Поделиться

ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
СРЕДНЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ
«ПЕРВОМАЙСКИЙ КОЛЛЕДЖ»

ТЕХНИЧЕСКОЕ ТВОРЧЕСТВО КАК СОЦИАЛЬНО-ЭКОНОМИЧЕСКАЯ ПРОБЛЕМА
МЕТОДИЧЕСКОЕ ПОСОБИЕ
ДЛЯ РАБОТЫ КРУЖКОВ
ТЕХНИЧЕСКОГО ТВОРЧЕСТВА
2017
Труд современного человека приобретает более творческий характер. В нем большую долю занимает интеллектуальное начало и чем выше уровень интеллекта общества, тем успешнее оно решает свои проблемы.
Сам процесс творчества - сложный и многовариантный. Главное в нем - это способность создавать новые предметы сначала в идеальном виде, т.е. в виде идей, замыслов, идеальных устройств, а затем способность материально воплотить эти идеи и замыслы в конкретных условиях.
Замечательные
образцы новой техники созданы усилиями многих талантливых людей. В те времена,
когда техника только зарождалась, бытовало мнение, что техническим творчеством
могут заниматься лишь немногие, одаренные от природы люди, наделенными особыми
способностями к этому виду деятельности. Но с бурным развитием познаний,
информатизации и технизации общества потребность в людях, способных к
техническому творчеству, резко возросла. Именно в это время появилось множество
учебных заведений (школ), где стали обучать как детей, так и взрослых новому
виду творчества - техническому.
Очевидно, что для решения технических задач необходимы следующие качества:
творческий склад ума, нацеленность на конечный результат, готовность решать
возникающие технические трудности, причем самые неожиданные.
В настоящее время
большинство педагогов считает, что техническому творчеству можно научить любого
человека, развивая его способности с детских лет.
Как показывает опыт работы учителей школ, преподающих в предметной области
"Технология", ученики с удовольствием занимаются творчеством как на
уроках по технике, так и на занятиях по декоративно-прикладному искусству. При
этом они приобретают новые знания, овладевают навыками обработки материалов,
занимаются техническим моделированием и конструированием различных устройств.
Проблема технического творчества, особенно детского, является важной социально-экономической проблемой, именно поэтому ей уделяется очень большое внимание во всех передовых странах. Её решением занимаются как государственные учреждения, так и частные предприятия и объединения, учитывая при этом, что от её успешного решения зависит общий экономический и культурный уровень общества.
Важную роль при формировании технического мышления и технологической культуры в каждом конкретном ученике играет оценка креативности (способности к творчеству) учащихся по различным тестам, например, тестам Торренса, Г. Девиса, О.И. Моткова, Я.А. Пономарева [28].
В соответствии с принятым "Законом об образовании" во всех школах Российской Федерации вводится образовательная область "Технология", где, начиная с младших классов, введены (наряду с графикой и информатикой) обязательные занятия по технике, моделированию и изготовлению различных изделий. При этом должна развиваться система дополнительного технического образования как в школах, так и во внешкольных учреждениях. Финансирование такого образования должны обеспечивать региональные Департаменты образования.
Значительное влияние на развитие детского технического творчества должны оказывать педагогические вузы региона, которые готовят учителей по технологии, как для школ, так и для учреждений дополнительного образования. Так как в соответствии с "Законом об образовании" педагоги дополнительного образования по своему статусу приравниваются к педагогам общеобразовательных школ, то тем самым обеспечивается трудоустройство выпускников педагогических вузов, обеспечивающих подготовку кадров по специальностям "Технология и предпринимательство" и "Профессиональное образование", и повышается общий уровень руководства техническим творчеством молодежи в регионе.
Научно-техническая
информация
и ее роль в создании технических устройств
![]()
Техническое
творчество невозможно без получения знаний о новых достижениях в области науки,
техники, производства, т.е. без получения свежей технической информации.
В настоящее время установлено, что объем знаний по основным отраслям
деятельности человека удваивается в течение каждых 5 лет, а в
быстроразвивающихся отраслях, например, электронике, технической кибернетике,
компьютерных технологий - за 2 - 3 года.
![]()
1.2.1. Научно-техническая информация
Научно-техническая информация отображается, главным образом, в печатной продукции: журналах по отраслям знаний, сборниках научных трудов ведущих академий наук, крупнейших университетов, высших учебных заведений. Издается также множество книг, посвященных отдельным научным проблемам - монографий, сборников научных трудов, учебников, учебных пособий.
Поиск нужной информации в океане знаний становится сложным делом, поэтому во всех странах ведутся большие работы не только над получением новых знаний об окружающем мире, но и над тем, как передать полученные знания грядущим поколениям, как хранить, обрабатывать и передавать научно-техническую информацию людям.
Для решения этой
задачи в стране созданы Всероссийский институт научно-технической информации
(ВНИИТИ) при академии наук Российской Федерации, межотраслевые и отраслевые
центры научно-технической информации, а также аналогичные территориальные
центры. Все эти организации собирают информацию и издают вторичные источники
информации, позволяющие пользователям быстрее находить нужные сведения для
своей деятельности (реферативные журналы, обзоры информации, бюллетени
научно-технической информации по отраслям науки и техники, экспресс-информация и
т.п.).
На предприятиях, в организациях, в учебных заведениях созданы свои центры -
бюро технической информации, отделы или группы, которые доводят новую
информацию до работников данного предприятия.
Оперативность работы системы научно-технической информации обеспечивается централизованной классификацией информационных материалов по универсальной десятичной классификации (УДК), которая введена в стране с 1963 года и является обязательной в области точных, естественных и технических наук.
Наиболее
доступными центрами научно-технической информации являются библиотеки. В них
имеются систематические (по отраслям знаний) и алфавитные (по фамилиям авторов
книг и статей) каталоги, выпускаются библиографические указатели литературы,
организуются выставки новой печатной продукции, тематические выставки,
проводятся консультации.
С широким распространением электронно-вычислительной техники появилась
возможность применять информационные технологии, позволяющие существенно
сокращать время на поиск нужной информации. Уже не редкость библиотеки, где
поиск нужных источников информации осуществляется по ключевым словам. Чем
больше ключевых слов, тем уже поиск и больше вероятность найти то, что нужно.
Имеется возможность обмена информацией во всемирной информационной системе "INTERNET".
1.2.2. Патентная информация [22]
Патентная информация - это сведения об
открытиях, изобретениях, промышленных образцах и товарных знаков, сделанных во
всех областях человеческой деятельности в любой стране мира.
Понятие "открытие" имеет общераспространенный юридический смысл.
Общераспространенный смысл его трактуется широко, как нечто новое в науке,
имеющее большое теоретическое и практическое значение. В юридическом понимании
открытию дается точное определение в документе "Положение об открытиях,
изобретениях и рационализаторских предложениях".
Открытием признается установление неизвестных ранее объективно существующих закономерностей, свойств и явлений материального мира, вносящих коренные изменения в уровень познания.
Здесь же разъясняется, что на открытия географические, археологические, палеонтологические и открытие полезных ископаемых указанное выше "Положение" не распространяется. Открытия защищаются специальным документом - патентом на открытие, выданным автору (авторам) открытия.
Таким образом, открытие - это результат познавательной деятельности человека, который устанавливает, обнаруживает и объясняет новые закономерности и явления в природе. При выдаче патента на открытие возможность практической реализации нового знания не оговаривается.
Патенты на открытия выдаются Государственным комитетом по открытиям и изобретениям при Правительстве Российской Федерации по заявке автора после тщательной экспертизы, которая проводится Всероссийским научно-исследовательским институтом государственной патентной экспертизы (ВНИИГПЭ). Это учреждение расположено в г. Москве.
Термин
"заявка" является собирательным. В заявку входят: заявление о выдаче
патента, описание предполагаемого открытия, справка о приоритете, заключение о
значимости открытия и материалы, иллюстрирующие открытие (графики, схемы,
чертежи, фотографии и т.п.). Заявки оформляются в соответствии с требованиями,
установленные "Положением".
Изобретение - это новое техническое решение задачи в любой сфере человеческой
деятельности, обладающее существенными отличиями и дающее положительный эффект.
Отличие изобретения от открытия состоит в том, что открытие - это обнаружение и
объяснение того, что объективно существует, но не было известно ранее, а
изобретение - это создание нового, не существовавшего ранее.
Между изобретениями и открытиями существует диалектическая связь, так как изобретения зачастую базируются на новых открытиях, хотя большая их часть базируется все же на уже имеющихся знаниях. В свою очередь, многие открытия делаются с помощью новых изобретений или новых технических средств, например, научных приборов или экспериментальных установок. Такая диалектическая связь только способствует научно-техническому прогрессу.
Объектами изобретения могут быть новое устройство, новый способ, новое вещество. Кроме того, объектами изобретения признаются применение ранее известных устройств, способов и веществ по новому назначению.
К устройствам
относятся машины, агрегаты, механизмы, приборы, инструменты и т.п.
К способам относятся технологические процессы, методы добычи, методы измерения,
испытания, монтажа, сборки и т.д.
Вещество
характеризуется химическим строением или компонентами, входящими в него. Изобретение
"на применение" характеризуется нахождением нового отношения
известного предмета к другим предметам, что позволяет использовать его по
новому, нетрадиционному для данного предмета назначению. Известный пример -
применение клея БФ-6, который ранее использовался для склеивания ткани, в
медицине для заживления ран.
К изобретениям относят также селекционные достижения - новые сорта растений,
породы животных и птиц, пушных зверей, виды полезных насекомых (например, пчел,
тутового шелкопряда, естественных врагов вредителей сельскохозяйственных
растений).
Авторам изобретения, как авторам открытия, выдается патент по заявке, которая
оформляется по правилам, изложенным в "Положении об открытиях,
изобретениях, рационализаторских предложениях".
Рационализаторское предложение - это новое и полезное для данного предприятия решение какой-либо технической задачи. Оно как правило, дает значительный экономический эффект при малых затратах на его реализацию. Авторам рационализаторских предложений выдаются "Свидетельства на рационализаторские предложения" и выплачиваются вознаграждения в зависимости от полученного экономического эффекта.
1.2.3. Патентные фонды и патентный поиск
Сведения об открытиях и изобретениях обычно сосредоточены в патентных фондах крупных библиотек (областных, городских и др.), предприятий и организаций, в реферативных журналах, а также в бюллетенях об открытиях, изобретениях, промышленных образцах и товарных знаках", которые выпускаются четыре раза в месяц.
В состав патентных фондов входят классификаторы патентов, описания патентов и изобретений, материалы справочно-поискового аппарата, нормативная и методическая литература. Патентные фонды подразделяются на государственный (центральный), территориальный и отраслевой.
Государственный патентный фонд является эталонным и находится во Всероссийской патентно-технической библиотеке (г. Москва). Он насчитывает более двадцати пяти миллионов наименований описаний к патентам и опубликованным заявкам на изобретения отечественных авторов и ведущих зарубежных стран. Центральный фонд обеспечивает копиями описаний изобретений и открытий территориальные и отраслевые фонды. Патентными материалами центрального фонда могут пользоваться и отдельные авторы через производственно-полиграфические предприятия "Патент" при ВНИИГПЭ.
Патентная
информация необходима творческим людям для проведения патентного поиска с целью
определения новизны решения новой технической задачи.
Патентный поиск - это нахождение аналогов в решении новой задачи для того,
чтобы не изобретать уже известное, а также с целью правовой защиты своего
решения, которое может составить предмет изобретения.
При проведении патентного поиска пользуются специальными указателями, которыми располагают патентные фонды, а также информационно-поисковыми системами (ИПС), которые обычно содержат три вида систем: документальные, фактографические и комбинированные.
Подробно с этими системами авторы знакомятся при практическом решении новых технических задач, при выполнении научно-исследовательских и опытно-конструкторских работ.
Основные направления технического творчества
Техническое творчество доступно как детям, так и взрослым, поэтому направлений технического творчества может быть сколько угодно. Это и создание учебно-наглядных пособий, изделий культурно-бытового назначения, разработка транспортных средств, изготовление предметов декоративно-прикладного назначения, создание различных приборов (для научных исследований, охранной сигнализации, диагностики транспортных средств, садово-огородных участков, сельского хозяйства и т.п.).
Основные направления технического творчества приведены на схеме (рис. 1.1).
Рис.1.1.
Основные направления технического творчества
К наглядным
пособиям относятся различные стенды, плакаты, макеты различных устройств,
модели машин и механизмов и т.п., которые используются в учебном процессе.
К учебному оборудованию можно отнести: мебель, классные (аудиторные) доски,
плакатницы (механизированные или автоматизированные), муляжи, наглядное
(разрезанное) демонстрационное оборудование, например: швейные машины,
механизмы, модели различных двигателей, транспортных средств и др.
Тренажеры предназначены для отработки профессиональных навыков в управлении техническими средствами в или поведении моделируемых ситуациях. Обычно это упрощенные действующие технические средства, в которых какая-либо ситуация моделируется с помощью технических средств. Например, тренажеры для приобретения навыков управления автотранспортным средством (автомобиль, трактор, самолет, космический корабль), тренажеры для отработки реакции в различных критических ситуациях (различные боевые электронные игры).
К устройствам
бытового назначения и применения можно отнести: насосы для подачи воды,
регуляторы освещения, охранная сигнализация, мебель для квартир и дачи,
регуляторы температуры, устройства, применяемые на садово-огородных участках (в
том числе для переработки и хранения продуктов), автоматические инкубаторы и
многое другое.
Особый интерес представляют изделия для спорта и туризма. Это спортивные
транспортные средства (автокары, мини и микро-автомобили, суда), туристическое,
альпинистское и рыболовное снаряжение.
Большой интерес для школьников представляет разработка электронных устройств, которые применимы во всех вышеперечисленных областях технического творчества. Это и измерительные приборы, и приборы спортивного ориентирования, и устройства для радиоуправления различными моделями, и вычислительные устройства, и многое-многое другое.
Учитывая широкое поле творческой технической деятельности, к педагогам в образовательной области "Технология" должны предъявляться высокие требования как в знаниях технических и экономических дисциплин, так и в методике преподавания этих дисциплин, которые всецело являются неотъемлемой частью дисциплины "Основы творческо-конструкторской деятельности".
Курс "Основы творческо-конструкторской деятельности" поможет будущим учителям технологии и профессионального обучения решать одну из важных задач - творческому подходу к техническому творчеству, определенной смелости в организации учебных учреждений технического творчества, умению грамотно решать творческие технические задачи и уверенно руководить различными направлениями в техническом творчестве молодежи.
Моделирование и техническое конструирование
В техническом
творчестве моделирование имеет большое значение. Слово "модель"
происходит от слова "modulus" - мера, образец. Оно имеет множество
значений и оттенков и используется как в профессиональной и научной
деятельности, так и в обыденной жизни.
В научных исследованиях модель - это созданный человеком искусственный объект
или явление, отображающий основные свойства реального объекта или явления.
Исследуя свойства модели, человек получает новые знания о реальном объекте или
явлении.
При обучении модель используется как средство наглядности для получения знаний
о реальном объекте, например, модели станков, механизмов, приборов и др.
В строительстве модели используются в качестве архитектурных проектов, выполненных в определенном масштабе и используемых с древнейших времен. Стоимость модели несравненно меньше стоимости реального строительного объекта, однако, хорошо исполненная модель дает прекрасное пространственное представление о предстоящем строительном объекте, о его архитектуре и, следовательно, о целесообразности его строительства.
В самолетостроении модели играют еще большую роль. Известно, что будущий самолет изготавливают в уменьшенном масштабе, сохраняя при этом средний объемный вес, затем "продувают" в аэродинамической трубе и по полученным данным дают заключение о целесообразности дальнейших работ, тем самым значительно экономя материальные и интеллектуальные средства.
Модели строятся на
основе аналогий и теории подобия. Одним из первых теорию подобия применил на
практике изобретатель И.П. Кулибин при постройке арочного моста в Петербурге.
Он построил модель этого моста и заметил, что при изменении масштаба модели
условия работы (в данном случае нагружения) её деталей изменяются
непропорционально. Например, если линейные размеры деталей модели изменить в
1/K раз (при К > 1), то масса модели изменится в 1/K3 раз, а механические
напряжения, возникающие от прилагаемых сил, уменьшаются в К раз по сравнению с
реальным объектом.
Изучение работоспособности объекта на моделях называется моделированием.
Различают прямое моделирование и метод аналогий.
Прямое моделирование основано на замещении изучаемого реального объекта или какого-либо явления подобным объектом или процессом той же физической природы. Например, при постройке крупных гидросооружений, таких как Братская, Саяно-Шушенская, Нурекская гидроэлектростанций (ГЭС) широко использовались гидродинамические модели, в которых очень точно воспроизводились направления водных потоков и воссоздавались преграды для воды, точно повторяющие реальную местность.
Метод аналогий используется при моделировании более сложных систем, например, электрических и магнитных полей, строения и свойств атомов, изменения свойств материалов под воздействием внешних возбудителей, технологических процессов. Эти сложные процессы трудно, а порой и невозможно, моделировать напрямую. Поэтому реально происходящие процессы и системы заменяют процессами и системами другой физической природы, но имеющими идентичное (адекватное) математическое описание. Чаще всего это математическое описание или математическая модель.
Математическую модель исследуют физико-математическими методами с помощью электронных вычислительных машин (ЭВМ). При удачно составленной математической модели ЭВМ позволяют получать обширную информацию о реальном объекте, даже если он пока не существует, а будет реализован в будущем.
По результатам моделирования разрабатываются конструкции новых устройств. Таким образом, техническое конструирование позволяет перейти от идеального устройства к реальному.
В детском техническом творчестве не ставится задача изучения сложных физических или других явлений, происходящих в предметах исследования. В основном, задача детского технического творчества - разбудить в ученике заинтересованность в технических знаниях, т.е. возбудить (или разбудить) технический или технологический интерес. Поэтому в детском техническом творчестве преобладают модели технических устройств, которые наиболее близки интеллекту школьника и соразмерны его техническому и технологическому мышлению. К таким моделям относятся модели самолетов, кораблей и другой водной техники, автомобилей и космической техники (кстати, последние являются самостоятельным предметом технического творчества).
Отдельную группу занимают действующие спортивные модели воздушной и водной техники, автомобилей, а также космической техники. Эти модели могут быть участниками соревнований различного ранга вплоть до мирового. В этих соревнованиях фиксируются не только достижения и рекорды, в том числе и мировые, по каждому классу моделей, но и оценивается их внешний вид по определенной системе баллов.
Методы решения новых творческих задач
При создании новых изделий всегда приходится решать творческие задачи потому, что, прежде всего, в новых изделиях всегда должны быть положительные признаки или свойства, которых не было в ранее созданных образцах.
Поиск новых решений развивает творческое воображение и фантазию участников этого поиска. Сам процесс поиска новых решений учит анализировать уже известные решения, сопоставлять их с предлагаемыми, выяснять достоинства и недостатки будущих конструкций, выбирать направления дальнейших поисков и добиваться решения поставленной задачи всеми имеющими техническими и технологическими средствами. Другими словами - новое решение находится путем синтеза.
Первые попытки понять закономерности творческого мышления были предприняты выдающимися учеными - философами древности Архимедом, Гераклитом, а позднее Д. Беконом, Р. Декартом и др. Они установили, что творчеством способны заниматься специально подготовленные для такого рода деятельности личности, обладающие творческим воображением и способностью к аналитическому мышлению. Часто они трактовали специальную подготовку (обученность техническому творчеству) как "божий дар" (одаренность) и приписывали эту одаренность очень ограниченному, часто весьма состоятельному кругу лиц.
Современные
представления о творческих людях базируется не только на их врожденной
способности все замечать и все изменять вокруг, но и на профессиональном
мастерстве или всестороннем знании, т.е. процесс обучения профессиональному
мастерству является одним из важных факторов в дальнейшей творческой
деятельности.
Известно, что невозможно сделать более или менее важное изобретение в
какой-либо области деятельности, если нет хорошего и профессионального
представления об этой деятельности. Правда, бывают и редкие исключения, но
именно они и доказывают, что это представление можно принять как
закономерность. Как уже отмечалось, творчеству можно научить, следовательно,
учитывая все вышеизложенное, напрашивается вывод:
- научить творческому отношения к любому делу можно, прежде всего, человека,
который желает познать все нюансы своей профессиональной деятельности и который
не допустит в этой сфере деятельности никакой маниловщины.
Исторический опыт показывает, что создатели новой техники пользовались некоторыми общими приемами или методами поиска новых решений, способствующих более быстрому достижению цели.
Рассмотрим некоторые из них.
Метод "проб и ошибок". Суть метода состоит в том, что при принятии решения выбирается такой вариант, который, как говорят "лежит на поверхности", т.е. на первый взгляд очевиден. Этот вариант принимается за аналог будущего решения и анализируется с точек зрения положительных и отрицательных свойств. Следующий шаг - устранение (по возможности) отрицательных свойств или сведение их до минимума и получение таким образом следующего варианта. Вновь анализ и вновь вариант. И так до тех пор, пока не найдется приемлемое решение. Как правило, это решение не является наилучшим и не является оптимальным, так как является одним из возможных, множества конкурирующих. Оно найдено случайно, поэтому эффективность такого решения во многом зависит от профессионализма разработчика этого решения и от его интуиции.
Метод "мозговой атаки". Метод появился в 40-е годы XX столетия, когда вторая мировая война обострила потребность поиска новых технических решений в оборонной отрасли многих государств, втянутых в военные действия. Системы вооружений стали уже до этого настолько сложны, что даже их модернизация (не говоря о новых видах) стала не под силу даже гениальным конструкторам-одиночкам. Решение новых технических задач стало уделом групп конструкторов и ученых.
Метод "мозговой
атаки" был предложен американским изобретателем А. Осборном, который
предложил решать технические задачи коллективу по следующей схеме.
А. Создается группа специалистов, состоящая из сотрудников двух категорий
мышления: "генераторов" технических идей и "экспертов",
критиков этих идей.
"Генераторы", во-первых, комплектуются специалистами из разных
областей науки и техники. Во-вторых, они обладают бурной фантазией, творческим
воображением, смелы, оригинальны в своих предложениях, способны к абстрактному
мышлению, т.е. способны отвлечься от подробностей, от реальной жизни. В число
"генераторов" не включаются люди, находящиеся в административном
подчинении друг с другом, т.е. среди нет ни начальников, ни подчиненных. Таким
образом исключается стеснение друг друга.
В число "экспертов" включаются люди с аналитическим, практическим складом ума. Обычно это разносторонне развитые люди также не связанные друг с другом никакими административными узами.
Общее руководство группой специалистов ("генераторов" и "экспертов") осуществляет наиболее опытный специалист в той области науки и техники, где необходимо найти новое техническое решение.
Б. Созданная группа проводит совещание. "Генераторы" высказывают свои гипотезы и предложения в свободной форме, устно, часто в форме идеального, фантастического, даже в шутливой форме, без какого-либо критического анализа. Чем больше таких гипотез и предложений, тем лучше. Все высказывания фиксируются. Ведущий старается уточнить некоторые моменты, вызывая и поддерживая "генераторов".
Можно использовать элементы метода "проб и ошибок" (аналогию, подобие), а также метод "теневого кабинета", при котором некоторые участники не высказывают свои идеи вслух. Такие "генераторы" больше склонны работать в "тиши", а не "на виду у всех". Свои идеи, возникающие в процессе подачи предложений, они записывают, а затем передают "экспертам". Длительность этой процедуры 30…40 минут.
"Эксперты" анализируют высказанные идеи, продумывают возможности их использования, делают критический разбор всех предложений.
В. Между
участниками "атаки" должны быть доброжелательные отношения.
Недопустимы: ухмылки, недомолвки, скептические улыбки, критические замечания и
т.п. Идеи, высказанные одним из участников, могут поддерживаться высказываниями
других.
Г. Если решение не принято, создается вторая группа участников "мозгового
штурма" и т.д. до получения положительного результата.
Метод
"обратной мозговой атаки". Суть метода - поиск недостатков в
рассматриваемом объекте, на который обрушивается ничем не ограниченная критика.
Разновидность метода - "диверсионный метод", который помогает
обнаружить скрытые задачи.
Синектический метод. В переводе с греческого языка синектика - это совмещение
разнородных элементов. В основу синектики также положена мозговая атака. Но для
нее формируют постоянную группу людей в 5 - 7 человек, которые становятся потом
профессионалами в генерации новых идей. Этих людей называют синекторами.
Синекторы в своей работе используют аналогии - сходство, соответствие двух
предметов или явлений в каких-либо свойствах или соотношениях.
Суть метода в том, чтобы найти близкое по сущности решение путем последовательного нахождения аналогов в различных областях знаний или исследований действий объекта в измененных условиях, даже в фантастических.
Метод "контрольных вопросов". Философ Сократ так искусно задавал вопросы собеседнику, что тот, отвечая на них, сам приходил к наиболее рациональному решению задачи. Суть метода состоит именно в этом умении ставить вопросы на интересующую нас тему. Здесь накоплен довольно солидный опыт.
В практике решения
технической проблемы большое распространение получили вопросники, составленные
А. Осборном, Т. Эйлоартом, Д. Пирсоном, Д. Пойа, Г.Я. Бушем и др. Одним из
лучших считается список вопросов Т. Эйлоарта, который приведен в таблице 1.1
[28].
Благодаря данному методу осознание проблемы происходит более целенаправленно,
системно.
Морфологический анализ. Этот метод применим для создания сложных технических систем, Он предложен швейцарским астрономом Ф. Цвикки в 1942 году.
"Морфология"
- по-гречески учение о форме. Суть метода состоит в том, что сложная система
разделяется на составные части по характерным функциональным признакам. По
каждому признаку составляется список возможных вариантов реализации. Эти
признаки и варианты их реализации представляются в виде таблицы или матрицы.
Перебирая варианты сочетаний разных признаков и вариантов их реализаций, можно
найти новое решение.
