Данное методическое пособие представляет рабочую тетрадь лекций и проверочных заданий по контролю знаний по предмету «Технология машиностроения» студентов профессии 23.02.03 «ТО и ремонт автомобильного транспорта» и является дополнительным пособием для изучения теоретического материала. Методическое пособие разработано в соответствии с рабочей программой по дисциплине, составленной на основе требований ФГОС.Данное пособие представляет сборник основного минимального теоретического материала для изучения дисциплины «Технология машиностроения», студентами 3-го курса специальности 23.02.03 «Техническое обслуживание и ремонт автомобильного транспорта».
Пособие содержит в себе 5 основных тем соответствующих основным профессиональным компетенциям при освоении данного предмета. Пособие является первой часть, которое выполняется на 3 курсе в 6 семестре. После каждой темы, студентам предлагается ответить на определённое количество вопросов, являющимися как компонентом для самопроверки так и, контролем минимального уровня освоения полученных знаний
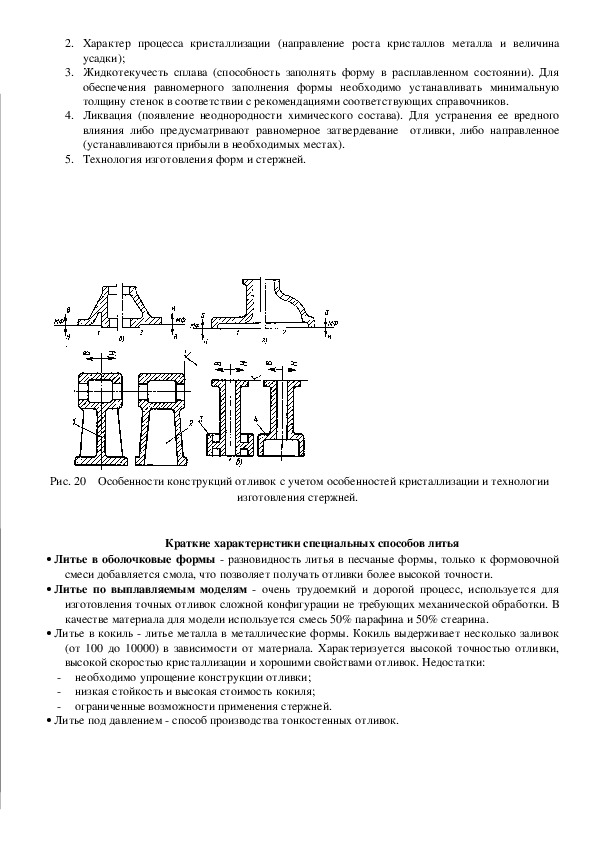
Государственное бюджетное профессиональное
образовательное учреждение
Воронежской области
«Воронежский государственный промышленно – технологический колледж»
(ГБПОУ ВО «ВГПТК»)
Составил: Наумов О.Е.
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Рабочая тетрадь №1 по контролю знаний
студентов 3 – го курса специальности 23.02.03
«ТО и ремонт автомобильного транспорта»
Выполнил студент: _________________________________________Гр____________
Проверил: Наумов О.Е _____________________________ Оценка________________
Воронеж 2016 г.Данное методическое пособие представляет рабочую тетрадь лекций и
проверочных заданий по контролю знаний по предмету «Технология машиностроения»
студентов профессии 23.02.03 «ТО и ремонт автомобильного транспорта» и
является дополнительным пособием для изучения теоретического материала.
Методическое пособие разработано в соответствии с рабочей программой по
дисциплине, составленной на основе требований ФГОС.
Составил: преподаватель спецдисциплин к.п.н. Наумов О.Е
Рецензент: преподаватель спецдисциплин ГОБУ СПО ВО «ВГПТК»
Житенёв А.С.
Печатается по решению методического совета Воронежского государственного
промышленнотехнологического колледжа
2СОДЕРЖАНИЕ
Введение
Тема 1.1 Понятие о производственном процессе
Тема 1.2 Качество и точность деталей машин
Тема 1.3 Основы базирования
Тема 1.4 Заготовки деталей машин
Тема 1.5 Припуски на механическую обработку детали
ВВЕДЕНИЕ.
Данное пособие представляет сборник основного минимального теоретического
материала для изучения дисциплины «Технология машиностроения», студентами 3го курса
специальности 23.02.03 «Техническое обслуживание и ремонт автомобильного транспорта».
Пособие содержит в себе 5 основных тем соответствующих основным профессиональным
компетенциям при освоении данного предмета. Пособие является первой часть, которое
выполняется на 3 курсе в 6 семестре. После каждой темы, студентам предлагается ответить на
определённое количество вопросов, являющимися как компонентом для самопроверки так и,
контролем минимального уровня освоения полученных знаний.
Рабочая тетрадь является контрольным материалом для проверки уровня знаний
учащегося и при выполнении всех работ, предлагаемых в тетради, он получает итоговую оценку
за изученный материал семестра, так как изучение первого блока дисциплины заканчивается
только итоговой оценкой. Рабочая тетрадь может выступать как эквивалент практических работ
по предмету. В тоже время рабочая тетрадь является дополнительным пособием при изучении
предмета.
Пособие разработано согласно минимальным требованиям изучения дисциплины в
соответствии со стандартом.
3УВАЖАЕМЫЕ СТУДЕНТЫ!
В настоящее время в промышленности наряду с крупными производствами функционирует
много небольших предприятий, где к технологу предъявляются повышенные требования, в его
производственные обязанности входит умение самостоятельно определять необходимые виды
обработки при изготовлении изделия, технологическую последовательность их выполнения в
целях получения требуемой точности размеров, формы, расположения и шероховатости
поверхностей детали, выбирать рациональные режимы резания, проводить контроль
изготовленной продукции, подбирать и устанавливать необходимую технологическую оснастку,
настраивать оборудование для выполнения требуемой работы и др. Это связано с ограниченным
штатом таких предприятий и соответственно с расширенными должностными обязанностями
работников.
Данная рабочая тетрадь предназначена для организации вашей самостоятельной работы в
процессе обучения и контроля знаний преподавателем. Задания, приведенные в рабочей тетради,
развивают техническое мышление, способствуют закреплению материала, изученного на
теоретических занятиях, позволяют применять эти знания на практике, прививают умение
самостоятельно получать необходимые сведения с помощью справочной литературы.
Иллюстрации и схемы, представленные в рабочей тетради, помогут вам ответить на
поставленные вопросы, лучше усвоить и запомнить изученный материал. Представлены
источники справочной и учебной литературы, которые помогут вам справиться с заданиями. От
ваших знаний и умений, способности быстро принимать правильные решения при изготовлении
продукции часто зависит конкурентоспособность предприятия.
ТЕМА 1.1 ПОНЯТИЕ О ПРОИЗВОДСТВЕННОМ ПРОЦЕССЕ
Технология машиностроения – наука о производстве деталей машин и аппаратов – изучает
технологические процессы, применяемые на машиностроительных предприятиях при
изготовлении изделий требуемого качества, в установленном программой количестве и при
наименьшей себестоимости. Технология машиностроения рассматривает методы разработки и
построения рациональных технологических процессов, выбор способа получения заготовки,
технологического оборудования, инструмента и приспособлений, назначение режимов резания и
установление технически обоснованных норм времени.
Основные понятия и определения. Связи в машине и производственном процессе ее
изготовления. Основы технологии машиностроения. Производственный и технологический
процессы. Типы производства
Понятие «технология» – включает в себя сведения о различных способах и средствах
изготовления деталей и сборки из них машин.
4Производственный процесс – совокупность действий, необходимых для превращения
исходного сырья в готовую деталь. В этот процесс входит изготовление детали, сборка изделия,
контроль качества, транспортировка, хранение, учет. Производственный процесс может
рассматриваться в рамках завода, цеха, участка.
Технологический процесс – часть производственного процесса, который приводит к
изменению формы, размеров и свойств детали. К технологическому процессу относятся и
вспомогательные операции, например, технический контроль. Технологические процессы
подразделяются по степени унификации: единичные, типовые и групповые. По содержанию
операций перемещения: комплексные. По детализации описания с: маршрутным, маршрутно
операционным, операционным описанием.
Маршрутное описание технологического процесса (маршрутный техпроцесс) –
в
сокращенное описание всех технологических операций в маршрутной карте,
последовательности их выполнения без указания переходов и технологических режимов.
Маршрутнооперационное описание технологического процесса
(маршрутно
операционный техпроцесс) – сокращенное описание технологических операций в маршрутной
карте, в последовательности их выполнения с полным описанием отдельных операций.
Операционное описание технологического процесса (операционный техпроцесс) – полное
описание всех технологических операций в последовательности их выполнения с указанием
переходов и технологических режимов. Части технологического процесса: формообразование,
литье, гальванопластика, спекание, обработка давлением, термическая, электрофизическая,
электрохимическая, слесарная обработка, нанесение покрытий, сборка, сварка, пайка, клепка,
склеивание, монтаж, ремонт, контроль качества изделия, маркирование, консервация,
упаковывание, расконсервация.
Под технологической операцией понимается часть технологического процесса,
выполненная на одном рабочем месте.
Рабочее место – часть площади цеха, предназначенной для выполнения работы одним или
группой рабочих. На этой площади размещены: оборудование, инструменты, приспособления.
Стеллажи для хранения готовых деталей и заготовок. Технологическая операция охватывает все
действия оборудования и рабочего, на нее устанавливают норму времени, и при расчете
оборудования, расчете рабочих, используют за основу – операцию. Технологические операции
состоят из:
– установок;
– позиций;
– технологических переходов;
– вспомогательных переходов;
– рабочих ходов;
– вспомогательных ходов.
Установка – часть технологической операции, выполняемая для закрепления
обрабатываемых заготовок или собираемых сборочных единиц, т.е. часть операции,
осуществляемая при одном закреплении детали.
Позиция – это определенное положение (фиксированное) обрабатываемой детали
относительно режущего инструмента при неизменном ее закреплении.
Переход – часть операции, осуществляемая на одном участке поверхности детали одним
инструментом и при одном режиме резания.
5Проходом называют часть операции или перехода, при котором снимается один слой
металла.
Переходы бывают технологические и вспомогательные.
Вспомогательным переходом называется законченная часть операции, не сопровождаемая
обработкой, но необходимая для выполнения данной операции или перехода.
Например, замена инструмента, установка инструмента, контрольный промер.
Вспомогательный ход – законченная часть перехода, состоящая из однократного перемещения
инструмента относительно заготовки и не сопровождаемая изменением формы.
Рабочий прием – законченная совокупность отдельных движений в процессе выполнения
технологического перехода. Обычно рабочими приемами являются вспомогательные действия
вручную. Например, установка детали в приспособление и снятие; измерение детали, управление
станком в процессе производства.
Наладка – подготовка технологического оборудования и оснастки к выполнению
определенной технологической операции. Например, установка приспособлений, настройка
режимов резания. Подналадка станка – дополнительная регулировка технологического
оборудования или оснастки в процессе работы. Настройка станка на размер – придание лезвию
инструмента требуемого расположения относительно баз заготовки.
