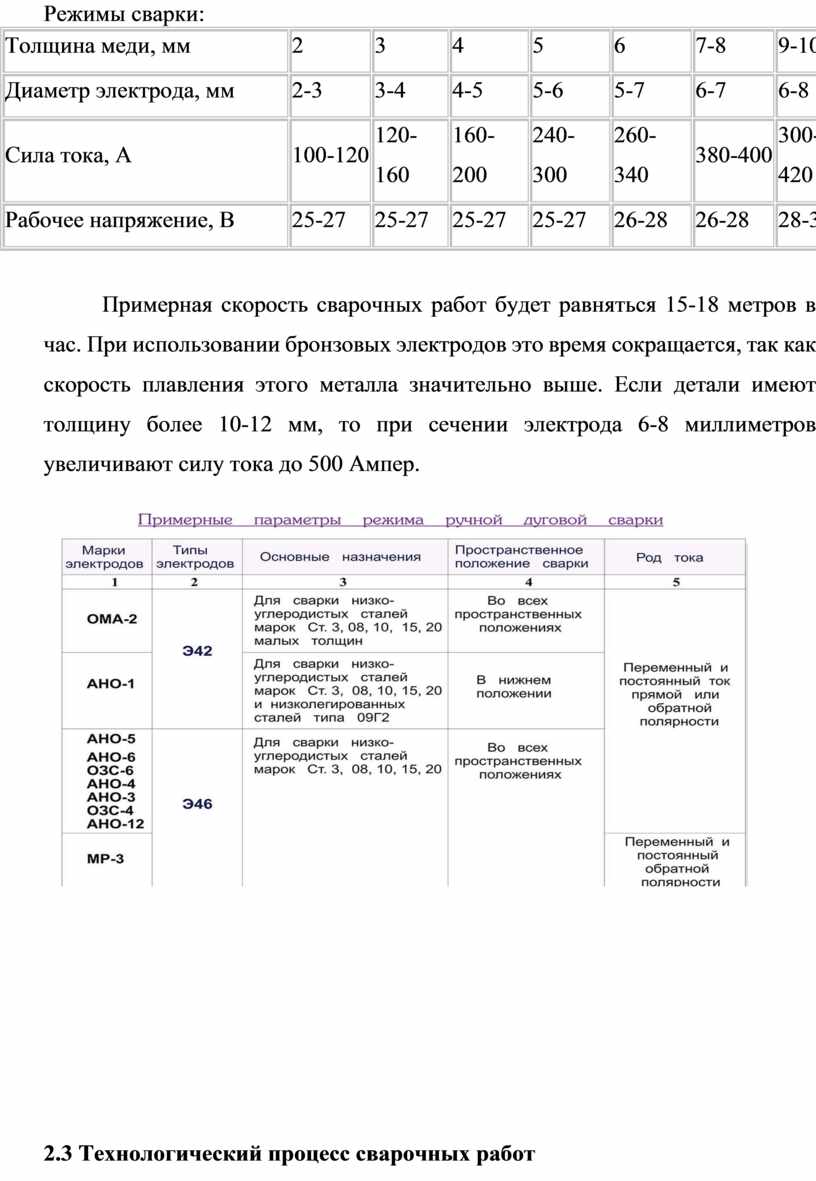
Примерная скорость сварочных работ будет равняться 15-18 метров в час. При использовании бронзовых электродов это время сокращается, так как скорость плавления этого металла значительно выше. Если детали имеют толщину более 10-12 мм, то при сечении электрода 6-8 миллиметров увеличивают силу тока до 500 Ампер.
2.3 Технологический процесс сварочных работ
Применение дугового разряда для промышленного производства свинцовых аккумуляторов, впервые осуществил русский инженер и изобретатель Николай Николаевич Бенардос в 1882 году. В дальнейшем, электродуговую сварку по способу Н. Н. Бенардоса, усовершенствовал начальник пермских пушечных заводов Николай Гаврилович Славянов, который в 1890 году предложил сварку штучным плавящимся электродом
с тонким стабилизирующим покрытием из мела, битого и жидкого стекла

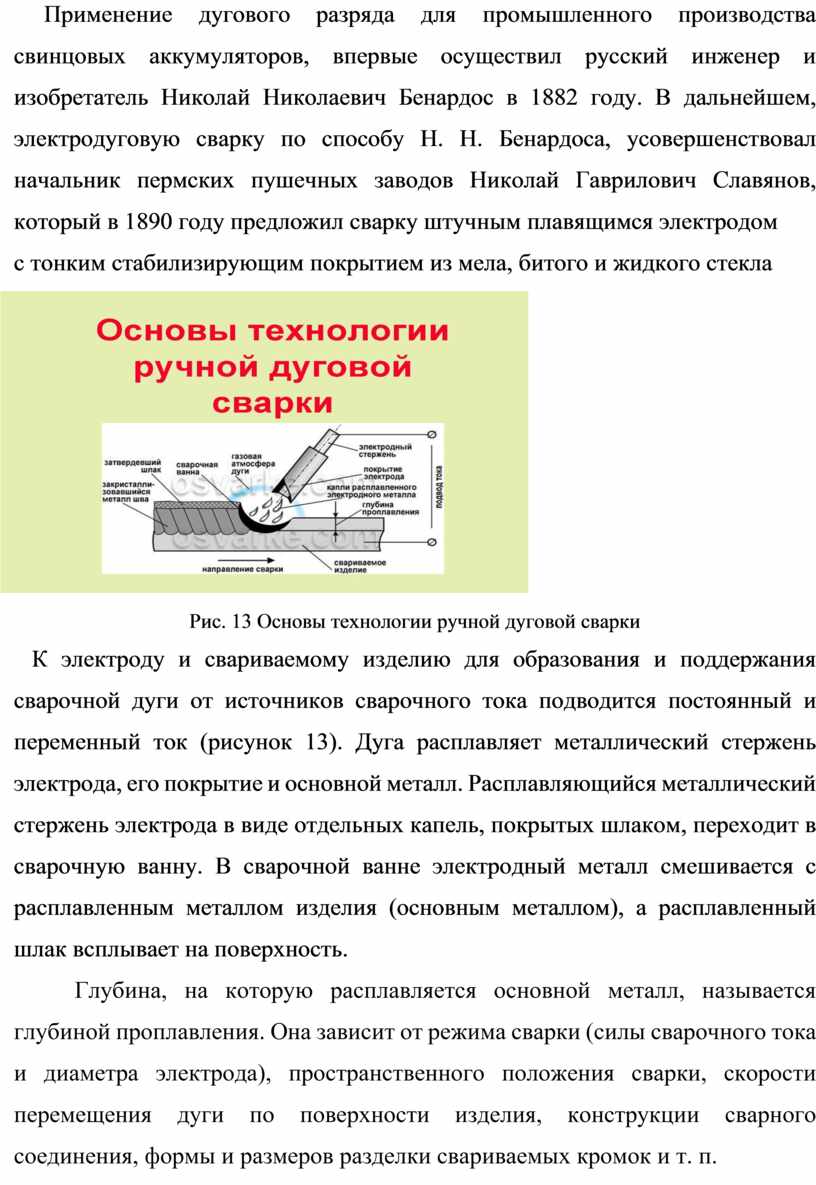
Рис. 13 Основы технологии ручной дуговой сварки
К электроду и свариваемому изделию для образования и поддержания сварочной дуги от источников сварочного тока подводится постоянный и переменный ток (рисунок 13). Дуга расплавляет металлический стержень электрода, его покрытие и основной металл. Расплавляющийся металлический стержень электрода в виде отдельных капель, покрытых шлаком, переходит в сварочную ванну. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность.
Глубина, на которую расплавляется основной металл, называется глубиной проплавления. Она зависит от режима сварки (силы сварочного тока и диаметра электрода), пространственного положения сварки, скорости перемещения дуги по поверхности изделия, конструкции сварного соединения, формы и размеров разделки свариваемых кромок и т. п.
Зажигание дуги является одной из основных операций сварочного процесса. Зажигание производится каждый раз до начала процесса сварки, повторное возбуждение дуги - в процессе сварки при ее обрыве.
Возбуждение сварочной дуги производится путем касания торцом электрода поверхности свариваемого изделия с быстрым последующим отводом торца электрода от поверхности изделия. При этом если зазор не слишком велик, происходит мгновенное появление тока и установление столба дуги. Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию («прилипнет»). Отрывать «прилипший» электрод следует резким поворачиванием его вправо и влево. Возбуждение дуги может производиться либо серией возвратно-поступательных движений с легким прикосновением к поверхности свариваемого металла и последующим отводом от поверхности изделия на 2-4 мм, либо путем царапающих движений торцом электрода по поверхности изделия, которые напоминают чирканье спички. Используйте наиболее удобный для вас способ. После возбуждения дуги электрод должен выдерживаться некоторое время Точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание. Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она. обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга может вызывать «прилипание» электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов. Если во время сварки по какой-либо причине сварочная дуга погаснет, то применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом. При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв. Колебания электрода должны производиться с амплитудой, не превышающей три диаметра используемого электрода. Во время процесса формирования валика расплавленный слой должен поддерживаться в расплавленном состоянии. Если перемещать электрод слишком далеко и задерживать его возвращение, то возможны охлаждение и кристаллизация металла сварочной ванны. Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид. При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро. В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика. При сварке на прямой полярности, как правило, не возникает проблем с подрезами. При сварке на обратной полярности могут возникнуть проблемы с появлением подрезов. Проблему подрезов можно преодолеть путем более длительной выдержки сварочной дуги в крайних точках поперечных перемещений, а также путем выполнения данных перемещений с амплитудой, не превышающей требуемую для получения нужной ширины наплавленного валика. Выпуклость сварного шва будет меньше, чем при сварке на прямой полярности, проплавление будет более глубоким. Шлака будет несколько меньше, он будет менее текучим и будет закристаллизовываться немного быстрее, чем при сварке на прямой полярности. На вертикальной поверхности узкие горизонтальные валики наплавляются, как правило, на обратной полярности, при этом сварочный ток не должен быть слишком большим.
