МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ на тему "Сварка пластин встык без разделки кромок в нижнем положении". Урок соответствует типу: Урок усвоения трудовых приемов и навыков. В методической разработке представлены цели, методы урока. В структуру урока входят три вида инструктажа, представленный по порядку, содержание работ, перечень вопросов для контроля, карточки и самоанализ урока
ӨНДІРІСТІК ОҚЫТУ САБАҒЫНЫҢ
ӘДІСТЕМЕЛІК ӘЗІРЛЕМЕСІ
МЕТОДИЧЕСКАЯ РАЗРАБОТКА УРОКА
ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ
Тақырыбы: «Төмен жағындағы жігінің білікшісін еріту»
Тема: «Сварка пластин встык без разделки кромок в нижнем
положении»
Оқу курсы (жылы): бірінші
Курс (год) обучения: первый
Группа: ЭГС-16
Өндірістік оқытудың шеберлери: Байтлеуов Ерлан
Салимгереивич
Мастер производственного обучения: Байтлеуов Ерлан
СалимгереивичОНДІРІСТІК ОҚЫТУ САБАҒЫНЫҢ ЖОСПАРЫ
ПЛАН УРОКА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ
Топ ЭГС-16
Группа ЭГС-16
Мамандығы: 1114000«Дәнекерлеу ісі» (түрлері бойынша)
Профессия: «Сварочное дело»(по видам)1114000
Бағдарламаның тақырыбы:
Тема программы: Дуговая наплавка и сварка пластин в нижнем,
наклонном,
горизонтальном и вертикальном положениях.
Сабақтың тақырыбы:
Тема урока: Сварка пластин встык без разделки кромок в нижнем
положении
Сабақтың мақсаттары:
Цели урока:
Білімділік
Обучающая: научить обучающихся самостоятельно производить
сборку и сварку пластин в нижнем положении шва, обеспечивая
провар основного металла электродуговой сваркой.
Дамытушылық:
Развивающая:
развивать навыки самостоятельной работы,
координацию движений, скорость и технику при выполнении дуговой
сварки, производить подбор режима сварки и сварочных материалов.
Тәрбиеліқ:
Воспитательная: развивать творческие способности, формировать
профессиональные навыки при выполнении работ, аккуратность,
экономный расход материалов.
Сабақтың түрі:
Тип урока:
Сабақтың әдісі:
Метод урока:
демонстрационный
Аралык пәндік байланыс:
Межпредметная связь: спецтехнология, слесарное дело, охрана
труда,
материаловедение, черчение
Материалдық-техникалық және дидактикалық жабдықтау:
Урок усвоения трудовых приемов и навыков
практический,
словесный,
наглядно-Материально-техническое и дидактическое оснащение: посты
для ручной дуговой сварки, источники питания: многопостовой
сварочный выпрямитель ВКСМ-1000, балластный реостат РБ-301,
электродержатели, электроды УОНИ 13/45 Ø 4 мм; детали заготовки:
пластины из углеродистой стали толщиной 4 мм; плакаты, образцы.
Структура и ход урока
Содержание
Проверка готовности к уроку,
1. Приветствие обучающихся.
2.
посещаемость.
3. Психологический настрой.
1. Сообщить тему урока.
2. Сообщить учебную цель урока.
3. Акцентировать внимание обучающихся
на использовании рейтинговой оценки
знаний и умений во время урока.
Повторить знания обучающихся по
материалу, пройденному на предыдущих
уроках.
Средст
ва
Прил. 1
Интерак
тивна
доска
Прил. 2
№
эта
па
1
Наименование
этапа
Организацион
ный этап
2
Вводный
инструктаж
2.1
2.1.
1
Повторение
пройденого
материала
(активизация
знаний и
умений)
Опрос по
пройденным
темам
1. Что называется сварочным постом?
1.1. 2. Какие источники питания относятся к
источникам переменного и постоянного
тока?
соединением?
соединений?
Что
сварочным
Какие бывают типы сварочных
1.2. 3. Что называется сваркой?
1.3. 4.
называется
1.4. 5.
1.5. 6. Что такое сварочный шов?
1.6. 7. Как подразделяются сварочные швы по
положению в пространстве?
1.7. 8. Какую роль играет зазор при сборке под
сварку?
1.8. 9. Как правильно выбрать режим сварки?
1.9. 10. Какие показатели режима сварки
1.10. 11. Какие показатели режима сварки
1.11. 12. Какие электроды применяются при
относятся к основным?
относятся к вспомогательным?сварке?
13. Какую технику безопасности должен
соблюдать сварщик при эксплуатации
сварочного оборудования?
Карточки 1 - 12
Экология:
Инструктирование обучающихся по
материалу урока.
План объяснения:
1.Правила безопасности при ведении элек-
тросварочных работ.
2. Подготовка стыкового соединения без
разделки кромок к сварке.
3. Сварка пластин без разделки кромок.
4.Экономное использование материалов.
загазованность,
5.
складирование отходов сварочного
производства в специально отведенные
места.
Опрос учащихся, с последующим
закреплением материала в процессе
производственного обучения с личным
показом мастера.
1. Подготовка металла под сварку
стыкового соединения.
2. Прихватка пластин встык в нижнем
положении шва.
3. Стыковое соединение пластин.
Выдача заданий обучающимся для работы
на текущем инструктаже.
Упражнение.
Cтыковое соединение пластин S=4мм,
200х150мм в нижнем положение с зазором
без скоса кромок.
Самостоятельная работа.
Целевые обходы рабочих мест обучаемых.
Индивидуальное инструктирование.
Прил. 3
Интерак
тивная
доска
плакат
инстру
ционная
карта,
пластин
ы, элек-
троды,
эталон
к-
Пост.
РДС
пластин
ы
электро
ды
Пост.
РДС
пластин
ы
электро
ды
Прил. 4
2.1.