Технологический процесс представляет собой часть производственного процесса,
содержащую целенаправленные действия по изменению или определению состояния предмета
труда. Различают технологические процессы изготовления заготовок, термической обработки,
обработки резанием и сборки. Технологический процесс выполняется на рабочих местах –
участках производственной площади, оборудованных в соответствии с выполняемой на ней
работой. Технологический процесс расчленяется на операции.
Технологической операцией называется законченная часть технологического процесса,
выполняемая непрерывно на одном рабочем месте и охватывающая все действия оборудования и
рабочих над одним или несколькими совместно обрабатываемыми или собираемыми объектами
производства.
Операция является основной частью технологического процесса в
организационном отношении. По операциям определяют трудоемкость процесса, количество
производственных рабочих,
(оборудование,
приспособления, инструмент).
Различают вспомогательные операции, к которым относят транспортировку, контроль,
маркировку и другие работы. Технологическая операция состоит из технологических и
вспомогательных переходов.
материальнотехническое обеспечение
Технологический переход – законченная часть технологической операции, выполняемая
одним и тем же средством технологического оснащения при постоянных технологических
режимах и установке.
Вспомогательный переход – законченная часть технологической операции, состоящая из
действий человека и оборудования, которые не сопровождаются изменением свойств предметов
труда, но необходимы для выполнения технологического перехода.
Примерами вспомогательных переходов являются установка заготовки, смена режущего
инструмента, переустановка заготовки и т.д.
Рабочий ход – законченная часть технологического перехода, состоящая из однократного
перемещения инструмента относительно заготовки, сопровождаемого изменением формы,
размеров, шероховатости поверхности или свойств заготовки.
6Вспомогательный ход – законченная часть технологического перехода, состоящая из
однократного перемещения инструмента относительно заготовки, необходимого для подготовки
рабочего хода.
Позиция – фиксированное положение, занимаемое неизменно закрепленной и
обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением
относительно инструмента или неподвижной части оборудования при выполнении определенной
части операции.
Установ – часть технологической операции, выполняемая при неизменном закреплении
обрабатываемой заготовки или собираемой сборочной единицы.
В машиностроении различают три типа производства: единичное (индивидуальное), серийное и
массовое. Серийное производство в свою очередь подразделяют на мелкосерийное,
среднесерийное и крупносерийное. Тип производства характеризуется коэффициентом
закрепления операции Кзо, определяемым по формуле:
Кзо=Р/О, (1.1)
где О – число различных технологических операций; Р – число рабочих мест, на которых
выполняют различные технологические операции.
Значение коэффициента закрепления операции Kзо принимают для планового периода, равного
одному месяцу. Для различных типов производств коэффициент закрепления операций имеет
сле
дующие значения: – массовое – Кзо = 1;
– крупносерийное производство – Кзо ≤ 10;
– среднесерийное производство – 10 < Кзо < 20;
– мелкосерийное производство – 20 < Кзо < 40;
– единичное производство – Кзо > 40.
Единичное и мелкосерийное производства характеризуются выпуском изделий в малых,
редко повторяющихся или вовсе не повторяющихся количествах при широкой номенклатуре
выпускаемых изделий. В этих условиях применяют преимущественно универсальное
оборудование, нормализованный режущий инструмент и универсальную технологическую
оснастку.
Среднесерийное производство характеризуется установившейся номенклатурой
выпускаемой продукции, повторяющимися сериями изготавливаемых изделий.
При серийном производстве возможна частичная специализация оборудования и применение
автоматов и полуавтоматов, с учетом возможности их переналадки при переходе от изготовления
одних изделий к другим.
Крупносерийное и массовое производства характеризуются выпуском в больших
количествах определенных изделий ограниченной номенклатуры. Выпуск продукции происходит
непрерывно. При изготовлении нескольких моделей или конструкций изделий их выпускают
параллельно или одновременно. Оборудование устанавливают в последовательности выполнения
операций технологического процесса.
Массовое и крупносерийное производства отличаются широким применением агрегатных
станков, станковавтоматов и автоматических линий, высокой степенью автоматизации всех
производственных процессов и применением специальной технологической оснастки и
специального инструмента. Квалификация рабочих низкая, но в бригады по наладке станков
входят рабочие высокой квалификации. Продукцией массового производства являются
7автомобили, тракторы, комбайны, сельскохозяйственные орудия (плуги, диски, культиваторы) и
т.п. На одном и том же заводе или цехе могут быть совмещены несколько типов производств,
поэтому отнесение производства завода или цеха к одному из типов обычно делают по
преобладающему типу производства. Производственные процессы делят на два вида: непоточный
и поточный.
При непоточном виде организации производственного процесса движение заготовок на
разных стадиях изготовления прерывается их задержкой на рабочих местах или промежуточных
складах. Сборку изделий начинают лишь при наличии полных комплектов деталей. В непоточном
производстве отсутствует такт выпуска, а производственный процесс регулируют графиком,
составленным с учетом плановых сроков и трудоемкости изготовления изделий. Поточное
производство характеризуется непрерывностью и равномерностью. В поточном производстве
заготовку после завершения первой технологической операции без задержки передают на вторую
операцию, затем – на третью и т.д., а изготовленную деталь сразу подают на сборку. Ритм
выпуска – число изделий определенного наименования, выпускаемых в единицу времени.
Для самостоятельной работы по теме данного раздела вам понадобятся учебные и справочные
пособия:
81
2
3
4
5
6
8
1
1
1
5
7
1
0
1
2
1
4
1
3
1
8
1
6
1. Ильянков А.И. Основные термины, понятия и определения в технологии машиностроения:
справочник. Учебное пособие для студ. учреждений сред. проф. образования / М.: Издательский
центр Академия, 2012. – 288 с.
2. Новиков В.Ю. Технология машиностроения. Часть 1, 2. Учебник для студ. учреждений сред.
проф. образования / В. Ю. Новиков, А. И. Ильянков. – 2е изд., перераб. – в 2 ч. М. :
Издательский центр Академия, 2012. – 352 с.
3. Единая система технологической документации «Термины и определения основных понятий»
ГОСТ 3.110982
4. Интернетстраницы: http://osntm.ru/
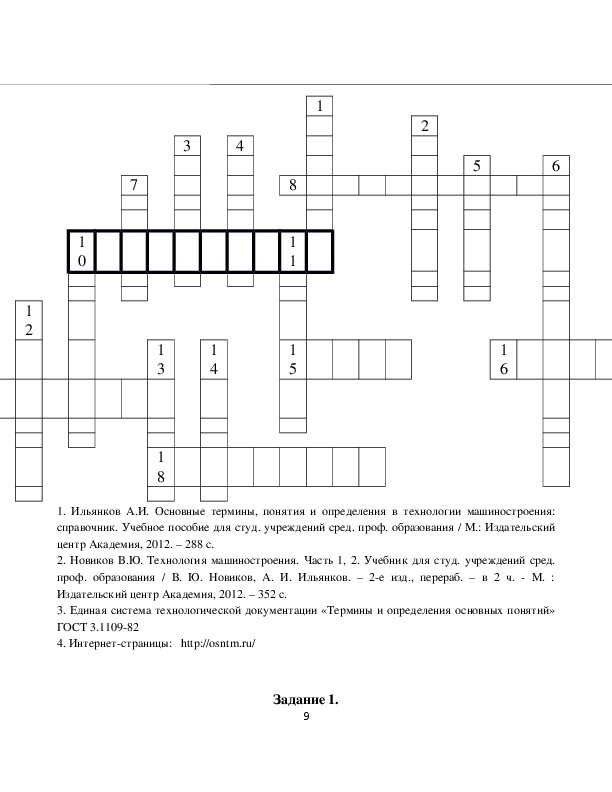
Задание 1.
9Проверьте свои знания по теме «Общие понятия и определения дисциплины Технология
А) Производство
крупнейших машин, уникальных приборов, оборудования, мощных
машиностроения», разгадав кроссворд. Одно слово является ключевым, оно выделено в
гидравлических турбин и генераторов, прокатных станов, шагающих экскаваторов, атомных
кроссворде, впишите его ниже и дайте определение этому термину.
реакторов и других изделий, а также нестандартной продукции по индивидуальным заказам. На
производстве отсутствуют закрепления операций за рабочими местами, применяется уникальное
оборудование, требуются рабочие высокой квалификацией, значительный удельный вес ручных
операций, общая высокая трудоемкостью изделий и длительный цикл их изготовления, высокая
себестоимостью выпускаемой продукции.
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
____________________________
Б) Продукцией данного производства является стандартная продукция, например машины
установившегося типа, выпускаемые обычно в более значительных количествах (металлорежущие
станки, насосы, компрессоры, оборудование химической и пищевой промышленности). Уровень
себестоимости продукции снижается за счет специализации рабочих мест, широкого применения
труда рабочих средней квалификации, эффективного использования оборудования и
производственных площадей, уменьшения расходов на заработную плату.
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
________________________________
В) Примерами такого производства могут служить процессы изготовления автомобилей,
компьютеров, бытовой электронной техники, шарикоподшипников; обслуживание в сфере
сервиса — процессы функционирования метро, универмагов, аэропортов. Производство
характеризуется изготовлением отдельных видов продукции в больших количествах на
узкоспециализированных рабочих местах в течение продолжительного периода. Механизация и
автоматизация массового производства позволяют значительно снизить долю ручного труда.
10_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________________________________________________
_______________________________
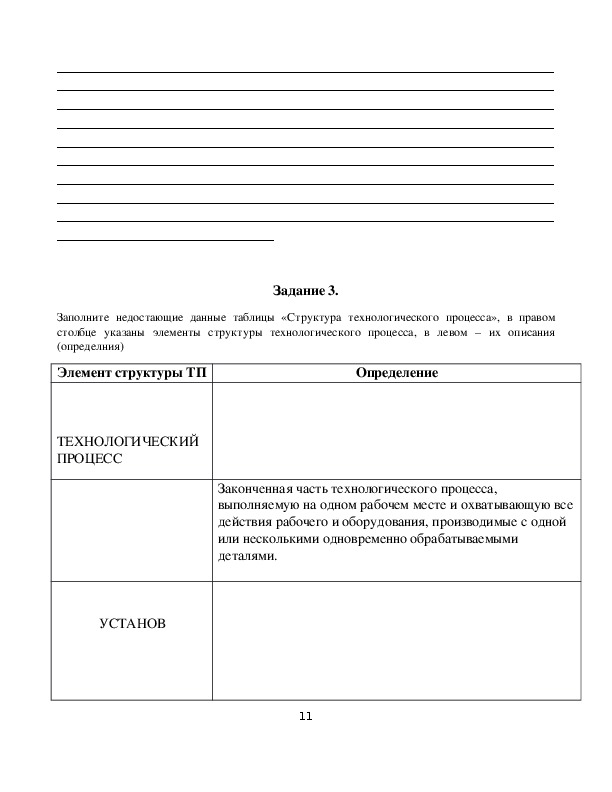
Задание 3.