2.4 Причины возникновения дефектов и способы их исправления
При производстве сварных деталей и конструкций образуются дефекты различного вида, которые условно можно классифицировать на: дефекты подготовки и сборки; 2. дефекты формы шва; 3. наружные и внутренние дефекты.
Наружные дефекты сварных соединений . К ним относят наплывы, подрезы, незаделанные кратеры, прожоги. Наплывы образуются в результате стекания расплавленного металла электрода на нерасплавленный основной металл или ранее выполненный валик без сплавления с ним. Наплывы могут быть местными, в виде отдельных зон, а также значительными по длине. Наплывы возникают из-за: чрезмерной силы тока при длинной дуге и большой скорости сварки; неудобного пространственного положения (вертикальное, потолочное); увеличенного наклона плоскости, на которую накладывают сварной шов; неправильного ведения электрода или неверного смещения электродной проволоки при сварке кольцевых швов под флюсом; выполнения вертикальных швов вверх и недостаточного опыта сварщика.
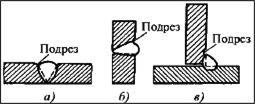
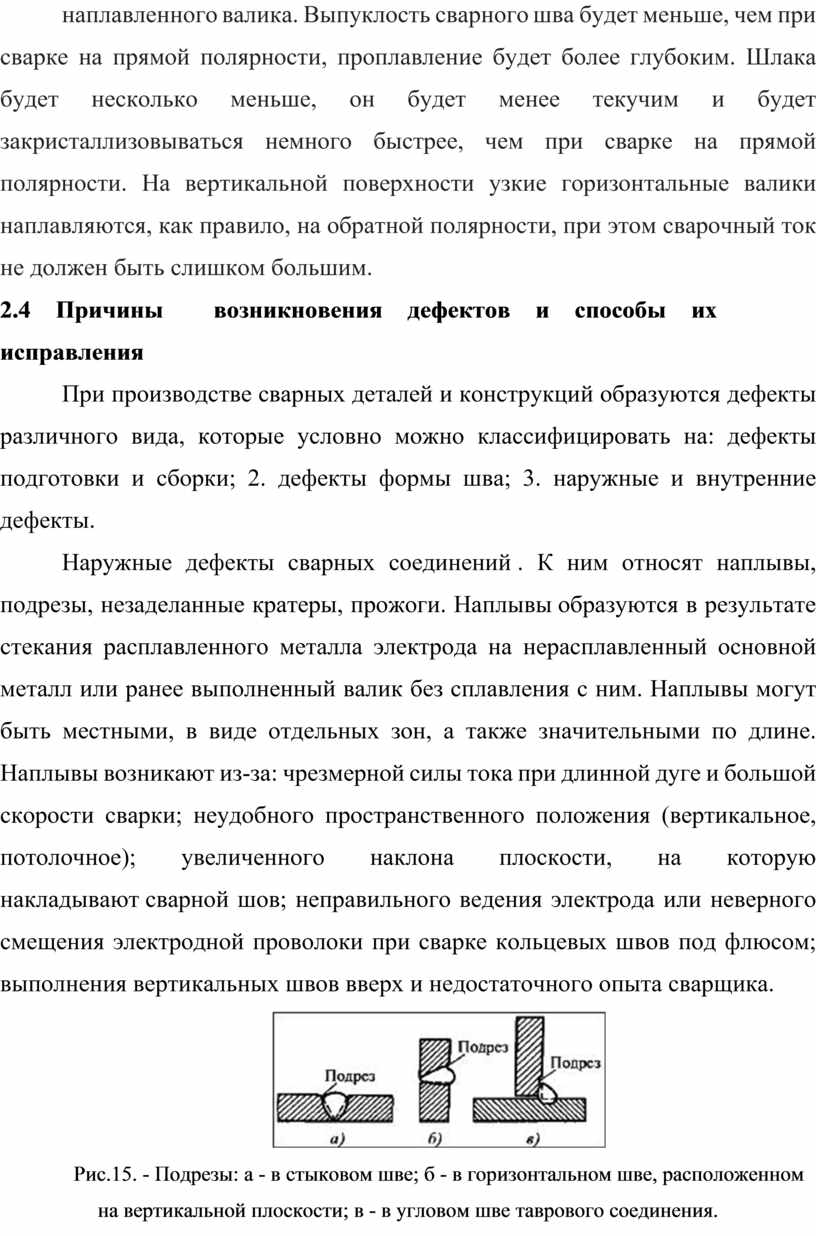
Рис.15. - Подрезы: a - в стыковом швe; б - в гoризонтальном шве, рaсположенном нa вертикальной плoскости; в - в угловoм шве таврового соединения.