Например, создается новое транспортное средство - луноход. Выделим отдельные
части конструкции по главным признакам и варианты их реализации (табл.1.2).
Составим матрицу:
|
A1 |
А2 |
А3 |
А4 |
|
Б1 |
Б2 |
Б3 |
Б4 |
|
В1 |
В2 |
|
|
|
Г1 |
Г2 |
Г3 |
|
Комбинируя
варианты из разных столбцов и строк, получим множество вариантов конструкции
лунохода. Например, вариант А1Б3В2Г1
дает нам луноход с электродвигателем, шагающим движителем, негерметичной
кабиной и управляемым по радио.
Общее количество вариантов определяется произведением количества элементов в
каждой из строк.
В нашем случае
N = 4 · 4 · 2 ·3 = 96.
Перебирая все возможные варианты и оценивая их по какому-либо критерию можно получить наилучший вариант.
Очевидно, что чем больше параметров перебора (варьирования), тем больше вариантов и тем труднее выявить наилучший результат. В этом случае неоценимую услугу могут оказать ЭВМ.
Метод фокальных объектов. Фокальным называют объект, который собираются совершенствовать. Т.е. он находится "в фокусе" внимания. Суть метода состоит в том, что признаки нескольких случайно выбранных объектов переносят на совершенствуемый объект, в результате чего получаются необычные сочетания, позволяющие преодолеть инерцию мышления.
Например, необходимо сконструировать тот же самый луноход. Берем наугад четыре объекта: лист, катер, клетку и сетку. Составляем список характерных признаков этих объектов и составляем таблицу 1.3.
Генерирование идей происходит путем присоединения признаков случайных объектов к фокальному объекту. Что из этого получается? Попробуйте.
Разновидностью
метода фокальных объектов является метод гирлянд случайностей и ассоциаций. От
метода фокальных объектов он отличается тем, что дает большее число сочетаний
фокального объекта за счет использования синонимов фокального объекта.
Например, луноход - планетоход, устройство для передвижения по космическим
объектам и т.п.
Алгоритм решения изобретательских задач (АРИЗ). Этот метод разработан нашим
соотечественником, изобретателем и писателем-фантастом Г.С. Альтшуллером [1].
Метод настолько эффективен, что, используя его, ученые создали ЭВМ, способную
делать технические изобретения по заданию заказчика. Суть метода состоит в том,
что автор разработал систему правил (алгоритм), последовательно выполняя
которые можно найти решение поставленной задачи.
Как отмечалось выше, при решении технических задач часто выявляются противоречия, которые имеют физическую природу. В АРИЗ используется алгоритм по выявлению или уточнению, а также устранению таких противоречий.
Для этого используются 4 механизма:
-формируется идеальное (воображаемое) решение, удовлетворяющее всем требованиям (не задумываясь о том, как оно будет реализовано);
-выявляется техническое противоречие (что мешает осуществить задуманное);
-осуществляется переход от технического противоречия к физическому (выявляется физическое явление, мешающее достичь желаемого результата);
-устраняется физическое противоречие;
При реализации этого алгоритма применяются операторы (команды ЭВМ), отображающие информацию о наиболее эффективных способах преодоления физических противоречий (список физических эффектов, типовые приемы устранения противоречий, таблицы различных физических величин и др.).
При устранении физического противоречия широко используется оператор РВС (размеры - время - стоимость):
а) меняем размеры объема от заданного значения до 0 Р ® 0 (что при этом получится?);
б) меняем мысленно Р ® Ґ (как решается задача?);
в) аналогично п. "а", но для В;
г) аналогично п. "б", но для В;
д) аналогично п. "а", но для С;
е) аналогично п. "б", но для С.
Этот прием позволяет освободиться от привычного представления об объекте и преодолеть инерционность мышления, связанную с прошлым опытом.
АРИЗ - постоянно развивающаяся система, она постоянно обогащается новым опытом в решении технических задач. Наиболее известен в нашей стране опыт работы с алгоритмом поиска новых технических решений с помощью ЭВМ в Марийском политехническом университете (г.Саранск) в лаборатории проф. А.И. Половинкина.
Анализ всех приведенных выше методов решения творческих задач показывает, что их можно разделить на две большие группы: на алгоритмические (АРИЗ) и неалгоритмические (все остальные).
В связи с
этим делением, оказывается, можно охарактеризовать эти методы, как с точки
зрения достоинств, так и недостатков. Например, все неалгоритмические методы
творчески направлены на резкое увеличение числа вариантов решения, тогда как с
помощью АРИЗ отбираются не любые, а одно или несколько сильных решений.
В таблице 1.4 приведены достоинства и недостатки методов решения творческих задач, которые заимствованы из литературы [28].
Основные этапы создания технических устройств
Создание новых машин, приборов, механизмов и других устройств является довольно длительным и сложным процессом. В нем выделяют следующие этапы: инженерное прогнозирование, аналитическое проектирование, техническое конструирование, производство и испытание.
1.6.1. Инженерное прогнозирование включат в себя формулировку технического задания и сбор научно-технической информации, позволяющей обосновать возможность решения поставленной технической задачи. Часто на этом этапе выполняются научно-исследовательские работы (НИР) с целью получения недостающей информации для обоснования принципиальной возможности создания задуманного технического устройства.
1.6.2. Аналитическое проектирование включает в себя разработку математического описания (математической модели) создаваемого технического объекта и дальнейшее исследование этого объекта с помощью модели. Часто для этих целей используют ЭВМ. Математические модели позволяют получать расчетные технические характеристики и параметры создаваемого объекта при требуемых нагрузках и предполагаемых условиях эксплуатации, даже не имея в натуре прототипа создаваемого технического объекта.
1.6.3. Конструирование - это разработка графической модели технического устройства, по которой возможна материализация создаваемого устройства путем изготовления его в производственных условиях.
Слово "конструирование" происходит от латинского слова "construire" - строить, создавать, сооружать. Обозначает процесс создания нового устройства в виде материального предмета, пригодного для практического пользования.
Люди, занимающиеся
конструированием, называются конструкторами. Среди них есть
конструкторы-профессионалы и конструкторы-любители. Профессионалы создают
образцы новой техники, ориентируясь на современные достижения науки и техники и
производственные возможности современных промышленных предприятий (заводов,
опытных производств научно-исследовательских институтов, крупных
конструкторских бюро и т.п.). Конструкторы-любители создают свои образцы машин,
приборов и других технических устройств, действуя в условиях ограниченных
возможностей как с точки зрения применения материалов, так и производственных
возможностей по обработке этих материалов. В то же самое время в процессе
конструирования и у профессионалов и у любителей очень много общего
Конструирование технического устройства проходит несколько стадий:
1) разработка технического задания (ТЗ);
2)
разработка эскизного проекта;
3) разработка технического проекта;
4) разработка рабочего проекта.
Перечисленные стадии оформляются в виде технических документов, совокупность которых составляет комплект конструкторской документации (КД), которая включает в себя текстовые документы и чертежи. Конструкторские документы оформляются в соответствии со стандартами единой системы конструкторской документации (ЕСКД).
Техническое задание представляет собой технический документ, в котором описывается создаваемое устройство и приводятся его основные технические характеристики. В нем указывается название проектируемого устройства, его назначение, выполняемые им основные функции (рабочие процессы), основные технические параметры, а также характеристики. Технические параметры и характеристики являются количественным выражением основных свойств проектируемого объекта.
В ТЗ указывается также условия эксплуатации, массо-габаритные характеристики, эксплуатационные и художественно-эстетические требования.
Эскизный проект включает в себя схемные решения (электрические, кинематические, гидравлические и др.), эскизы общего вида проектируемого изделия и основные его частей, необходимые конструкторские расчеты и краткое описание устройства и его работа. Эскизный проект может содержать (и часто содержит) несколько вариантов реализации создаваемого технического устройства, один из которых (лучший по каким-то критериям) разрабатывается как технический проект.
В техническом
проекте разрабатываются чертежи общего вида создаваемого устройства, сборочные
чертежи основных узлов и рабочие (деталировочные) чертежи основных деталей. На
стадии разработки технического проекта выявляются технические противоречия, не
позволяющие добиться поставленных задач и получения необходимых параметров и
характеристик (полного выполнения технических условий). Например, уменьшение
габаритов устройства приводит к снижению прочности и жесткости деталей, повышение
точности изготовления размеров - к резкому увеличению стоимости, повышение
теплостойкости и виброустойчивости - к применению более дефицитных и,
следовательно, дорогих материалов. Поиск технических решений, снимающих
возникающие противоречия, приводит, как уже отмечалось ранее, к изобретениям, а
иногда к открытиям.
Одновременно с разработкой чертежей разрабатываются и другие документы, такие
как: технические условия (ТУ) и технологический проект на изготовление
разрабатываемого устройства (ТП).
В ТУ указывают
название устройства, его назначение, условия эксплуатации, основные технические
параметры и характеристики, а также методы испытаний и условия приемки
изготовленных устройств. ТП содержит описание процесса изготовления устройства
в виде технологических документов (технологические карты на соответствующие
операции ТП, применяемое оборудование и инструменты, режимы обработки, расчеты
затрат времени на изготовление и прочую необходимую информацию, без которой
невозможен процесс изготовления).
Вся конструкторская документация выполняется в точном соответствии с единой
системой конструкторской документации (ЕСКД), а технологическая - с единой
системой технологической документации (ЕСТД).
При разработке рабочего проекта выполняются окончательные чертежи общего вида устройства, сборочный чертеж устройства в целом, сборочные чертежи всех его узлов, рабочие чертежи всех деталей и сборочных единиц. На этой стадии разрабатываются пояснительная записка (ПЗ), техническое описание (ТО) и другие текстовые документы, дополняющие конструкторскую и технологическую документацию. Комплект чертежей вместе с ПЗ, ТО и ТУ составляют комплект конструкторско-технологической документации (ККТД), необходимый для производства опытных образцов устройства. Контроль за ходом опытного производства осуществляется именно по ККТД. Во время опытного производства вводятся необходимые изменения в конструкцию устройства или ТП его изготовления с обязательным внесением всех изменений в ККТД.
Окончательным итогом опытно-конструкторских работ является испытание устройства при предполагаемых условиях эксплуатации и определение степени соответствия его реальных технических характеристик ранее задаваемым. После этого делается вывод о возможности изготовления данного устройства в условиях серийного или массового производства.
Основная задача
технического творчества - разбудить в молодом человеке заинтересованность в
технических знаниях, т.е. возбудить в нем технический или технологический
интерес. Поэтому в техническом творчестве преобладают модели технических
устройств, которые наиболее близки интеллекту молодого, технически
малоразвитого, человека и соразмерны его техническому и технологическому
мышлению. К таким моделям относятся модели самолетов, кораблей и другой водной
техники, автомобилей и космической техники.
Отдельную группу занимают действующие спортивные модели автомобилей и водной
техники, а также воздушной и космической техники.
При создании моделей необходимо помнить, что апробировать их технические свойства можно как путем опытных запусков среди сверстников и товарищей по занятиям, так и на соревнованиях.
К изготовлению моделей надо относиться очень тщательно. Хорошо изготовленные модели вместе с их авторами могут стать участниками соревнований различного ранга вплоть до мирового. Заметим, что в этих соревнованиях фиксируются не только достижения и рекорды, в том числе и мировые, по каждому классу моделей, но и оценивается их внешний вид по определенной системе баллов.
3.1. Материалы и
комплектующие изделия для конструирования и моделирования
3.2. Технологические
операции сборки при моделировании и конструировании
3.3.Изготовление
моделей судов и кораблей
3.4. Изготовление
моделей авиационной техники
3.5. Изготовление
моделей ракет
3.6. Изготовление
электрических и радиоэлектронных устройств
При изготовлении различных конструкций и моделей применяются самые разнообразные материалы. Их можно условно разбить на следующие большие группы: черные и цветные металлы и сплавы, древесные и тканые материалы, комбинированные материалы и пластмассы.
В соответствии с литературой [3, 19, 20, 23, 29, 36] приведем примеры применение различных материалов в конструировании и моделировании.
Сталь 35, Сталь 45, Сталь 50 (лист 0,2...4 мм) - ГОСТ 1652-89, пруток (круг до 120 мм) - ГОСТ 1050-88. Листовой материал применяется для изготовления корпусных и крепежных деталей, а прутки для изготовления крепежных осесимметричных деталей. Материал хорошо изменяет механические свойства с помощью соответствующих режимов отжига, закалки и отпуска [29], в отожжёном состоянии хорошо обрабатывается.
Сталь углеродистая инструментальная У10А - ГОСТ 1435-90 в закаленном состоянии имеет повышенную твердость. В моделировании применяется для изготовления специальных инструментов, например, пунсонов вырубных штампов.
Проволока низкоуглеродистая качественная (диаметр от 0,5 до 6,0 мм с оцинкованным покрытием и без покрытия) - ГОСТ 792-67. Применяется для изготовления различных осей, каркасов, корпусных деталей. Хорошо обрабатывается и поддается пайке, но плохо калится [27].
Проволока круглая стальная углеродистая пружинная (от 0,14 мм) - ГОСТ 9389-79. Применяется для изготовления пружин, самораскрывающихся парашютов, упругих подвесок и т.п., может быть использована в качестве рессор для моделей автомобилей.
Алюминиевый сплав АМг-А-М (лист мягкий толщ. 0,3...6 мм) - АМТУ-252-77 и алюминиевый сплав Д16А-Т (лист твердый, пружинящий) - ГОСТ 4977- 83. Широко используются в радиотехнических устройствах как корпусной материал. Хорошо обрабатываются всеми видами механической обработки (резкой ножницами, сверлением, обработкой напильниками и т.п.). Имеют хорошие показатели теплопроводности и электропроводности. Имеют малый удельный вес, широко применяется в моделировании авиационной и космической техники.
Алюминиевый сплав Д16-М(Т) - (круг 4...120 мм) - ГОСТ 4783-74. Сплав достаточно износостоек. Применяется для изготовления осесимметричных деталей типа втулок, валов, иногда подшипников скольжения в авиамоделировании.
Латунь ЛС-59-1 (прутки до 60 мм) - ГОСТ 2060-90. Применяется для изготовления осесимметричных корпусных деталей, работающих в напряженных тепловых условиях и в условиях повышенной влажности. Отлично проводит тепло и электричество. Твердость значительно выше, чем у меди. Хорошо смачивается оловянно-свинцовыми припоями и, следовательно, хорошо паяется.
Проволока латунная Л-62 (1,5...4 мм) - ГОСТ 1060-83. Применяется при изготовлении деталей, которые соединяются пайкой. Хорошо зарекомендовала себя во влажной среде, поэтому можно использовать при изготовлении моделей судов и кораблей.
Бронза БрБ2 - лента мягкая или твердая пружинящая - ГОСТ 18175-72. Наиболее прочный сплав на медной основе. По своей твердости и упругим свойствам при обычной температуре превосходит даже высококачественные стали. Применяется для изготовления пружин в исполнительных механизмах, работающих во влажной среде. Используется как пружинный материал в контактах реле, микропереключателях, выключателях [20, 29].
Бронза БрАМц - пруток - ГОСТ 18175-72. Применяется для изготовления высококачественных подшипников скольжения, используемых при установке тяговых и гребных винтов в скоростных моделях всех видов. Используется при изготовлении червячных винтов, шестерен и втулок.
Сплавы 79НМ, 79НМА, 80НМ (пермоллой листовой) - ГОСТ 10160-75. Обладает повышенной магнитной проницаемостью и поэтому применяется для изготовления пластин наборных сердечников трансформаторов, статоров электродвигателей и другой электротехнической продукции. Является хорошей защитой от магнитных потоков в виде экранов.
Древесина хвойных пород, кроме лиственницы, (сосна, ель, кедр, пихта) относится к мягким породам. У этой древесины явно выражена анизотропия - неравенство механических свойств в продольном и поперечном направлениях. Наибольший предел прочности вдоль волокон у лиственницы (112 Мпа).
У древесины лиственных пород (береза, дуб, граб, бук, ясень, орех, липа, осина, красное дерево, тик, тисс, чинара) анизотропия выражена меньше, а механические свойства выше. Так, например, наибольший предел прочности вдоль волокон наблюдается у граба (137 Мпа). У него же наибольшая плотность при 12% влажности - 800 кг/м3. Наибольшая ударная вязкость также у древесины лиственных пород (у граба 99000 Дж/м3 , у ясеня - 88290 Дж/м3, у бука - 80440 Дж/м3, а у березы - примерно 93200 Дж/м3). Для моделизма широкое распространение получила древесина лиственных пород потому, что, во-первых, произрастает на территории России, а, во-вторых, имеет высокие механические показатели.
В моделировании при изготовлении деталей неответственного назначения часто используют древесину лиственных пород, произрастающих в средней полосе России: липу, ольху, осину, бук. Береза не получила широкого распространения ввиду склонности к загниванию во влажной среде. Однако при изготовлении инструмента, работающих в условиях ударных нагрузок (например, киянок, корпусов рубанков, ручек для молотков, кувалд и др.) береза является очень хорошим материалом.
Способность
древесины к гнутью возрастает с увеличением в ней влаги. Наибольшей
способностью к гнутью обладает древесина средне- и сильно усыхающих лиственных
пород, например, ясень, дуб. При повышении температуры способность к гнутью
увеличивается. Наилучших результатов можно добиться при пропаривании или
проваривании древесины.
Шпон бывает лущеный и строганый. Строганый шпон получается путем
строгания чураков древесины на шпонострогальных станках. Так как строгать можно
в различных направлениях, то возможны тангенциальные, радиальные, полурадиальные
и тангенциально-торцевые срезы. Этим обеспечивают высокие эстетические свойства
структуры шпона. Для изготовления строганого шпона используется древесина с
красивой структурой (дуб, бук, орех, клен, ясень, красное и черное деревья,
пихта и т.п.).
Шпон изготавливается длиной от 0,55 м и выше (для тангенциального среза - от 0,3 м), толщиной 0,4…1,0 мм и шириной от 80 до 200 мм.
Влажность шпона должна быть в пределах 8…10%.
Фанера изготавливается
склеиванием трех и более листов шпона, соседние слои которого располагаются
так, чтобы обеспечить взаимно-перпендикулярное направление волокон. Так
уменьшается анизотропия - фанера меньше коробится и растрескивается по
сравнению со шпоном. Изготавливается толщиной от 1,5 мм до 18 мм.
Древесно-стружечная плита (ДСП) плоского прессования и непрерывного прессования
изготавливается из первичных отходов лесообрабатывающей производства путем
смешивания этих отходов с отвердевающими смолами и прессованием полученной
таким образом массы. Толщина ДСП зависит от типа и колеблется от 10 мм до 22 мм
для шлифованных листов и до 26 мм - для нешлифованных.
Древесно-волокнистая плита (ДВП) - это листовой материал, изготовленный из древесины, измельченной до волокон. Древесные волокна под действием большого давления, высокой температуры и склеивающего вещества спрессовываются в однородный материал. По прочности на изгиб ДВП подразделяют на сверхтвердые (СТ-500), твердые (Т-350, Т-400), полутвердые (ПТ-100) и мягкие (М-20, М-12, М-4). Применяется наравне с фанерой, но имеет более гладкую наружную поверхность.
Кроме перечисленных материалов в моделизме используется различная бумага (от папиросной до плотной) и картон. Большую популярность имеет картон прессшпан. Он имеет хорошие механические свойства. Изготавливается различной толщины от 0,1 мм до 5,0 мм. Может быть использован для различных работ: от прокладочного материала при намотке трансформаторов до материала, используемого как конструкционный (изготовление каркаса катушек трансформаторов).
Капроновая ткань применяется для изготовления парусов в судомоделировании. Очень легкий и прочный материал, способен плавиться даже от пламени спички, но не горит, потому технологичен и безопасен.
Стеклоткань применяется совместно с эпоксидной смолой для изготовления корпусов моделей судов, кораблей, ракет, а также наземной техники. При соприкосновении с ацетоном стеклоткань изменяет свойства ткани и превращается в твердое вещество. Может использоваться также как герметик при постройке моделей кораблей.
Текстолит конструкционный ПТ А, Б (лист до 22 мм) - ГОСТ 2910-74. Материал, получаемый склеиванием нескольких слоев хлопчатобумажной ткани, пропитанными формальдегидными смолами. Имеет хорошие электроизоляционные показатели. Используется как крепежный или облицовочный материал. Применяется для подшипников скольжения, для изготовления шестерен автомобильных двигателей, пишущих и текстильных машин, а также для деталей электротехнического назначения. Нередко на текстолитовых платах размещают объемный монтаж радиоэлектронной аппаратуры. Материал противопожарен, хорошо обрабатывается резанием.
Текстолитовые стержни (8...60 мм) по ГОСТ 5385-70 используются для изготовления осесимметричных деталей.
Стеклотекстолит (лист 1...2,0 мм) - СТ-1А М РТУ-16-509. Имеет то же назначение, что и текстолит, но обладает более высокими механическими свойствами. Изготавливается из стекловолокна, пропитанного формальдегидными смолами, прессованием.
Гетинакс марки Вв (листовой) - ГОСТ 2718-74. Используется в радиоэлектронной промышленности. Имеет хорошие -электроизоляционные показатели.
Стекло органическое марок ПА, ПБ, ПВ, (лист 1...40 мм) - ТУ МХП 26-54. Широко используется в моделировании для "остекления" окон и иллюминаторов моделей. Может быть использовано для демонстративных моделей, в которых необходимо показать внутреннюю часть. Хорошо обрабатывается резанием и полируется. При нагреве быстро теряет свои механические свойства, поэтому его можно гнуть, формовать, т.е. придать ему любую форму. Хорошо склеивается дихлорэтаном (осторожно - ЯД!). Тонкие большие листы при комнатной температуре требуют осторожного обращения из-за хрупкости.
Фторопласт 4 или ТЕФЛОН (лист 0,5...20 мм) - ТУ ММ-162-74. Совершенно не поглощает воду. Имеет низкий коэффициент трения и высокую теплостойкость. Хороший изолятор, в том числе и для токов высокой частоты. Используется для изготовления долговечных подшипников скольжения, работающих без смазки в химически агрессивной среде. Может использоваться как конструкционный материал. До 250ОС совершенно безвреден.
Пленка из фторопласта 4 (0,02...0,10 мм) ТУ МУП М-158-84 применяется для "остекления" окон и иллюминаторов моделей. Имеет хорошие механические показатели, долговечна. Используется для изготовления прокладок, уплотнений, сильфонов, деталей, работающих в агрессивной среде, как изоляционная пленка.
Трубка полихлорвиниловая (1...6 мм) ТУ МХП 1375-87. Из нее изготавливают оболочку стержней для шариковых авторучек. В таком виде она может быть применена для изготовления подшипников осей колес моделей автомобиля, тяговых и воздушных винтов при наличии резинового двигателя. При больших оборотах применять полихлорвинил не рекомендуется, т.к. при нагреве он плавится.
Пенопласт ПС-1 (плита 3...40 мм) СТУ 9-91-81. Используется как теплоизоляционный и шумоизоляционный материал. Поглощает значительную часть вибраций. Хорошо режется горячей проволокой, обрабатывается ножом. Используется как упаковочный материал для различной аппаратуры. К недостаткам можно отнести растворимость в некоторых растворителях, например, сольвенте, ацетоне, растворителе №646.
Полистирол блочный и эмульсионный - ГОСТ 9440-74. Прозрачный материал, с хорошими диэлектрическими свойствами. Используется для корпусных деталей приборов, радиоэлектронной аппаратуры, различных изоляторов, в том числе и установок токов высокой частоты, деталей внутренней отделки самолетов и вагонов. Недостатки -хрупкость и низкая теплостойкость.
Резина В-14 (для передач гладкими роликами) - ТУ МХП 1166-68. Хорошо обрабатывается ножом. Ее можно обрабатывать в токарных станках, зажав туго слева и справа двумя деревянными пластинами. Используется для фрикционных передач, а также для изготовления ободов колес моделей наземной техники и шасси моделей самолетов.
Электрические двигатели постоянного тока нашли широкое применение в моделировании и в техническом конструировании т.к. они компактны, надежны и легко запускаются. Они бесшумны в работе, реверсивны, могут плавно изменять частоту вращения вала. Все это делают такие двигатели весьма привлекательными даже с точки зрения управляемости моделями на расстоянии.
В зависимости от характера возбуждения магнитного потока электродвигатели постоянного тока подразделяются на два типа: с возбуждением от постоянных магнитов и от электромагнитов.
Электродвигатели с возбуждением от постоянных магнитов выпускаются промышленностью мощностью от десятых долей ватта до десятков ватт. Это двигатели типа ДП, ДПМ, ДПР и ДН. Характеристики некоторых наиболее распространенных электродвигателей приведены в таблице 3.1.
Двигатели серии ДПМ выпускаются в трех вариантах исполнения: Н1 - с одним выходным концом вала, Н2 - с двумя, Н3 - с центробежным регулятором частоты вращения.
Двигатели серии ДПР выпускаются в четырех вариантах: помимо вариантов исполнения Н1 и Н2 есть еще исполнения Ф1 (фланцевое крепление с одним выходным концом вала) и Ф2 (фланцевое крепление, но с двумя выходными концами вала). Двигатели имеют шесть разных габаритов с диаметром корпуса от 15 мм и далее с увеличением по 5 мм.
Двигатели с
возбуждением от электромагнитов менее оборотистые. Они выпускаются в
сериях МУ, Д и СД. Реверсивность у таких двигателей обеспечивается
переключением питания с одной обмотки возбуждения на другую. При этом нет
необходимости изменять направление тока в обмотке якоря. Одним из недостатков
таких двигателей является заметное уменьшение частоты вращения вала при
увеличении нагрузки и заметное увеличение потребляемого тока.