Заполните недостающие данные таблицы «Структура технологического процесса», в правом
столбце указаны элементы структуры технологического процесса, в левом – их описания
(определния)
Элемент структуры ТП
Определение
ТЕХНОЛОГИЧЕСКИЙ
ПРОЦЕСС
Законченная часть технологического процесса,
выполняемую на одном рабочем месте и охватывающую все
действия рабочего и оборудования, производимые с одной
или несколькими одновременно обрабатываемыми
деталями.
УСТАНОВ
11Фиксированное положение, занимаемое неизменно
закрепленной обрабатываемой заготовкой совместно с
приспособлением относительно инструмента или
неподвижной части оборудования, для выполнения
определенной части операции.
Законченная часть технологической операции,
характеризующуюся постоянством применяемого
инструмента и поверхностей, образуемых обработкой
РАБОЧИЙ ХОД
ТЕМА 1.2 КАЧЕСТВО И ТОЧНОСТЬ
ДЕТАЛЕЙ МАШИН
Качество и точность деталей в машиностроении складывается из трёх критерий :
требования предъявляемые к детали указанные на чертеже ;требования по качеству поверхности
детали (определяющие точность и метод обработки); параметры допусков и посадок при
изготовлении или ремонте детали .
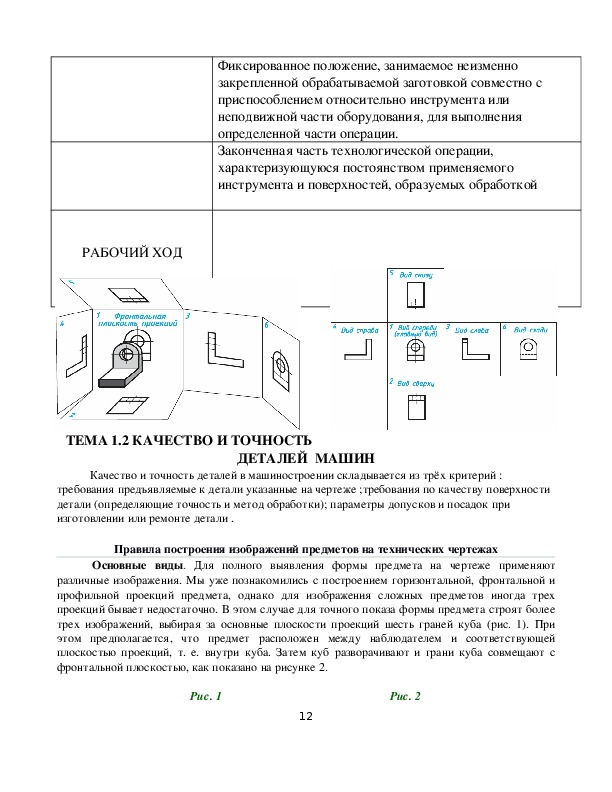
Правила построения изображений предметов на технических чертежах
Основные виды. Для полного выявления формы предмета на чертеже применяют
различные изображения. Мы уже познакомились с построением горизонтальной, фронтальной и
профильной проекций предмета, однако для изображения сложных предметов иногда трех
проекций бывает недостаточно. В этом случае для точного показа формы предмета строят более
трех изображений, выбирая за основные плоскости проекций шесть граней куба (рис. 1). При
этом предполагается, что предмет расположен между наблюдателем и соответствующей
плоскостью проекций, т. е. внутри куба. Затем куб разворачивают и грани куба совмещают с
фронтальной плоскостью, как показано на рисунке 2.
Рис. 1 Рис. 2
12Изображение на фронтальной плоскости проекций принимается в качестве главного.
Предмет располагают относительно фронтальной плоскости проекций так, чтобы изображение на
ней давало наиболее полное представление о форме и размерах предмета. Все проекции
располагаются в проекционной связи, суть которой мы рассмотрели раньше.
Согласно стандарту ЕСКД изображения на технических чертежах, полученные по методу
прямоугольного проецирования, называют видами.
Вид — это изображение обращенной к наблюдателю видимой части поверхности
предмета.
Устанавливаются следующие названия видов, полученных на основных плоскостях проекций: 1
вид спереди (или главный вид); 2 вид сверху; 3 вид слева; на плоскостях 4, 5 и 6 могут быть
построены виды справа, снизу и сзади. Вид спереди, как мы выяснили, является основным.
Под ним расположен вид сверху. Справа от главного вида и на одной с ним высоте вид слева.
Названия видов на чертеже не подписывают.
Количество видов, других изображений на чертеже должно быть наименьшим, но достаточным
для полного выявления формы предметов. Использование знаков, различных условностей,
надписей позволяет уменьшить количество изображений. С этой целью на видах допускается,
например, показывать при помощи штриховых линий невидимые части предмета. Если перед
размерным числом, указывающим
Рис. 3 сторону квадрата, нанести его знак, тогда для изображения
такой детали на чертеже достаточно одного вида. Тонкие пересекающиеся линии на изображении
говорят, что поверхности на этой детали плоские. Использование знака диаметра позволяет
привести на чертеже некоторых деталей цилиндрической формы лишь одно изображение,
например дать только главный вид. При построении чертежа так называемой «плоской» детали
можно указать толщину детали знаком и цифрой. Разрешается подобным образом указывать
длину детали. В этих случаях на чертеже достаточно одного вида.
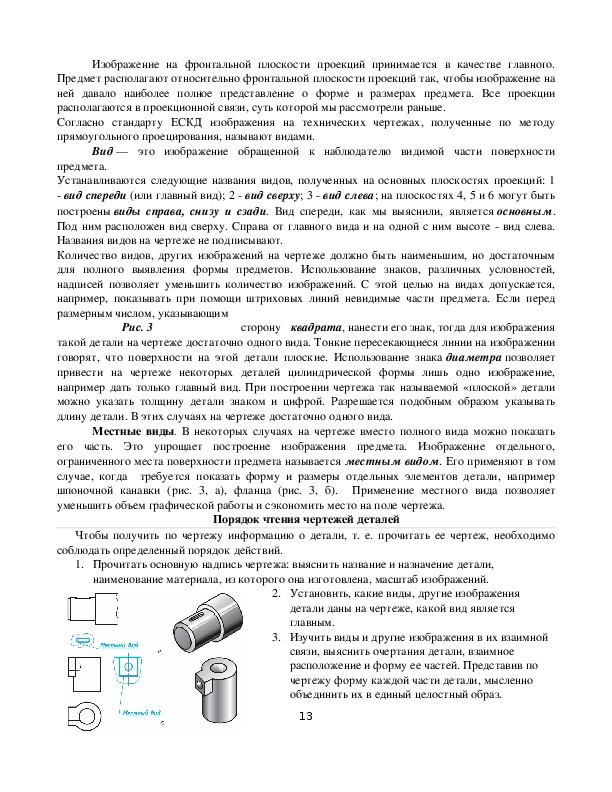
Местные виды. В некоторых случаях на чертеже вместо полного вида можно показать
его часть. Это упрощает построение изображения предмета. Изображение отдельного,
ограниченного места поверхности предмета называется местным видом. Его применяют в том
случае, когда требуется показать форму и размеры отдельных элементов детали, например
шпоночной канавки (рис. 3, а), фланца (рис. 3, б). Применение местного вида позволяет
уменьшить объем графической работы и сэкономить место на поле чертежа.
Порядок чтения чертежей деталей
Чтобы получить по чертежу информацию о детали, т. е. прочитать ее чертеж, необходимо
соблюдать определенный порядок действий.
1. Прочитать основную надпись чертежа: выяснить название и назначение детали,
наименование материала, из которого она изготовлена, масштаб изображений.
2. Установить, какие виды, другие изображения
детали даны на чертеже, какой вид является
главным.
3. Изучить виды и другие изображения в их взаимной
связи, выяснить очертания детали, взаимное
расположение и форму ее частей. Представив по
чертежу форму каждой части детали, мысленно
объединить их в единый целостный образ.
134. Определить размеры детали и размеры ее элементов.
Читая чертеж детали, можно сформулировать для себя вопросы, дающие представление о ней: а)
как называется деталь; б) из какого материала она изготовлена; в) в каком масштабе выполнен
чертеж; г) какие виды содержит чертеж; д) сочетанием каких геометрических тел образована
форма детали; е) какова ее общая форма; ж) каковы габаритные размеры детали и размеры
отдельных ее частей.
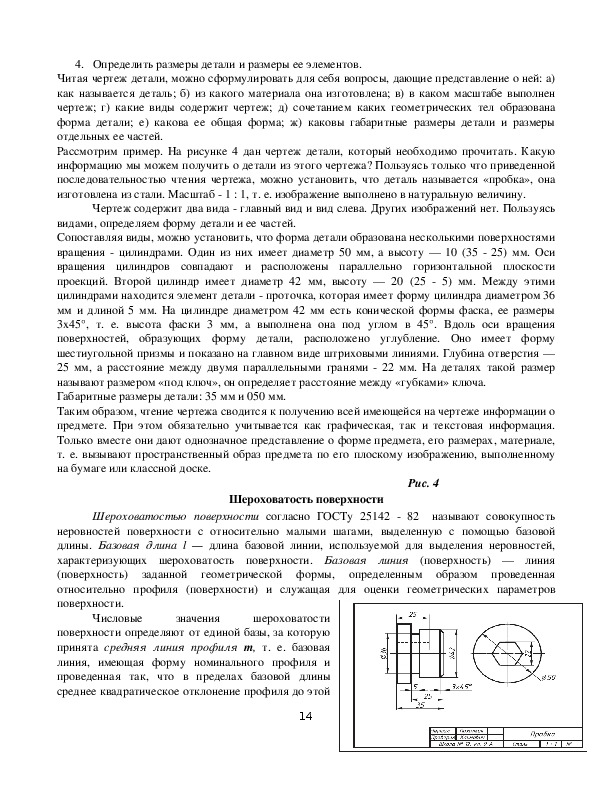
Рассмотрим пример. На рисунке 4 дан чертеж детали, который необходимо прочитать. Какую
информацию мы можем получить о детали из этого чертежа? Пользуясь только что приведенной
последовательностью чтения чертежа, можно установить, что деталь называется «пробка», она
изготовлена из стали. Масштаб 1 : 1, т. е. изображение выполнено в натуральную величину.
Чертеж содержит два вида главный вид и вид слева. Других изображений нет. Пользуясь
видами, определяем форму детали и ее частей.