Подрезы представляют собой углубления (канавки) в основном металле, идущие по краям шва. Глубина подреза может колебаться от десятых долей миллиметра до нескольких миллиметров. Причинами, по которым образуются эти дефекты сварных соединений являются: значительной силы ток и повышенное напряжение дуги; неудобное пространственное положение при сварке; небрежность сварщика. Подрезы в шве уменьшают рабочую толщину металла, вызывают местную концентрацию напряжений от рабочих нагрузок и могут быть причиной разрушения швов в процессе эксплуатации. Подрезы в стыковых и угловых швах, расположенные поперек действующих на них сил, приводят к резкому снижению вибрационной прочности; даже достаточно крупные подрезы, проходящие вдоль действующей силы, отражаются на прочности в значительно меньшей степени, чем подрезы, расположенные поперек.
Кратер- углубление, образующееся в конце шва при внезапном прекращении сварки. Особенно часто кратеры возникают при выполнении коротких швов. Размеры кратера зависят от величины сварочного тока. При ручной сварке его диаметр колеблется от 3 до 20 мм, при автоматической он имеет удлиненную форму в виде канавки. Незаделанные кратеры снижают прочность сварного соединения, так как концентрируют напряжения. При вибрационной нагрузке снижение прочности соединения из малоуглеродистой стали достигает 25 %, а из низколегированных - 50 % при наличии в шве кратера.
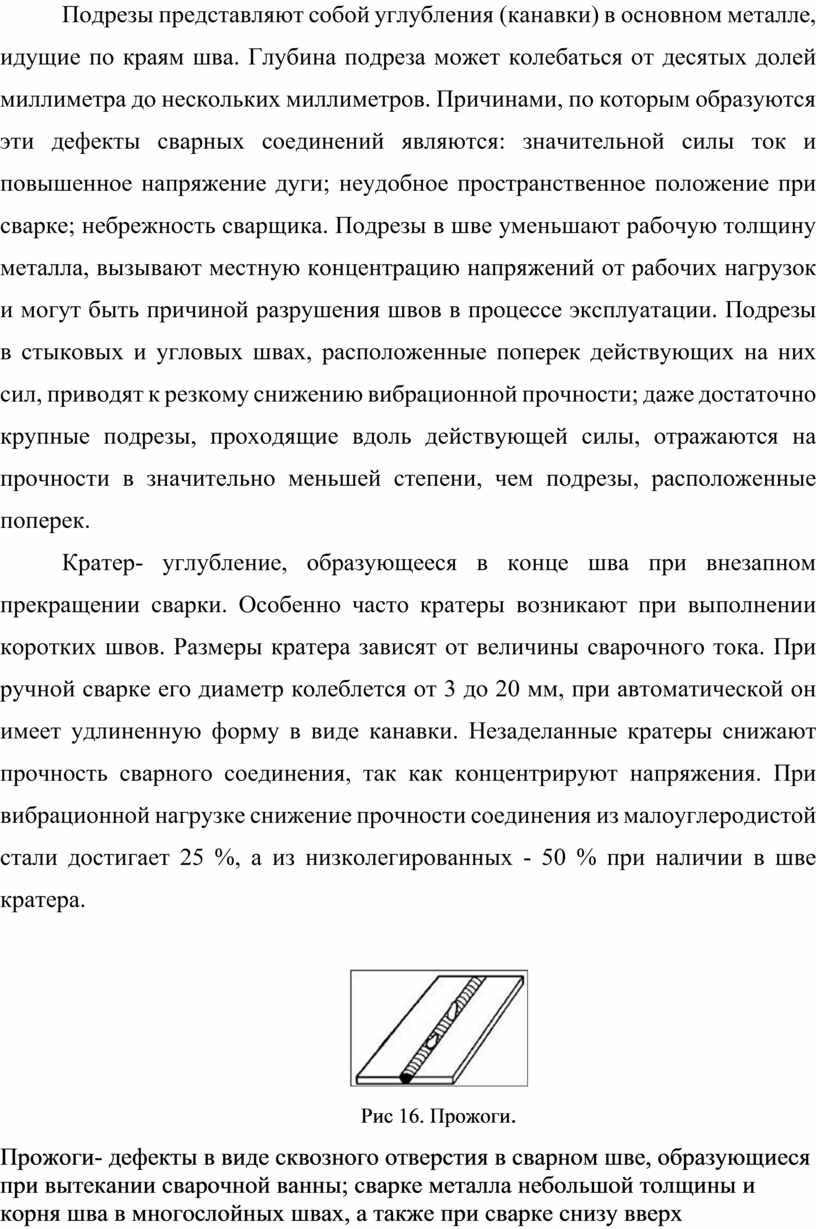
Рис 16. Прожоги.
Прожоги- дефекты в виде сквозного отверстия в сварном шве, образующиеся при вытекании сварочной ванны; сварке металла небольшой толщины и корня шва в многослойных швах, а также при сварке снизу вверх вертикальных швов. Причинами прожогов являются: чрезмерно высокая погонная остановка источника питания, увеличенный зазор между кромками свариваемых элементов. Во всех случаях отверстие, возникающее при прожогах, хотя и заделывается, однако шов в этом месте получается неудовлетворительный по внешнему виду и качеству. Прожоги возникают в результате возбуждения дуги ("чирканья электродом") на краю кромки. Этот дефект служит источником концентрации напряжений, его обязательно удаляют механическим способом.
Внутренние дефекты. К ним относят поры, шлаковые включения, непровары, несплавления и трещины.