2
Решение
карточек-
заданий
2.2 Объяснение
нового
материала
2.3 Закрепление
материала
вводного
инструктажа
III
Основной
(текущий
инструктаж)подготовки,
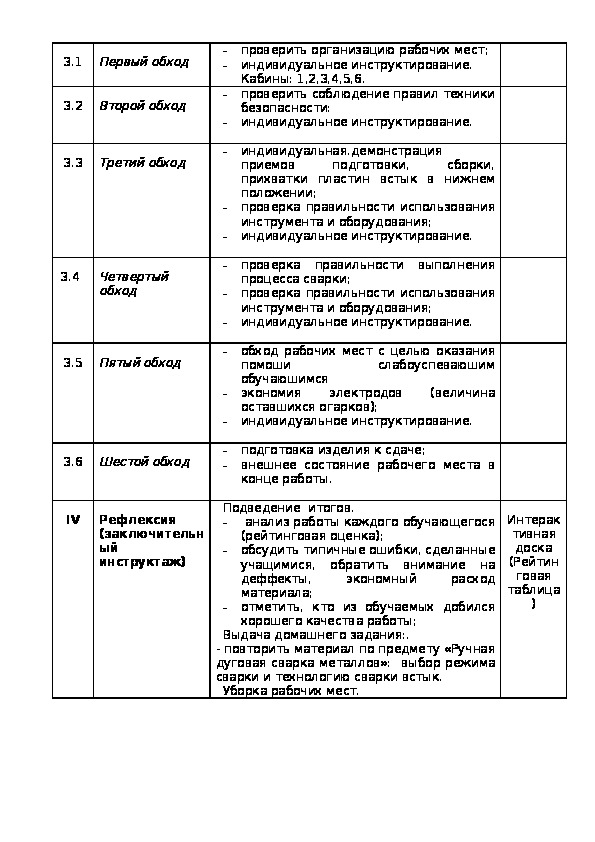
Кабины: 1,2,3,4,5,6.
проверить организацию рабочих мест;
индивидуальное инструктирование.
проверить соблюдение правил техники
индивидуальное инструктирование.
индивидуальная.демонстрация
безопасности:
процесса сварки;
инструмента и оборудования;
инструмента и оборудования;
сборки,
приемов
прихватки пластин встык в нижнем
положении;
проверка правильности использования
индивидуальное инструктирование.
проверка правильности выполнения
проверка правильности использования
индивидуальное инструктирование.
обход рабочих мест с целью оказания
слабоуспеваюшим
(величина
помоши
обучаюшимся
экономия электродов
оставшихся огарков);
индивидуальное инструктирование.
подготовка изделия к сдаче;
внешнее состояние рабочего места в
3.1 Первый обход
3.2 Второй обход
3.3 Третий обход
3.4 Четвертый
обход
3.5 Пятый обход
3.6 Шестой обход
IV
Рефлексия
(заключительн
ый
инструктаж)
конце работы.
Подведение итогов.
анализ работы каждого обучающегося
(рейтинговая оценка);
обсудить типичные ошибки, сделанные
учащимися, обратить внимание на
расход
деффекты,
материала;
отметить, кто из обучаемых добился
хорошего качества работы;
Выдача домашнего задания:.
- повторить материал по предмету «Ручная
дуговая сварка металлов»: выбор режима
сварки и технологию сварки встык.
Уборка рабочих мест.
экономный
Интерак
тивная
доска
(Рейтин
говая
таблица
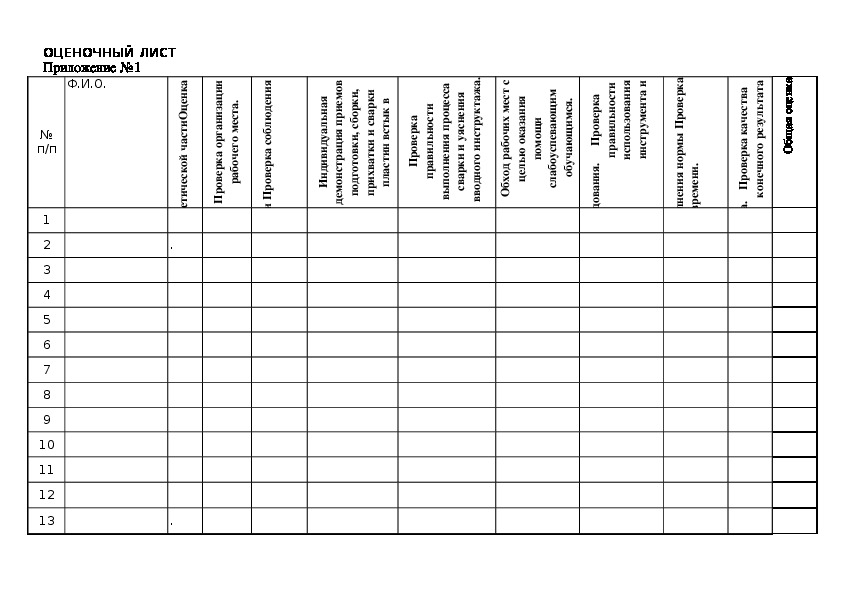
)ОЦЕНОЧНЫЙ ЛИСТ
Приложение №1
Ф.И.О.
а
к
р
е
в
о
р
П
и
т
с
о
н
ь
л
и
в
а
р
п
.
я
и
н
а
в
о
д
у
р
о
б
о
я
и
н
а
в
о
з
ь
л
о
п
с
и
и
а
т
н
е
м
у
р
т
с
н
и
а
к
р
е
в
о
р
П
ы
м
р
о
н
я
и
н
е
н
л
о
п
ы
в
.
и
н
е
м
е
р
в
а
к
н
е
ц
о
я
а
щ
б
О
а
т
а
т
ь
л
у
з
е
р
о
г
о
н
ч
е
н
о
к
а
в
т
с
е
ч
а
к
а
к
р
е
в
о
р
П
.
а
д
у
р
т
а
к
р
е
в
о
р
П
и
т
с
о
н
ь
л
и
в
а
р
п
а
с
с
е
ц
о
р
п
я
и
н
е
н
л
о
п
ы
в
я
и
н
е
н
с
я
у
и
и
к
р
а
в
с
.
а
ж
а
т
к
у
р
т
с
н
и
о
г
о
н
д
о
в
в
с
т
с
е
м
х
и
ч
о
б
а
р
д
о
х
б
О
я
и
н
а
з
а
к
о
ю
ь
л
е
ц
и
щ
о
м
о
п
м
и
щ
ю
а
в
е
п
с
у
о
б
а
л
с
.
я
с
м
и
щ
ю
а
ч
у
б
о
в
о
м
е
и
р
п
я
и
ц
а
р
т
с
н
о
м
е
д
,
и
к
р
о
б
с
,
и
к
в
о
т
о
г
д
о
п
и
к
р
а
в
с
и
и
к
т
а
в
х
и
р
п
в
к
ы
т
с
в
н
и
т
с
а
л
п
я
и
н
е
д
ю
л
б
о
с
а
к
р
е
в
о
р
П
и
к
и
н
х
е
т
л
и
в
а
р
П
.