Сопоставляя виды, можно установить, что форма детали образована несколькими поверхностями
вращения цилиндрами. Один из них имеет диаметр 50 мм, а высоту — 10 (35 25) мм. Оси
вращения цилиндров совпадают и расположены параллельно горизонтальной плоскости
проекций. Второй цилиндр имеет диаметр 42 мм, высоту — 20 (25 5) мм. Между этими
цилиндрами находится элемент детали проточка, которая имеет форму цилиндра диаметром 36
мм и длиной 5 мм. На цилиндре диаметром 42 мм есть конической формы фаска, ее размеры
3x45°, т. е. высота фаски 3 мм, а выполнена она под углом в 45°. Вдоль оси вращения
поверхностей, образующих форму детали, расположено углубление. Оно имеет форму
шестиугольной призмы и показано на главном виде штриховыми линиями. Глубина отверстия —
25 мм, а расстояние между двумя параллельными гранями 22 мм. На деталях такой размер
называют размером «под ключ», он определяет расстояние между «губками» ключа.
Габаритные размеры детали: 35 мм и 050 мм.
Таким образом, чтение чертежа сводится к получению всей имеющейся на чертеже информации о
предмете. При этом обязательно учитывается как графическая, так и текстовая информация.
Только вместе они дают однозначное представление о форме предмета, его размерах, материале,
т. е. вызывают пространственный образ предмета по его плоскому изображению, выполненному
на бумаге или классной доске.
Рис. 4
Шероховатость поверхности
Шероховатостью поверхности согласно ГОСТу 25142 82 называют совокупность
неровностей поверхности с относительно малыми шагами, выделенную с помощью базовой
длины. Базовая длина l — длина базовой линии, используемой для выделения неровностей,
характеризующих шероховатость поверхности.
(поверхность) — линия
(поверхность) заданной геометрической формы, определенным образом проведенная
относительно профиля (поверхности) и служащая для оценки геометрических параметров
поверхности.
Базовая линия
значения
Числовые
шероховатости
поверхности определяют от единой базы, за которую
принята средняя линия профиля т, т. е. базовая
линия, имеющая форму номинального профиля и
проведенная так, что в пределах базовой длины
среднее квадратическое отклонение профиля до этой
14l
Si
Smi
bi
Линия выступов
h
5
m
a
x
H
5
m
a
x
Средняя линия m
R
m
a
Линия впадин
x
H
1
m
a
x
y1
h
1
m
n
h
1
m
a
x
i
H
2
m
a
x
h
2
m
h
2
n
m
a
x
H
2
m
n
i
линии минимально. Систему отсчета шероховатости от средней линии профиля называют
системой средней линии.
Если для определения шероховатости выбран участок поверхности длиной l, другие
неровности (например, волнистость), имеющие шаг больше l, не учитывают.
Длина оценки L длина, на которой оценивают шероховатость. Она может содержать одну
или несколько базовых длин l. Числовые значения базовой длины выбирают из ряда: 0,01; 0,03;
0,08; 0,25; 0,80; 2,5; 8; 25 мм.
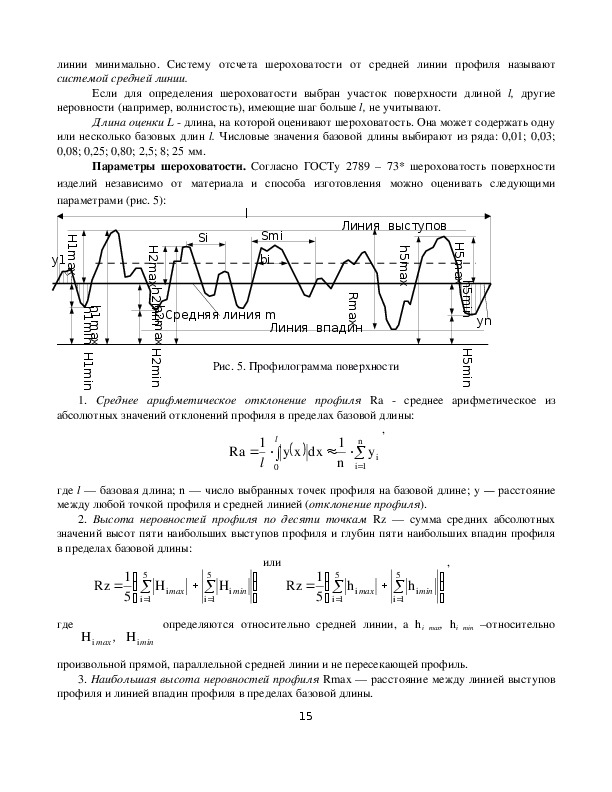
Параметры шероховатости. Согласно ГОСТу 2789 – 73* шероховатость поверхности
изделий независимо от материала и способа изготовления можно оценивать следующими
параметрами (рис. 5):
yn
i
h
5
m
n
H
5
m
n
i
H
1
m
n
1. Среднее арифметическое отклонение профиля Ra среднее арифметическое из
Рис. 5. Профилограмма поверхности
i
i
абсолютных значений отклонений профиля в пределах базовой длины:
Ra
l
xy
0
1
l
dx
n
i
1
1
n
iy
,
где l — базовая длина; n — число выбранных точек профиля на базовой длине; у — расстояние
между любой точкой профиля и средней линией (отклонение профиля).
2. Высота неровностей профиля по десяти точкам Rz — сумма средних абсолютных
значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля
в пределах базовой длины:
Rz
5
i
1
1
5
H
i
max
5
i
1
H
i
min
или
Rz
5
i
1
1
5
h
i
max
5
i
1
h
i
min
,
где
iH
,max
iH
min
определяются относительно средней линии, а hi max, hi min –относительно
произвольной прямой, параллельной средней линии и не пересекающей профиль.
3. Наибольшая высота неровностей профиля Rmax — расстояние между линией выступов
профиля и линией впадин профиля в пределах базовой длины.
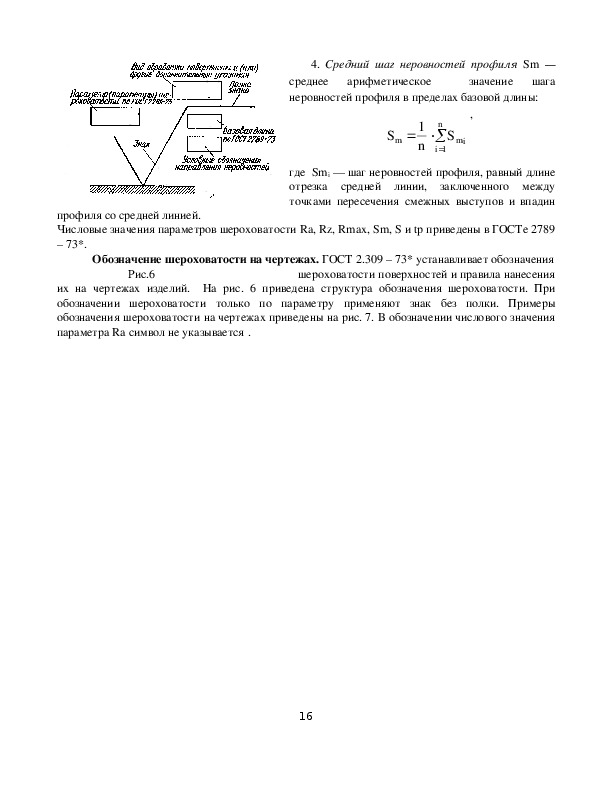
154. Средний шаг неровностей профиля Sm —
значение шага
среднее арифметическое
неровностей профиля в пределах базовой длины:
S
m
,
n
i
1
1
n
S
im
где Smi — шаг неровностей профиля, равный длине
отрезка средней линии, заключенного между
точками пересечения смежных выступов и впадин
профиля со средней линией.
Числовые значения параметров шероховатости Ra, Rz, Rmax, Sm, S и tp приведены в ГОСТе 2789
– 73*.
Обозначение шероховатости на чертежах. ГОСТ 2.309 – 73* устанавливает обозначения
Рис.6 шероховатости поверхностей и правила нанесения
их на чертежах изделий. На рис. 6 приведена структура обозначения шероховатости. При
обозначении шероховатости только по параметру применяют знак без полки. Примеры
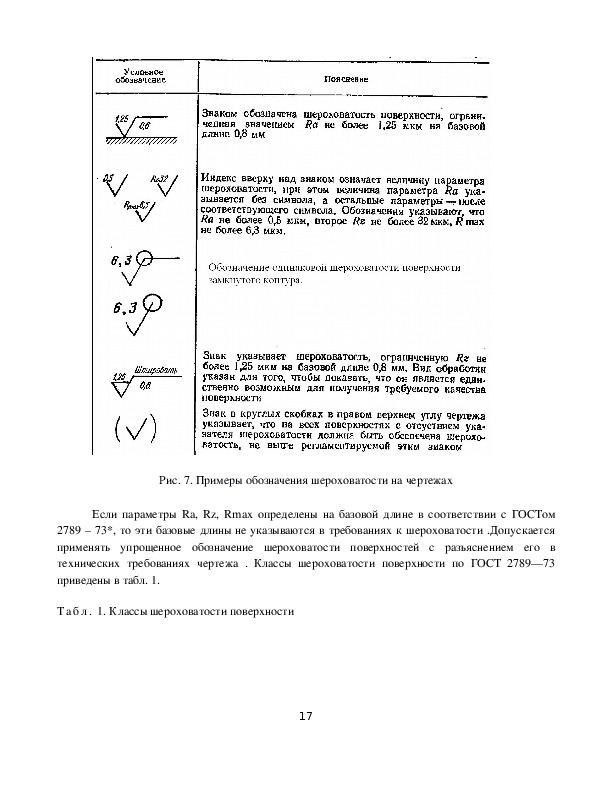
обозначения шероховатости на чертежах приведены на рис. 7. В обозначении числового значения
параметра Ra символ не указывается .
16Рис. 7. Примеры обозначения шероховатости на чертежах
Если параметры Rа, Rz, Rmax определены на базовой длине в соответствии с ГОСТом
2789 – 73*, то эти базовые длины не указываются в требованиях к шероховатости .Допускается
применять упрощенное обозначение шероховатости поверхностей с разъяснением его в
технических требованиях чертежа . Классы шероховатости поверхности по ГОСТ 2789—73
приведены в табл. 1.
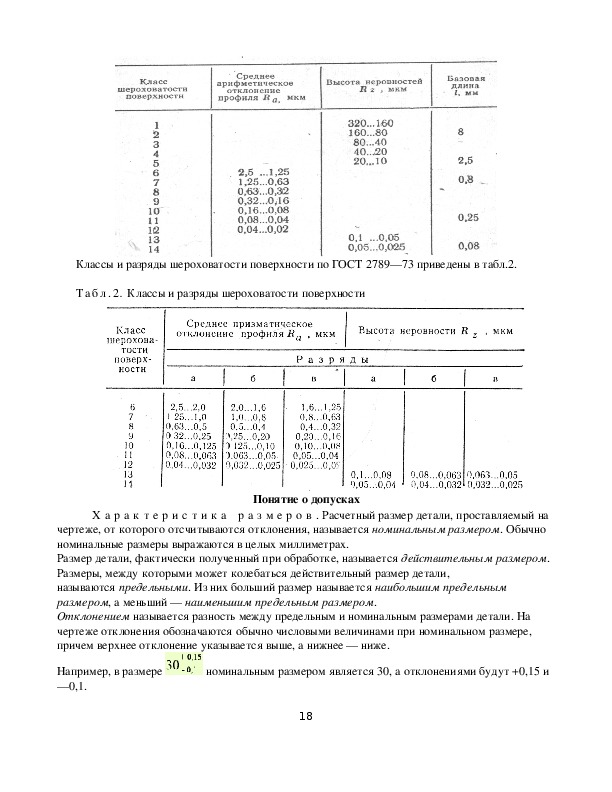
Т а б л . 1. Классы шероховатости поверхности
17Классы и разряды шероховатости поверхности по ГОСТ 2789—73 приведены в табл.2.