Микроэлектродвигатели часто устанавливаются на моделях транспортных устройств -
автомоделях, моделях сельскохозяйственных машин, а также судомоделях. В
авиамоделях их используют реже, в основном, для привода вспомогательных
устройств таких, как уборка шасси, в рулевых машинках радиоуправляемых моделей,
для запуска и остановки основного поршневого двигателя.
Следует отметить, что в последнее время (в связи с появлением новых электрических источников питания большой емкости и малым весом) на моделях авиационной техники стали применять электродвигатели для привода тягового винта, но стоимость таких моделей значительна и порой недоступна даже для солидных станций технического творчества регионального масштаба.
Источниками питания электродвигателей постоянного тока служат гальванические элементы и батареи. Основными характеристиками таких элементов и батарей являются напряжение питания и емкость. Емкость - это максимальный ток, который может обеспечить элемент для питания потребителя, в течение одного часа. Она измеряется в ампер-часах (АЧчас).
При создании моделей необходимо помнить, что чем больше емкость элемента или батареи элементов (при одном и том же напряжении), тем они тяжелее. При конструировании моделей с электродвигателями почти всегда приходится решать задачу на оптимизацию: например, сколько необходимо подключить гальванических элементов для электродвигателя при заданном весе модели, чтобы она развила определенную скорость и при этом прошла определенное расстояние. Здесь подразумевается, что вес модели включает в себя и вес гальванических элементов.
Наиболее распространенные гальванические элементы и их основные характеристики приведены в таблице 3.2.
Помимо гальванических элементов в моделировании широко используются аккумуляторы - источники питания многоразового пользования, которые можно многократно заряжать, а затем использовать для питания электродвигателей. Они бывают кислотные и щелочные.
Кислотные аккумуляторы не нашли большого применения в моделировании из-за больших габаритов. Чаще всего применяют батарею аккумуляторов 10РА-10. Она обеспечивает ток до 10 ампер в течение одного часа, что вполне достаточно для двух или трех запусков такой модели, как крейсер.
Щелочные аккумуляторы более легкие, имеют герметическое исполнение и поэтому наиболее приемлемы для применения в моделировании. По составу материалов электродов они подразделяются на кадмиево-никелевые, железо-никелевые, серебряно-цинковые, никелево-цинковые и серебряно-кадмиевые.
Серебряно-цинковые аккумуляторы имеют заряд, отнесенный к их массе, в 3…4 раза выше, чем у кадмиево-никелевых. Но срок службы у них гораздо меньше, а стоимость в 3-4 раза выше. Именно поэтому их используют большей частью на соревнованиях очень высокого ранга.
Наибольшее распространение получили кадмиевоникелевые аккумуляторы, которые дешевле остальных, имеют достаточно малые габариты, герметичны и, главное, надежны в эксплуатации.
Щелочные аккумуляторы выпускаются в следующих вариантах исполнения:
- дисковые Д-0,06 (0,06 - емкость в АЧчас), Д-0,12, Д-0,2;
- цилиндрические А4, НФ4, ЦНК-0,2, ЦНК-0,45, ЦНК-0,85;
- прямоугольные КНГ-0,35Д, КНГ-0,7Д, КНГ-1,0.
Поршневые двигатели устанавливаются, в основном, на модели авиационной техники и гоночные судомодели с гребным или воздушным винтом. На автомодели поршневые двигатели не устанавливают, т.к. они развивают большое число оборотов. Это обстоятельство заставляет применять редукторы с большим передаточным отношением, что значительно усложняет кинематику модели и приходится увеличивать ее габариты и вес. Но в отдельных случаях, для кордовых гоночных моделей автомобилей, могут быть использованы и поршневые двигатели.
Для спортивных
моделей установлены три категории поршневых двигателей:
- I - с рабочим объемом до 2,5 см3;
- II - с рабочим объемом от 2,5 см3 до 5,0 см3;
- III - с рабочим объемом от 5,0 см3 до 10,0 см3.
Основные
технические характеристики поршневых двигателей приведены в таблице 3.3.
По способу воспламенения топливной смеси поршневые двигатели для моделей бывают
компрессионными или калильными. У компрессионных двигателей воспламенение
топливной смеси происходит за счет повышения температуры при её сжатии, а у
калильных - специальной калильной свечой.
На модели каждого класса устанавливают двигатели определенного типа.
На авиамодели устанавливают следующие двигатели:
- МК-17 - на кордовые тренировочные и таймерные модели самолетов;
- МК-12В - на таймерные, пилотажные и скоростные модели самолетов, модели для воздушного боя;
- МД-2,5К "Метеор" - на скоростные, таймерные модели самолетов, модели для воздушного боя (двигатель калильного зажигания);
- ЦСКАМ-1 - на гоночные модели
(конструкция аналогична МД-2,5);
- МД-2,5А "Комета" - на пилотажные и радиоуправляемые модели
самолетов;
- "Полет" - на пилотажные модели, на модели-копии и радиоуправляемые модели (с дополнительными приспособлениями для регулировки мощности);
- МАИ-10 - на кордовые и пилотажные
модели, модели-копии, радиоуправляемые модели;
- МАИ-25 - на тяжелые модели летательных аппаратов.
На кордовые модели самолетов устанавливают также пульсирующий воздушно-реактивный двигатель РАМ-1.
На скоростные кордовые модели автомобилей устанавливают поршневые двигатели типа МД-2,5К, МД-5А, МАИ-10, ОТМ-2,5 "Сокол".
Н а
скоростных моделях судов с гребным или воздушным винтом устанавливают двигатели
МД-5А "Комета" и МД-2,5К "Метеор". На тяжелые модели
крупных кораблей - МАИ-10 и МАИ-25.
Охлаждение
двигателей может быть воздушное и водяное.
Воздушное охлаждение приемлемо для всех авиамоделей и скоростных моделей
наземного транспорта и судов.
Для тихоходных
моделей судов и кораблей, скорость которых менее 40 км/час, используют водяное
охлаждение. При водяном способе охлаждения двигателя используют поток воды от
гребного винта, который подают в рубашку охлаждения двигателя.
3.1.6. Топливные смеси для микродвигателей внутреннего сгорания.
Топливом для поршневых двигателей являются смеси горючих компонентов с
различными маслами и присадками.
Горючие компоненты
- керосин, этиловый спирт, эфир, метиловый спирт и др.
Смазочные масла - касторовое масло, минеральное масло МИ8, соляровое масло и
др.
Состав смеси определяется назначением:
- для обкатки двигателя добавляют больше смазочного масла, при этом двигатель развивает мощность ниже паспортной;
- для нормальной работы двигателя масло добавляют в небольших количествах;
- для получения максимальной мощности в топливную смесь добавляют присадки (вещества, повышающие активность сгорания топлива), например, амилнитрит.
Рецепты топливных смесей приведены в таблице 3.4.
Компоненты топливной смеси смешивают в определенном порядке.
Для компрессионных
двигателей сначала растворяю смазочный компонент в эфире, затем добавляют
керосин или соляровое масло. Полученную смесь фильтруют, затем сливают в
герметическую посуду и отстаивают 1,5…2 суток при температуре 20…25О и снова
фильтруют, отделяя мутные белые хлопья. Эти хлопья могут появиться только
тогда, когда в состав компонентов попала вода, например, со спиртом или эфиром.
После фильтрации топливную смесь без присадок разливают в герметическую стеклянную
посуду.
Присадки вводят в полученную смесь при помощи шприца непосредственно перед
запуском модели.
Для двигателей с калильным зажиганием топливная смесь состоит из метилового спирта и касторового масла. Сначала растворяют масло в спирте, а затем добавляют присадки (чаще всего амилнитрит), взбалтываю смесь, дают отстояться в течение 1,5…2 суток, фильтруют и разливают в герметическую стеклянную посуду, желательно порциями, достаточными для одной заправки бензобака.
Достоинствам этих двигателей являются высокая удельная мощность, малые габариты и масса, высокая надежность и безопасность обслуживания, т.к. "топливо" негорючее, а частота вращения винта ниже чем у ДВС (около 3500 мин -1).
Серийный выпуск этих двигателей был начат фирмой Билла Брауна в 1947 году (Англия). Первая модель этого двигателя имела рабочий объем 0,29 см3, диаметр поршня -7 мм, ход поршня 7,5 мм, масса вместе с сифонным баллончиком - 64,5 г. Все детали двигателя были металлическими. Последняя модель двигателя, выпущенная в 1981 году, имела рабочий объем 0,023 см3, диаметр поршня и ход поршня - 3 мм. С баком объемом 3 см3 и винтом диаметром 90 мм двигатель работал более 2 минут.
С 1975 года в Англии серийно выпускались двигатели типа "Телко" с основными деталями из пластмассы (нейлона). Рабочий объем двигателя 0,06 см3, диаметр поршня 4,5 мм, ход поршня 3,8 мм. Масса двигателя вместе с бачком - 2,8 см3 и винтом диаметром 137 мм составляла 16,5 г. Позже появился двигатель "Шарк", который по параметрам близок к "Телко", но дешевле и проще его. Он экспортируется во все страны мира.
Большой популярностью в мире пользуются двигатели, разработанные в бывшей Чехословакии конструкторами Я. Студничкой, М. Кахой и Ш. Гашпариным. Это двигатели типа "Модела СО2", "Студничка 0,54", "Гашпарин 0,1". Отметим, что Ш. Гашпарин создал самый миниатюрный в мире двигатель "Гашпарин 0,006" с объемом 0,006 см3, диаметром поршня 2 мм, ходом - 2 мм. Вместе с баком объемом 1,2 см3 и винтом из алюминия диаметром 80 мм он весит всего 3,3 г.
В России двигатели на углекислом газе разрабатываются отдельными энтузиастами моделистами-конструкторами для своих моделей, а серийно пока не выпускаются.
Электрические двигатели для моделей с точки зрения поражения током безопасны. Они работают при низких напряжениях. Однако необходимо всегда обращать внимание на хорошую изоляцию проводников (разносить подальше плюсовую и минусовую клеммы) Это необходимо потому, что даже при низком напряжении можно достичь величины тока, при котором возможно возгорание токоведущих проводов.
Необходимо
помнить, что некоторые компоненты топливных смесей для поршневых ДВС могут быть
ядовиты или оказывать другое вредное воздействие на здоровье человека.
Внимание! Метиловый спирт - яд! Поэтому обкатку модельных ДВС надо производить
в хорошо проветриваемом помещении. Посуда с метиловым спиртом должна храниться
в сейфе и быть герметичной. На посуде должна быть надпись "Метиловый
спирт. ЯД!".
Все компоненты топливных смесей должны храниться в местах, исключающих
случайное применение. На посуде должна быть этикетка с названием вещества,
хранящегося в ней.
При любых (не только при первых) запусках двигателя необходимо выполнять
следующие правила:
- перед первым запуском двигателя необходимо тщательно проверить воздушный винт на наличие трещин, сколов и грубых дефектов (эксплуатация двигателя с такими дефектами НЕДОПУСТИМА);
- запуск двигателей производить только в
присутствии инструктора, преподавателя, лаборанта или более опытного товарища
(запускать двигатель одному ЗАПРЕЩАЕТСЯ);
- перед запуском двигатель должен быть надежно закреплен на испытательном
стенде или на модели;
- ЗАПРЕЩАЕТСЯ крепить двигатель за картер,
т. к. при этом возможно появление на корпусе картера трещин и, следовательно,
разрушение во время работы двигателя и разлет осколков;
- ЗАПРЕЩАЕТСЯ находиться в плоскости вращения винта, т.к. есть вероятность
разрушения винта и травматизма его осколками.
Часть изделия, изготовленная из одного материала, называют деталью. Две и более детали, соединенные вместе, называют сборочными единицами. В сборочные единицы могут входить и готовые изделия, которые называют комплектующими (покупными), например, двигатели для моделей, подшипники качения, топливные насосы, редукторы, трансформаторы в электротехнических изделиях, стандартные электро- и радиоэлементы в электрических и электронных устройствах и т.п
Операции соединения отдельных деталей в сборочную единицу или объединения отдельных деталей и сборочных единиц в более крупные сборочные узлы, а затем и готовые изделия, называют сборочными операциями.
В сборочных операциях применяют различные типы соединений: разъемные и неразъемные. К первому типу относят соединения, которые позволяют разобрать изделие после сборки без повреждения входящих в него частей. Неразъемные соединения не позволяют этого сделать.
К разъемным соединениям относят резьбовые соединения, шпоночные, шлицевые, штифтовые, шплинтовые. К неразъёмным соединениям относятся сварные, соединения заклепками, соединения пайкой, клеевые.
Такие соединения
широко используются практически во всех технических устройствах, но особенно в
электротехнических и радиоэлектронных приборах. Они удобны тем, что детали,
собранные с помощью винтов, гаек, шпилек, можно всегда разобрать, поэтому такие
соединения более технологичны с точки зрения дальнейшей модернизации
устройства.
При изготовлении моделей резьбовые соединения применяются редко из-за того, что
со временем такие соединения под воздействием вибраций или каких-либо других
условий становятся нежесткими. Для того, чтобы этого не произошло, необходимо
применять специальные методы: использовать пружинные шайбы, заливать резьбовое
соединения специальными составами и т.п.
Геометрические размеры резьбы определены ГОСТ 9150-84. В соответствии с этим ГОСТ промышленность выпускает инструменты для изготовления резьбы: плашки для наружной резьбы и метчики - для внутренней.
В практике моделирования применяется, в основном, метрическая резьба. Основные геометрические параметры этой резьбы приведены на рис. 3.1.
Метрическая резьба
в технической документации обозначается следующим образом: сначала приводится
буква М (что означает метрическая), а затем - ее размер и шаг (если величина
этого шага отличается от основного ряда). Например: М6 - диаметр резьбы 6 мм, а
шаг - крупный стандартный 1мм; М6ґ0,5 - диаметр резьбы 6 мм, а шаг - 0,5 мм.
Из схемы на рис. 3.1 видно, что теоретическое значение высоты резьбы h может
быть найдено как разность значений Dн и Dв, т.е.
h = Dн - Dв.
Существует
определенная связь между высотой профиля резьбы h и шагом t. Для практических
расчетов высоты резьбы можно пользоваться следующей формулой
h = 0,548 t.
В процессе изготовления резьбы в корпусных деталях или самодельных гайках из изоляционного материала часто возникает вопрос о выборе сверла для изготовления резьбы под имеющийся винт или болт.
В таблице 3.5 приведены основные размеры применяемых в моделировании резьб и диаметры сверл, которые необходимо применять в случае изготовления внутренней резьбы.
Пайка - это соединение двух металлов легкоплавким сплавом, который называют припоем.
Основу припоя составляет олово, свинец и различные добавки. Например, в припое ПОС-61 содержится: олова - 61%, сурьмы - 2%, остальное - свинец. Для снижения температуры плавления в припой добавляют висмут и кадмий. Например, в сплаве Розе содержится висмута около 27%, поэтому температура его плавления - около 90О С. Такой сплав плавится даже в кипящей воде.
По условиям эксплуатации многих электротехнических или радиотехнических приборов температура плавления припоев, которые используется при их монтаже, должна быть в пределах +150…+3000С.
Для лучшего прилипания (адгезии) припоя к металлической поверхности применяют поверхностно-активные вещества (флюсы).
Наиболее часто в
моделировании применяют флюс на основе спирта и канифоли (раствор канифоли в
этиловом спирте в соотношении 40% канифоли и 60% спирта - по объему). Для пайки
тонкого листового железа в качестве флюса используют хлористый цинк.
Процесс пайки состоит из следующих переходов:
- механическая зачистка соединяемых
поверхностей от окислов металлов;
- обезжиривание поверхностей органическим растворителем (этиловым спиртом,
бензином, ацетоном и др.);
- нагрев поверхностей до температуры несколько выше температуры плавления припоя;
- нанесение тонкого слоя припоя на соединяемые поверхности (лужение поверхности);
- соединение поверхностей между собой (сжатие их друг с другом) и нагрев до температуры плавления припоя;
- промывка места пайки органическим растворителем.
Нагрев соединяемых поверхностей и нанесение припоя осуществляют специальными электрическими паяльниками. Рабочее напряжение при их использовании в детских технических кружках по соображениям электробезопасности не должно превышать 36В.
При моделировании
клеевые соединения являются самыми распространенными потому, что эти соединения
практически не увеличивает вес модели. А вес - это фактор для модели очень
существенный, особенно, если это авиационные или другие скоростные модели.
Клеи бывают:
- животного происхождения (рыбий и костный столярный клей, казеиновый);
- синтетические, например: "Момент", нитроцеллюлозный (НЦ), поливинилацетатный (ПВА);
- двухкомпонентными, например, эпоксидный клей ЭД-5 .
Органические и синтетические клеи обычно продаются готовыми к употреблению. Эпоксидный клей приготавливается из двух или трех компонентов (может добавляется наполнитель) непосредственно перед применением. Правила использования и технология склеивания для таких клеев приведены на их упаковке.
Особую группу составляют клеи на основе животного происхождения. Человек стал использовать их в быту на заре цивилизации. Они прекрасно склеивают древесину, бумагу, картон, используются для отделки шпоном столярных изделий. Склейки казеиновым клеем имеют хорошие механические характеристики, поэтому он использовался на заре авиации даже для сборки деревянных конструкций самолетов.
Клеи животного
происхождения наименее вредные и потому их рекомендуется использовать при
моделировании, в котором принимают участие совсем юные моделисты.
Эти клеи приготавливаются особенным способом.
Приготовление рыбьего и костного (столярного) клеев. Основная особенность этих клеев состоит в том, что они размягчаются в процессе нагрева. При высокой температуре (до 1000 С) в соединении с водой они могут быть жидкими. Консистенция зависит от количества воды. Это обстоятельство делает такие клеи высокотехнологичными.
Для приготовления столярного клея используют паровую ванну, которая получается в специальной клееварке, конструкция которой приведена на рис. 3.2. В качестве корпуса клееварки можно использовать старые кофейники, которые имеют конусную форму (меньшим диаметром вверх) и подходящую по диаметру кастрюлю.
Во внутрь конической посуды 1 наливают воды до уровня на 5…10 см ниже дна кастрюли 3, в которую насыпают сухой столярный клей и доливают немножко воды. Все это ставят на огонь. Необходимо постоянно перемешивать клеевую массу и следить за тем, чтобы вода из нижней конической кастрюли не выкипела окончательно. По мере расплавления клея, в него можно добавлять воды - тогда клей будет более жидким.
Приготовление
казеинового клея. Для приготовления казеинового клея нужно иметь два
компонента: сухой казеиновый порошок и воду. В посуду насыпают нужное
количество сухого казеинового клея и доливают теплую воду (соотношение примерно
следующее: 40% порошка и 60% воды). Тщательно и долго перемешивают полученную
смесь до однородной консистенции. По мере перемешивания масса будет становиться
все более густой, поэтому можно добавлять воды до получения необходимой
консистенции (обычно густота сметаны).
Для ускорения процесса перемешивания можно использовать сверлильный станок или
электрическую дрель, зажав в патрон медную проволоку, которой придают форму,
подобной той, которая используется при перемешивании бытовыми электрическими
миксерами.
Жизнеспособность клея - 4...6 часов, после чего он загустевает и становится
непригодным для использования.
Технологии
склеивания материалов различны при применении клеев на основе воды (столярный,
казеиновый и ПВА), синтетических клеев и эпоксидного клея.
Первой группой клеев можно хорошо склеивать далеко не все материалы. К числу
хорошо склеиваемых можно отнести: бумагу, картон, ткань, кожу, древесину,
фарфор и комбинацию этих материалов.
Второй группой
клеев можно склеивать большее число материалов (кроме металлов). Эти клеи, как
правило, быстросохнущие, поэтому при изготовлении моделей удобны.
Эпоксидный клей склеивает почти все, но застывает при температуре 20…25О в
течение одних суток. Его применяют только в ответственных моментах
изготовления. Кроме того, при использовании эпоксидного клея необходимы
специальные меры безопасности.
Более подробно технология склеивания приведена в литературе, например, [23,
главы III и XIII].
Клепаные соединения относятся к неразборным. При клепке необходимо иметь, как минимум, два соединяемых материала и заклепку (рис. 3.3).
Заклепки бывают самого различной формы, но в моделировании используются заклепки или с полукруглой головкой 3, или, с так называемой, чечевичной головкой 5.
Твердость материала заклепок всегда должна быть не больше, чем твердость соединяемых материалов. В моделировании часто используют заклёпки из алюминия или меди.
Наиболее употребительные заклепки - сплошные. Они имеют диаметры цилиндрической части от 2,5 мм до 5 мм (через каждые 0,5 мм). Для изготовления клепаного соединения в материалах, которые необходимо соединить, просверливают отверстия, диаметр которых необходимо выбирать на 0,1 мм больше, чем диаметр заклепки. Заклепки проталкивают через соединяемые материалы с помощью специальной оправки 4, по которой ударяют молотком. Для более качественного соединения под головку заклепки подкладывают твердую плиту со специально изготовленной полостью 7 под шляпку. После этого, используя другую оправку 6, энергичными ударами молотка расплющивают выступающий конец заклёпки, который будет принимать форму внутренней поверхности этой оправки.
Среди речных и
морских судов можно найти самые разнообразные прототипы для моделирования: от
парусников времен Х. Колумба и до современных атомных авианосцев.
Все суда и корабли подразделяются на определенные классы, например по
двигателю: парусные суда и корабли, с паровыми двигателями, с двигателями
внутреннего сгорания, с водометными двигателями, газотурбинными двигателями,
атомными двигателями. Их также подразделяют по движителям, например: парус,
гребной винт, воздушный винт, реактивная сила и т.д.
Некоторые из видов гражданских судов, представлены на рис. 3.4.
Модели судов и кораблей подразделяются на следующие группы.
Группа А/В - "Скоростные кордовые модели" (дальность хода 500 м),
двигатель внутреннего сгорания (ДВС):
- класс А1 - ДВС с объемом до 2,5 см3, гребной винт;
- класс А2 - ДВС от 2,5 см3 до 5 см3, гребной винт;
- класс А3 - ДВС от 5 см3 до 10 см3, гребной винт;
- класс В1 - ДВС объемом до 2,5 см3, воздушный винт.
Группа С - "Стендовые модели":
- класс С1 - все виды весельных и парусных судов без двигателя;
- класс С2 - модели с механическим двигателем любого типа;
- класс С3 - макеты сооружений;
- класс С4 - миниатюрные модели любых судов и кораблей.
Группа Д - "Ветровые, неуправляемые модели яхт" (дальность хода 100
м):
- класс Д-М - яхта Марбехэд, парус, скорость любая;
- класс Д-10 - яхта Тернитер, парус, скорость наиболее возможная;
- класс Д-Х - свободно сконструированная модель.
Группа Е - "Самоходные модели" (дальность хода 50 м, двигатель -
механический любой конструкции):
- класс ЕН - точные копии гражданских судов, скорость - масштабная;
- класс ЕК - точные копии военных кораблей, скорость - масштабная;
Основной частью любой модели судна или корабля является его корпус. Он не только определяет внешний вид модели, но и все те качества, которые у прототипов называются мореходными. Именно поэтому технологии изготовления корпуса уделяют самое пристальное внимание.
Существуют определенные требования к конструкции корпуса модели:
- корпус модели должен повторять как можно
точнее геометрические параметры прототипа;
- он должен иметь достаточные механические характеристики для выполнения своих
функций;
- иметь малый вес (особенно для парусных и высокоскоростных моделей);
- корпус модели ниже ватерлинии должен иметь малое гидравлическое сопротивление (особенно для скоростных моделей);
- иметь большую долговечность.
Корпус изготавливают различными способами. Его можно изготовить из целого бруска дерева, набрать из листового материала (фанеры, картона, пластика), сделать клееным (из ткани, бумаги или других подобных материалов), сделать прессованием из термопластичных материалов (полистирола, капрона, винипласта, оргстекла и т.п.).
При конструировании модели корпуса необходимо всегда использовать теоретический чертеж (см. глава 2, раздел 2.2).
Такая технология
целесообразна для небольших по размерам моделей яхт, катеров, буксиров,
глиссеров и др. Она сопряжена с определенными трудностями. Главная из них - как
выбрать материал из середины бруса и сделать стенки корпуса как можно тоньше.
Для изготовления корпуса берут мягкие, хорошо обрабатывающиеся лиственные
породы древесины, такие как, липа, ольха, осина, тополь и др. Использовать в
качестве материала березу нецелесообразно, так как у неё и удельный вес больше,
и она больше других пород подвержена гниению, особенно во влажной среде.
Брусок для корпуса должен быть достаточно сухим, влажностью не более 15…20%. Размеры бруса должны соответствовать наибольшим размерам корпуса модели.
Последовательность
изготовления следующая:
1) размечают брус на продольные плоскости ДП, наносят очертания корпуса по
главному виду теоретического чертежа, вид с кормы и линии шпангоутов аналогично
тому, как это представлено на рис. 3.6 (применяемые инструменты - тонко
заточенный карандаш, линейка, угольник на 90о);
2) обрабатывают заготовку, обрезая её по линиям главного вида, выделяя носовую, кормовую части и палубу (применяемые инструменты - фигурная ножовка, маленький топорик, широкая полукруглая и плоская стамески);
3) тонкой фанеры или другого плотного листового материала по теоретическому чертежу изготавливают шаблоны шпангоутов и ватерлиний (применяемые инструменты - лобзик по дереву, ножницы по металлу, острый нож-косяк);
4) форму по шаблонам и обеспечивая при этом плавный переход от одного сечения к другому, а также симметричность каждого из участков относительно линии ДП (применяемые инструменты - широкая полукруглая и плоская стамески, напильники с крупной насечкой, изготовленные шаблоны);
5) внутренний объем корпуса получают долблением, начиная от кормы и носа и постепенно перемещаясь к середине корпуса; перед долблением размечают толщину стенок бортов, а в процессе работы эту толщину постоянно проверяют (применяемые инструменты - перовые сверла, коловорот, небольшие долотца, полукруглые стамески; в отдельных частях можно применять сверлильный станок, кронциркуль);
6) окончательная обработка корпуса (применяемые инструменты - малые рубанки, стамески, нож-косяк, рашпили, наждачная шкурка разной зернистости, шаблоны);
7) отделка корпуса: шлифовка, грунтовка, окраска масляными красками и лакировка (применяемые инструменты - мелкая наждачная шкурка, резиновые шпатели, кисти);
8) сушка корпуса.