и
т
с
о
н
с
а
п
о
з
е
б
я
а
н
ь
л
а
у
д
и
в
и
д
н
И
.
и
и
н
е
ж
о
л
о
п
м
е
н
ж
и
н
и
и
ц
а
з
и
н
а
г
р
о
а
к
р
е
в
о
р
П
.
а
т
с
е
м
о
г
е
ч
о
б
а
р
а
к
н
е
ц
О
и
т
с
а
ч
й
о
к
с
е
ч
и
т
е
р
о
е
т
.
.
№
п/п
1
2
3
4
5
6
7
8
9
10
11
12
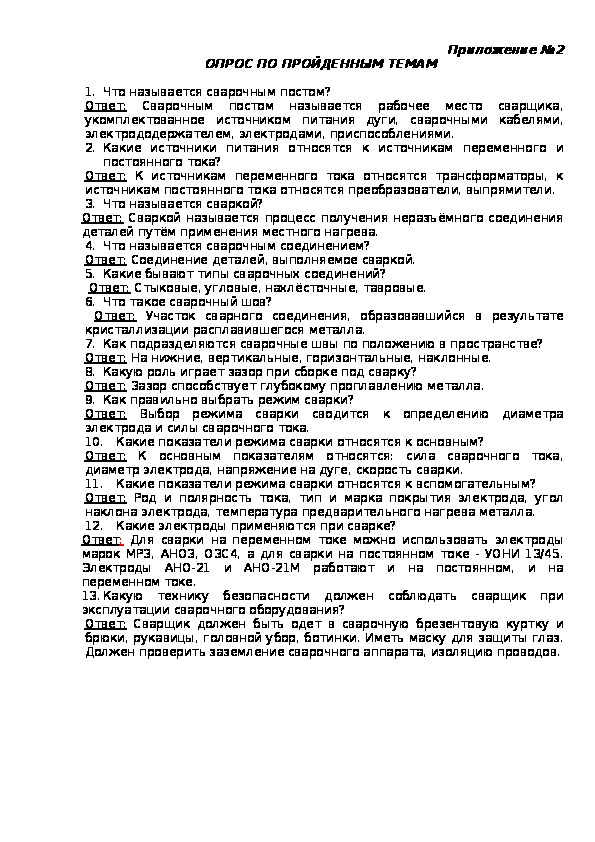
13ОПРОС ПО ПРОЙДЕННЫМ ТЕМАМ
Приложение №2
постоянного тока?
1. Что называется сварочным постом?
Ответ: Сварочным постом называется рабочее место сварщика,
укомплектованное источником питания дуги, сварочными кабелями,
электрододержателем, электродами, приспособлениями.
2. Какие источники питания относятся к источникам переменного и
Ответ: К источникам переменного тока относятся трансформаторы, к
источникам постоянного тока относятся преобразователи, выпрямители.
3. Что называется сваркой?
Ответ: Сваркой называется процесс получения неразъёмного соединения
деталей путём применения местного нагрева.
4. Что называется сварочным соединением?
Ответ: Соединение деталей, выполняемое сваркой.
5. Какие бывают типы сварочных соединений?
Ответ: Стыковые, угловые, нахлёсточные, тавровые.
6. Что такое сварочный шов?
Ответ: Участок сварного соединения, образовавшийся в результате
кристаллизации расплавившегося металла.
7. Как подразделяются сварочные швы по положению в пространстве?
Ответ: На нижние, вертикальные, горизонтальные, наклонные.
8. Какую роль играет зазор при сборке под сварку?
Ответ: Зазор способствует глубокому проплавлению металла.
9. Как правильно выбрать режим сварки?
Ответ: Выбор режима сварки сводится к определению диаметра
электрода и силы сварочного тока.
10. Какие показатели режима сварки относятся к основным?
Ответ: К основным показателям относятся: сила сварочного тока,
диаметр электрода, напряжение на дуге, скорость сварки.
11. Какие показатели режима сварки относятся к вспомогательным?
Ответ: Род и полярность тока, тип и марка покрытия электрода, угол
наклона электрода, температура предварительного нагрева металла.
12. Какие электроды применяются при сварке?
Ответ
: Для сварки на переменном токе можно использовать электроды
марок МРЗ, АНОЗ, ОЗС4, а для сварки на постоянном токе - УОНИ 13/45.
Электроды АНО-21 и АНО-21М работают и на постоянном, и на
переменном токе.
13. Какую технику безопасности должен соблюдать сварщик при
эксплуатации сварочного оборудования?
Ответ: Сварщик должен быть одет в сварочную брезентовую куртку и
брюки, рукавицы, головной убор, ботинки. Иметь маску для защиты глаз.
Должен проверить заземление сварочного аппарата, изоляцию проводов. сила сварочного тока;
толщина металла;
напряжение;
скорость сварки.
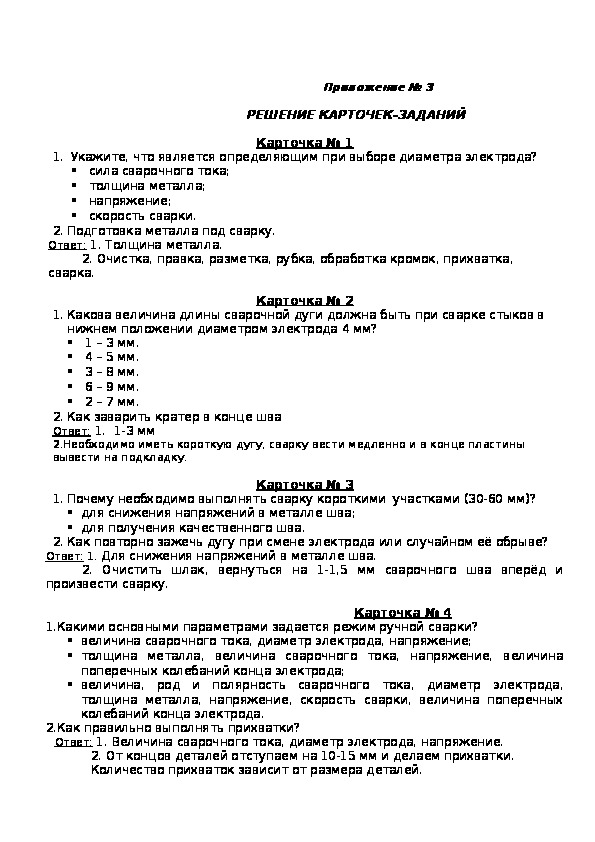
2. Подготовка металла под сварку.