Т а б л . 2. Классы и разряды шероховатости поверхности
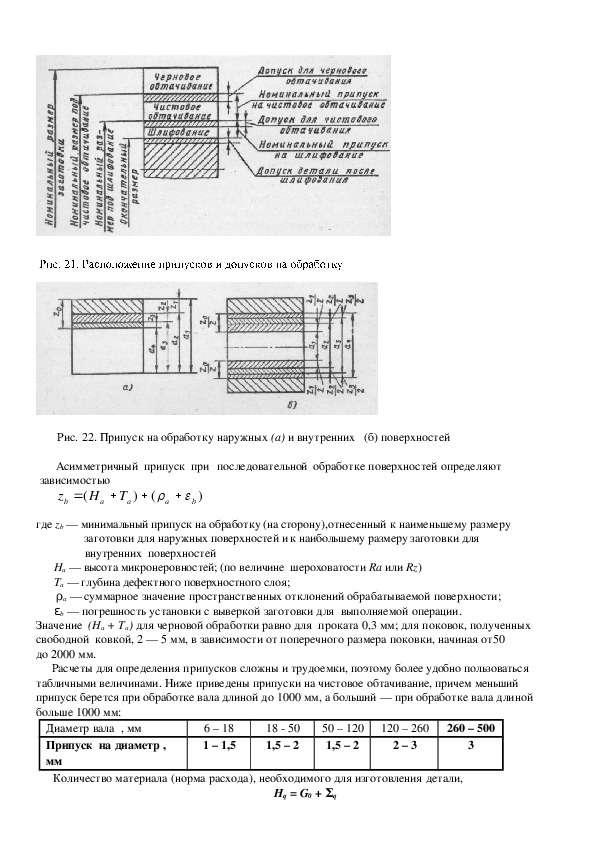
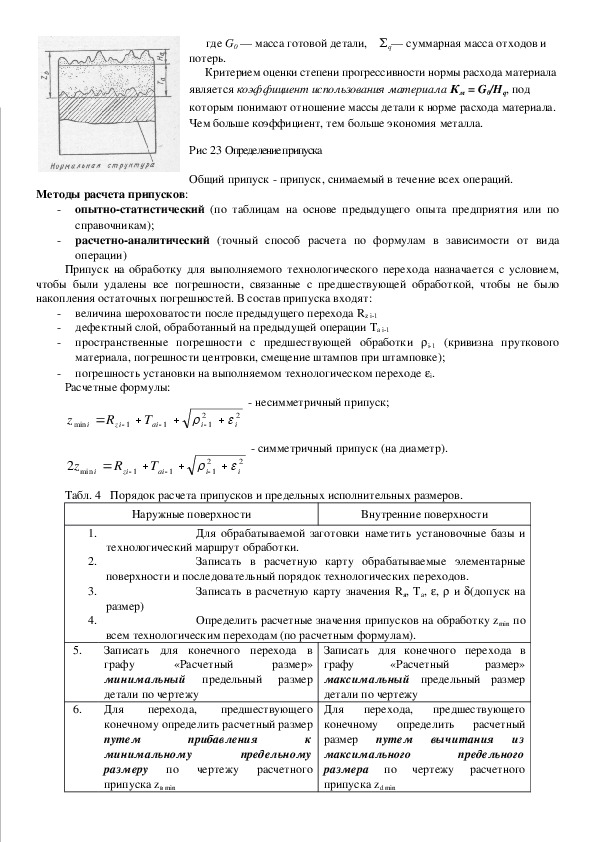
Понятие о допусках
Х а р а к т е р и с т и к а р а з м е р о в . Расчетный размер детали, проставляемый на
чертеже, от которого отсчитываются отклонения, называется номинальным размером. Обычно
номинальные размеры выражаются в целых миллиметрах.
Размер детали, фактически полученный при обработке, называется действительным размером.
Размеры, между которыми может колебаться действительный размер детали,
называются предельными. Из них больший размер называется наибольшим предельным
размером, а меньший — наименьшим предельным размером.
Отклонением называется разность между предельным и номинальным размерами детали. На
чертеже отклонения обозначаются обычно числовыми величинами при номинальном размере,
причем верхнее отклонение указывается выше, а нижнее — ниже.
Например, в размере
—0,1.
номинальным размером является 30, а отклонениями будут +0,15 и
18Разность между наибольшим предельным и номинальным размерами называется верхним
отклонением, а разность между наименьшим предельным и номинальным размерами — нижним
отклонением. Например, размер вала равен
размер будет:
. В этом случае наибольший предельный
верхнее отклонение составит
30 +0,15 = 30,15 мм;
наименьший предельный размер будет:
30,15 — 30,0 = 0,15 мм;
нижнее отклонение составит
30+0,1 = 30,1 мм;
Д о п у с к н а и з г о т о в л е н и е . Разность между наибольшим и наименьшим
30,1 — 30,0 = 0,1 мм.
предельными размерами называетсядопуском. Например, для размера вала
равен разности предельных размеров, т. е.
30,15 — 29,9 = 0,25 мм.
допуск будет
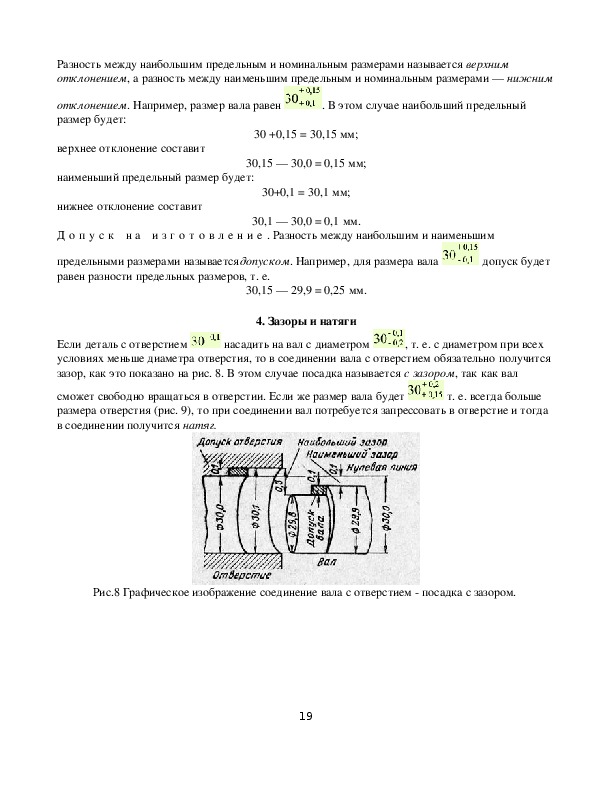
4. Зазоры и натяги
Если деталь с отверстием
условиях меньше диаметра отверстия, то в соединении вала с отверстием обязательно получится
зазор, как это показано на рис. 8. В этом случае посадка называется с зазором, так как вал
насадить на вал с диаметром
, т. е. с диаметром при всех
сможет свободно вращаться в отверстии. Если же размер вала будет
т. е. всегда больше
размера отверстия (рис. 9), то при соединении вал потребуется запрессовать в отверстие и тогда
в соединении получится натяг.
Рис.8 Графическое изображение соединение вала с отверстием посадка с зазором.
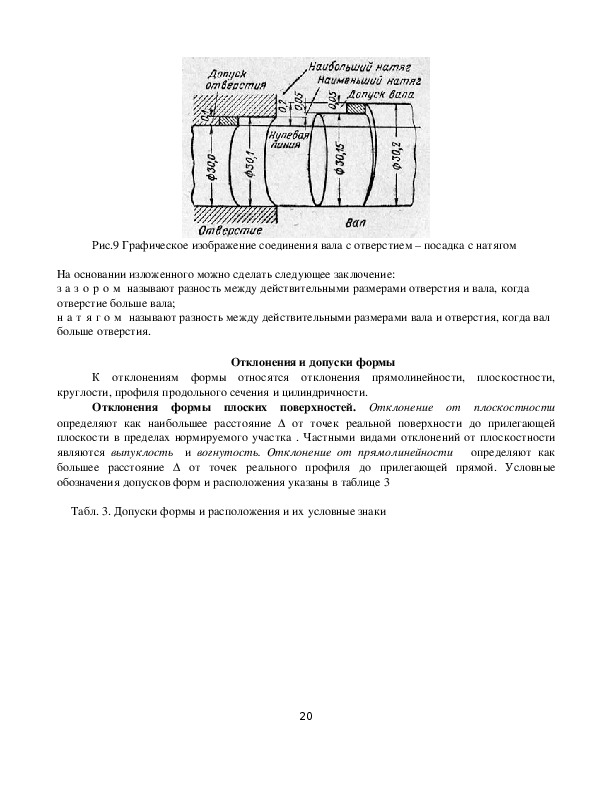
19Рис.9 Графическое изображение соединения вала с отверстием – посадка с натягом
На основании изложенного можно сделать следующее заключение:
з а з о р о м называют разность между действительными размерами отверстия и вала, когда
отверстие больше вала;
н а т я г о м называют разность между действительными размерами вала и отверстия, когда вал
больше отверстия.
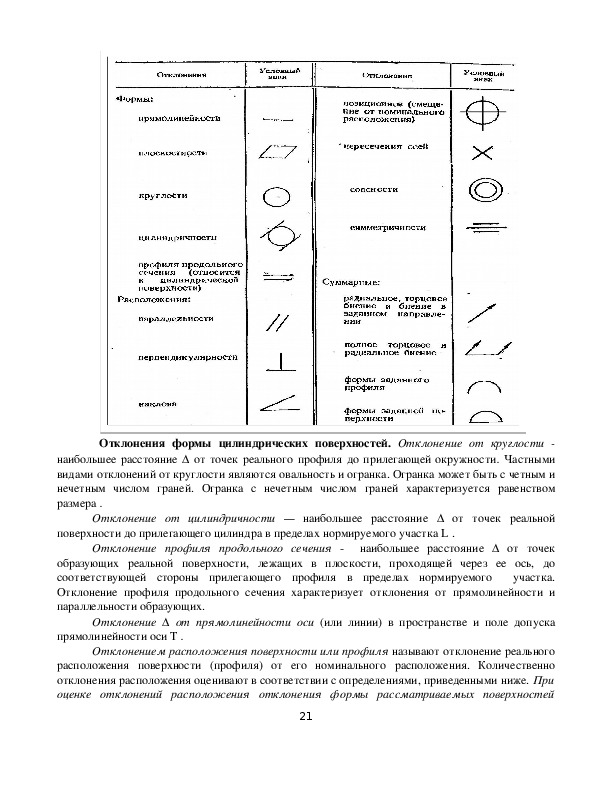
Отклонения и допуски формы
К отклонениям формы относятся отклонения прямолинейности, плоскостности,
круглости, профиля продольного сечения и цилиндричности.