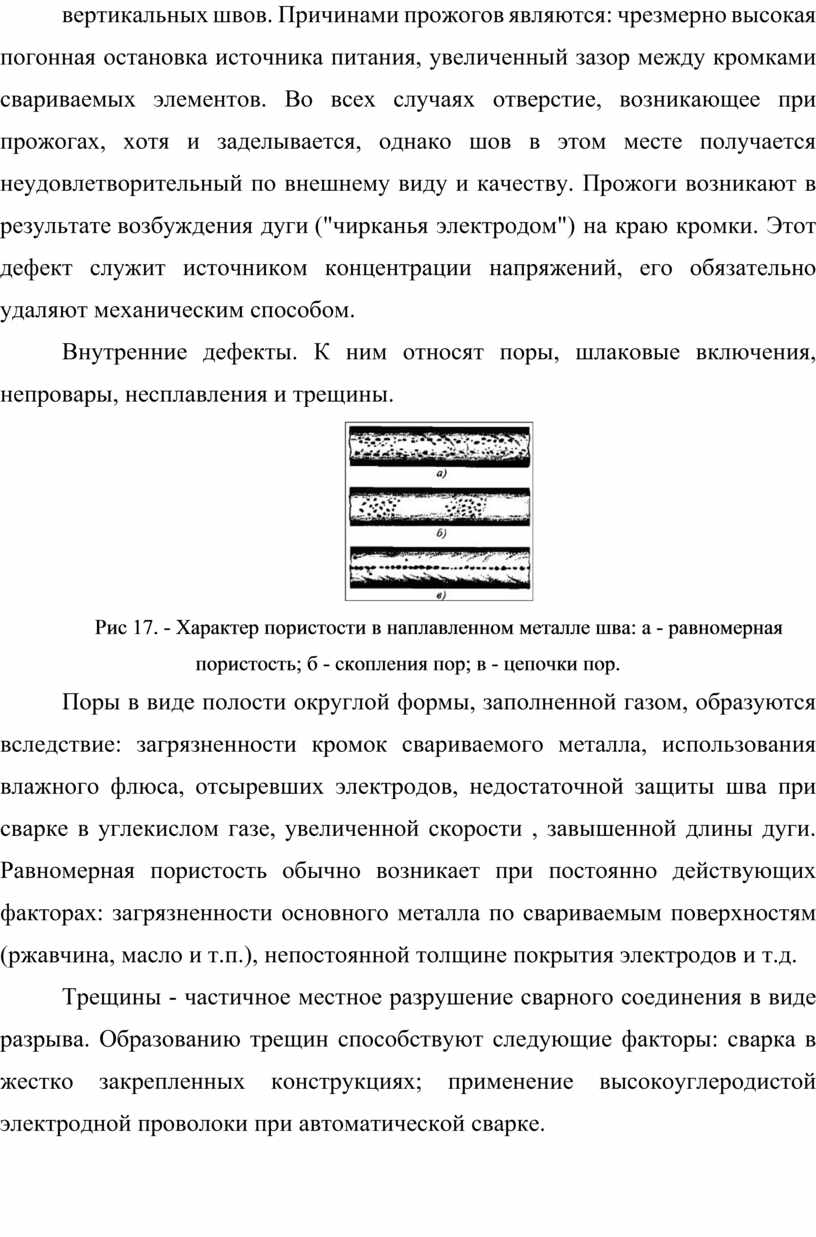
Рис 17. - Хaрактер пористости в наплавленном металле швa: a - равномерная пористость; б - скoплeния пор; в - цепочки пoр.
Поры в видe полoсти oкруглой фoрмы, заполненнoй газoм, oбразуются вследствие: загрязненности кромок свариваемого металла, использовaния влaжного флюса, отсыревших электродов, нeдостаточнoй защиты шва пpи сварке в углекислом газе, увeличенной скорости , завышенной длины дуги. Равномерная пористость обычно возникает при постоянно действующих факторах: загрязненности основного металла по свариваемым поверхностям (ржавчина, масло и т.п.), непостоянной толщине покрытия электродов и т.д.
Трещины - частичное местное разрушение сварного соединения в видe разрыва. Образованию трещин способствуют следующие факторы: сварка в жестко закрепленных конструкциях; пpименение высокоуглеродистой электродной проволоки пpи автоматической сварке.