Ответ: 1. Толщина металла.
сварка.
2. Очистка, правка, разметка, рубка, обработка кромок, прихватка,
1. Какова величина длины сварочной дуги должна быть при сварке стыков в
Карточка № 2
РЕШЕНИЕ КАРТОЧЕК-ЗАДАНИЙ
Приложение № 3
1. Укажите, что является определяющим при выборе диаметра электрода?
Карточка № 1
нижнем положении диаметром электрода 4 мм?
1 – 3 мм.
4 – 5 мм.
3 – 8 мм.
6 – 9 мм.
2 – 7 мм.
2. Как заварить кратер в конце шва
Ответ: 1. 1-3 мм
2.Необходимо иметь короткую дугу, сварку вести медленно и в конце пластины
вывести на подкладку.
1. Почему необходимо выполнять сварку короткими участками (30-60 мм)?
Карточка № 3
для снижения напряжений в металле шва;
для получения качественного шва.
2. Как повторно зажечь дугу при смене электрода или случайном её обрыве?
Ответ: 1. Для снижения напряжений в металле шва.
2. Очистить шлак, вернуться на 1-1,5 мм сварочного шва вперёд и
произвести сварку.
Карточка № 4
1.Какими основными параметрами задается режим ручной сварки?
величина сварочного тока, диаметр электрода, напряжение;
толщина металла, величина сварочного тока, напряжение, величина
поперечных колебаний конца электрода;
величина, род и полярность сварочного тока, диаметр электрода,
толщина металла, напряжение, скорость сварки, величина поперечных
колебаний конца электрода.
2.Как правильно выполнять прихватки?
Ответ: 1. Величина сварочного тока, диаметр электрода, напряжение.
2. От концов деталей отступаем на 10-15 мм и делаем прихватки.
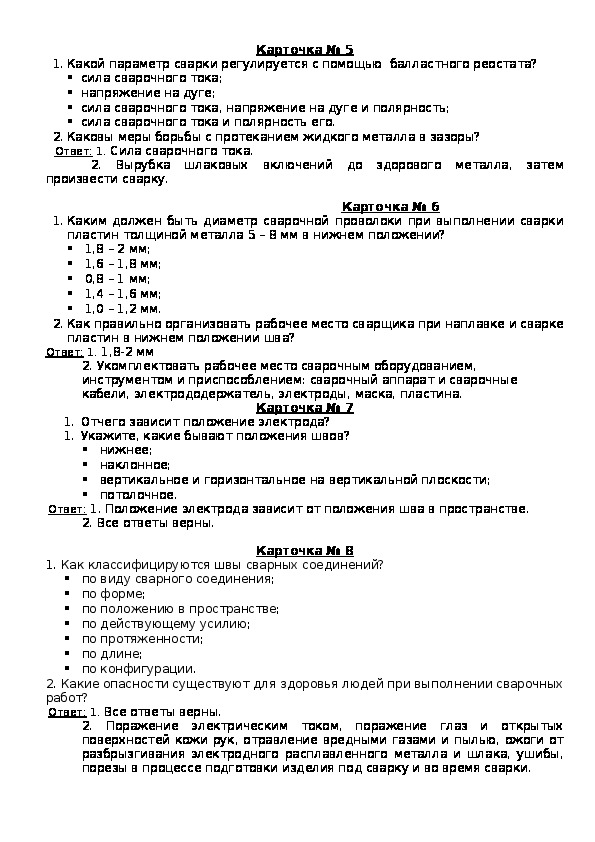
Количество прихваток зависит от размера деталей.Карточка № 5
1. Какой параметр сварки регулируется с помощью балластного реостата?
сила сварочного тока;
напряжение на дуге;
сила сварочного тока, напряжение на дуге и полярность;
сила сварочного тока и полярность его.
2. Вырубка шлаковых включений до здорового металла, затем
2. Каковы меры борьбы с протеканием жидкого металла в зазоры?
Ответ: 1. Сила сварочного тока.
произвести сварку.
Карточка № 6
1. Каким должен быть диаметр сварочной проволоки при выполнении сварки
пластин толщиной металла 5 – 8 мм в нижнем положении?
1,8 – 2 мм;
1,6 – 1,8 мм;
0,8 – 1 мм;
1,4 – 1,6 мм;
1,0 – 1,2 мм.
2. Как правильно организовать рабочее место сварщика при наплавке и сварке
Ответ: 1. 1,8-2 мм
пластин в нижнем положении шва?
2. Укомплектовать рабочее место сварочным оборудованием,
инструментом и приспособлением: сварочный аппарат и сварочные
кабели, электрододержатель, электроды, маска, пластина.
Карточка № 7
1. Отчего зависит положение электрода?
1. Укажите, какие бывают положения швов?
нижнее;
наклонное;
вертикальное и горизонтальное на вертикальной плоскости;
потолочное.
Ответ: 1. Положение электрода зависит от положения шва в пространстве.
2. Все ответы верны.
1. Как классифицируются швы сварных соединений?
Карточка № 8
по виду сварного соединения;
по форме;
по положению в пространстве;
по действующему усилию;
по протяженности;
по длине;
по конфигурации.
2. Какие опасности существуют для здоровья людей при выполнении сварочных
работ?
Ответ: 1. Все ответы верны.