Отклонения формы плоских поверхностей. Отклонение от плоскостности
определяют как наибольшее расстояние от точек реальной поверхности до прилегающей
плоскости в пределах нормируемого участка . Частными видами отклонений от плоскостности
являются выпуклость и вогнутость. Отклонение от прямолинейности определяют как
большее расстояние от точек реального профиля до прилегающей прямой. Условные
обозначения допусков форм и расположения указаны в таблице 3
Табл. 3. Допуски формы и расположения и их условные знаки
20Отклонения формы цилиндрических поверхностей. Отклонение от круглости
наибольшее расстояние от точек реального профиля до прилегающей окружности. Частными
видами отклонений от круглости являются овальность и огранка. Огранка может быть с четным и
нечетным числом граней. Огранка с нечетным числом граней характеризуется равенством
размера .
Отклонение от цилиндричности — наибольшее расстояние от точек реальной
поверхности до прилегающего цилиндра в пределах нормируемого участка L .
Отклонение профиля продольного сечения наибольшее расстояние от точек
образующих реальной поверхности, лежащих в плоскости, проходящей через ее ось, до
соответствующей стороны прилегающего профиля в пределах нормируемого
участка.
Отклонение профиля продольного сечения характеризует отклонения от прямолинейности и
параллельности образующих.
Отклонение от прямолинейности оси (или линии) в пространстве и поле допуска
прямолинейности оси Т .
Отклонением расположения поверхности или профиля называют отклонение реального
расположения поверхности (профиля) от его номинального расположения. Количественно
отклонения расположения оценивают в соответствии с определениями, приведенными ниже. При
оценке отклонений расположения отклонения формы рассматриваемых поверхностей
21(профилей) и базовых элементов (обобщенный термин, под которым понимают поверхность,
линию или точку) должны быть исключены из рассмотрения. При этом реальные поверхности
(профили) заменяют прилегающими, а за оси, плоскости симметрии и центры реальных
поверхностей (профилей) принимают оси, плоскости симметрии и центры прилегающих
элементов.
Отклонение от параллельности плоскостей разность наибольшего и наименьшего
расстояний между прилегающими плоскостями в пределах нормируемого участка.
Отклонение от параллельности осей (прямых) в пространстве геометрическая сумма
отклонений от параллельности проекций осей (прямых) в двух взаимно перпендикулярных
плоскостях; одна из этих плоскостей является общей плоскостью осей, т. е. плоскостью,
проходящей через одну (базовую) ось и точку другой оси
Отклонение от соосности относительно общей оси это наибольшее расстояние (1, 2
…) между осью рассматриваемой поверхности вращения и общей осью двух или нескольких
поверхностей вращения на длине нормируемого участка . Допуск соосности в диаметральном
выражении равен удвоенному наибольшему допускаемому значению отклонения от соосности, а
в радиусном выражении наибольшему допускаемому значению этого отклонения. Поле
допуска соосности — область в пространстве, ограниченная цилиндром, диаметр которого равен
допуску соосности в диаметральном выражении Т или удвоенному допуску соосности в
радиусном выражении R, а ось совпадает с базовой осью .
Отклонение от симметричности относительно базовой плоскости — наибольшее
расстояние между плоскостью симметрии рассматриваемой поверхности и базовой плоскостью
симметрии в пределах нормируемого участка. Допуск симметричности проставляется в
диаметральном выражении Т или в радиусном выражении Т/2.
Отклонение от пересечения осей, которые номинально должны пересекаться,
определяют как наименьшее расстояние между рассматриваемой и базовой осями. Допуск
пересечения проставляется в диаметральном выражении Т или в радиусном выражении Т/2.
Суммарным отклонением формы и расположения называется отклонение,
являющееся результатом совместного проявления отклонения формы и отклонения
расположения рассматриваемого элемента (поверхности или профиля) относительно заданных
баз. Количественно суммарные отклонения оцениваются по точкам реальной нормируемой
поверхности относительно прилегающих базовых элементов или их осей.
Радиальное биение поверхности вращения относительно базовой оси является
результатом совместного проявления отклонения от круглости профиля рассматриваемого
сечения и отклонения его центра относительно базовой оси.
Торцовое биение – разность наибольшего и наименьшего расстояний от точек реального
профиля торцовой поверхности до плоскости, перпендикулярной базовой оси. Определяется на
заданном диаметре d или любом (в том числе и наибольшем) диаметре торцовой поверхности.
Биение в заданном направлении – разность наибольшего и наименьшего расстояний от
точек реального профиля поверхности вращения в сечении рассматриваемой поверхности
конусом, ось которого совпадает с базовой осью, а образующая имеет заданное направление, до
вершины этого конуса (рис. 2.23, в).
Полное радиальное биение – разность наибольшего Rmax и наименьшего Rmin расстояний
от всех точек реальной поверхности в пределах нормируемого участка L до базовой оси (рис.
2.23, г).
22Полное торцовое биение — разность наибольшего и наименьшего расстояния от точек всей
торцовой поверхности до плоскости, перпендикулярной базовой оси .
Отклонение формы заданного профиля – наибольшее отклонение точек реального профиля,
определяемое по нормали к нормируемому профилю в пределах нормируемого участка L.
Отклонение формы заданной поверхности – наибольшее отклонение точек реальной
поверхности от номинальной поверхности, определяемое по нормали к номинальной
поверхности в пределах нормируемых участка L1, L2 .
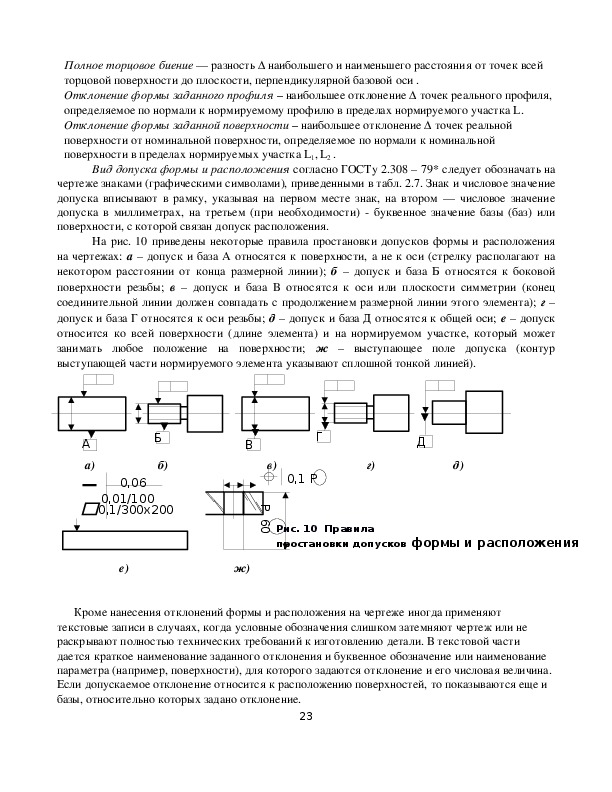
Вид допуска формы и расположения согласно ГОСТу 2.308 – 79* следует обозначать на
чертеже знаками (графическими символами), приведенными в табл. 2.7. Знак и числовое значение
допуска вписывают в рамку, указывая на первом месте знак, на втором — числовое значение
допуска в миллиметрах, на третьем (при необходимости) буквенное значение базы (баз) или
поверхности, с которой связан допуск расположения.
На рис. 10 приведены некоторые правила простановки допусков формы и расположения
на чертежах: а – допуск и база А относятся к поверхности, а не к оси (стрелку располагают на
некотором расстоянии от конца размерной линии); б – допуск и база Б относятся к боковой
поверхности резьбы; в – допуск и база В относятся к оси или плоскости симметрии (конец
соединительной линии должен совпадать с продолжением размерной линии этого элемента); г –
допуск и база Г относятся к оси резьбы; д – допуск и база Д относятся к общей оси; е – допуск
относится ко всей поверхности (длине элемента) и на нормируемом участке, который может
ж – выступающее поле допуска (контур
занимать любое положение на поверхности;
выступающей части нормируемого элемента указывают сплошной тонкой линией).
Б
А
а) б) в) г) д)
В
Д
Г
0,06
0,01/100
0,1/300х200
0,1 Р
Р
6
0Рис. 10 Правила
простановки допусков формы и расположения
е) ж)
Кроме нанесения отклонений формы и расположения на чертеже иногда применяют
текстовые записи в случаях, когда условные обозначения слишком затемняют чертеж или не
раскрывают полностью технических требований к изготовлению детали. В текстовой части
дается краткое наименование заданного отклонения и буквенное обозначение или наименование
параметра (например, поверхности), для которого задаются отклонение и его числовая величина.
Если допускаемое отклонение относится к расположению поверхностей, то показываются еще и
базы, относительно которых задано отклонение.