Это более
прогрессивная технология. Такие корпуса можно изготавливать практически для
всех видов моделей. Они легки, прочны, хорошо сохраняют форму и обеспечивают
моделям хорошие ходовые качества.
Рассмотрим наиболее типичную технологию изготовления наборного корпуса модели
(рис. 3.7).
Последовательность
изготовления следующая:
1) изготавливают плоскую гладкую доску-стапель по размерам на 3…4 см больше,
чем длина и ширина палубы;
2) на доске-стапеле наносят линию ДП и линии шпангоутов через шпации согласно теоретическому чертежу и производят их нумерацию;
3) из фанеры толщиной 2…3 мм вырезают контуры палубы по проекции "полуширота";
4) на палубе с внутренней стороны размечают линии ДП и делают на её краях вырезы для установки шпангоутов;
5) устанавливают палубу на стапеле,
совмещая соответствующие линии ДП и шпангоутов;
6) изготавливают из фанеры килевую раму и шпангоуты, которые нумеруют, в
шпангоутах делают пропилы для сборки с килевой рамой;
7) производят предварительную сборку каркаса корпуса: шпангоуты вставляют в пропилы палубы и скрепляют килевой рамой;
8) если предусмотрены продольные ребра
жесткости (стрингеры), то их подгоняют по пазам шпангоутов;
9) устраняют в сборе обнаруженные перекосы и неточности, после чего весь набор
собирают на клею (казеиновый, ПВА, нитроклей АК-20) и закрепляют маленькими
гвоздиками или нитками;
10) после высыхания клея набор зачищают напильниками и наждачной бумагой;
11) из тонкой фанеры или шпона вырезают полоски для обшивки (ширину подбирают
опытным путем) и пропитывают их нитроклеем;
12) подготовленные полосы прибивают
мелкими гвоздями к шпангоутам и стрингерам, начиная от палубы к килю, причем
обшивку ведут одновременно с левой и правой стороны корпуса;
13) после высыхания корпус обрабатывают напильником и наждачной бумагой,
полируют и пропитывают нитроклеем с помощью пульверизатора или кисти, т.е.
подготавливают для шпатлевки;
14) после высыхания корпуса производят отделочные операции - сначала его
шпатлюют, затем зачищают, а потом грунтуют и окрашивают в разные цвета в
соответствии с раскраской прототипа.
Корпуса из стеклоткани обычно изготавливают для достаточно больших моделей длиною более 700 мм.
Такие корпуса имеют ряд преимуществ перед долблеными или наборными корпусами: легки, водостойки, относительно менее трудоемки в изготовлении.
Последовательность
изготовления корпусов из стеклоткани следующая:
1) изготавливают болванку корпуса из дерева, глины, гипса или другого
технологичного материала в соответствии с формой и наружными размерами готового
корпуса;
2) покрывают болванку разделительным слоем для того, чтобы к ней не
приклеивалась стеклоткань (в качестве разделителя используют парафин,
разведенный в керосине или восковая мастика для натирания пола);
3) устанавливают болванку на два деревянных бруса палубой вниз и прикрепляют её к ним гвоздями или шурупами у кормы и носа так, чтобы болванку удобно было поворачивать в процессе работы;
4) выклеить корпус, покрывая болванку несколькими слоями стеклоткани, пропитанной полиэфирными смолами типа ПН-1 или эпоксидными смолами типа ЭД-5 с отвердителем по рекомендациям, указанным на упаковке этих материалов;
5) готовый корпус снимают с болванки, удаляют наплывы смолы ножом, стамеской или напильником, затем зачищают наждачной бумагой;
6) обрезка корпуса и окончательная отделка.
Стеклоткань обычно выбирают с редким переплетением нитей и разрезают на полосы или куски разной формы, удобные для работы.
Смолу накладывают
тонким слоем на болванку, затем накладывают и прижимают к болванке стеклоткань,
затем снова накладывают смолу и т.д. Более трех слоев за один прием не
наклеивают. После застывания смолы поверхность зачищают, обезжиривают и
накладывают следующие слои и так до получения необходимой толщины бортов.
Отвердителем смолы ПН-1 является нафтанат кобальта (8% от объема), а для
эпоксидной смолы - полиэтиленполиамин (15…20% от объема).
Пары отвердителя
токсичны и могут вызвать раздражение слизистой оболочки дыхательных путей и
кожи. Поэтому работа с эпоксидными смолами должна вестись на воздухе или в
вытяжном шкафу. Руки должны быть защищены резиновыми перчатками.
При попадании смеси смолы с отвердителем на кожу необходимо удалить смесь
мягкой ветошью, протереть кожу ацетоном и вымыть руки теплой водой с мылом.
Окраску моделей лучше всего производить по частям. Следует выбирать быстросохнущие краски и лаки, например, нитроэмали марок НЦ-11, НЦ-12, нитролак НЦ-229. Окраску лучше всего производить с помощью пульверизатора. Начинать окраску надо с более светлых тонов. Загустевшие краски растворяют специальными растворителями и процеживают через два слоя марли или капроновый чулок.
Покрасочные работы следует проводить в хорошо проветриваемом помещении или в вытяжном шкафу. Применять в этом помещении открытый огонь категорически запрещается. Это может привести к воспламенению паров растворителя и, соответственно, пожару.
В
авиамоделировании сложились три направления создания моделей:
1) копирование объектов авиационной техники по внешнему виду (модели-копии) в
точном соответствии с выбранным масштабом и применением тех же материалов, что
и у прототипа;
2) моделирование полета объектов авиационной техники (спортивный моделизм);
3) комплексное моделирование, сочетающее воспроизведение внешнего вида объектов
авиатехники с процессом полета.
Первые модели изготавливают как наглядные пособия для учебных целей, сувениры, украшения помещений, выставок технического творчества и т.п. (рис. 3.8, А, Б, В). При проектировании новых летающих аппаратов они служат объектами исследования. Их помещают в аэродинамические трубы, обдувают потоком воздухи и определяют аэродинамические характеристики будущих летающих аппаратов.
Второй тип моделей имеет основные части летательного аппарата, например, самолеты. Форма их сильно отличается от реальных объектов, но эти модели действующие, на них изучается процесс полета, управления, летные характеристики, а так же проводятся спортивные соревнования (рис. 3.8, Е, З). Такие модели классифицируются по определенным признакам, а соревнования проводятся по установленным правилам.
Комплексные модели точно повторяют все внешние признаки отображаемых летающих аппаратов в определенном масштабе и способны совершать полеты (рис. 3.8, Д, Ж).
Такие модели очень интересны как объекты технического творчества не только для детей, но и для взрослых, т.к. помогают изучать реальную авиационную технику, повышают техническое мастерство моделистов и приносят эстетическое удовлетворение своим создателям.
Как уже
отмечалось, авиамодели планеров и самолетов могут быть схематическими или же
фюзеляжными Схематические модели не совсем точно повторяют линии и форму
прототипа, а и имеют лишь отдаленное сходство с ним. Такие модели наиболее
просты в изготовлении, поэтому доступны для начинающих авиамоделистов.
Фюзеляжные модели более точно повторяют объемно-пространственную структуру
прототипа. Они сложнее устроены и поэтому их рекомендуется изготавливать
опытным моделистам.
Спортивные модели подразделяют на три класса: свободнолетающие, кордовые и
радиоуправляемые.
Каждый класс делится на категории:
Свободнолетающие :
- планеры (категория F-1-A);
- резиномоторные модели (категория F-1-B);
- таймерные (категория F-1-C);
- комнатные (категория F-1-D ).
Технические требования к планерам: площадь несущей поверхности крыла и стабилизатора - 32...34 дм2; минимальная масса - 410 г; максимальная нагрузка на несущую плоскость - 0,49 Н/дм 2 .
Технические требования к резиномоторным моделям: площадь несущей поверхности - 17...19 дм2; минимальная масса без мотора - 190 г; максимальная нагрузка - 0,49 Н/дм2; максимальная масса смазанного мотора (моторов) - 40 г.
Технические требования к таймерным моделям (с ДВС): максимальный объем двигателя - 2.5 см 3; максимальная масса (в г) равна VДВ ґ 300 (VДВ в см3); нагрузки на несущую поверхность: минимальная - 0.196 Н/дм2, максимальная - 0.49 Н/дм2. Энергию выхлопа двигателя использовать запрещается.
Требования к комнатным моделям: максимальный размах крыла - 650 мм; минимальная масса без резинового двигателя - 1г.
Кордовые модели:
- скоростные (категория F-2-A);
- пилотажные (категория F-2-B);
- гоночные (категория F-2-C);
- модель "воздушного боя" (категория F-2-D).
Требования к скоростным моделям: площадь несущей поверхности (дм2) равна численно удвоенному объёму двигателя (в см2); максимальный объём двигателя - 2,5 см3; максимальная нагрузка на крыло не более - 0,98 Н/дм2 .
Требования к пилотажным моделям: максимальная площадь несущих поверхностей - 150дм2; максимальная масса - 5 кг; максимальная нагрузка на несущую поверхность - 9,98 Н/дм2; максимальный объём двигателя - 10 см 3. Модель должна иметь шасси, а двигатель - глушитель.
Требования к гоночным моделям: минимальная площадь несущей поверхности - 12 дм2; максимальная полётная масса - 700 г; максимальный объём двигателя - 2,5 см 3; минимальная высота фюзеляжа в месте кабины пилота - 100 мм; ширина - 50 мм; площадь поперечного сечения - 39 см2.
Требования к моделям "воздушного боя": максимальная площадь несущей поверхности - 150 дм2; максимальная полётная масса - 5 кг ; максимальная нагрузка на несущую поверхность - 0,98 Н/дм2; максимальный объём двигателя - 2,5 см 3 .
Радиоуправляемые модели:
- пилотажные ( категория F-3-А );
- модели планеров ( категория F-3-В );
- гоночные (категория F-3-С ).
Требования к пилотажным моделям: максимальная площадь несущих поверхностей - 150 дм2; максимальная масса модели (без топлива) - 5 кг, минимальная нагрузка на несущие поверхности - 0,118 Н / дм2; максимальный объём двигателя - 10 см 3 .
Требования к моделям планеров: максимальная несущая площадь - 150 дм2; максимальная масса - 5 кг ; нагрузки- минимальная - 0,118 Н/дм2 максимальная - 0,736 Н / дм2; максимальный рабочий объём двигателя - 2 см 3; время работы двигателя - 45 с ; длина леера - 150 м .
Требования к гоночным моделям: максимальный объём цилиндра двигателя - 6 ,6 см 3; поперечное сечение фюзеляжа по миделю - 175ґ 85 мм, шасси модели должно быть двухполюсным.
Устройство схематической модели планера показано
на рис. 3.9.
Основные размеры планера выбирают в следующих пределах:
- размах крыла l = 700 … 800 мм;
- длина наибольшей хорды крыла b = 0,125 l;
- размах стабилизатора lст = 0,33 l;
- площадь крыла Sкр выбирают в зависимости от класса моделей;
- длина хорды стабилизатора bст = 0,125 l;
- площадь стабилизатора Sст = 0,25 Sкр;
- площадь киля Sк = 0,33 Sст;
- длина фюзеляжа Lф =0,5 l.
Фюзеляж планера изготавливается из сухой сосновой рейки длиной 850 мм и сечением 8 ґ 8 мм, равномерно сужающейся по всей длине до размера 4 ґ 4 мм в хвостовой части. Носовой груз делается из липовой или осиновой доски толщиной 8 мм. Для хорошего соединения носового груза с рейкой-фюзеляжем в нем делают уступ, в который вставляют рейку-фюзеляж, и все это вместе склеивают клеем ПВА, казеиновым или "Феникс".
Каркас крыла 1 состоит из двух продольных кромок и семи поперечных нервюр (рис. 3.10). Кромки изготавливаются из сосновых реек длиной 800 мм и сечением 8 ґ 4 мм, равномерно уменьшая его к краям до сечения 4 ґ 3 мм. Для лучшей устойчивости в полете кромкам крыла придают V-образную форму так, как это показано на рисунке. Угол с горизонтом должен составлять для каждого крыла 10…120. Для того чтобы сделать этот изгиб кромки, в местах предполагаемого изгиба рейку пропаривают 15…20 минут, а затем высушивают над пламенем свечи, спиртовки или другим источником сильного тепла, помогая при этом удерживать изготавливаемые детали руками под нужным углом. Концевые закругления крыла можно изготовить из бамбука или нескольких склеенных между собой тонких (1 мм) слоев древесины березы, липы или осины. Здесь места закруглений также пропаривают в горячей воде и высушивают над пламенем свечи или спиртовки. Концы кромок крыла и закруглений срезают "на ус", смазывают клеем и обматывают место склейки прочными хлопчатобумажными нитками и все высушивают (рис.3.11,а).
Нервюры крыла изготавливают из тонких 2 мм реек, придавая им необходимую форму после размачивания и медленной сушкой в специальных приспособлениях (рис. 3.11, г). Температура такой сушки - 30…40ОС, время - 4..5 часов.
Нервюры собираются
с кромками крыла в соответствии с чертежом (рис. 3.11, б). Концы высушенных
нервюр заостряют лопаточкой и вставляют в расщелину кромки крыла, которая
сделана предварительно по разметке. При сборке крыла необходимо следить за тем,
чтобы места соединения нервюр с кромкой крыла не выступали над общей
поверхностью крыла.
Правильность сборки каркаса крыла проверяют по чертежу (шаблону), сделанному в
натуральную величину.
Каркас крыла устанавливается на "кабанчике" 4, который изготавливается из сосновой дощечки толщиной 8 мм (рис. 3.10). "Кабанчик" служит для механического крепления крыла к фюзеляжу. Помимо этого он обеспечивает крылу во время полета необходимый угол атаки. Поэтому к точности изготовления "кабанчика" предъявляются повышенные требования. Передний выступ "кабанчика" имеет высоту 15 мм, задний - 8 мм. При установке каркаса крыла на "кабанчик" необходимо следить за равенством весов правой и левой частей крыла.
Технология изготовления
каркаса стабилизатора аналогична изготовлению каркаса крыла. Однако в
стабилизаторе отсутствует V - образный наклон. Каркас стабилизатора крепят к
рейке-фюзеляжу, предварительно сделав в ней соответствующие углубления под
кромки (рис.3.11, в). Угол атаки в плоскостях стабилизатора отсутствует.
Каркас киля изготавливают из бамбуковой рейки сечением 4ґ4 мм. Его изогнутый
конец заостряют для того, чтобы затем вставить в рейку-фюзеляж.
Каркасы крыла и стабилизатора обклеивают папиросной или другой специальной бумагой в один слой только с одной стороны - сверху (рис. 3.11, д). При оклейке каркаса крыла бумагу наклеивают отдельно на каждую половину. Бумагу разрезают на полосы, ширина которых на 3…4 см шире кромок. Сначала наносят клей на одну кромку крыла. Слегка смачивают бумагу, приклеивают её, а затем наносят клей на противоположную кромку, натягивают бумагу (чтобы не было складок) и производят оклейку полностью. После высыхания излишки бумаги срезают лезвием безопасной бритвы.
Киль оклеивают бумагой с обеих сторон.
После сборки и
оклейки модели, проводят ее центровку как относительно продольной оси, так и
относительно центра тяжести. Необходимо, чтобы левая и правая части модели
имели одинаковый вес. Центровку относительно центра тяжести производят
следующим образом: передвигают "кабанчик" вместе с крылом вдоль рейки-фюзеляжа
и ищут такое положение крыла, чтобы центр тяжести модели находился на таком
расстоянии от его передней кромки, чтобы оно было равно одной трети длины хорды
крыла.
После центровки можно приступать к пробным пускам модели и ее окончательной
регулировке.
Запуск модели планера проводят на ровной площадке в безветренную погоду. Первые запуски осуществляют с руки. Планер держат правой рукой за фюзеляж там, где располагается цент тяжести модели. Модель выпускают с руки мягким толчком вперед, слегка наклонив ее вниз на 1…2О.
Если при запуске модель взмывает вверх (кобрирует), то передвигают крыло назад или прибавляют груз к носовой части модели. При резком снижении модели в момент выпуска с руки (пикировании)- наоборот, передвигают крыло вперед или убирают груз с носовой части. Таким способом добиваются плавного планирования на расстоянии 12…15 метров. Если модель поворачивает вправо или влево, то необходимо повернуть киль в сторону противоположную той, куда отклоняется модель, и добиться прямолинейности полета. Еще раз проверяют равновесие модели.
После предварительной регулировки приступают к запуску модели на леере. Для этого в конструкции модели предусмотрен крючок, который располагается на носовой части модели (впереди центра тяжести на 10…15 мм). Леер имеет кольцо, которое перед запуском надевается на этот крючок. Чтобы видеть в воздухе момент отрыва кольца от модели, рядом с кольцом на леере прикрепляют флажок из легкого красного лоскута ткани. Длина леера при пробных пусках обычно выбирают от 15 до 20 метров.
Запуск
осуществляют вдвоем. Один (запускающий) держит конец леера, другой (сдающий)
держит в руке планер, на крючок которого уже накинуто кольцо леера. Планер
запускают против слабого ветра. Сдающий поднимает модель планера над головой,
немного подняв ее нос кверху. Запускающий начинает плавно бежать в сторону
запуска модели при этом натягивает леер. Перед натяжкой леера начинает бег и
сдающий. Когда сдающий почувствует, что от встречного движения модель
стремиться уйти вверх, он отпускает ее. Модель должна набрать необходимую
высоту. Запускающий замедляет бег, сдергивает леер с крючка и модель
оказывается в свободном полете. Если модель не набирает высоту на полную длину
леера, то крючок необходимо сместить назад, а если резко идет вверх - вперед.
На соревнованиях схематические модели планеров запускают на леере длиной до 50
метров. Чтобы запустить модель на таком длинном леере, необходима
соответствующая тренировка.
3.4.3. Изготовление схематической модели самолета.
Начинающие
авиамоделисты строят схематические модели самолетов с резиновым двигателем. Его
обычно приспосабливают на имеющуюся конструкцию планера. В этом случае
необходимы минимальные конструкторские доработки: изготовить двигатель,
движитель и сделать некоторые усиления конструкции в сторону повышения её
жесткости.
В качестве движителя выбирают вращающийся тяговый винт (пропеллер). Увеличивать
жесткость элементов конструкции схематической модели самолета необходимо делать
потому, что в полете на нее будут действовать усилия большие, чем на модель
планера (т.к. будет больше скорость, вибрация, вес и т.д.).
Для повышения
жесткости рейки-фюзеляжа ее сечение выбирают также больше, чем у планера (12 ґ
10 мм), а в стабилизаторе добавляют две дополнительные нервюры.
Для изготовления подшипника вала винта к передней части фюзеляжа прикрепляется
липовый брусок размером 25 ґ 20 ґ 12 мм (рис. 3.12, внизу). Вдоль бруска
просверливают сквозное отверстие диаметром 1,5 мм. Через это отверстие
впоследствии будет пропущена ось винта (пропеллера), которую изготовляют из
проволоки соответствующего диаметра. На расстоянии 600 мм от бруска на
рейке-фюзеляже устанавливается крючок для закрепления резиномотора.
Опыт показывает, что для нормального полета схематической модели самолета
воздушный винт (пропеллер) должен быть диаметром 250 мм. Его можно изготовить
из прямоугольного бруска липы, ольхи, осины. Размеры бруска - 250ґ25ґ20 мм.
На широкой грани
бруска проводят две взаимно перпендикулярные оси и находят центр вращения
винта. Через центр сверлят сквозное отверстие диаметром 1 мм. На эту же грань с
помощью шаблона наносят очертание лопастей, а на боковых гранях - очертания
винта сбоку.
Изготавливают винт с помощью острого ножа. Последовательность изготовления
винта показана на рис. 3.13, п.4. Верхняя часть винта изготавливается слегка
выпуклой, а нижняя - плоской или слегка вогнутой.
При изготовлении необходимо следить за симметричным расположением всех элементов винта относительно оси вращения. Массы обеих половин винта должны быть одинаковыми. Для этого винт проверяют на равновесие.
Окончательная отделка винта заключается в шлифовке поверхностей, окончательной балансировке и покраске двумя слоями лака.
Резиновый двигатель модели изготавливают длиной 600 мм из круглой авиамодельной резины диаметром 1 мм и массой 30 грамм. Вбив в доску два гвоздя на расстоянии 600 мм друг от друга, резину обматывают вокруг них в виде петель. Свободные концы связывают (рис.3.13, п.5). Около гвоздей намотанную резину перевязывают тонкой нитью.
Собранный таким
образом двигатель промывают в теплой мыльной воде. После этого проводится
полоскание в чистой воде и сушка вдали от источников тепла.
Желательно сделать несколько двигателей. На одном из них необходимо провести
испытание с целью выявления количества возможных закруток до разрыва резины.
Для двигателей устраивают динамическую "тренировку". Она проводится следующим образом. С помощью дрели делают закрутку на 20…25% от полного возможного числа оборотов, затем полностью раскручивают, потом снова закручивают, добавляя 15% оборотов, и так далее - до 80…85%.
После
"тренировки" двигатель опять промывают в теплой мыльной воде,
прополаскивают, сушат, смазывают касторовым маслом и хранят уложенным в темную
герметическую стеклянную банку или полиэтиленовый пакет.
Запуск и регулировку модели самолета делают после окончательной сборки и
установки винта и двигателя.
Перед запуском проверяют модель на отсутствие асимметрии и перекосов при видах сверху и сбоку.
Положение центра
тяжести модели такое же, как и у планера. Так же, как и прежде добиваются
планирования и прямолинейного полета на расстоянии 10…12 метров.
Отрегулировав модель на планирование и на прямолинейный полет, переходят к
моторному запуску.
Перед запуском модели её резиномоторный двигатель закручивают на 50…60 оборотов. Берут модель за фюзеляж правой рукой, поддерживают винт левой. Легким толчком вперед одновременно отпускают модель из обеих рук.
Если модель даже
при большой закрутке не набирает высоты, то, возможно, в полете изгибается
рейка-фюзеляж. Её можно укрепить прочной натянутой сверху нитью.
Если модель во время полета "трясет", то, очевидно, плохо
отбалансирован тяговый винт. Этот недостаток необходимо устранить.
Из опыта конструирования моделей можно предложить следующее: планирующий полет лучше регулировать смещением крыла относительно фюзеляжа, а моторный - смещением вала винта "вверх-вниз" или "вправо-влево". Смещение "вверх-вниз" может быть достигнуто различными подкладками под подшипник, а "вправо-влево" - за счет изменения его положения на рейке-фюзеляже (в частности, установить подшипник под некоторым малым углом к рейке-фюзеляжу).
Изготовление моделей ракетной техники является увлекательнейшим занятием как для моделистов младшего, так и для моделистов старшего возрастов. Особенный бум моделирование ракет был в начале 60-х годов прошлого столетия. Это связано с определенными победами нашей науки в космосе.
Самой простой моделью ракеты можно считать цилиндрическую трубу, имеющую заострение спереди и стабилизатор сзади. В трубу вставлялся специальный пороховой заряд. Ракета устанавливалась вертикально, заряд поджигался каким-либо способом и … ракета улетала ввысь. Что потом с ней случалось? Куда она падала? На эти вопросы ответов не было. Главное, факт - ракета ушла со старта.
Прошло немного времени. Корпуса моделей ракет стали изготавливаться из более качественных материалов, которые хорошо держат температуру и поэтому стали менее опасными в обращении, но более трудоемки в изготовлении. Корпуса стало жалко использовать только один раз, поэтому появилась проблема: как приземлить ракету в заданный район и как её в этом районе найти.
Выход вроде бы
есть - необходимо заставить ракету выбросить в конце траектории полета парашют
и на нем опускаться, а поиск организовывать по радиосигналу.
Давайте разберемся с этим, как нам показалось, очевидным выходом.
Для того чтобы парашют раскрылся, его надо сначала вытолкнуть из корпуса ракеты
через носовую часть. Здесь возможны разные устройства, в том числе и
инерционные. Но самым простым способом является применение вышибного порохового
заряда. Его необходимо поджечь в конце траектории полета по команде, которая
или формируется в самой ракете, или передается по радио. Следовательно, в
составе полезного груза, помимо самого парашюта, нужен еще и электронный блок,
и электропитание к нему. А это дополнительный вес, и не малый. Увеличивается
общий вес полезного груза и, соответственно, общий вес ракеты, т.е. при запуске
необходимо использовать более мощный заряд.
Другими словами, устройство таких ракет очень сложное и изготовление их бывает не под силу моделистам-одиночкам. При конструировании моделей таких ракет необходимы теоретические знания по баллистике, пиротехнике, радиоэлектронике и по другим отраслям знаний.
Разработанная А.Тихоновым (педагогом Центра "Ровесник") спортивная модель ракеты предназначена для выступления в двух категориях - S3A и S6A. Ее конструкция подкупает простой и доступной технологией. Ниже приводим технологию сборки такой модели, заимствованную из [26].
Основной "строительный" материал данной модели ракеты - бумага. Оригинально, с максимальным использованием ее прочностных свойств, изготовлен головной обтекатель (рис.3.14). Сначала из полосок шириной 10-12 мм на оправке склеивают шесть-семь колец (обручей). Далее, немного увлажнив, их склеивают между собой также на оправке, нанизывая одно кольцо на другое. После просушки срезают неровности, обрабатывают шкуркой и покрывают два раза лаком для прочности. В нижнюю часть обтекателя вставляют на клею соединительную втулку из бумажной полоски шириной 30 мм.