2. Поражение электрическим током, поражение глаз и открытых
поверхностей кожи рук, отравление вредными газами и пылью, ожоги от
разбрызгивания электродного расплавленного металла и шлака, ушибы,
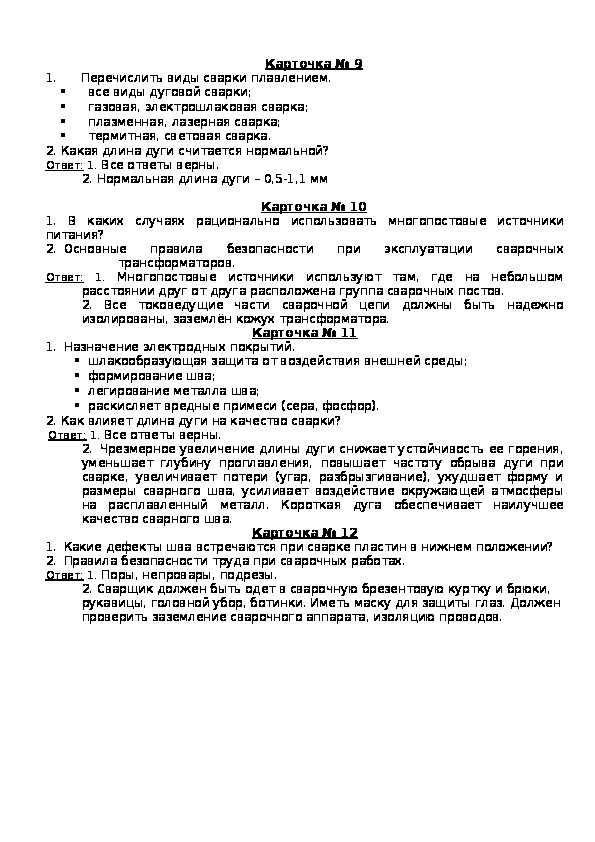
порезы в процессе подготовки изделия под сварку и во время сварки.Карточка № 9
1.
Перечислить виды сварки плавлением.
все виды дуговой сварки;
газовая, электрошлаковая сварка;
плазменная, лазерная сварка;
термитная, световая сварка.
2. Какая длина дуги считается нормальной?
Ответ: 1. Все ответы верны.
2. Нормальная длина дуги – 0,5-1,1 мм
Карточка № 10
1. В каких случаях рационально использовать многопостовые источники
питания?
2. Основные правила безопасности при эксплуатации сварочных
трансформаторов.
Многопостовые источники используют там, где на небольшом
расстоянии друг от друга расположена группа сварочных постов.
2. Все токоведущие части сварочной цепи должны быть надежно
изолированы, заземлён кожух трансформатора.
Ответ: 1.
Карточка № 11
1. Назначение электродных покрытий.
шлакообразующая защита от воздействия внешней среды;
формирование шва;
легирование металла шва;
раскисляет вредные примеси (сера, фосфор).
2. Как влияет длина дуги на качество сварки?
Ответ: 1. Все ответы верны.
2. Чрезмерное увеличение длины дуги снижает устойчивость ее горения,
уменьшает глубину проплавления, повышает частоту обрыва дуги при
сварке, увеличивает потери (угар, разбрызгивание), ухудшает форму и
размеры сварного шва, усиливает воздействие окружающей атмосферы
на расплавленный металл. Короткая дуга обеспечивает наилучшее
качество сварного шва.
Карточка № 12
1. Какие дефекты шва встречаются при сварке пластин в нижнем положении?
2. Правила безопасности труда при сварочных работах.
Ответ: 1. Поры, непровары, подрезы.
2. Сварщик должен быть одет в сварочную брезентовую куртку и брюки,
рукавицы, головной убор, ботинки. Иметь маску для защиты глаз. Должен
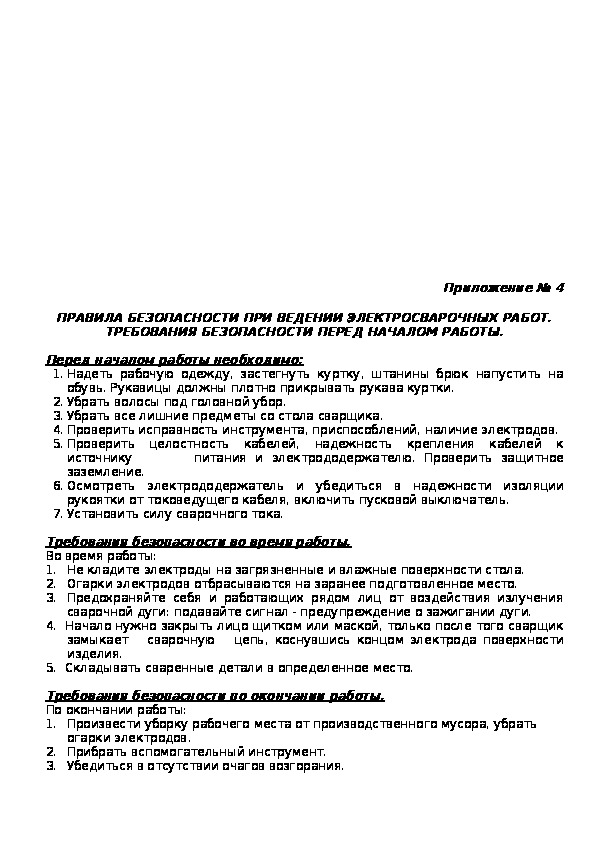
проверить заземление сварочного аппарата, изоляцию проводов.ПРАВИЛА БЕЗОПАСНОСТИ ПРИ ВЕДЕНИИ ЭЛЕКТРОСВАРОЧНЫХ РАБОТ.
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПЕРЕД НАЧАЛОМ РАБОТЫ.
Приложение № 4
обувь. Рукавицы должны плотно прикрывать рукава куртки.
Перед началом работы необходимо:
1. Надеть рабочую одежду, застегнуть куртку, штанины брюк напустить на
2. Убрать волосы под головной убор.
3. Убрать все лишние предметы со стола сварщика.
4. Проверить исправность инструмента, приспособлений, наличие электродов.
5. Проверить целостность кабелей, надежность крепления кабелей к
источнику питания и электрододержателю. Проверить защитное
заземление.
6. Осмотреть электрододержатель и убедиться в надежности изоляции
рукоятки от токоведущего кабеля, включить пусковой выключатель.
7. Установить силу сварочного тока.
Требования безопасности во время работы.
Во время работы:
1. Не кладите электроды на загрязненные и влажные поверхности стола.
2. Огарки электродов отбрасываются на заранее подготовленное место.
3. Предохраняйте себя и работающих рядом лиц от воздействия излучения
сварочной дуги: подавайте сигнал - предупреждение о зажигании дуги.
4. Начало нужно закрыть лицо щитком или маской, только после того сварщик
замыкает сварочную цепь, коснувшись концом электрода поверхности
изделия.
5. Складывать сваренные детали в определенное место.
Требования безопасности по окончании работы.
По окончании работы:
1. Произвести уборку рабочего места от производственного мусора, убрать
огарки электродов.
2. Прибрать вспомогательный инструмент.