23Для выполнения самостоятельной работы по этой теме вам понадобятся следующие
учебные и справочные материалы:
1. Шевченко Е.П. Чтение машиностроительных чертежей. Справочное пособие. — СПб.: Наука и
Техника, 2003. — 192 с. Серия «Справочник рабочего»
2. Единая система конструкторской документации
Изображения — виды, разрезы, сечения по ГОСТ 2.30568; Размеры и предельные отклонения по
ГОСТ 2.3072011; Обозначение материалов в разрезах и сечениях по ГОСТ 2.30668 ;
Обозначения буквенные в конструкторских документах по ГОСТ 2.32184; Допуски и посадки по
ГОСТ 2534689 и ГОСТ 2534789.Условные обозначения допусков формы и расположения
поверхностей по ГОСТ 2.30879 Шероховатость поверхности. ГОСТ 278973
Интернетстраницы: http://osntm.ru/
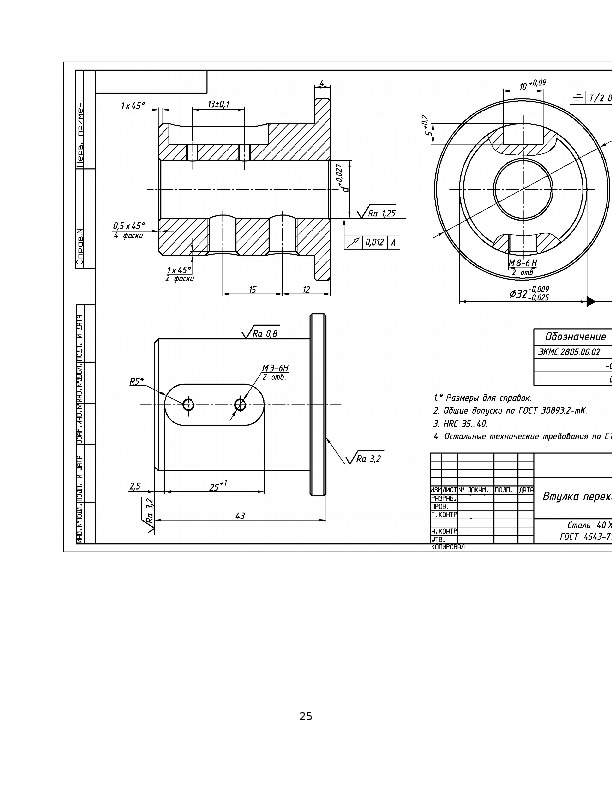
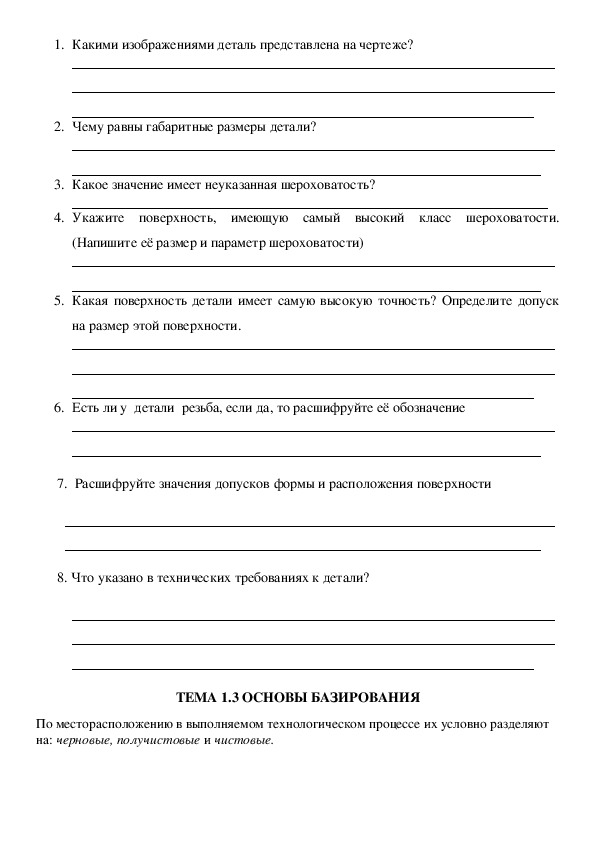
Внимательно изучите чертеж и ответьте на вопросы, представленные ниже чертежа.
Задание
24252. Чему равны габаритные размеры детали?
_____________________________________________________________________
_____________________________________________________________________
__________________________________________________________________
_____________________________________________________________________
___________________________________________________________________
____________________________________________________________________
3. Какое значение имеет неуказанная шероховатость?
1. Какими изображениями деталь представлена на чертеже?
4. Укажите поверхность, имеющую самый высокий класс шероховатости.
(Напишите её размер и параметр шероховатости)
_____________________________________________________________________
___________________________________________________________________
5. Какая поверхность детали имеет самую высокую точность? Определите допуск
на размер этой поверхности.
_____________________________________________________________________
_____________________________________________________________________
__________________________________________________________________
_____________________________________________________________________
___________________________________________________________________
6. Есть ли у детали резьба, если да, то расшифруйте её обозначение
7. Расшифруйте значения допусков формы и расположения поверхности
______________________________________________________________________
____________________________________________________________________
8. Что указано в технических требованиях к детали?
_____________________________________________________________________
_____________________________________________________________________
__________________________________________________________________
ТЕМА 1.3 ОСНОВЫ БАЗИРОВАНИЯ
По месторасположению в выполняемом технологическом процессе их условно разделяют
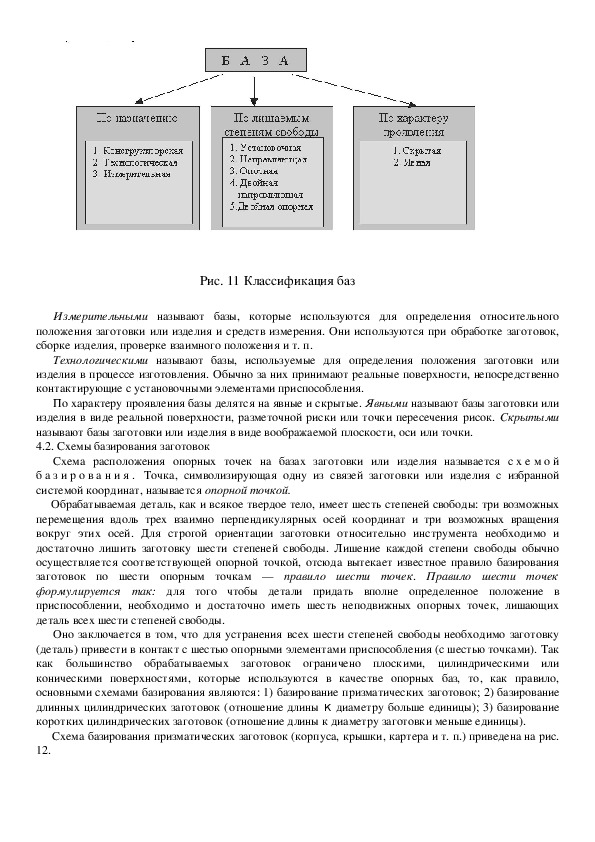
на: черновые, получистовые и чистовые.Рис. 11 Классификация баз
Измерительными называют базы, которые используются для определения относительного
положения заготовки или изделия и средств измерения. Они используются при обработке заготовок,
сборке изделия, проверке взаимного положения и т. п.
Технологическими называют базы, используемые для определения положения заготовки или
изделия в процессе изготовления. Обычно за них принимают реальные поверхности, непосредственно
контактирующие с установочными элементами приспособления.
По характеру проявления базы делятся на явные и скрытые. Явными называют базы заготовки или
изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок. Скрытыми
называют базы заготовки или изделия в виде воображаемой плоскости, оси или точки.
4.2. Схемы базирования заготовок
Схема расположения опорных точек на базах заготовки или изделия называется с х е м о й
б а з и р о в а н и я . Точка, символизирующая одну из связей заготовки или изделия с избранной
системой координат, называется опорной точкой.
Обрабатываемая деталь, как и всякое твердое тело, имеет шесть степеней свободы: три возможных
перемещения вдоль трех взаимно перпендикулярных осей координат и три возможных вращения
вокруг этих осей. Для строгой ориентации заготовки относительно инструмента необходимо и
достаточно лишить заготовку шести степеней свободы. Лишение каждой степени свободы обычно
осуществляется соответствующей опорной точкой, отсюда вытекает известное правило базирования
заготовок по шести опорным точкам — правило шести точек.
Правило шести точек
формулируется так: для того чтобы детали придать вполне определенное положение в
приспособлении, необходимо и достаточно иметь шесть неподвижных опорных точек, лишающих
деталь всех шести степеней свободы.
Оно заключается в том, что для устранения всех шести степеней свободы необходимо заготовку
(деталь) привести в контакт с шестью опорными элементами приспособления (с шестью точками). Так
как большинство обрабатываемых заготовок ограничено плоскими, цилиндрическими или
коническими поверхностями, которые используются в качестве опорных баз, то, как правило,
основными схемами базирования являются: 1) базирование призматических заготовок; 2) базирование
длинных цилиндрических заготовок (отношение длины к диаметру больше единицы); 3) базирование
коротких цилиндрических заготовок (отношение длины к диаметру заготовки меньше единицы).
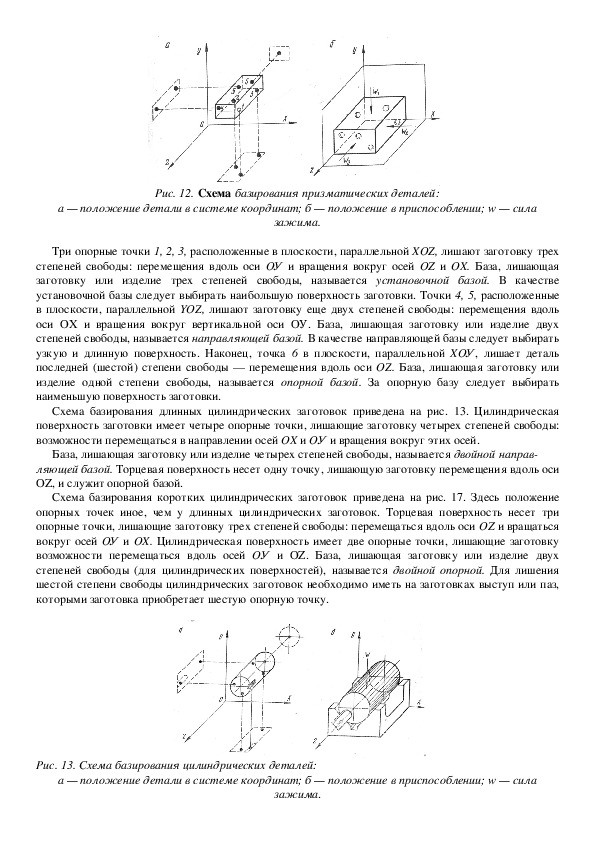
Схема базирования призматических заготовок (корпуса, крышки, картера и т. п.) приведена на рис.
12.а — положение детали в системе координат; б — положение в приспособлении; w — сила
Рис. 12. Схема базирования призматических деталей:
зажима.
Три опорные точки 1, 2, 3, расположенные в плоскости, параллельной XOZ, лишают заготовку трех
степеней свободы: перемещения вдоль оси ОУ и вращения вокруг осей OZ и ОХ. База, лишающая
заготовку или изделие трех степеней свободы, называется установочной базой.
В качестве
установочной базы следует выбирать наибольшую поверхность заготовки. Точки 4, 5, расположенные
в плоскости, параллельной YOZ, лишают заготовку еще двух степеней свободы: перемещения вдоль
оси ОХ и вращения вокруг вертикальной оси ОУ. База, лишающая заготовку или изделие двух
степеней свободы, называется направляющей базой. В качестве направляющей базы следует выбирать
узкую и длинную поверхность. Наконец, точка 6 в плоскости, параллельной ХОУ, лишает деталь
последней (шестой) степени свободы — перемещения вдоль оси OZ. База, лишающая заготовку или
изделие одной степени свободы, называется опорной базой. За опорную базу следует выбирать
наименьшую поверхность заготовки.
Схема базирования длинных цилиндрических заготовок приведена на рис. 13. Цилиндрическая
поверхность заготовки имеет четыре опорные точки, лишающие заготовку четырех степеней свободы:
возможности перемещаться в направлении осей ОХ и ОУ и вращения вокруг этих осей.
База, лишающая заготовку или изделие четырех степеней свободы, называется двойной направ
ляющей базой. Торцевая поверхность несет одну точку, лишающую заготовку перемещения вдоль оси
OZ, и служит опорной базой.