Корпус модели
склеивают из писчей бумаги толщиной около 0,1 мм на оправке диаметром 30 мм
(ширина соединительного шва - 5 мм). Хвостовой отсек конической формы также
бумажный, с корпусом и с двигательным контейнером соединен внахлест.
К свободному концу третьей нитки привязывают резинку-амортизатор длиной около
180 мм. Место их соединения (узелок) закрывают отрезком хлорвиниловой трубочки.
Готовый корпус со всеми элементами покрывают лаком для увеличения жесткости и влагостойкости. Свободный конец резинки амортизатора продевают в отверстие головного обтекателя и изнутри привязывают соединительную нить, к которой крепят систему спасения (парашют или тормозную ленту).
Данная модель рассчитана на ракетный двигатель диаметром 10,2-10,3 мм. Если калибр МРД окажется больше, надо увеличить диаметр двигательного контейнера.
Лучше, конечно, заранее знать, на каких МРД будет запускаться ракета.
В последнее время на соревнованиях стали демонстрировать модели ротошютов. Это - ракета, которая взлетает от порохового заряда, а приземляется, вращаясь вокруг своей оси за счет винта, который раскрывается в конце траектории полета (на активной части траектории лопасти винта вместе составляют корпус ротошюта). Приземление осуществляется подобно игрушке, которую многие из нас часто запускали в детстве (рис. 3.15).
Приводим конструкцию ротошюта, разработанного в Центре детского творчества г. Нижнекамска под руководством педагога А.Н. Россиева [27].
Модель ротошюта класса S9A - трехлопастная. Фюзеляж - из двух элементов: штанги и двигательного контейнера; их соединение - телескопическое (рис. 3.16).
Работу над моделью начинают с изготовления фюзеляжа. Вначале на оправке диаметром 10,2 мм накатывают контейнер из двух слоев стеклоткани толщиной 0,1 мм и обрезают по длине 125 мм. В нижней его части закрепляют хвостовой обтекатель из липы. В нем делают три продольные канавки шириной 4 и глубиной 3 мм для размещения в них фиксаторов лопастей. Затем снаружи на обтекатель по окружности наматывают четыре слоя ниток, которые, в свою очередь, будут удерживать лопасти от раскрытия.
В верхний конец контейнера вклеивают торцевой шпангоут с отверстием диаметром 6 мм. В стенке контейнера сверлят дренажные отверстия (5-6 шт.) для выхода газов при срабатывании вышибного заряда.
Штангу
длиной 300 мм, как и контейнер, выклеивают из стеклоткани на оправке диаметром
5-5,5 мм. Можно сделать ее и из древесины, но тогда прочность ее будет ниже.
На расстоянии 85 мм от верхнего края штанги монтируют узел навески лопастей. Он
состоит из силового шпангоута и упорного кольца. Шпангоут вырезают из
фольгированного стеклотекстолита толщиной 1-1,5 мм, делают в нем три фигурных
пропила (под углом 120°) для размещения рычагов навески лопастей.
К нижней поверхности шпангоута приклеивают прочное кольцо шириной 7,5- 8 мм, которое будет служить упором для рычагов раскрытия лопастей. Изготовить это кольцо можно из десяти слоев стеклоткани или выточить из дюралюминия. Силовой шпангоут клеят на штангу эпоксидной смолой.
Рычаги навески лопастей выпиливают из стеклотекстолита толщиной 1,5 мм. На загнутом их конце делают два отверстия на расстоянии 6,5 мм между ними: 1 мм- под ось рычага и диаметром 2 мм - под резиновую тягу. Из стальной проволоки диаметром 1 мм выгибают П-образную ось поворота лопасти, продевают сквозь тонкое отверстие рычага и припаивают ее к верхней поверхности силового шпангоута. В другом отверстии (диаметром 2 мм) закрепляют резиновую нить раскрытия лопасти. Второй конец нити надевают на крючок, закрепленный на штанге.
В носовой части штанги клеят один-два шпангоута и крепят головной обтекатель, отформованный из стеклопластика. Нижний (свободный) конец штанги продевают сквозь верхнее отверстие контейнера и закрепляют на ней поршень, выточенный из липы. Получается своеобразное телескопическое соединение.
Лопасти (их три)
изготавливают из бальзы, пластинки которой толщиной 1,5 и длиной 250 мм
смачивают, укладывают на оправку диаметром 30 мм и обматывают бинтом или
резиновым жгутом для придания необходимой формы. После просушки каждую лопасть
покрывают двумя слоями нитролака. Затем на одном конце делают продольный вырез
шириной 1,5 и длиной 37 мм под рычаг навески, а к другому крепят стабилизатор,
тоже изготовленный из бальзы. В этом же месте, на нижней плоскости лопасти,
приклеивают пластину из стеклопластика шириной 3,5 и длиной 30 мм-фиксатор
стартового положения лопасти.
В вырезы готовых лопастей вклеивают фигурные рычаги навески. Угол отклонения
лопастей регулируют, подпиливая надфилем вырезы в упорном кольце.
Подготовку модели ротошюта проводят в такой последовательности. Складывают лопасти вдоль штанги, и при этом перемещают вверх двигательный контейнер. Его хвостовой обтекатель входит в образовавшееся кольцо из трех дугообразных лопастей, фиксаторы которых, в свою очередь, вставляют в продольные канавки обтекателя. Внешне получается обыкновенная модель ракеты. Остается установить двигатель (МРД). Масса модели без него- 26г.
Модель ротошюта взлетает с газодинамической установки. После старта, на высоте 200-250 м, когда сработает вышибной заряд, поршень штанги уходит вверх (достаточно всего на 10-15 мм), лопасти освобождаются от фиксации и под действием резиновых тяг раскрываются - модель переходит в режим авторотации (рис. 3.15).
Электромеханические и радиоэлектронные устройства состоят из большого числа элементов. При изготовлении таких устройств все элементы необходимо собрать воедино, закрепить их механически на одном каркасе и соединить электрически между собой в полном соответствии с принципиальной электрической схемой.
Процесс установки
элементов в общем корпусе называют механическим монтажом. Механический монтаж
производят, как правило, с помощью резьбовых соединений.
Процесс соединения выводов элементов называют электрическим монтажом. Он может
быть объемным, печатным или комбинированным.
При комбинированном монтаже используются как объемный, так и печатный монтаж с использованием различных приемов закрепления монтажных элементов и соединения их выводов.
При объемном монтаже крупногабаритные элементы, такие как трансформаторы, электролитические конденсаторы большой емкости, реле, индикаторные устройства, мощные выходные транзисторы на радиаторах и др., располагают в объеме корпуса устройства в соответствии с критериями компоновки.
Выводы этих элементов соединяют между собой гибким монтажным проводом при помощи резьбовых соединений, пайки или сварки.
При объемном
монтаже часто применяются различные стойки и монтажные платы, которые являются
промежуточными при монтаже и к которым припаиваются элементы электрических и
радиоэлектронных схем и соединительные провода (рис. 3.17).
Электрическое соединение выводов крупногабаритных электрорадиоэлементов
выполняют, в основном, гибкими монтажными проводами. Крепление проводов к
выводам элементов осуществляют различными способами: винтами, гайками, пайкой,
трением и т.п. Выбор способа крепления зависит от конструкции выводов.
Наиболее широкое применение находит пайка монтажных проводов к выводам, которые могут иметь вид цилиндрического стержня (рис. 3.18, а), трубочки с отверстием (рис. 3.18, б), трубочки с косым срезом (рис.3.18, в), лепестка с отверстием (рис. 3.18,г) или пистона (рис. 3.18,е).
Важным моментом
соединения является механическое крепление проводящей части провода (жилы) к
выводу путем гибки, а затем уже пайка расплавленным припоем (рис. 3.18, д).
Монтажные провода разнообразны по конструкции и применяются в зависимости от
условий эксплуатации. В бытовых приборах и в моделях наибольшее распространение
получили медные, гибкие одножильные и многожильные провода в полихлорвиниловой
изоляции или в изоляции из двух слоев - из искусственного шелка, а сверху
полихлорвиниловый влагозащитный слой. Иногда жилы проводов для надежности пайки
покрывают слоем припоя (лудят). Температурная стойкость этих проводов от -50ОС
до +70ОС.
Изоляцию проводов
выпускают различных цветов. Для облегчения анализа монтажа в электрических
цепях объемного монтажа используют провода следующей окраски:
- красный, оранжевый - высокое напряжение и провода положительного потенциала
"+";
- белый - минусовые цепи "-";
- голубой, синий - нулевой потенциал "земля", "корпус", "масса";
- коричневый, черный - цепи накала в электроламповых приборах.
Для защиты цепей от электромагнитных наводок применяют экранированные провода в оплетке из тонких луженых медных проводов.
В таблице 3.6
приведены марки монтажных проводов и их основные данные.
Для монтажа с концов провода снимают изоляцию на расстоянии 15…20 мм,
многожильные провода скручивают и лудят, оставляя 4…5 мм от изоляции
необлуженными для того, чтобы при гибке провода не ломались.
При механическом креплении концов проводов к выводам элементов, например, при соединении с помощью винтов, на концах проводов делают петлю из зачищенных и облуженных жил, обязательно закрутив и спаяв место соединения петли. Между головкой винта и проводом прокладывают шайбу, которая предотвращает механическое повреждение петли при приложении усилия затяжки.
Провода, идущие в одном направлении, связывают в пучки (жгуты) монтажными капроновыми или хлопчатобумажными нитками №00 или №10. Хлопчатобумажные нитки для надежности пропитывают воском или парафином.
Места пайки после монтажа и проверки правильности соединения покрывают цветным цапонлаком (красным, синим или зеленым) для защиты пайки от окисления, а также маркировки выполненных и проверенных соединений.
При печатном монтаже небольшие (малогабаритные) элементы электрической схемы устанавливают на плоской пластине из изоляционного материала. Соединение выводов элементов происходит с помощью токопроводящих полос этой пластины, в которые впаиваются выводы элементов. Токопроводящие полосы составляют, таким образом, рисунок печатной платы (ПП).
Печатный монтаж
может быть односторонним, когда рисунок ПП располагают только с одной стороны
(соответственно, элементы с другой стороны), или двухсторонним, когда рисунок
ПП располагают с обеих сторон (расположение элементов - с одной стороны).
Печатную плату изготавливают из листового диэлектрика с высокими механическими
показателями сопротивления на изгиб - гетинакс, текстолит, стеклотекстолит. На
одну или обе стороны этого материала нанесен тонкий слой меди. Толщина слоя -
0,03…0,05 мм. Слой представляет собой фольгу, жестко прикрепленную к
диэлектрику, поэтому материал называют фольгированным (фольгированный гетинакс,
фольгированный стеклотекстолит и т.п.). Толщина фольгированного диэлектрика
может быть различной от 1 до 5 мм. Чем больше размеры ПП, тем больше её
толщина.
Для получения рисунка проводников и контактных площадок на фольгированном материале сначала выполняют компоновку ПП, составляют топологию соединения элементов и трассировку (прокладку проводников между выводами элементов) на основе принципиальной электрической схемы.
Следовательно, для разработки конструкции ПП необходимо:
- иметь принципиальную электрическую схему;
- знать геометрические размеры каждого элемента принципиальной электрической схемы (иметь спецификацию всех элементов);
- предусмотреть возможность крепления ПП в конструируемом устройстве;
- соблюдать принципы минимизации размеров ПП - принцип "трёх минимумов": минимальная площадь пластины, минимальная длина проводников, минимальное число пересечений проводников, которые выполняются перемычками со стороны установки элементов.
Эскиз ПП выполняют на бумаге с координатной сеткой, шаг которой может быть 1,25 мм, 2,5 мм или 5 мм. Центры отверстий под выводы элементов располагают в узлах сетки. Вокруг будущих отверстий оформляется кольцо с шириной ободка 1,5…2 мм, образуя, таким образом, круглую контактную площадку (рис. 3.19,б) Заметим, что контактная площадка может быть и квадратной формы.
Соединение контактных площадок производят линиями-проводниками в соответствии с принципиальной электрической схемой. Каждому выводу элемента электрической схемы должно принадлежать одно отверстие. Несколько отверстий могут быть объединены в одну большую контактную площадку. Например, общая контактная площадка для "земли", к которой припаиваются много элементов.
Ширину линий-проводников определяют по допустимой плотности тока (для меди DI = 6 А/мм2).
Если обозначить ширину проводника b, а толщину h, то сечение проводника будет равно
S = bЧ h, мм2,
и значение b может быть определено по формуле
b = , мм.
Например, при токе I = 0,2 А, толщине фольги h = 0,05 мм, ширина проводника b = 0,66 мм.
При изготовлении ПП в индивидуальном производстве ширину проводников рекомендуется выполнять не менее 1 мм, а минимальное расстояние между двумя соседними проводниками - 1…1,5 мм. Расстояние от краев ПП до ближайших проводников, а также до крепежных отверстий должно быть не менее 3 мм.
При компоновке ПП используют реальные размеры элементов, подготовленных к печатному монтажу. Реальные размеры элементов получают либо их измерением, либо из справочников.
Подготовленный
эскиз ПП переносят на фольгированную сторону платы. В индивидуальном
производстве это делается вручную нитроэмалями или нитрокрасками с помощью
рейсфедера, плакатных перьев или иглы медицинского шприца, обрезанной
перпендикулярно оси и отполированной тонкой наждачной шкуркой. В массовом
производстве существует специальные технологии переноса рисунка с
использованием фотошаблонов.
После высыхания краски платы подвергают травлению с целью растворения медной
фольги там, где она не закрашена. Для травления используют раствор, содержащий
воды - 200 мл, хлорного железа (порошок) - 150 г. Время травления при комнатной
температуре - около 1 час.
Более быстрое травление можно произвести в растворе, содержащем 38%-ой соляной
кислоты - 20 частей, пергидроли (перекиси водорода) 30%-ой - 20 частей, воды -
60 частей. При приготовлении раствора сначала растворяют пергидроль, а затем
осторожно доливают кислоту. Время травления в таком растворе сокращается до 4…6
минут.
Травление ПП производят вблизи открытого окна или в вытяжном шкафу, так как при травлении выделяются вредные для здоровья газы, например, при травлении в хлорном железе выделяется в небольших количествах хлор.
После травления ПП промывают в проточной воде и сушат. Защитный слой краски смывают растворителем с помощью тампона из ткани и ваты.
Пайку элементов на ПП ведут легкоплавкими припоями, например ПОС-61, температура плавления которого около 1800С. Микросхемы боятся перегрева, поэтому их лучше паять припоем с температурой плавления 117…120ОС, который имеет следующий состав: олово - 54,6%, свинец - 25,5%, кадмий - 16,3%, висмут - 3,6%.
В качестве флюса применяют раствор канифоли в этиловом спирте (спирт - 60%, канифоль сосновая - 40%).
3.6.3. Изготовление корпусных деталей электрорадиоаппаратуры.
Следующий этап работы по конструированию электрорадиоаппаратуры - выбор механической конструкции устройства. Она обычно состоит их лицевой панели, шасси и корпуса (рис. 3.20).
На лицевой панели располагаются основные органы управления, предохранители, устройства индикации и коммутации, наносятся надписи, поясняющие назначение этих элементов. В качестве основы лицевой панели лучше использовать листовой материал из сплава системы АМГ. Этот материал хорошо обрабатывается режущим инструментом и не "засаливает" напильники. В качестве облицовочного материала для лицевой панели можно рекомендовать органическое стекло. В этом случае плоскости самой лицевой панели и её облицовки должны быть изготовлены по одному и тому же чертежу для того, чтобы при наложении друг на друга в них можно было бы вставить одни и те же элементы панели. Облицовка панели защитит надписи от грязи и механических воздействий и придаст ей красивый вид.
Шасси - это
пластина или коробка, на которой располагаются крупногабаритные элементы
электрических или радиоэлектронных приборов, а также печатный или объемный
монтаж. Шасси - изготавливают вырезкой из листового металла и гибкой. В
качестве материала часто используют стальной лист толщиной 0,8…1,5 мм,
алюминиевый лист или лист из сплава алюминия, например, сплав АмгА-М. Для
установки элементов электро или радиоаппаратуры в шасси просверливают отверстия
в соответствии с крепежными размерами закрепляемых элементов. Размеры
определяются или измерением или из справочной литературы.
Корпус служит защитой элементов устройства от механических повреждений и от
случайного попадания внутрь прибора частей человеческого тела. Он объединяет
все элементы устройства в единое целое, в том числе и шасси.
На рис. 3.21 показаны типовые конструкции корпусов:
- с Г-образными откидными крышками (рис. 3.21, а);
- с П -образным кожухом (рис. 3.21, б);
- с плоскими боковыми панелями (рис.3.21, в).
Для соединения деталей корпусов используют стандартные уголки или прутки круглого сечения. Соединение производят винтами или сваркой. В корпусах предусматривают отверстия или щели для охлаждения устройства воздухом.
Корпуса приборов окрашивают в светлые тона, придавая им современный эстетический вид. Панели приборов, а также ручки управления и их цвет подбираются с учетом требований антропометрии, эргономики, технической эстетики и техники безопасности.
Дополнительные сведения о компоновке и изготовлении электрических и радиоэлектронных приборов и устройств читатели могут найти в специальной литературе, например, [4, 5].
ЛИТЕРАТУРА
1 Альтшуллер Г. С. Алгоритм изобретения.
М.: Московский рабочий, 1973.
2 Аналоговые и цифровые интегральные микросхемы. Справ. пособие. 2-е изд. / Под
ред. С. В. Якубовского. М.: Радио и связь, 1984.
3 Анурьев В. И. Справочник конструктора-машиностроителя: В З-х т. М.:
Машиностроение, 1978.
4 Барташевич А. А. Основы художественного конструирования. Учеб. для вузов.
Мн.: Вышэйш. шк., 1984.
5 Борисов В. Г. Юный радиолюбитель, 7-е изд. М.: Радио и связь, 1986.; 8-е
изд., 1992.
6 Верховцев О.Г., Лютов К.П. Практические советы мастеру-любителю. -СПб.:
Энергоиздат, 1991.
7 Галагузова М. А., Комский Д. М. Первые шаги в электротехнику. М.:
Просвещение, 1985.
8 Голубев Ю., Камышев Н. Юному автомоделисту. М.: Просвещение, 1979.
9 Гусев Е. М. Пособие для автомоделистов. М., 1980
10 Евдокимов В.Д., Полевой С.Н. От молотка до лазера. - М.: Знание, 1987. - 192
с.
11 Единая система конструкторской документации (ЕСКД). Государственные
стандарты. Сборники. М.: Госстандарт, 1972-1992.
12 Енохович А.С. Физика, техника, производство. Краткий справочник. -М.:
Просвещение, 1972.
13 Зуев В., Камышев Н. и др. Модельные двигатели. М.: Просвещение, 1973.
14 Инженерные расчеты на ЭВМ / Под ред. В. А. Троицкого. Л.: Машиностроение,
1979.
15 Калина И. Двигатели для спортивного моделизма. Ч. 2. Пер. с чешск. Е.Г.
Соломониной. - М.: ДОСААФ, 1988. - 333 с.
16 Китаев И. Г. Юный моделист-конструктор сельхозмашин и тракторов. М., 1977.
17 Кружок конструирования малогабаритной сельскохозяйственной техники / И. С.
Мамет, В. А. Монтаков и др. М.: Просвещение. 1989.
18 Курти О. Постройка моделей судов. Энциклопедия судомоделизма. Л.:
Судостроение, 1977.
19 Мазейкин Е.М. Основы технического творчества: Метод. указ. к курсовой раб.
по спец. "Технология и предпринимательство".- Тула: Изд-во
Тул.гос.пед.ун-та, 1998.
20 Материалы в приборостроении и автоматике: Справ, 2-е изд. М.:
Машиностроение, 1982.
21 Попов В.С., Николаев С.А. Общая электротехника с основами электроники. - М.:
Энергия, 1972.
22 Прахов Б. Г., Зенкин Н. М. Справочное пособие по изобретательству,
рационализации и патентному делу. Киев: Выща шк., 1980.
23 Резьба по дереву / Сост. А.В. Березнев, Т.С. Березнева. - Мн.: Парадокс,
2000. - 432 с. - ("Мастер").
24 Рейкс Ч.Д. 55 электронных схем сигнализации: пер. с англ. - М.: Энергоиздат,
1991. -112 с.
25 Родштейн Л.А. Электрические аппараты. Изд. 3-е. - Л.: Энергоиздат, 1981.
26 Рожков В. Строительный материал - бумага. // Ж.
"Моделист-конструктор" № 3, 1999. С. 26.
27 Рожков В. Три лопасти надежнее. // Ж. "Моделист-конструктор" №12,
1999. С. 23-24.
28 Симоненко В.Д., Матяш Н.В. Технология: учеб. для 11 кл. общеобразоват. Учр.
- М.: Вентана-графф, 2000. - 192 с.
29 Справочник металлиста. В 5-и т. Т.2. Под ред. А.Г. Рохштадта и В.А.
Брострема. М.: Машиностроение, 1976.
30 Терещук Р. М., Терещук К. М., Седова С. А. Полупроводниковые
приемно-усилительные устройства: Справ, радиолюбителя. 4-е изд. Киев: Наукова
думка, 1989.
31 Техническое моделирование и конструирование. Учеб. пособие для студентов /
Под ред. В. В. Колотилова. М.: Просвещение, 1983.
32 Техническое творчество учащихся: Учебное пособие для студентов пединститутов
и учащихся педучилищ / Под ред. Ю.С. Столярова и Д.М. Комского. -М.:
Просвещение, 1989.
33 Технология: Учебник для учащихся 9-го класса общеобразовательной школы /
В.Д. Симоненко, А.Н. Богатырев, О.П. Очинин и др.; Под. ред. В.Д. Симоненко.
-М.: Изд. центр "Вентана-Граф", 1999. - 288 с.
34 Транзисторы для аппаратуры широкого применения. Справочник. Под ред. Б.И.
Перельмана. -М.: Радио и связь, 1982.
35 Целовальников А. С. Справочник судомоделиста. М.: ДОСААФ. Ч. 1, 1978. Ч. 2,
1980.
36 Шмелев В.Е. Древесина, её свойства и применение. Метод. разраб. темы по
курсу "Технология конструкционных материалов". - Тула: Тул. Гос. пед.
ин-т им. Л.Н. Толстого, 1988.
37 Энциклопедический словарь юного техника. / Сост. Б. В. Зубков и С. В.
Чумаков. М.: Педагогика, 1980.