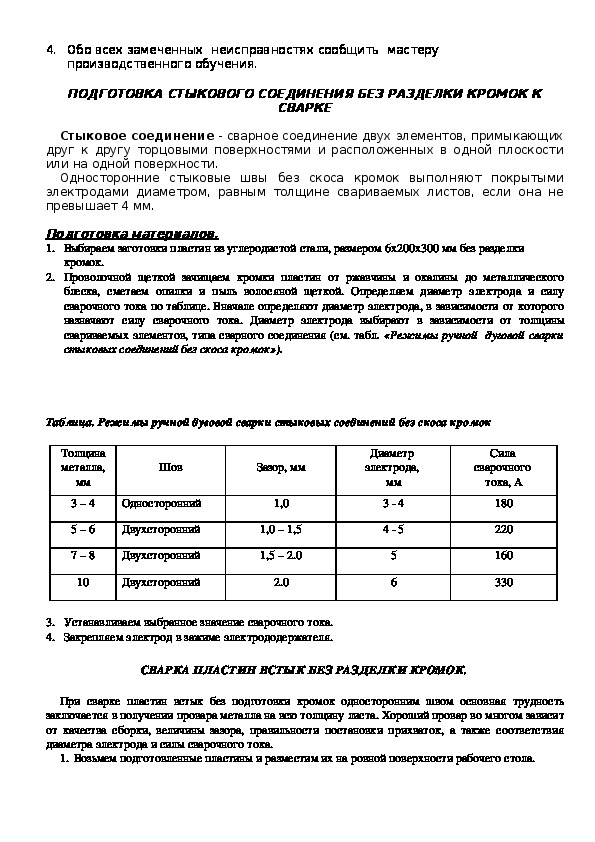
3. Убедиться в отсутствии очагов возгорания.4. Обо всех замеченных неисправностях сообщить мастеру
производственного обучения.
ПОДГОТОВКА СТЫКОВОГО СОЕДИНЕНИЯ БЕЗ РАЗДЕЛКИ КРОМОК К
СВАРКЕ
Стыковое соединение - сварное соединение двух элементов, примыкающих
друг к другу торцовыми поверхностями и расположенных в одной плоскости
или на одной поверхности.
Односторонние стыковые швы без скоса кромок выполняют покрытыми
электродами диаметром, равным толщине свариваемых листов, если она не
превышает 4 мм.
Подготовка материалов.
1. Выбираем заготовки пластин из углеродистой стали, размером 6x200x300 мм без разделки
кромок.
2. Проволочной щеткой зачищаем кромки пластин от ржавчины и окалины до металлического
блеска, сметаем опилки и пыль волосяной щеткой. Определяем диаметр электрода и силу
сварочного тока по таблице. Вначале определяют диаметр электрода, в зависимости от которого
назначают силу сварочного тока. Диаметр электрода выбирают в зависимости от толщины
свариваемых элементов, типа сварного соединения (см. табл. «Режимы ручной дуговой сварки
стыковых соединений без скоса кромок»).
Таблица. Режимы ручной дуговой сварки стыковых соединений без скоса кромок
Толщина
металла,
мм
3 – 4
5 – 6
7 – 8
10
Шов
Зазор, мм
Диаметр
электрода,
Односторонний
Двухсторонний
Двухсторонний
Двухсторонний
1,0
1,0 – 1,5
1,5 – 2.0
2.0
мм
3 4
4 5
5
6
Сила
сварочного
тока, А
180
220
160
330
3. Устанавливаем выбранное значение сварочного тока.
4. Закрепляем электрод в зажиме электрододержателя.
СВАРКА ПЛАСТИН ВСТЫК БЕЗ РАЗДЕЛКИ КРОМОК.
При сварке пластин встык без подготовки кромок односторонним швом основная трудность
заключается в получении провара металла на всю толщину листа. Хороший провар во многом зависит
от качества сборки, величины зазора, правильности постановки прихваток, а также соответствия
диаметра электрода и силы сварочного тока.
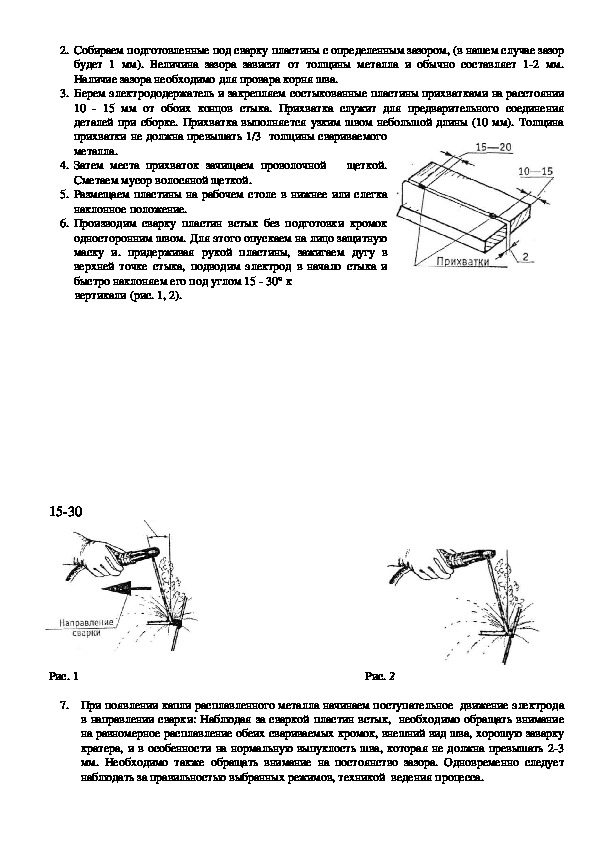
1. Возьмем подготовленные пластины и разместим их на ровной поверхности рабочего стола.2. Собираем подготовленные под сварку пластины с определенным зазором, (в нашем случае зазор
будет 1 мм). Величина зазора зависит от толщины металла и обычно составляет 12 мм.
Наличие зазора необходимо для провара корня шва.
3. Берем электрододержатель и закрепляем состыкованные пластины прихватками на расстоянии
10 15 мм от обоих концов стыка. Прихватка служит для предварительного соединения
деталей при сборке. Прихватка выполняется узким швом небольшой длины (10 мм). Толщина
прихватки не должна превышать 1/3 толщины свариваемого
металла.
4. Затем места прихваток зачищаем проволочной щеткой.
Сметаем мусор волосяной щеткой.
5. Размещаем пластины на рабочем столе в нижнее или слегка
наклонное положение.