Схема базирования коротких цилиндрических заготовок приведена на рис. 17. Здесь положение
опорных точек иное, чем у длинных цилиндрических заготовок. Торцевая поверхность несет три
опорные точки, лишающие заготовку трех степеней свободы: перемещаться вдоль оси OZ и вращаться
вокруг осей ОУ и ОХ. Цилиндрическая поверхность имеет две опорные точки, лишающие заготовку
возможности перемещаться вдоль осей ОУ и OZ. База, лишающая заготовку или изделие двух
степеней свободы (для цилиндрических поверхностей), называется двойной опорной. Для лишения
шестой степени свободы цилиндрических заготовок необходимо иметь на заготовках выступ или паз,
которыми заготовка приобретает шестую опорную точку.
Рис. 13. Схема базирования цилиндрических деталей:
а — положение детали в системе координат; б — положение в приспособлении; w — сила
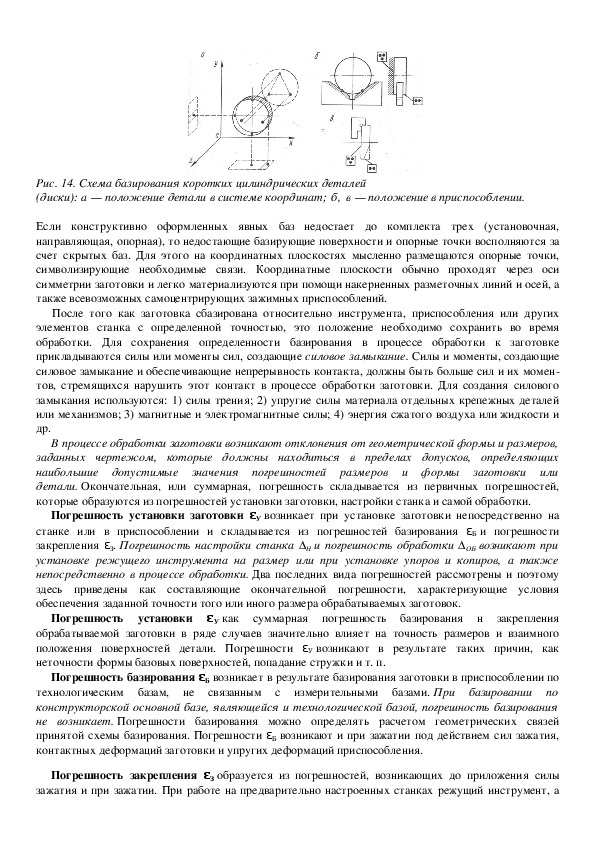
зажима.Рис. 14. Схема базирования коротких цилиндрических деталей
(диски): а — положение детали в системе координат; б, в — положение в приспособлении.
Если конструктивно оформленных явных баз недостает до комплекта трех (установочная,
направляющая, опорная), то недостающие базирующие поверхности и опорные точки восполняются за
счет скрытых баз. Для этого на координатных плоскостях мысленно размещаются опорные точки,
символизирующие необходимые связи. Координатные плоскости обычно проходят через оси
симметрии заготовки и легко материализуются при помощи накерненных разметочных линий и осей, а
также всевозможных самоцентрирующих зажимных приспособлений.
После того как заготовка сбазирована относительно инструмента, приспособления или других
элементов станка с определенной точностью, это положение необходимо сохранить во время
обработки. Для сохранения определенности базирования в процессе обработки к заготовке
прикладываются силы или моменты сил, создающие силовое замыкание. Силы и моменты, создающие
силовое замыкание и обеспечивающие непрерывность контакта, должны быть больше сил и их момен
тов, стремящихся нарушить этот контакт в процессе обработки заготовки. Для создания силового
замыкания используются: 1) силы трения; 2) упругие силы материала отдельных крепежных деталей
или механизмов; 3) магнитные и электромагнитные силы; 4) энергия сжатого воздуха или жидкости и
др.
В процессе обработки заготовки возникают отклонения от геометрической формы и размеров,
заданных чертежом, которые должны находиться в пределах допусков, определяющих
наибольшие допустимые значения погрешностей размеров и формы заготовки или
детали. Окончательная, или суммарная, погрешность складывается из первичных погрешностей,
которые образуются из погрешностей установки заготовки, настройки станка и самой обработки.
Погрешность установки заготовки εУ возникает при установке заготовки непосредственно на
станке или в приспособлении и складывается из погрешностей базирования εБ и погрешности
закрепления εЗ. Погрешность настройки станка ∆Н и погрешность обработки ∆ОБ возникают при
установке режущего инструмента на размер или при установке упоров и копиров, а также
непосредственно в процессе обработки. Два последних вида погрешностей рассмотрены и поэтому
здесь приведены как составляющие окончательной погрешности, характеризующие условия
обеспечения заданной точности того или иного размера обрабатываемых заготовок.
Погрешность установки εУ как суммарная погрешность базирования н закрепления
обрабатываемой заготовки в ряде случаев значительно влияет на точность размеров и взаимного
положения поверхностей детали. Погрешности εУ возникают в результате таких причин, как
неточности формы базовых поверхностей, попадание стружки и т. п.
Погрешность базирования εБ возникает в результате базирования заготовки в приспособлении по
технологическим базам, не связанным с измерительными базами. При базировании по
конструкторской основной базе, являющейся и технологической базой, погрешность базирования
не возникает. Погрешности базирования можно определять расчетом геометрических связей
принятой схемы базирования. Погрешности εБ возникают и при зажатии под действием сил зажатия,
контактных деформаций заготовки и упругих деформаций приспособления.
Погрешность закрепления εЗ образуется из погрешностей, возникающих до приложения силы
зажатия и при зажатии. При работе на предварительно настроенных станках режущий инструмент, атакже упоры и копиры устанавливают на размер от установочных поверхностей приспособления до
приложения нагрузки, поэтому сдвиг установочных баз приводит к погрешностям закрепления.
Погрешности закрепления определяют расчетным и опытным путем для каждого конкретного способа
закрепления заготовок (значения их приводят в справочных таблицах).
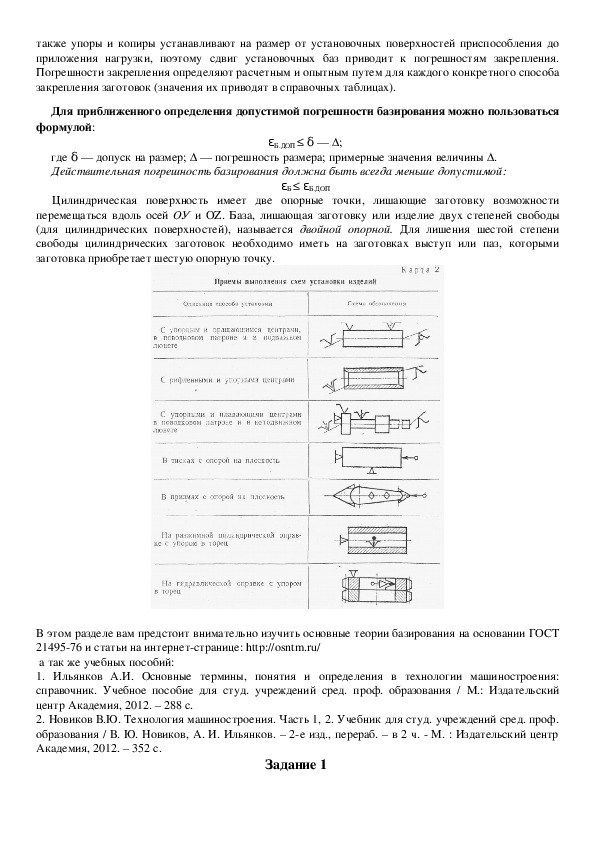
Для приближенного определения допустимой погрешности базирования можно пользоваться
формулой:
δ
— допуск на размер; ∆ — погрешность размера; примерные значения величины ∆.
где
Действительная погрешность базирования должна быть всегда меньше допустимой:
εБ.ДОП ≤
δ
— ∆;
εБ ≤ εБ.ДОП
Цилиндрическая поверхность имеет две опорные точки, лишающие заготовку возможности
перемещаться вдоль осей ОУ и OZ. База, лишающая заготовку или изделие двух степеней свободы
(для цилиндрических поверхностей), называется двойной опорной. Для лишения шестой степени
свободы цилиндрических заготовок необходимо иметь на заготовках выступ или паз, которыми
заготовка приобретает шестую опорную точку.
В этом разделе вам предстоит внимательно изучить основные теории базирования на основании ГОСТ
2149576 и статьи на интернетстранице: http://osntm.ru/
а так же учебных пособий:
1. Ильянков А.И. Основные термины, понятия и определения в технологии машиностроения:
справочник. Учебное пособие для студ. учреждений сред. проф. образования / М.: Издательский
центр Академия, 2012. – 288 с.
2. Новиков В.Ю. Технология машиностроения. Часть 1, 2. Учебник для студ. учреждений сред. проф.
образования / В. Ю. Новиков, А. И. Ильянков. – 2е изд., перераб. – в 2 ч. М. : Издательский центр
Академия, 2012. – 352 с.
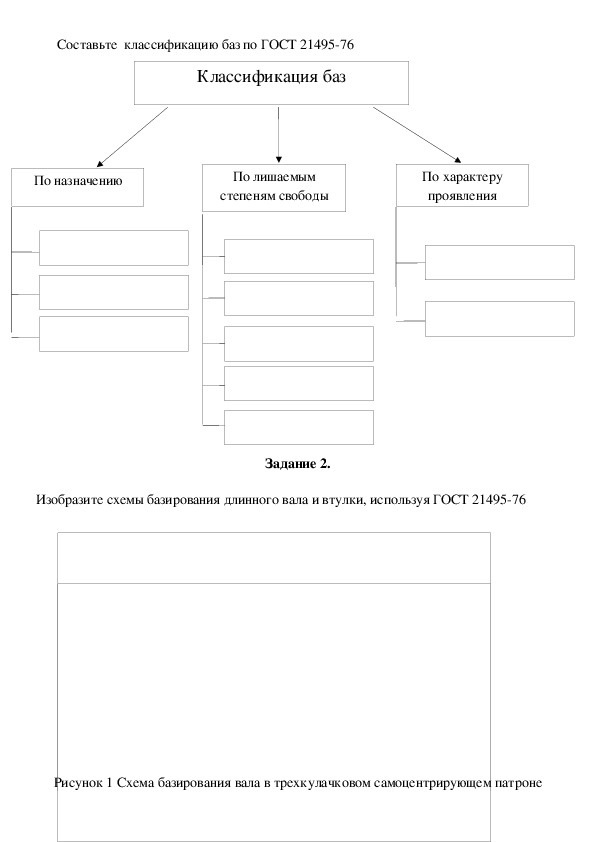
Задание 1Составьте классификацию баз по ГОСТ 2149576
Классификация баз
По назначению
По лишаемым
степеням свободы
По характеру
проявления
Изобразите схемы базирования длинного вала и втулки, используя ГОСТ 2149576
Задание 2.
Рисунок 1 Схема базирования вала в трехкулачковом самоцентрирующем патроне