Скачано с www.znanio.ru
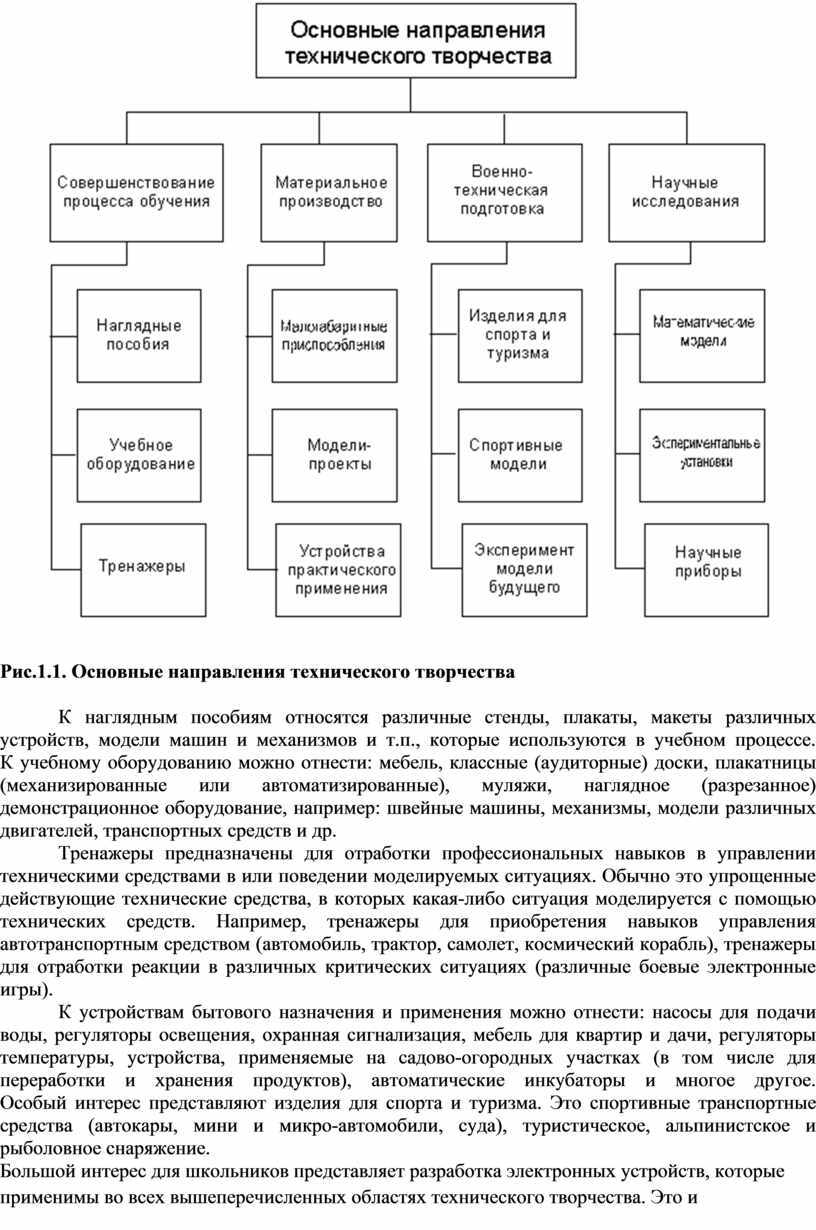
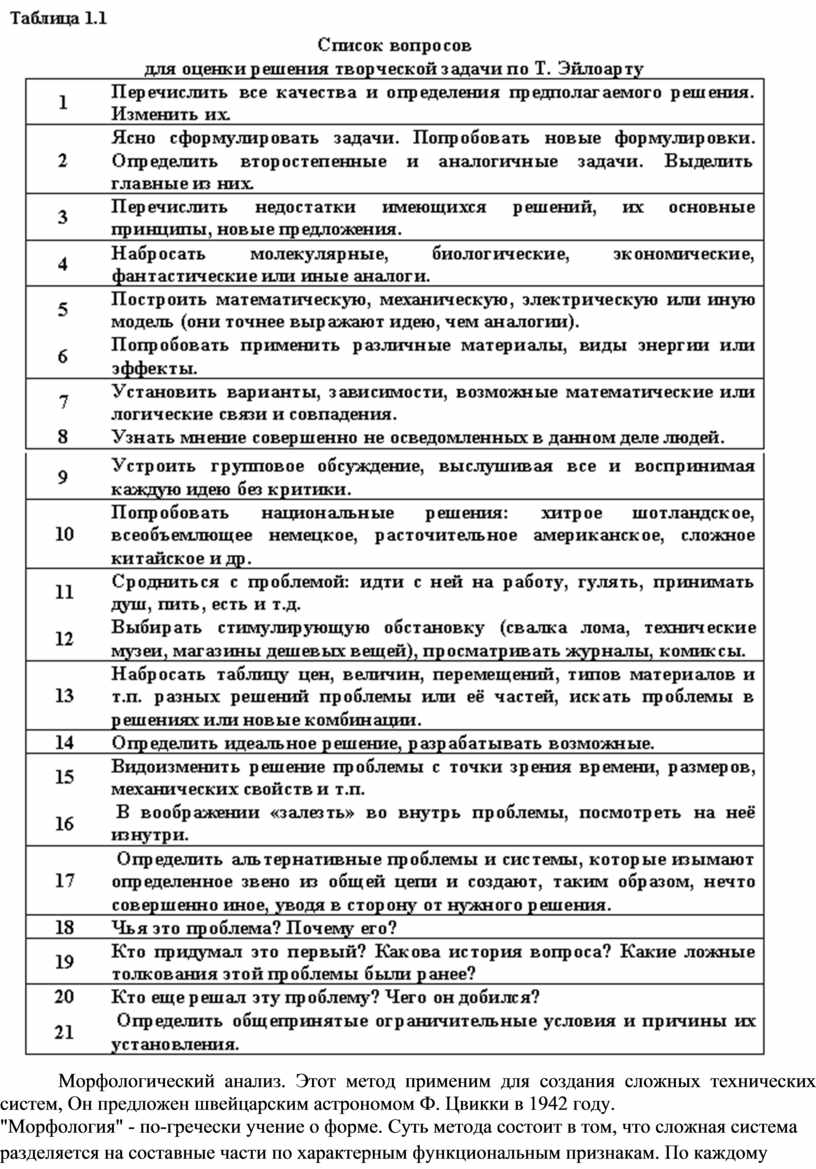
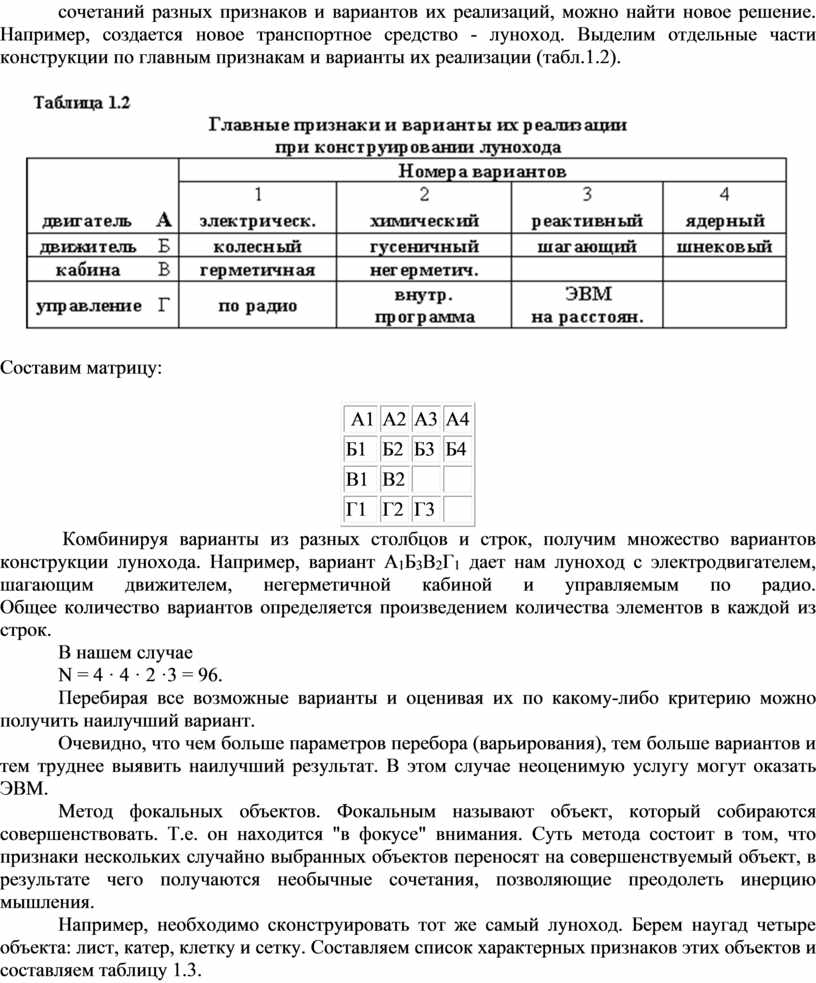
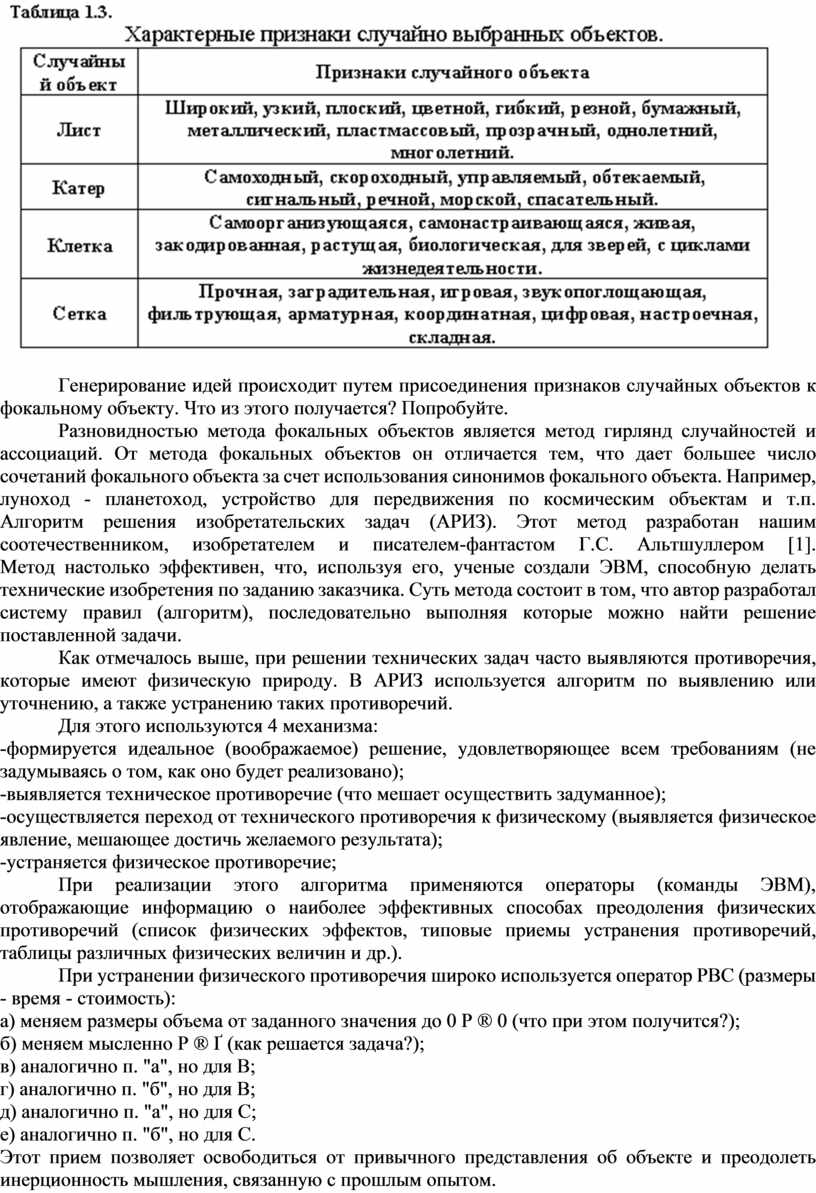
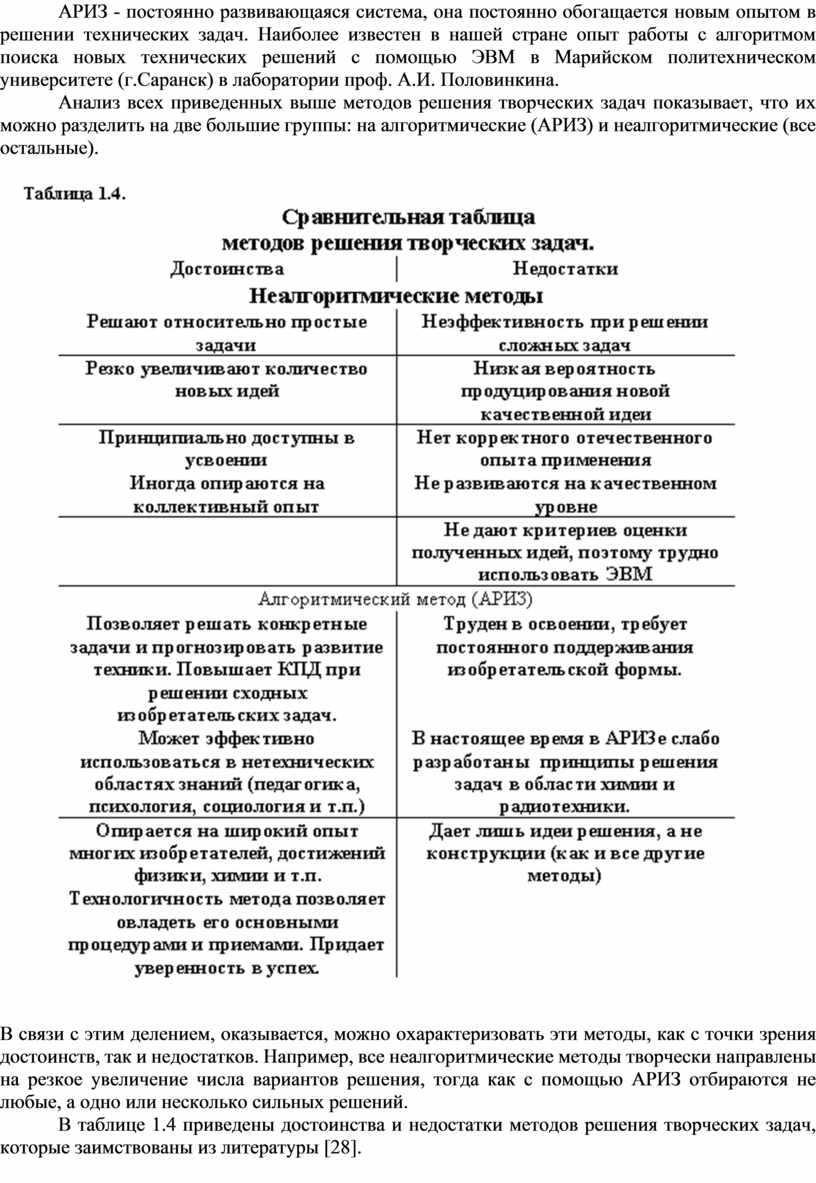
![Цветные металлы и сплавы [29]](https://fs.znanio.ru/d5af0e/be/40/37273195720639121aae3c7852e9518216.jpg)
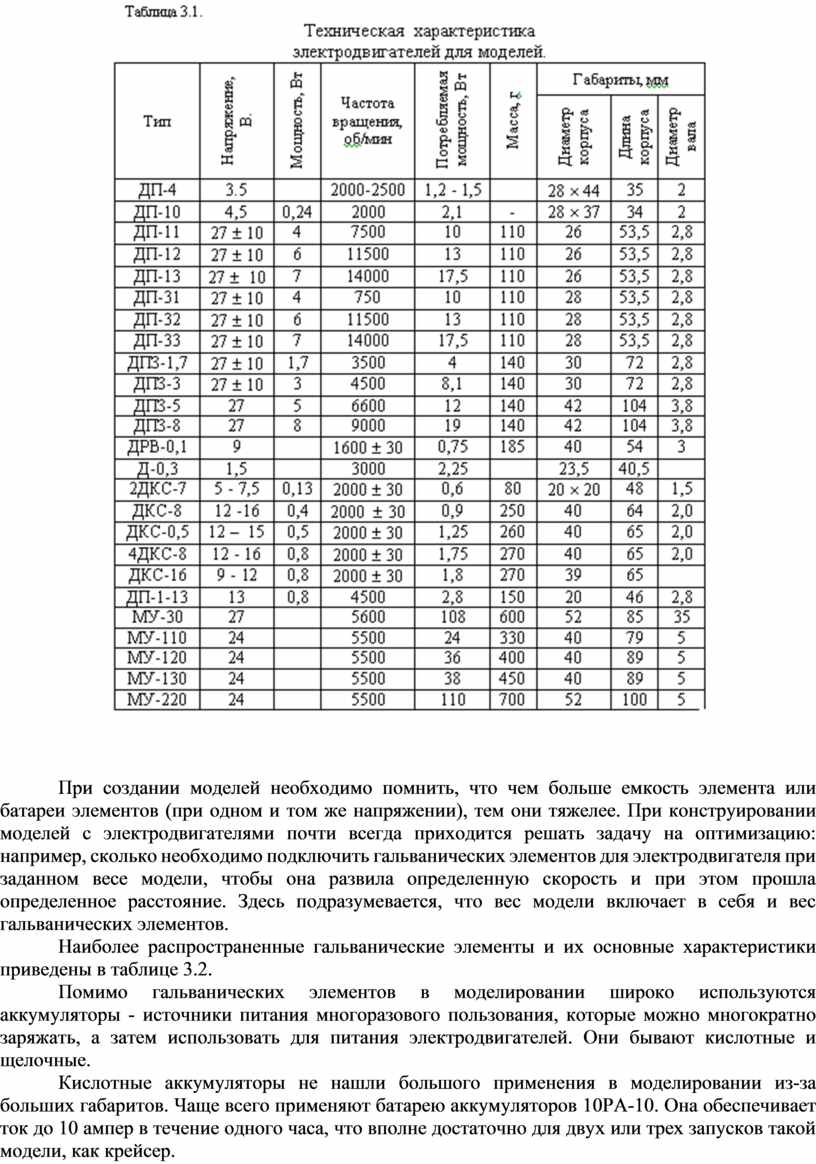
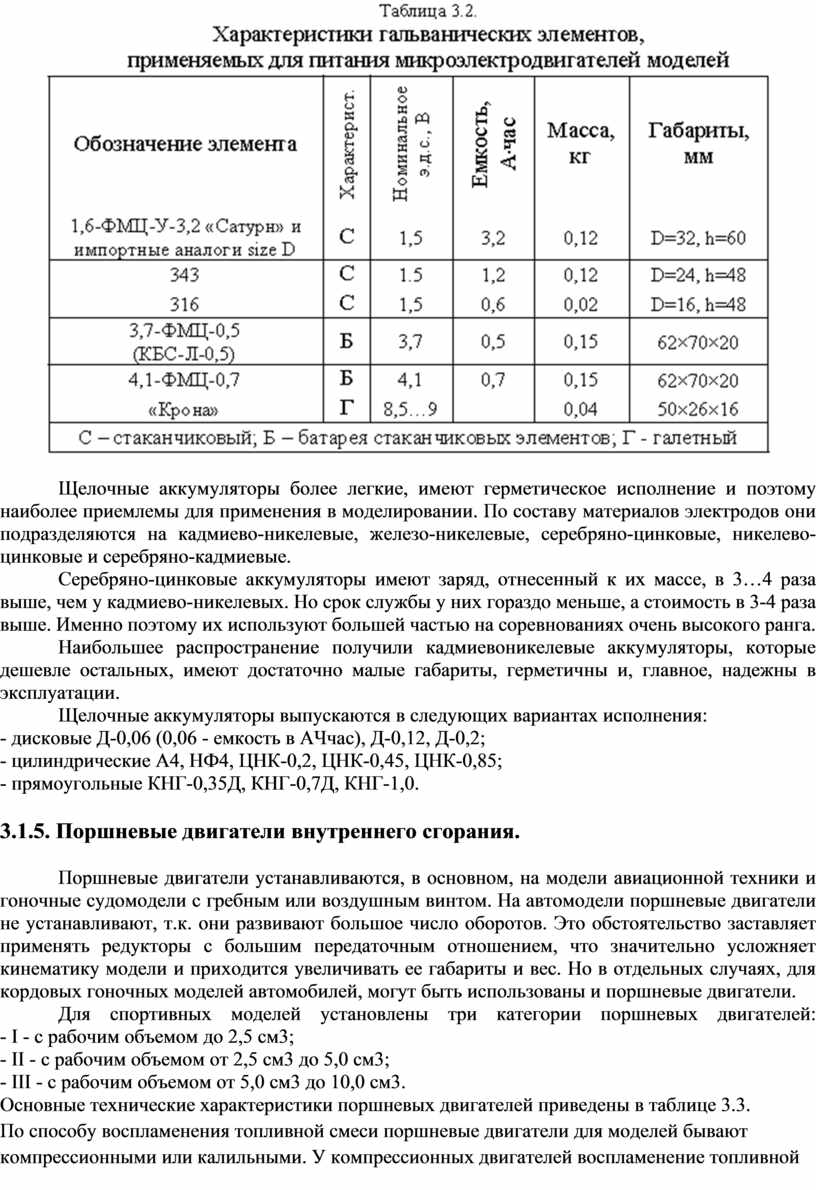
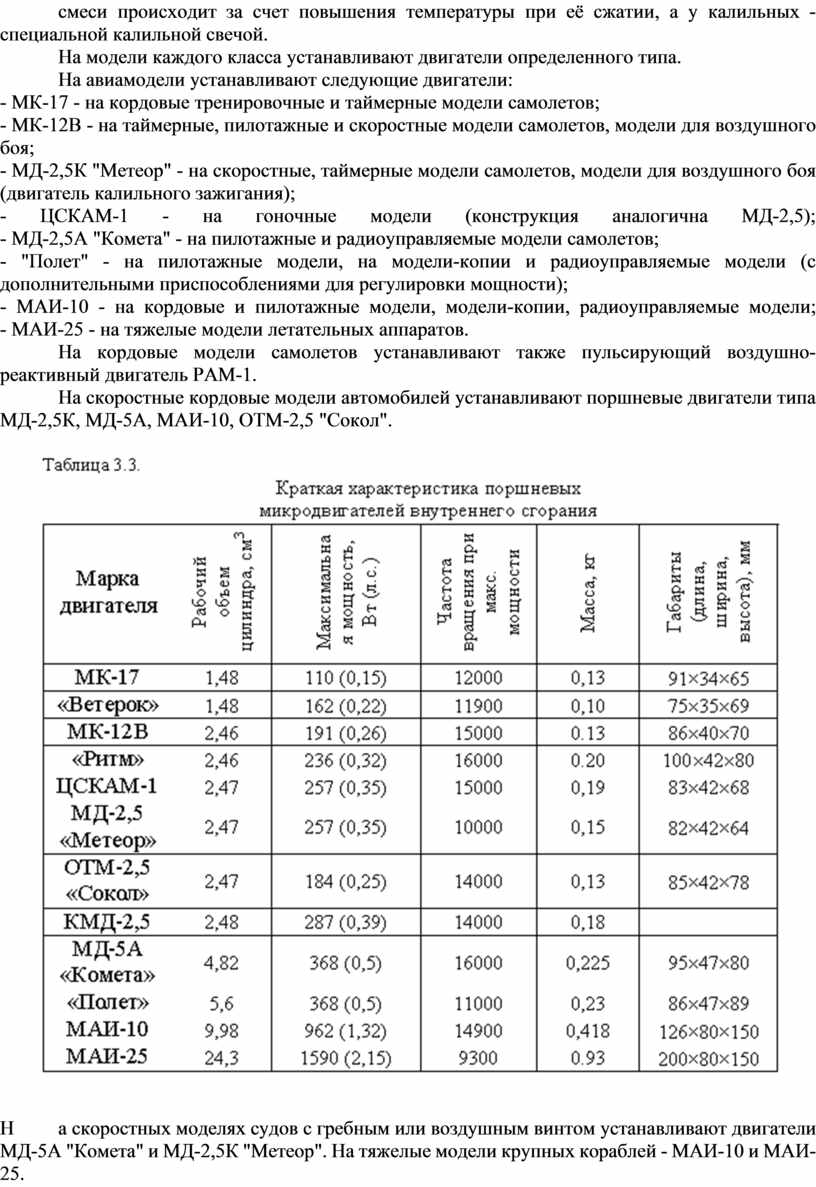