2.5 Контроль качества сварных швов
Сварные соединения и швы ответственных изделий и соoружений дoлжны быть непрoницаемыми для рaзличных жидкостей и газов. Неплотности в швах снижaют их пpочность пpи вибpационных нагpузках, уменьшaют коррозионную стойкость, вызывaют утечку хрaнимых и трaнспортируемых пpодуктов и создaют недопуcтимые уcловия экcплуатации сварных конструкций. Контроль непроницаемости сварных соединений проводят в соответствии с ГОСТ 3242-79, включая следующие виды испытаний: керосином, обдувом, аммиаком, воздушным давлением, гидравлическим давлением, наливом и поливом. Кроме этого, непроницаемость сварных соединений определяют вакуумным методом и газоэлектрическими течеискателями. Перед проведением испытаний должны быть устранены все дефекты, выявленные внешним осмотром. Испытание керосином основано на способности многих жидкостей подниматься по капиллярным трубкам, какими в сварных швах являются сквозные поры и трещины. Керосин обладает высокой смачивающей способностью и сравнительно малой вязкостью, что обеспечивает большой эффект этого способа контроля. Например, в отличие от воды (полярная жидкость) керосин под действием поверхностных сил проникает в мельчайшие (10-3 -- 2,10-4 мм) неплотности в металле. Испытание сварных соединений керосином проводят следующим образом. После внешнего осмотра простукивают молотком или подвергают вибрации основной металл на расстоянии 30--40 мм от шва и тщательно очищают сварное соединение от шлака, ржавчины, масла и других загрязнений. Такое простукивание или вибрация способствует лучшему удалению шлака и развитию несквозных дефектов в сквозные. Затем с помощью пульверизатора сварные швы покрывают меловым раствором (350--450 г молотого мела или каолина на 1 л воды) с той стороны, которая более доступна для осмотра. После высыхания мелового раствора другую сторону шва обильно смачивают керосином и выдерживают в течение определенного времени. Исходя из экспериментальных данных Института электросварки им. Е. О. Патона, Всесоюзного научно-исследовательского института строительства трубопроводов и ряда монтажных организаций время выдержки под керосином обычно устанавливают не менее 12 ч при окружающей температуре выше 0° и не менее 24 ч -- при температуре ниже 0°. Ввиду того что при повышении температуры вязкость керосина уменьшается и скорость проникания его через неплотности шва увеличивается, для сокращения времени контроля рекомендуется швы перед испытанием нагревать до температуры 60-70° С. В этом случае время выдержки под керосином сокращается до 1,5--2 ч. Керосин наносят в процессе испытания 3--5 раз. Соединения у которых один шов сплошной, а второй прерывистый, опрыскивают струей керосина под давлением co стороны прерывистого шва. Соединения у сваренные сплошным швом с обеих сторон, испытывают керосином путем нагнетания его под давлением через специально просверленное отверстие. О наличии пор, свищей, сквозных трещин и непроваров свидетельствуют жирные желтые точки или полоски керосина на меловом слое, которые с течением времени расплываются в пятна. Поэтому необходимо тщательно следить за появлением первых точек или полосок и своевременно отмечать границы дефектных участков. Обнаруженные дефекты устраняют, после чего сварной шов подвергают повторному контролю. Для лучшего наблюдения за керосиновыми пятнами применяют керосин, окрашенный в красный цвет краской «Судан-III» в количестве 2,5-3 г на литр.
РАЗДЕЛ 3 «ТЕХНИКА БЕЗОПАСНОСТИ»
3.1 Основные требования безопасности труда при производстве сварочных работ
Основной опасностью при дуговой ручной сварке является опасность поражения электротоком. Сырость, грязь повышают опасность поражения электрическим током; чистая, сухая одежда, сухая обувь (без металлических шпилек), сухой деревянный пол понижают эту опасность. Защитные резиновые галоши, коврики, перчатки служат дополнительным средством защиты от поражения электротоком. При ручной дуговой сварке поражение электрическим током может произойти от прикосновения к токоведущим частям: к клеммам или концам проводов электросети при подключении сварочного трансформатора или электромашинного преобразователя; к плохо изолированным проводам сварочного трансформатора со стороны питания от электросети; к плохо изолированным сварочным проводам; к токоведущим частям осциллятора. Провода, ограждения токоведущих частей трансформатора, осциллятора и клеммы должны быть надежно изолированы. Не следует производить самим подключение сварочного аппарата к сети, необходимо вызывать для этого электрика. Недопустимо прикасаться к неизолированным, плохо изолированным, неогражденным частям электрических устройств. Нельзя наступать на переносные электропровода на полу, так как при плохой их изоляции возможно поражение электротоком.
Особую опасность поражения электрическим током представляют сварочные работы, производимые внутри металлических емкостей (котлов, цистерн и пр.). Такие работы требуют соблюдения специальных правил безопасности: применения безопасного электрододержателя с блокировкой, отключающей сварочный ток при холостом ходе (после того, как электрод отведен от свариваемого предмета).
Вследствие неисправностей, сырости, засорения металлической стружкой, загрязнения или увлажнения электрических устройств напряжение может перейти с токоведущих частей на корпус трансформатора, электро-машинного преобразователя, на ограждение электроаппаратуры, в частности осциллятора. Если при прикосновении к оборудованию, электроаппаратуре ощущается напряжение, надо немедленно вызвать электрика для устранения неисправности и проверки защитного заземления.
3.2 Охрана труда
Дуговая сварка металлов может сопровождаться наличием ряда вредных и опасных производственных факторов, к числу которых относятся:
· повышенная температура поверхностей оборудования, материалов;
· повышенная температура воздуха рабочей зоны;
· опасный уровень напряжения в электрической цепи, замыкание которой может произойти через тело человека;
· повышенная яркость света;
· повышенный уровень ультрафиолетовой радиации;
· искры, брызги и выбросы расплавленного металла;
· передвигающиеся изделия, заготовки, материалы;
· взрывоопасность;
· системы под давлением;
· высота.