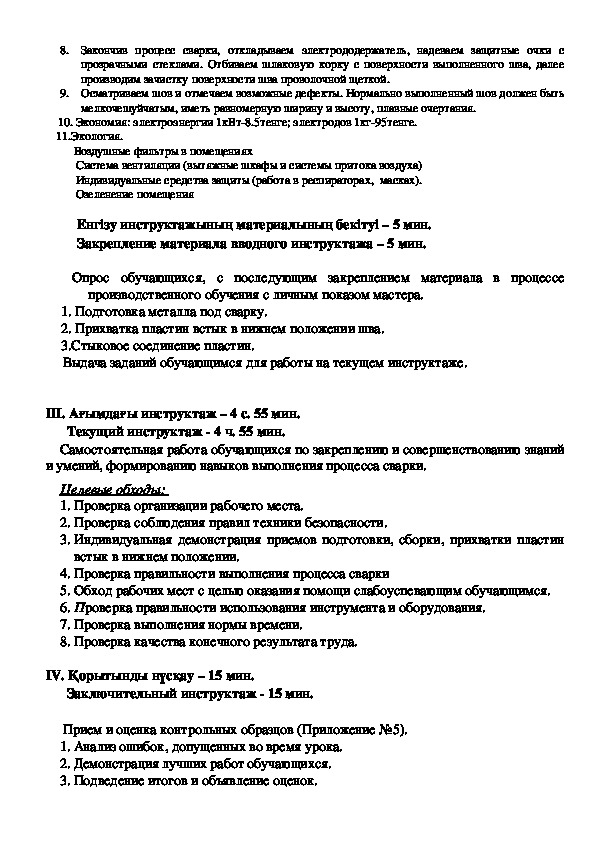
6. Производим сварку пластин встык без подготовки кромок
односторонним швом. Для этого опускаем на лицо защитную
маску и. придерживая рукой пластины, зажигаем дугу в
верхней точке стыка, подводим электрод в начало стыка и
быстро наклоняем его под углом 15 30° к
вертикали (рис. 1, 2).
1530
Рис. 1
Рис. 2
7. При появлении капли расплавленного металла начинаем поступательное движение электрода
в направлении сварки: Наблюдая за сваркой пластин встык, необходимо обращать внимание
на равномерное расплавление обеих свариваемых кромок, внешний вид шва, хорошую заварку
кратера, и в особенности на нормальную выпуклость шва, которая не должна превышать 23
мм. Необходимо также обращать внимание на постоянство зазора. Одновременно следует
наблюдать за правильностью выбранных режимов, техникой ведения процесса.8.
Закончив процесс сварки, откладываем электрододержатель, надеваем защитные очки с
прозрачными стеклами. Отбиваем шлаковую корку с поверхности выполненного шва, далее
производим зачистку поверхности шва проволочной щеткой.
9. Осматриваем шов и отмечаем возможные дефекты. Нормально выполненный шов должен быть
мелкочешуйчатым, иметь равномерную ширину и высоту, плавные очертания.
10. Экономия: электроэнергии 1кВт8.5тенге; электродов 1кг95тенге.
11.Экология.
Воздушные фильтры в помещениях
Система вентиляции (вытяжные шкафы и системы притока воздуха)
Индивидуальные средства защиты (работа в респираторах, масках).
Озеленение помещения
Енгізу инструктажының материалының бекітуі – 5 мин.
Закрепление материала вводного инструктажа – 5 мин.
Опрос обучающихся, с последующим закреплением материала в процессе
производственного обучения с личным показом мастера.
1. Подготовка металла под сварку.
2. Прихватка пластин встык в нижнем положении шва.
3.Стыковое соединение пластин.
Выдача заданий обучающимся для работы на текущем инструктаже.
III. Ағымдағы инструктаж – 4 с. 55 мин.
Текущий инструктаж 4 ч. 55 мин.
Самостоятельная работа обучающихся по закреплению и совершенствованию знаний
и умений, формированию навыков выполнения процесса сварки.
Целевые обходы:
1. Проверка организации рабочего места.
2. Проверка соблюдения правил техники безопасности.
3. Индивидуальная демонстрация приемов подготовки, сборки, прихватки пластин
встык в нижнем положении.
4. Проверка правильности выполнения процесса сварки
5. Обход рабочих мест с целью оказания помощи слабоуспевающим обучающимся.
6. Проверка правильности использования инструмента и оборудования.
7. Проверка выполнения нормы времени.
8. Проверка качества конечного результата труда.
IV. Қорытынды нүсқау – 15 мин.
Заключительный инструктаж 15 мин.
Прием и оценка контрольных образцов (Приложение №5).
1. Анализ ошибок, допущенных во время урока.
2. Демонстрация лучших работ обучающихся.
3. Подведение итогов и объявление оценок.4.Оценочный лист(Приложения№1)
5.Выдать домашнее задание: повторить теоретический материал «Ручная дуговая
сварка металлов» выбор режима сварки и технологию сварки.
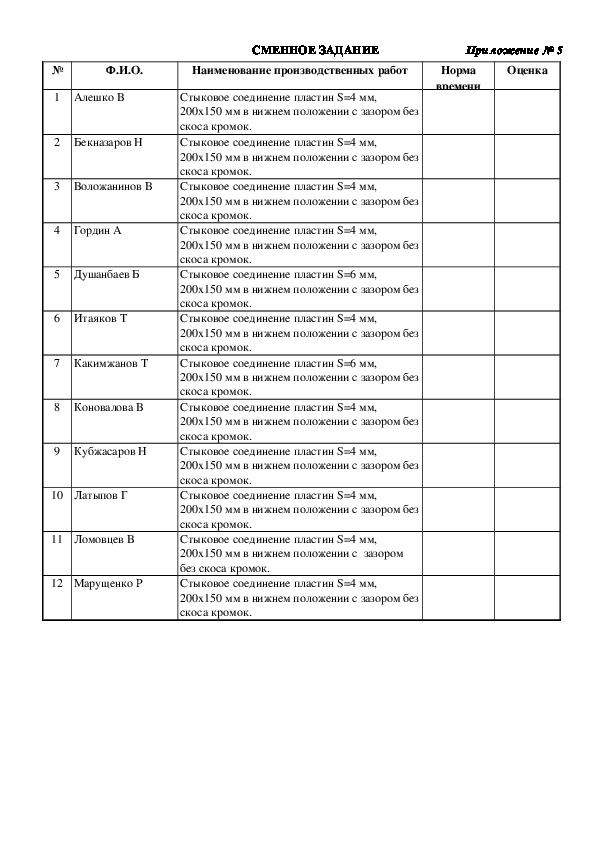
6.Уборка рабочих мест.СМЕННОЕ ЗАДАНИЕ Приложение № 5
Норма
времени
Оценка
№
Ф.И.О.