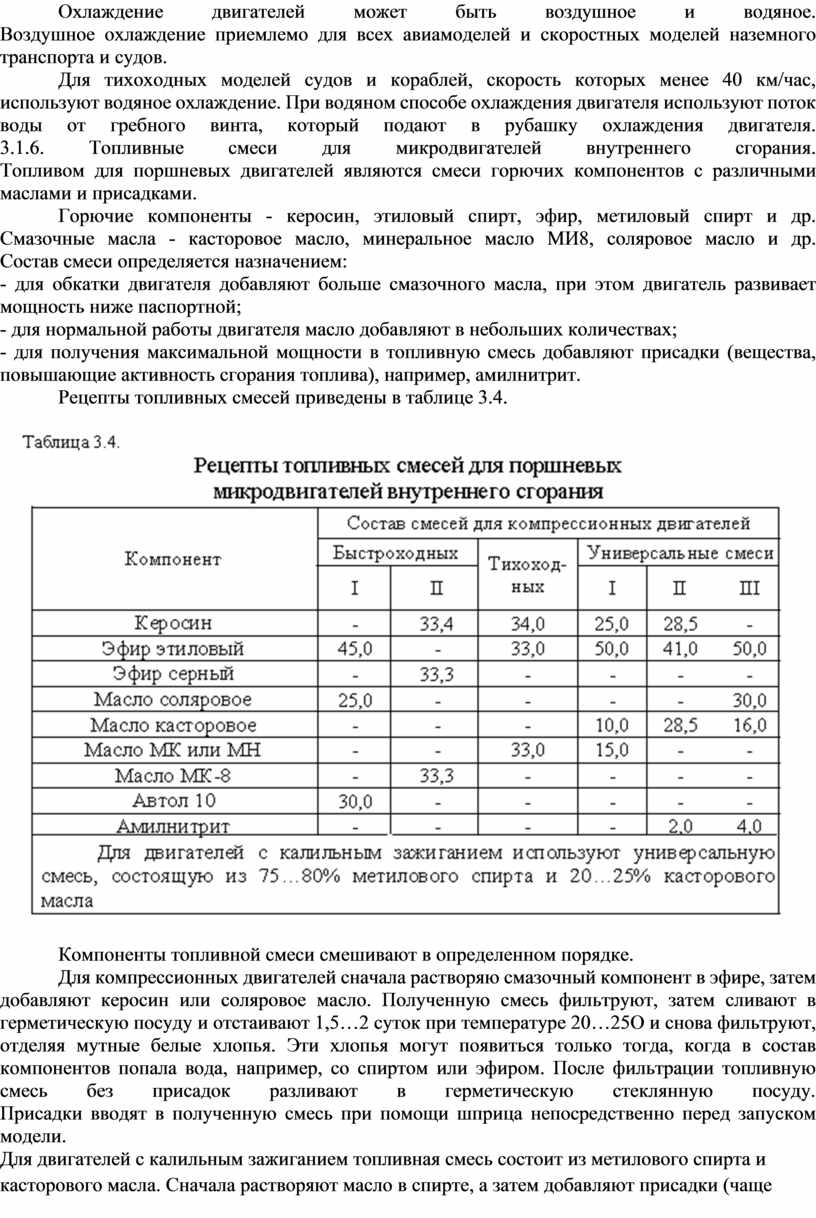
![Поршневые двигатели, работающие на углекислом газе [15]](https://fs.znanio.ru/d5af0e/c2/63/6e60bf259671509deea263828c54d1b2a1.jpg)
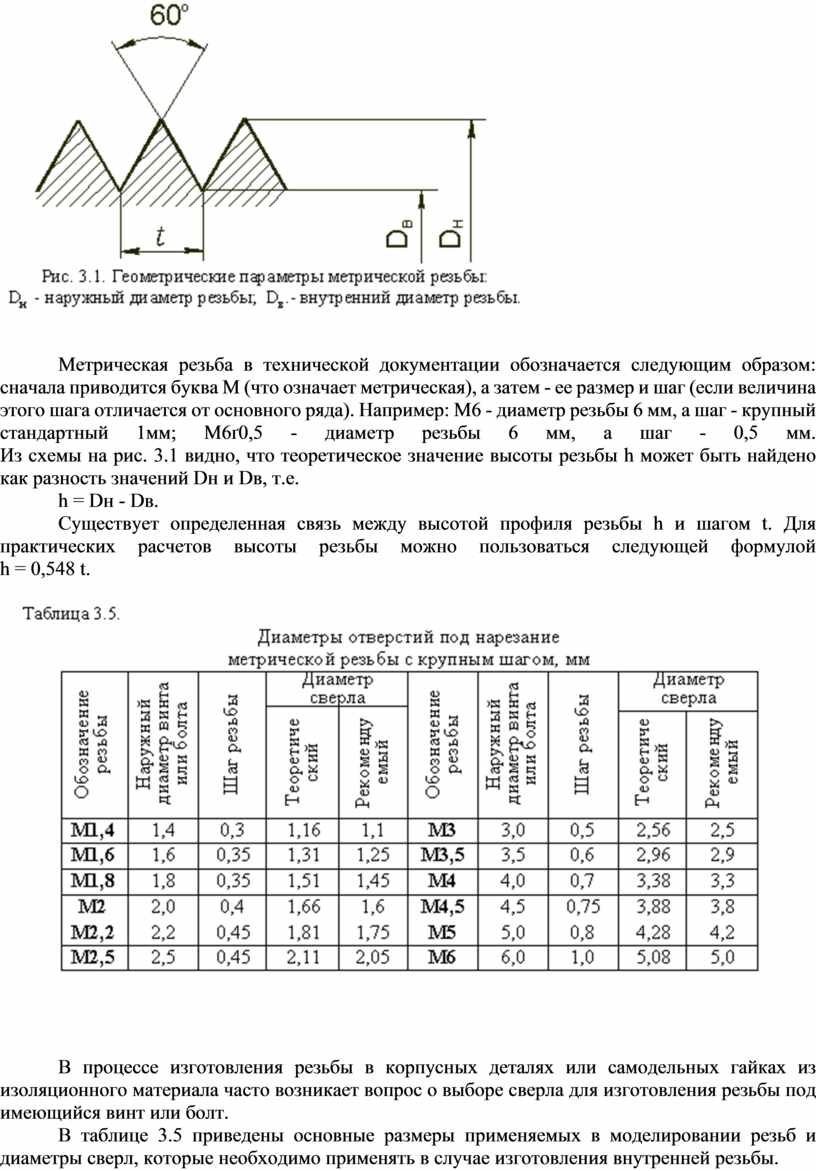
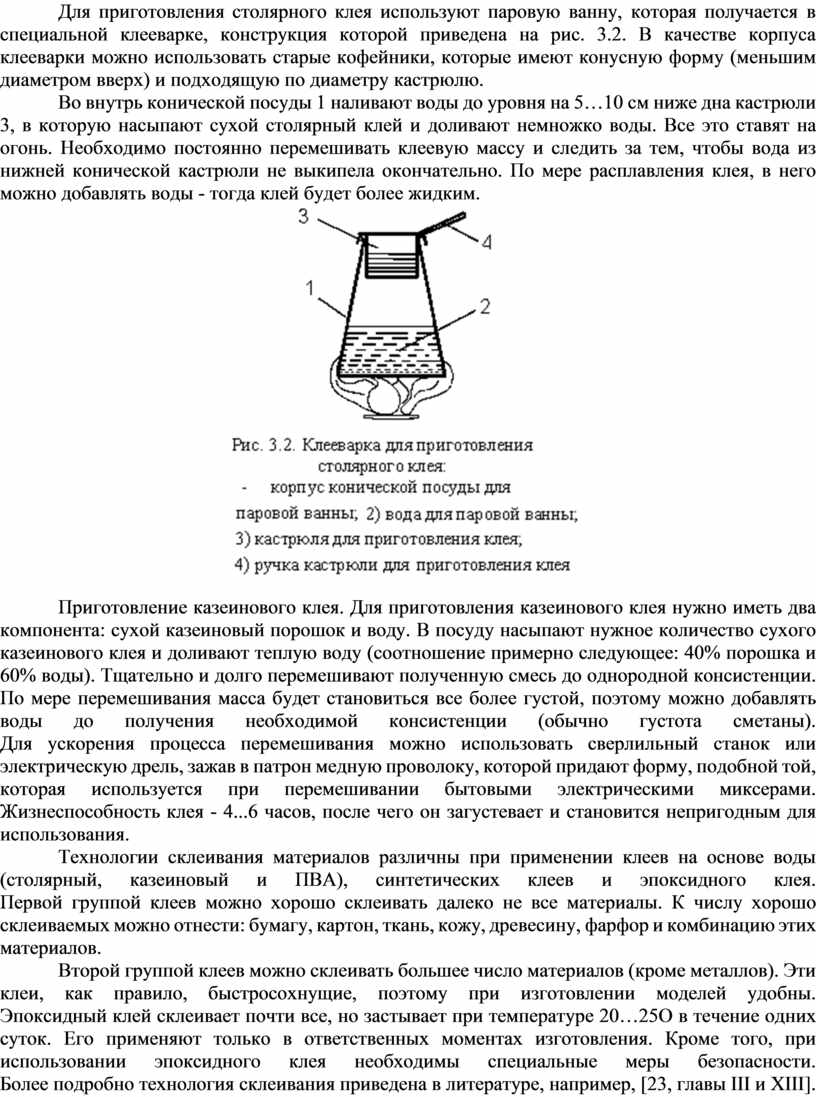
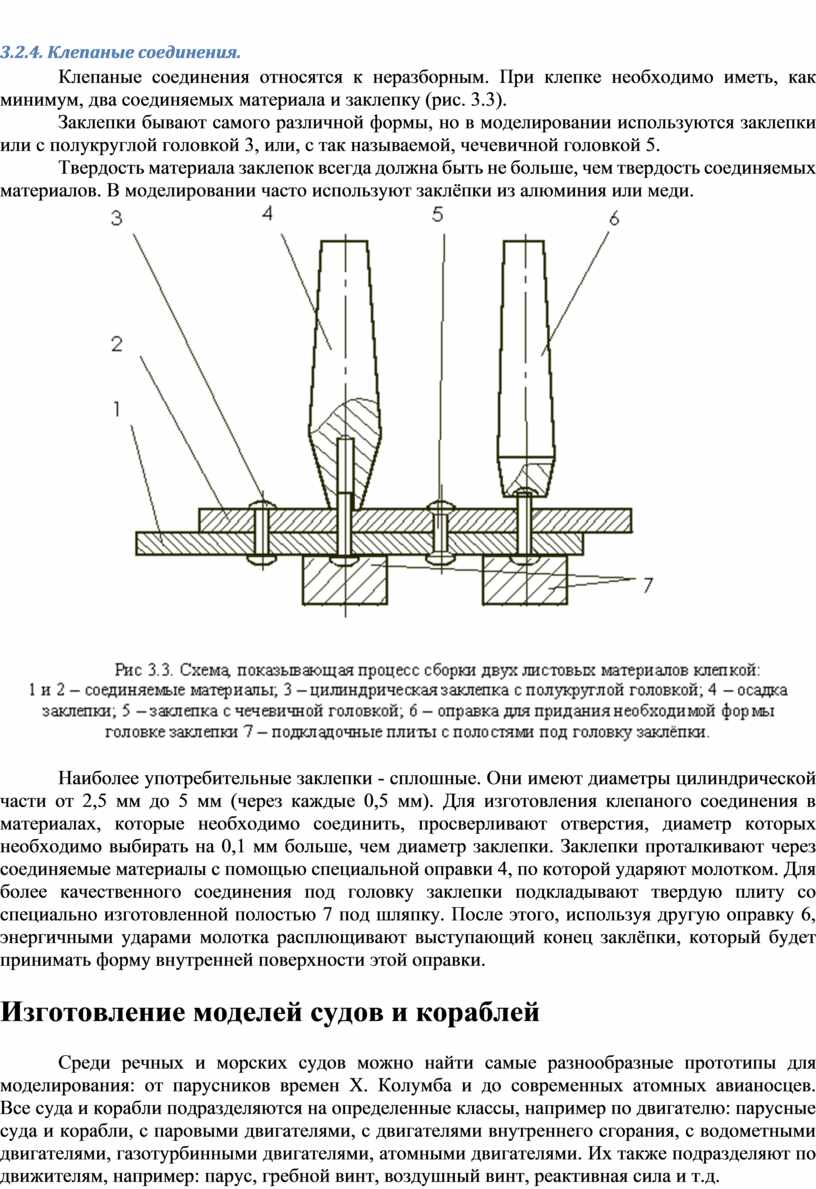
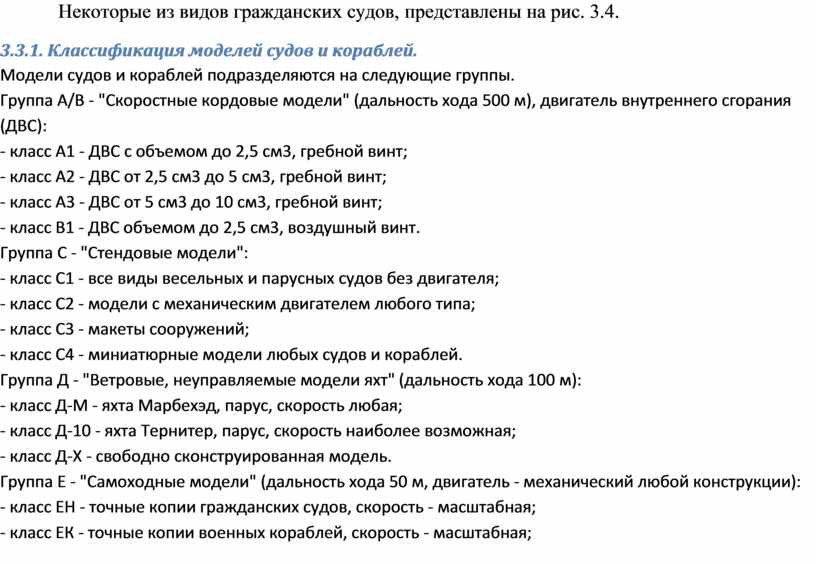
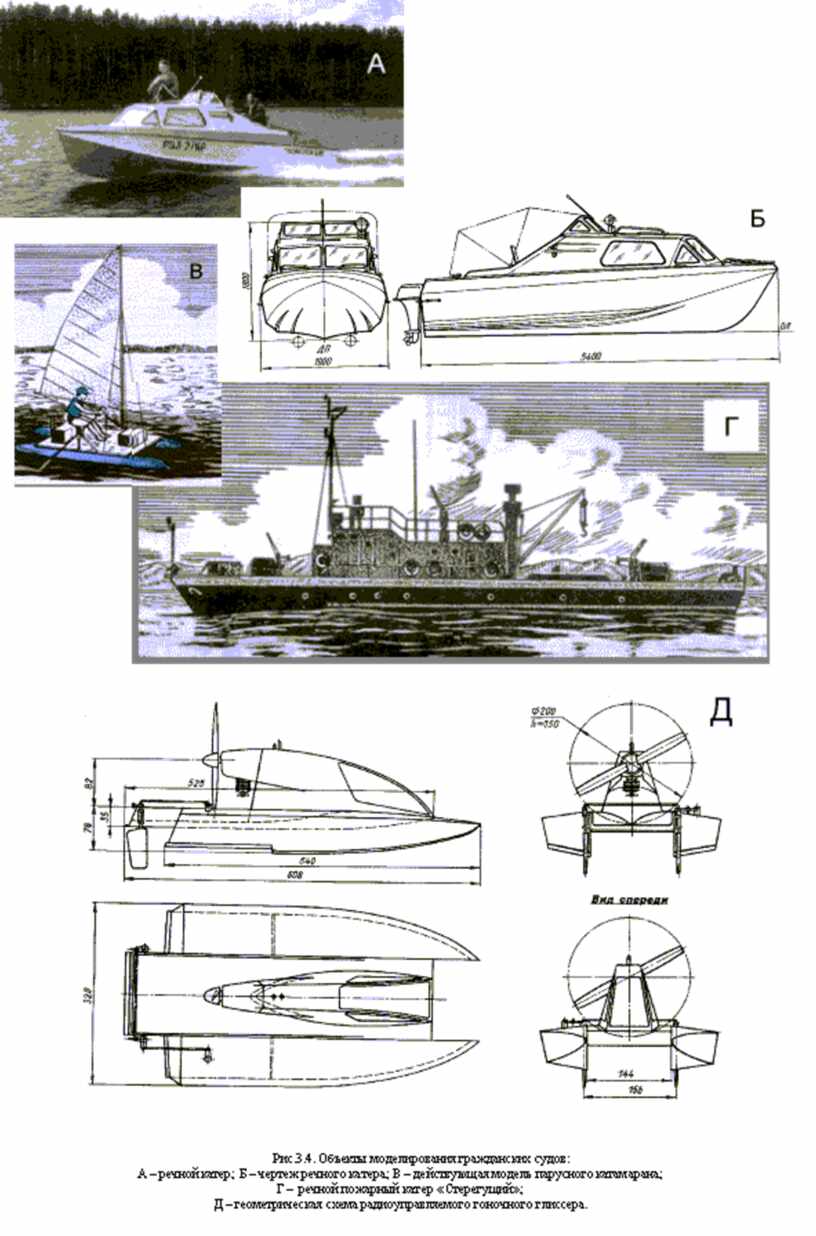
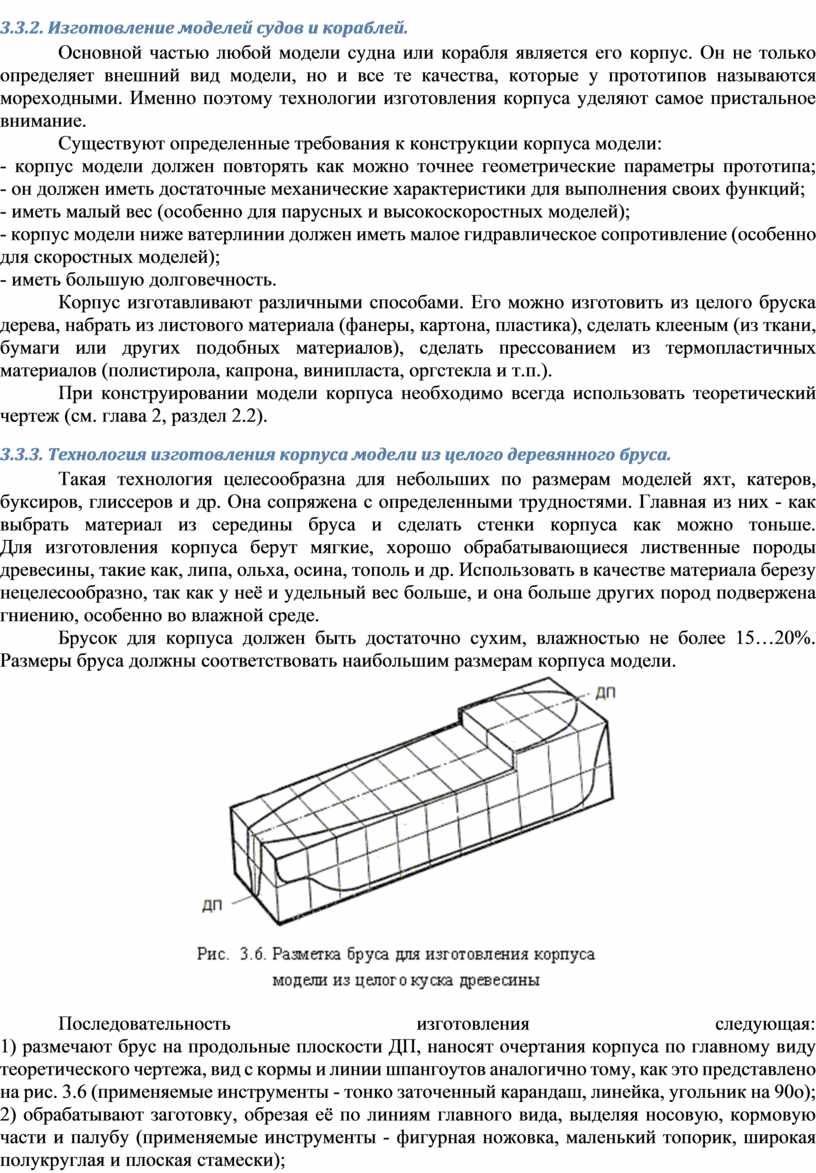
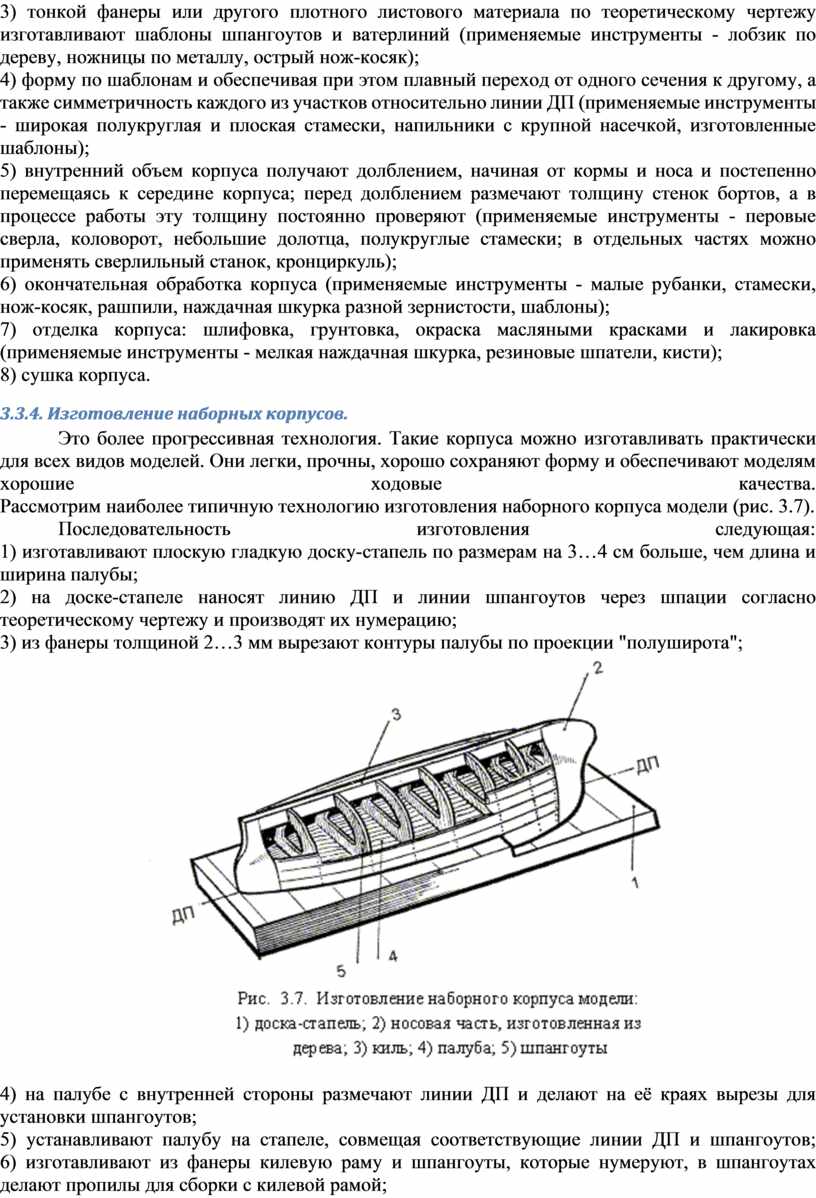
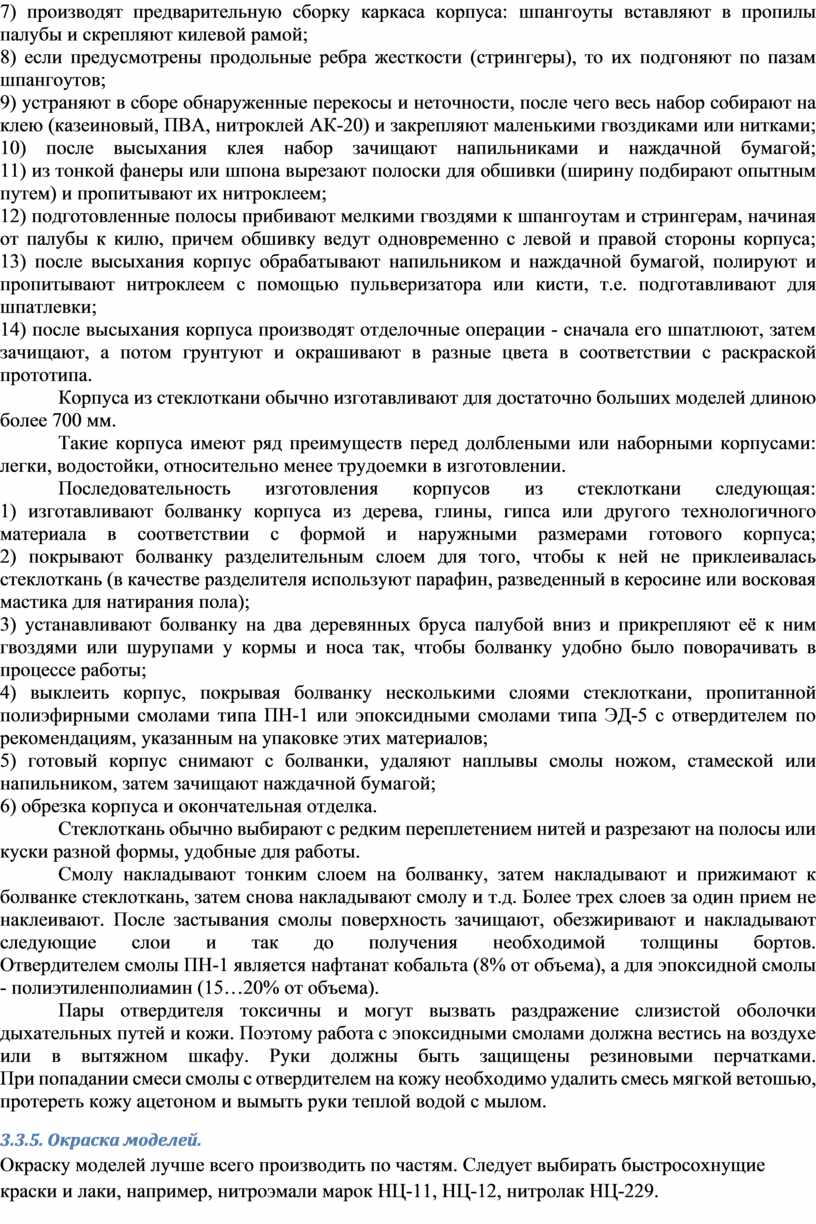