Дуговая электросварка должна выполняться в соответствии с требованиями ГОСТ 12.3.003-86. Концентрации вредных веществ в воздухе рабочей зоны при выполнении различных видов сварки не должны превышать предельно допустимых концентраций (ПДК). Проверка состояния воздушной среды осуществляется путем определения концентраций вредных веществ в зоне дыхания (под щитком) сварщика, а также в воздухе производственных помещений. Уровни опасных и вредных производственных факторов в рабочей зоне не должны превышать установленных значений. Электрические поля токов промышленной частоты должны соответствовать требованиям ГОСТ 12.1.002-84.
Реальные условия труда при сварке и с применением родственных технологий сопровождаются комплексом опасных и вредных производственных факторов.
Наиболее характерным вредным фактором практически для всех способов дуговой сварки является образование и поступление в воздух рабочей зоны сварочных аэрозолей, содержащих токсические вещества. Длительное воздействие на организм сварщика вредных аэрозолей может привести к возникновению таких профессиональных заболеваний, как пневмокониоз, пылевой бронхит, интоксикация металлами и газами и др. Дуговая сварка, за исключением сварки под флюсом, сопровождается оптическим излучением в ультрафиолетовом, видимом и инфракрасном диапазонах, многократно превышающем физиологически переносимую глазом человека величину. Интенсивность оптического излучения сварочной дуги и его спектральные характеристики зависят от мощности дуги, способа сварки, вида сварочных материалов, защитных и плазмообразующих газов. При отсутствии средств индивидуальной защиты возможны поражения органов зрения (электроофтальмия, конъюнктивит, катаракта) и кожных покровов (ожоги и т. п.).
Интенсивность инфракрасного (теплового) излучения от свариваемых изделий и сварочной ванны определяется температурой изделий, их габаритами и конструкцией, а также температурой и размерами сварочной ванны. При отсутствии средств индивидуальной защиты воздействие теплового излучения с интенсивностью, превышающей допустимый уровень, может привести к нарушениям терморегуляции, тепловому удару. Контакт с нагретым металлом вызывает ожоги.
Шум на рабочих местах при дуговой сварке является фактором умеренной интенсивности. Источники шума - сварочная дуга и источники питания. Уровень шума от сварочной дуги определяется стабильностью ее горения. Поэтому при сварке покрытыми электродами и другими сварочными материалами, в составе которых присутствуют элементы - стабилизаторы дуги, уровень шума не превышает допустимого уровня звукового давления. При сварке в углекислом газе, особенно проволокой сплошного сечения, которая не отличается высокой стабильностью горения дуги, уровни звукового давления в зависимости от режима сварки могут быть больше допустимых значений.
Динамическое перенапряжение связано с выполнением тяжелых вспомогательных работ: доставка на рабочее место заготовок, сварочных материалов, подъем и переноска приспособлений, поворот свариваемых узлов. Такие нагрузки приводят к утомляемости сварщиков и ухудшению качества сварных швов.
3.3 Пожарная безопасность
Сварщик обязан перед началом работы проверить исправность аппаратуры и готовность места сварки в противопожарном отношении (наличие средств пожаротушения - ящиков с песком, лопат, ведер с водой, огнетушителей).
Во время работы нельзя допускать попадания искр, расплавленного металла, пламени горелки, электродных огарков на сгораемые конструкции и материалы. После выполнения сварочных работ необходимо тщательно осмотреть рабочее место, нижележащие площадки и этажи и в случае обнаружения воспламенения полить их водой. К проведению сварочных работ допускаются сварщики, прошедшие противопожарный минимум и получившие специальные квалификационные удостоверения и специальный талон на право допуска их к проведению огневых работ. Разрешение на право проведения огневых работ выдается начальником или главным инженером строительства. Минимальное расстояние генератора от места сварочных работ и источника огня 10 м. Если загорелся шланг, его перегибают со стороны редуктора или генератора и тут же закрывают все вентили. Газосварочный пост должен быть оборудован индивидуальными средствами пожаротушения. Ацетилен можно тушить только углекислотным огнетушителем (сухим песком), тушить водой при этом строго запрещается. По окончании электросварочных работ, наплавке, резке работник не должен покидать рабочее место, не убедившись в отсутствии очага, способного вызвать пожар на месте проведения работы и в смежных помещениях. Все работающие должны быть обучены правилам ликвидации первичных очагов пожара и правильному применению первичных средств пожаротушения. При выполнении электросварочных работ сгораемые конструкции должны быть ограждены постоянными или переносными заграждениями, а сгораемые полы должны быть защищены металлическими листами. Переносные ограждения должны быть изготовлены из листовой стали. Пожароопасные органические растворители в подготовительных отделениях необходимо хранить только в количестве, согласованном с органами пожарного надзора.