Наименование производственных работ
1 Алешко В
2 Бекназаров Н
3 Воложанинов В
4
Гордин А
5 Душанбаев Б
6 Итаяков Т
7 Какимжанов Т
8 Коновалова В
9 Кубжасаров Н
10 Латыпов Г
11 Ломовцев В
12 Марущенко Р
Стыковое соединение пластин S=4 мм,
200x150 мм в нижнем положении с зазором без
скоса кромок.
Стыковое соединение пластин S=4 мм,
200x150 мм в нижнем положении с зазором без
скоса кромок.
Стыковое соединение пластин S=4 мм,
200x150 мм в нижнем положении с зазором без
скоса кромок.
Стыковое соединение пластин S=4 мм,
200x150 мм в нижнем положении с зазором без
скоса кромок.
Стыковое соединение пластин S=6 мм,
200x150 мм в нижнем положении с зазором без
скоса кромок.
Стыковое соединение пластин S=4 мм,
200x150 мм в нижнем положении с зазором без
скоса кромок.
Стыковое соединение пластин S=6 мм,
200x150 мм в нижнем положении с зазором без
скоса кромок.
Стыковое соединение пластин S=4 мм,
200x150 мм в нижнем положении с зазором без
скоса кромок.
Стыковое соединение пластин S=4 мм,
200x150 мм в нижнем положении с зазором без
скоса кромок.
Стыковое соединение пластин S=4 мм,
200x150 мм в нижнем положении с зазором без
скоса кромок.
Стыковое соединение пластин S=4 мм,
200x150 мм в нижнем положении с зазором
без скоса кромок.
Стыковое соединение пластин S=4 мм,
200x150 мм в нижнем положении с зазором без
скоса кромок.Самоанализ урока производственного обучения
Тема: Сварка пластин встык в нижнем положении.
Тип урока: комбинированный, включающий совершенствование трудовых приемов и
операций по дуговой сварке.
Методы проведения урока: словесный, нагляднодемонстрационный (наблюдение,
видеофильм, технологическая карта); практический (самоконтроль, взаимоконтроль,
упражнений практических заданий) ; репродуктивный (самостоятельное выполнение
упражнений).
Форма организации учебного занятия: по бригадно, попарно, индивидуально.
На данном уроке ставились следующие цели:
научить учащихся правильно и качественно выполнять сварку пластин встык;
научить учащихся своевременно предупреждать возникновение дефектов;
аргументированно излагать свою точку зрения, применять знания, полученные на
уроках спецтехнологии, материаловедения, охраны труда;
развивать логическое мышление, самостоятельность суждений; контроль за
правильностью и точностью своих движений;
воспитывать творческую инициативу и интерес к будущей профессии, бережное
отношение к каждой минуте рабочего времени, материалу; воспитывать навыки
взаимопомощи, самоконтроля и взаимоконтроля.
На уроке использованы следующие принципы дидактики:
1.Принципы доступности обучения – соответствие учебного материала
индивидуальным способностям, уровню подготовленности учащихся, на уроке
привлекаются все учащиеся.
2.Принцип сознательности и активности – умственная и речевая активность учащихся,
самостоятельность мысли и действий, умение отстаивать свои взгляды.
3.Принцип наглядности обучения – использование компьютера, инструкционной
карты, плакатов, эталона.
Целесообразно использованы наглядные пособия, дидактический материал,
технические средства обучения, что способствовало активизации познавательной
деятельности обучающихся на уроке, созданию ситуации успеха, формированию
интереса к усвоению материала.
Каждый этап урока решает определённую задачу обучения:
устная работа даёт возможность проверить знания теории, повышает уровень
грамотности, а при систематизации изученного материала, развивает логическое
мышление, речь память;
практическая работа носит проблемный характер научить учащихся выполнять
сварку пластин встык без разделки кромок;использование компьютера способствует развитию зрительных восприятий.
После данного этапа обучающиеся должны уметь:
1. Соблюдать технологическую последовательность операций.
2. Подготавливать металл под сварку.
3. Подготовить оборудование сварочного поста.
4. Осуществлять контроль сварного шва визуальным осмотром изомером.
5. Выполнять сварку пластин встык.
6. Выявлять ошибки, неточности и дефекты в работе.
Должны знать:
1. Устройство и принцип действия сварочного трансформатора, выпрямителя,
преобразователя.
2. Приемы выполнения стыкового соединения.
3. Требование безопасности труда при ручной дуговой сварке
4. Иметь понятие о режиме ручной дуговой сварки
Домашнее задание: носит обязательный и творческий характер.
Организована самостоятельная мыслительная деятельность
обучающихся, уровень взаимопроверки своих знаний на уроке.
В ходе выполнения заданий выполнялся контроль за правильностью соблюдения
технологического процесса, при индивидуальном инструктировании напоминались
основные правила техники ведения стыковых швов, техника безопасности.
Активность обучающихся была достаточно высокой, этому способствовали
соревновательные моменты, элементы занимательности. Проведение урока в форме
соревнования дало возможность чувствовать себя уверенно, раскованно, не позволило
вызвать у обучающихся умственное напряжение, напряжение глаз. Таким образом, был
учтен здоровье сберегающий компонент. Темп урока оптимален. Плотность урока
достаточная. Атмосфера на уроке была доброжелательная, удалось создать
положительный, эмоциональный фон, стимулирующий деятельность обучающихся.
Цели урока в основном достигнуты: учащиеся слушали и доводили свою
позицию до других, убеждали устно, планировали свою работу на основании задания,
правильно
выполняли технологический процесс, проводили самоконтроль
выполненной работы, учились логическому мышлению и самостоятельности. Задания
выполнялись как в составе бригад так и попарно и индивидуально. Научились работать
командно в составе бригады, умению общаться, оказывать друг другу помощь.
Практическое задание оценивалось по рейтинговой системе: на <5> на <4> .
Учащиеся научились правильно выполнять сварку стыкового соединения.
Обучающиеся показали хороший уровень самостоятельного мышления, высокую
познавательную активность, уровень усвоения и использования материала.Считаю, что урок достиг целей, результативен, так как учащиеся активно, с
интересом и правильно выполняли задания. Задачи урока реализованы в полном
объеме.