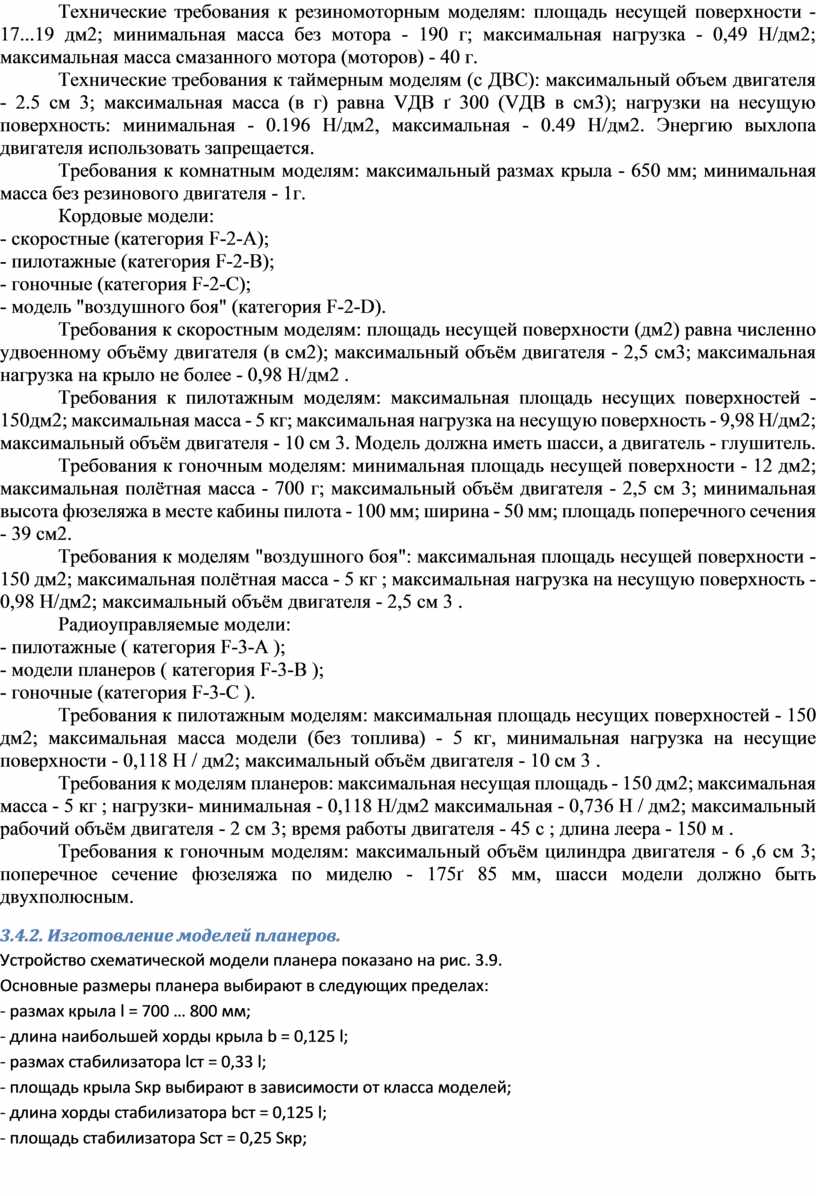
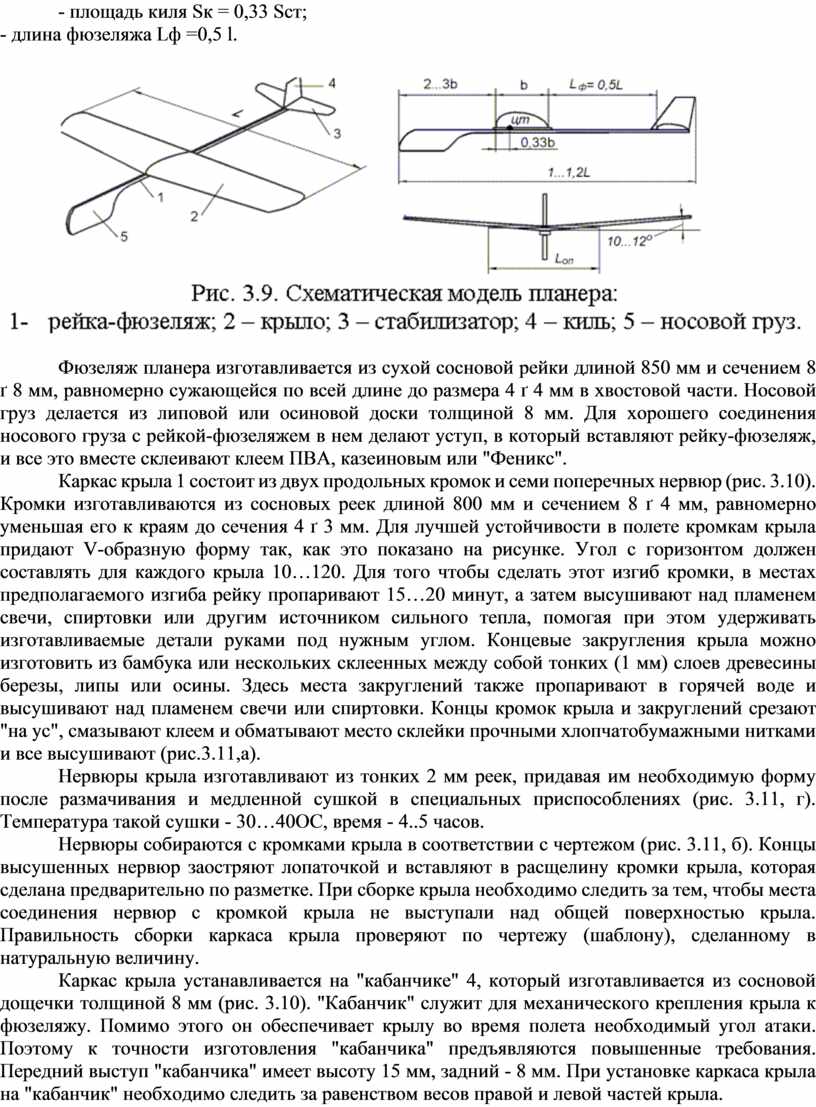
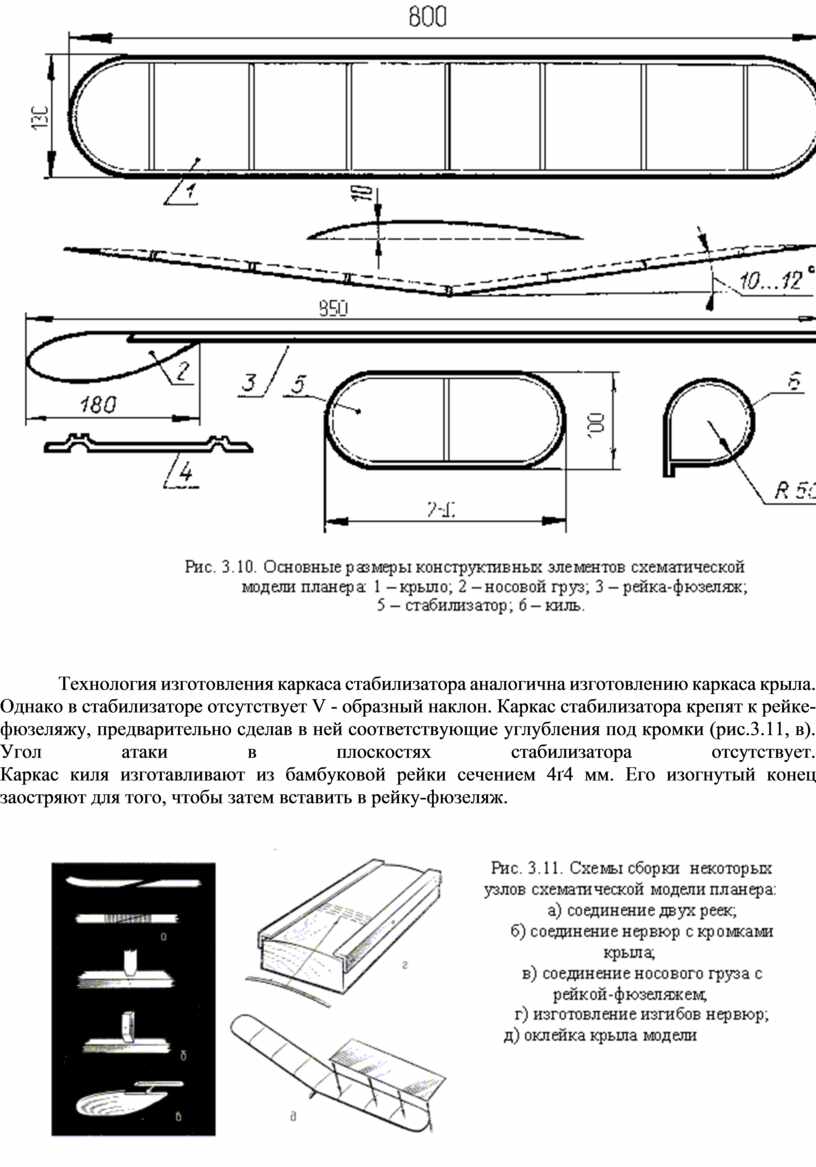
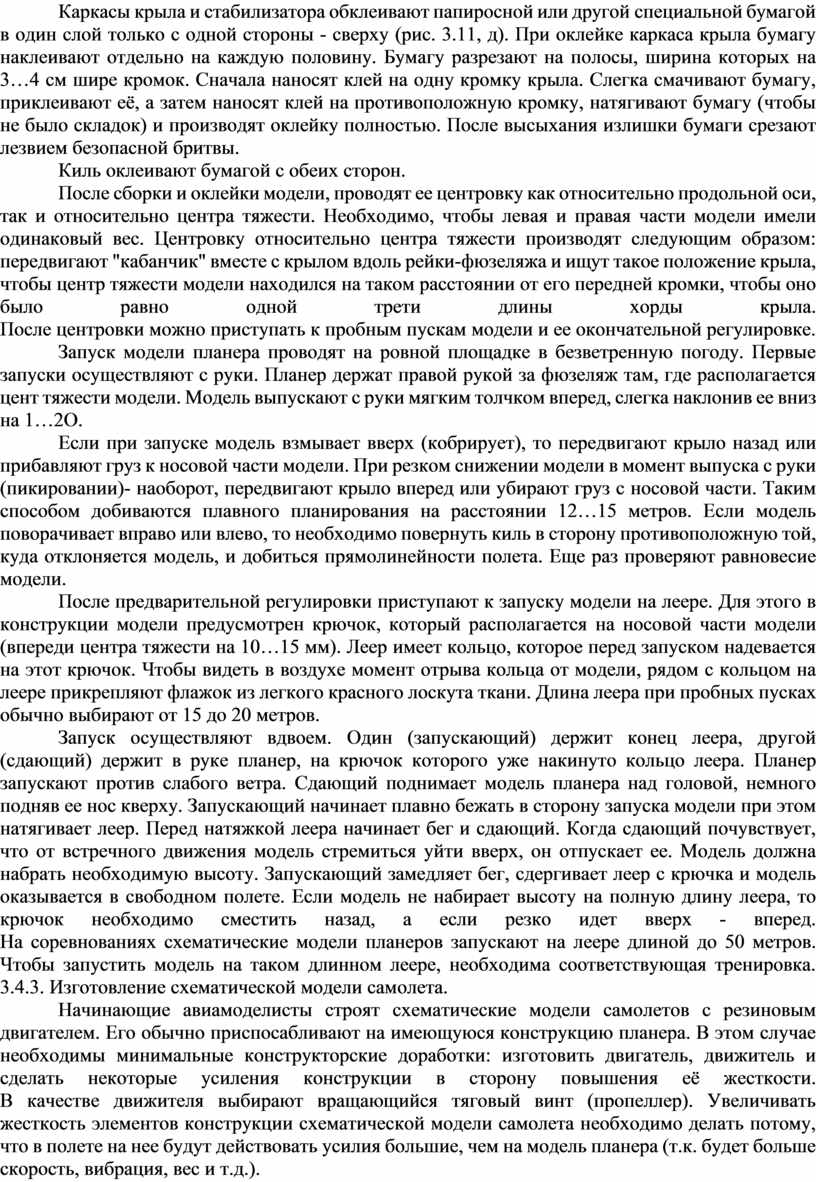
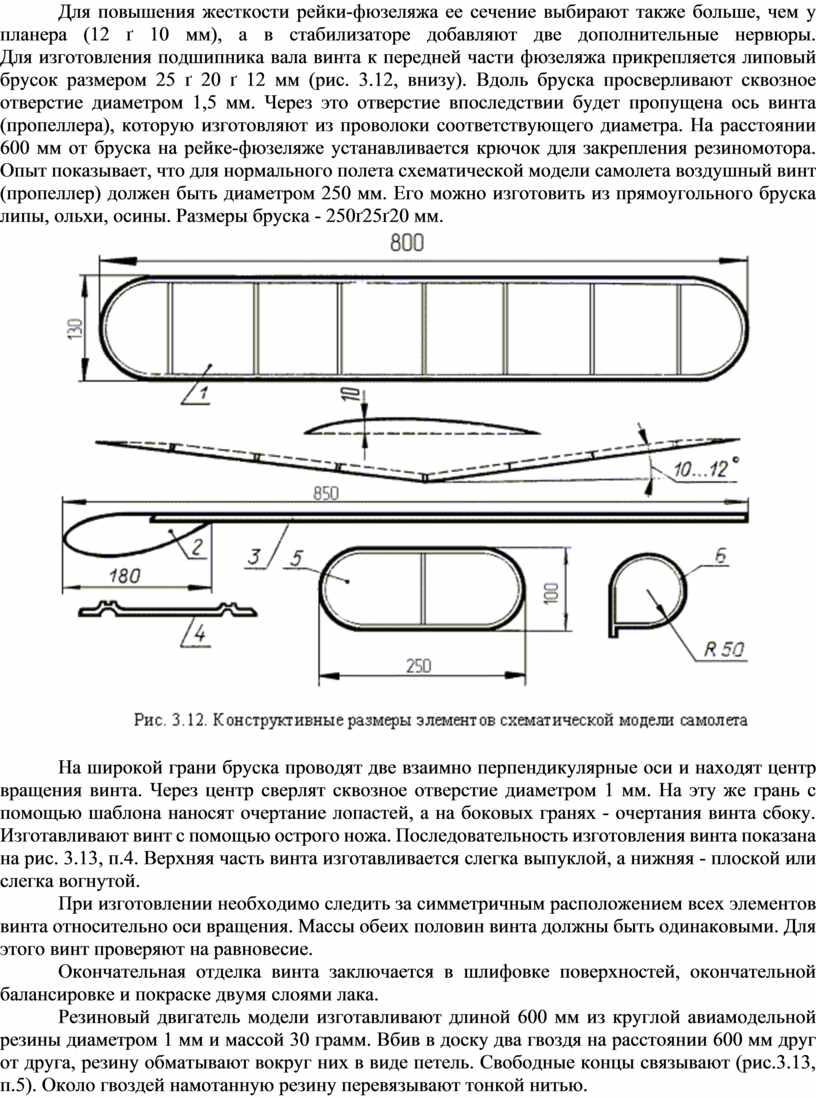
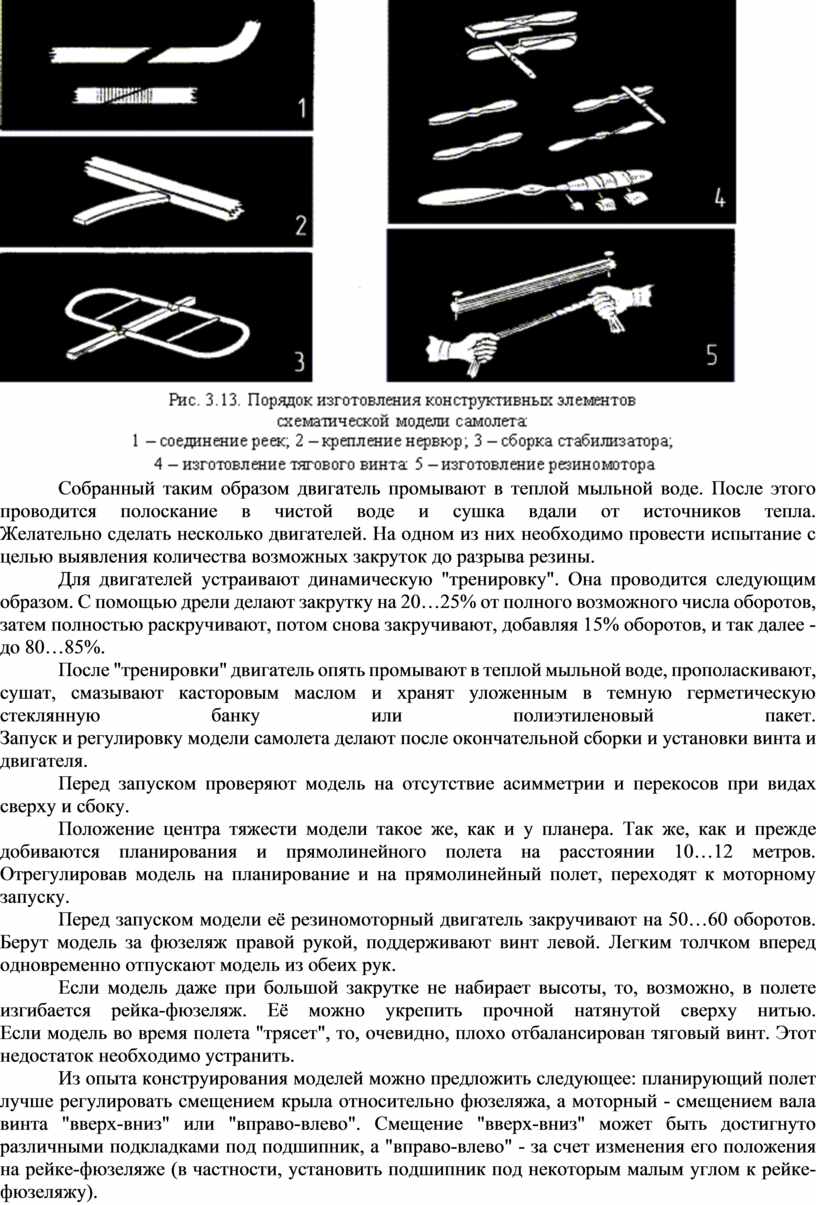
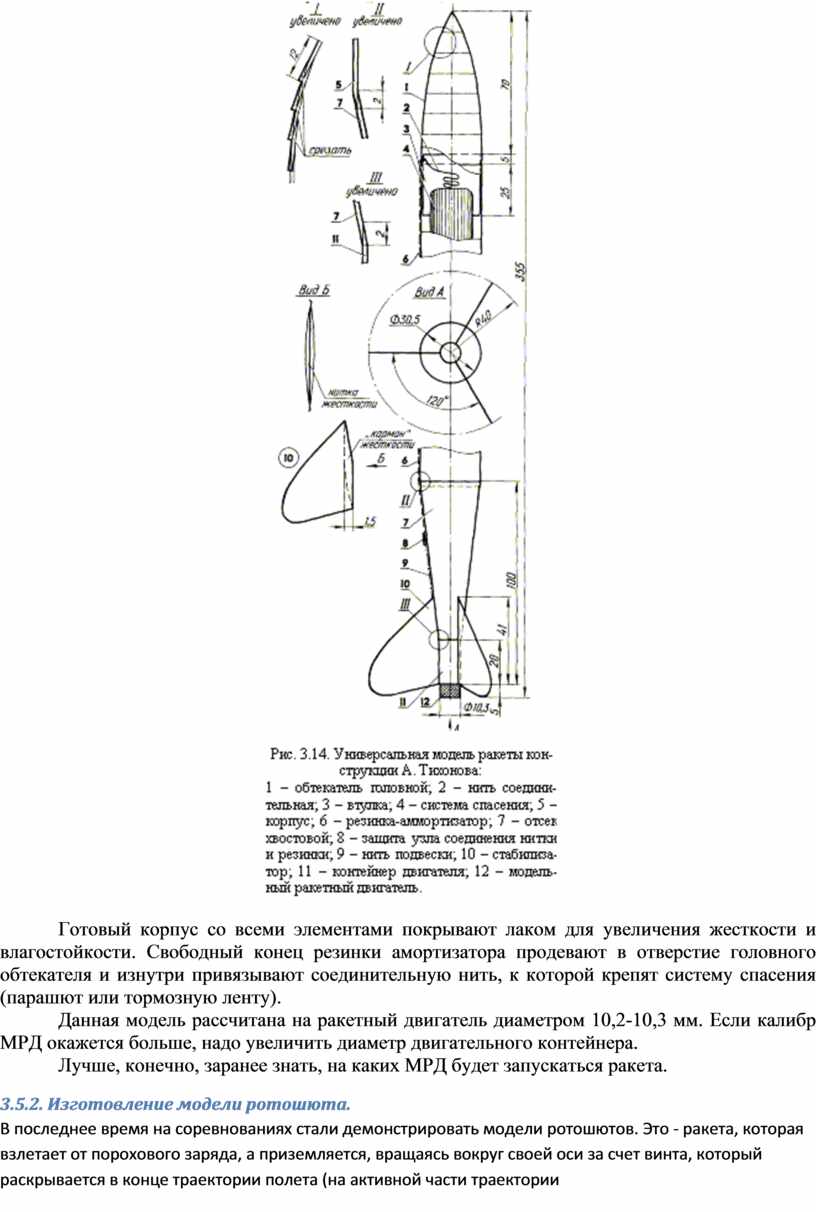
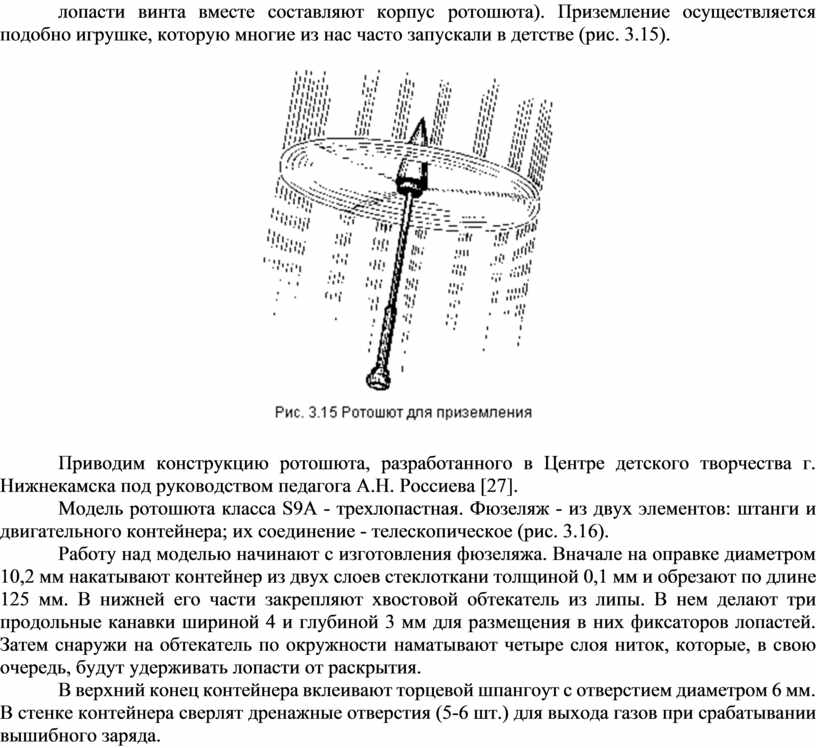

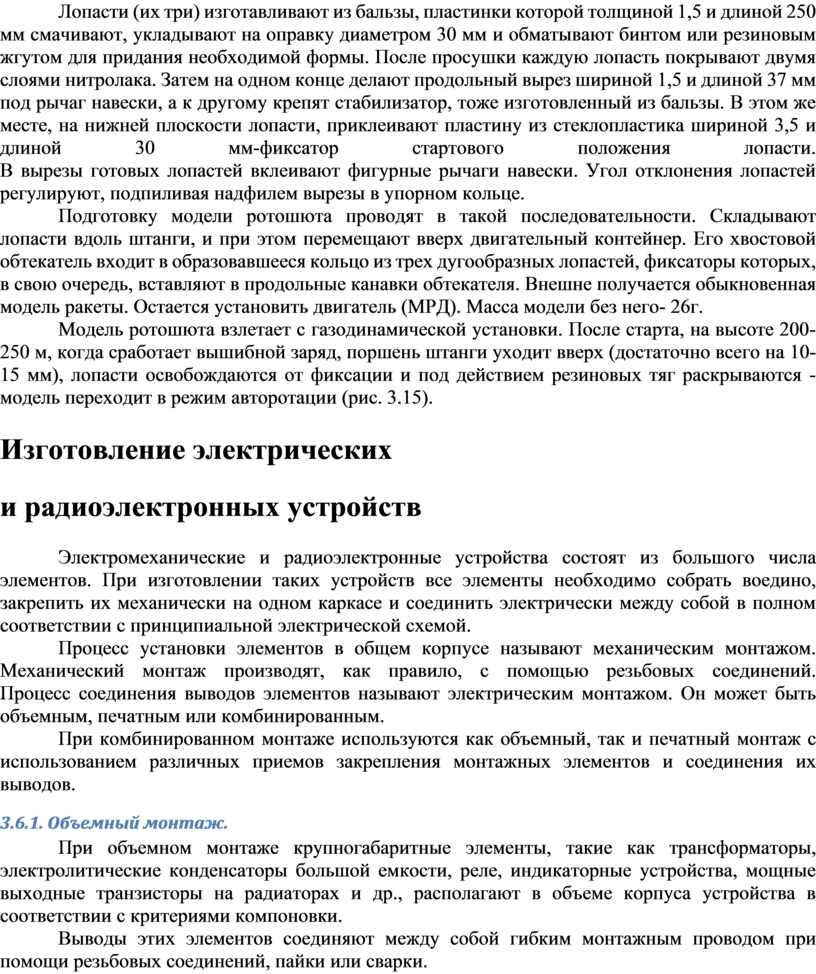
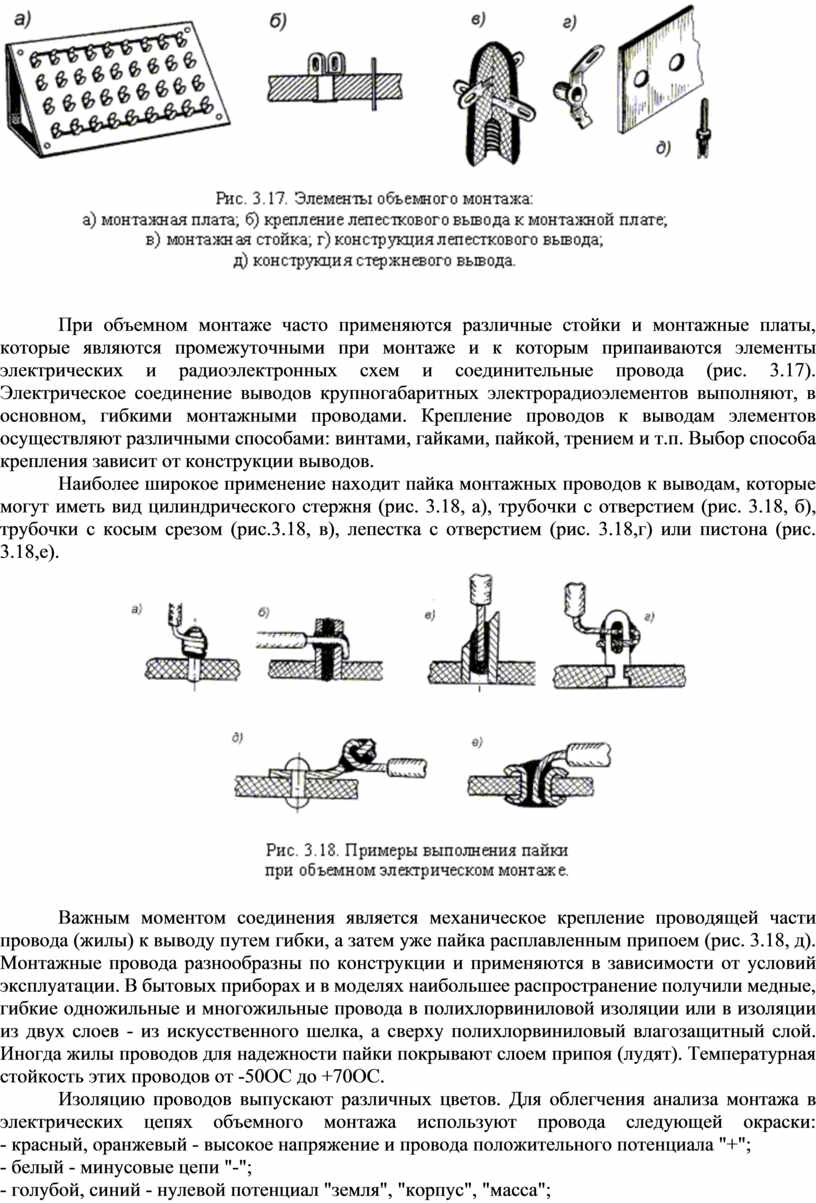
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