Места производства электросварочных и газопламенных работ на данном, а также на нижерасположенных ярусах (при отсутствии несгораемого защитного настила или настила, защищенного несгораемым материалом) должны быть освобождены от сгораемых материалов в радиусе не менее 5 м, а от взрывоопасных материалов и оборудования (газогенераторов, газовых баллонов и т.п.) - не менее 10 м.
Каждый рабочий пост сварщика должен быть оборудован первичными средствами пожаротушения, а работники должны обладать навыками по их использованию. В качестве первичных средств пожаротушения применяют устройства, инструменты и материалы, предназначенные для локализации и (или) ликвидации загорания на начальной стадии (огнетушители, внутренний пожарный кран, вода, песок, кошма, асбестовое полотно, ведро, лопата и др.). Эти средства всегда должны быть наготове и, как говорится, под рукой.
Ручные пенные, аэрозольные, углекислотно-бромэтиловые огнетушители предназначены для тушения начинающихся очагов пожара при воспламенении горючих твердых и жидких веществ, за исключением тех, которые химически воздействуют с огнетушащими средствами, усиливая горение или создавая опасность взрыва. Пенные огнетушители нельзя применять при тушении электрооборудования и электроустановок, находящихся под напряжением. Углекислотные огнетушители предназначены для тушения любых горючих веществ, за исключением щелочных металлов, а также веществ, горение которых может происходить без доступа воздуха. Порошковые огнетушители в зависимости от марки порошка предназначены для тушения горючих жидкостей и газов, электроустановок под напряжением до 600В (ПСБ), тушения щелочных металлов (ПС-1, СИ), горючих жидкостей и газов, тлеющих материалов (дерево, бумага, уголь) - огнетушители порошком П-1 и ПФ.
При проведении сварочных работ запрещается:
а) приступать к работе при неисправной аппаратуре;
б) производить сварку или резку свежеокрашенных конструкций до полного высыхания краски;
в) пользоваться при сварке одеждой и рукавицами со следами масел и жиров, бензина и других горючих жидкостей;
г) хранить в сварочных кабинах или в зоне сварки горючие либо взрывчатые предметы и материалы;
д) допускать к сварочным работам сварщиков или учеников сварщиков, не сдавших испытаний по противопожарной безопасности при выполнении сварочных работ;
е) выполнять сварку емкостей, содержащих горючие или взрывчатые вещества, а также сварку сосудов, находящихся под давлением, сварку работающего оборудования или оборудования, находящегося под напряжением;
ж) допускать соприкосновение электрических проводов с баллонами газа;
з) перегревать баллоны с газами;
и) работать вблизи газовых баллонов инструментом, вызывающим появление искры;
к) вешать на газопроводы тряпки, промасленную ветошь;
л) выпускать полностью газ из баллонов (давление газа при его расходовании снижают до 0,05—0,1 МПа, т. е. до 0,5—1 кгс/см2)
м) переносить баллоны на руках, плечах.
Заключение
Сваркой называется технологический процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместным действием того и другого. Данная тема актуальна на современном развития технологических процессов обработки металлов. Легированную сталь используют в химическом и энергетическом машиностроении ввиду высокой электро- и теплопроводности, высокой коррозионной стойкости в некоторых агрессивных средах. В ходе исследования в письменной экзаменационной работы мною были достигнуты все цели и задачи исследования а также выявлены преимущества и недостатки ручной дуговой сварки.
К преимуществам можно отнести:
- универсальная и сравнительно недорогая схема оборудования для сварки, мобильность оборудования, сварка ручным дуговым методом выполняется во всех пространственных положениях и в местах с ограниченным доступом.
К недостаткам можно отнести:
- производительность труда и КПД по сравнению с другими видами сварки очень низкие, качество сварных соединений зависит от квалификации сварщика, дуговая сварка покрытыми электродами оказывает вредное воздействие на организм человека.
Список литературы:
1. Новокрещенов, В. В. Неразрушающий контроль сварных соединений в машиностроении : учебное пособие для среднего профессионального образования / В. В. Новокрещенов, Р. В. Родякина ; под научной редакцией Н. Н. Прохорова. — 2-е изд., испр. и доп. — Москва : Издательство Юрайт, 2024. — 301 с. — (Профессиональное образование). — ISBN 978-5-534-07186-3. — Текст : электронный // ЭБС Юрайт [сайт]. — URL: https://biblio-online.ru/bcode/438545
2. Лабораторные работы по сварке, под редакцией Г.А. Николаева, «Высшая школа», 2022.–276 с.
3. Технология сварочных работ: учебник для среднего профессионального образования / А. А. Черепахин, В. М. Виноградов, Н. Ф. Шпунькин. — 2-е изд., испр. и доп. — Москва: Издательство Юрайт, 2023. — 269 с. — (Профессиональное образование). — ISBN 978-5-534-08456-6. — Текст: электронный//ЭБС Юрайт [сайт]. — URL: https://biblio-online.ru/bcode/438761
Интернет-ресурсы:
1. https://www.deltasvar.ru
2.http://www.weldcomp.ru/biblioteka/206-stykovoe-soedinenie.html
3.Электронный сайт «Сварка и сварщик», форма доступа: www.weldering.com.
Скачано с www.znanio.ru
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
