Данное методическое пособие представляет рабочую тетрадь лекций и проверочных заданий по контролю знаний по предмету «Технология машиностроения» студентов профессии 23.02.03 «ТО и ремонт автомобильного транспорта» и является дополнительным пособием для изучения теоретического материала. Методическое пособие разработано в соответствии с рабочей программой по дисциплине, составленной на основе требований ФГОС.Данное пособие представляет сборник основного минимального теоретического материала для изучения дисциплины «Технология машиностроения», студентами 4-го курса специальности 23.02.03 «Техническое обслуживание и ремонт автомобильного транспорта».
Пособие содержит в себе 5 основных тем соответствующих основным профессиональным компетенциям при освоении данного предмета. Пособие является второй частью, которое выполняется на 4 курсе в 7 семестре.
Государственное бюджетное профессиональное
образовательное учреждение
Воронежской области
«Воронежский государственный промышленно – технологический колледж»
(ГБПОУ ВО «ВГПТК»)
Составил: Наумов О.Е.
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Рабочая тетрадь №2 по контролю знаний
студентов 4 – го курса специальности 23.02.03
«ТО и ремонт автомобильного транспорта»
Выполнил студент: _____________________________________Гр____________
Проверил: Наумов О.Е _________________________ Оценка________________Воронеж 2016 г.
Данное методическое пособие представляет рабочую тетрадь лекций и
проверочных заданий по контролю знаний по предмету «Технология машиностроения»
студентов профессии 23.02.03 «ТО и ремонт автомобильного транспорта» и
является дополнительным пособием для изучения теоретического материала.
Методическое пособие разработано в соответствии с рабочей программой по
дисциплине, составленной на основе требований ФГОС.
Составил: преподаватель спецдисциплин к.п.н. Наумов О.Е
Рецензент: преподаватель спецдисциплин ГБПОУ ВО «ВГПТК»
Житенёв А.С.
Печатается по решению методического совета Воронежского государственного
промышленнотехнологического колледжа
2СОДЕРЖАНИЕ
Введение
Лекция № 1. Обработка материалов резанием
Лекция № 2. Точность и качество обработки резанием
Лекция № 3. Основы проектирования технологических процессов изготовления
машин
Лекция № 4. Основы технического нормирования
Лекция №5 Проектирование технологического процесса восстановления
деталей машин
ВВЕДЕНИЕ.
Данное пособие представляет сборник основного минимального теоретического
материала для изучения дисциплины «Технология машиностроения», студентами 4го курса
специальности 23.02.03 «Техническое обслуживание и ремонт автомобильного транспорта».
Пособие содержит в себе 5 основных тем соответствующих основным профессиональным
компетенциям при освоении данного предмета. Пособие является второй частью, которое
выполняется на 4 курсе в 7 семестре. После каждой темы, студентам предлагается ответить на
определённое количество вопросов, являющимися как компонентом для самопроверки так и,
контролем минимального уровня освоения полученных знаний.
Рабочая тетрадь является контрольным материалом для проверки уровня знаний
учащегося и при выполнении всех работ, предлагаемых в тетради, он получает итоговую оценку
за изученный материал семестра, так как изучение первого блока дисциплины заканчивается
только итоговой оценкой. Рабочая тетрадь может выступать как эквивалент практических работ
по предмету. В тоже время рабочая тетрадь является дополнительным пособием при изучении
предмета.
Пособие разработано согласно минимальным требованиям изучения дисциплины в
соответствии со стандартом.
Лекция №1 Обработка материалов резанием
Обработка резанием в настоящее время является ведущим технологическим процессом в
машиностроении, обеспечивающим изготовление деталей требуемой геометрической точности и
совокупности показателей качества, необходимых для работы детали в условиях эксплуатации.
Вследствие широких и универсальных возможностей обработки резанием и на базе этого
технологического направления созданы основные ключевые производства в машиностроении и
других отраслях техники. Однако обработка резанием имеет существенный недостаток, так как
3процесс резания приводит к образованию значительных отходов производства в виде стружки.
Это снижает экономические показатели производства и ограничивает применение способов
резания.
Тенденция развития современных отраслей машиностроения направлена на уменьшение
отходов производства, снижение непроизводительных затрат материалов, энергии и времени,
поэтому обработка резанием постепенно вытесняется из сферы производства путем внедрения
более прогрессивных методов, таких как, обработка давлением, порошковая металлургия,
электрофизикохимические методы обработки, лучевые методы сварки и т.п. Тем не менее,
метод обработки резанием является единственно возможным для изготовления высокоточных
деталей машин и уникальных изделий для различных отраслей техники и других сфер
деятельности общества.
1.1. Основные понятия и определения
Обработка резанием – это процесс срезания режущим инструментом с поверхности
заготовки слоя материала в виде стружки для получения необходимой геометрической формы
детали, точности размеров, взаиморасположения и шероховатости ее поверхностей. При
обработке инструмент и заготовку устанавливают в рабочих органах станка: в шпинделе,
патроне, на столе, в револьверной головке и т.п. Для осуществления процесса резания
необходимо наличие относительных движений заготовки и инструмента, которые выполняют
рабочие органы станка. Движения рабочих органов подразделяют на движения резания,
установочные и вспомогательные.
Движения резания – обеспечивают срезание слоя материала в процессе формообразующей
обработки детали или изменение состояния поверхностного слоя заготовки в процессе
отделочной обработки. К движениям резания относят главное движение и движения подач. Эти
движения могут быть непрерывными или прерывистыми, а по характеру: вращательными,
поступательными, возвратнопоступательными.
Главное движение определяет скорость отделения стружки и называется скорость
резания. Скорость резания обозначается символом V.
Движения подачи определяют непрерывность врезания режущего лезвия инструмента в
новые слои материала заготовки. Движения подачи обозначают символом S.
При резании с поверхности заготовки срезается слой материала толщиной t.
Скорость резания –V, подача S и глубина резания t определяют параметры режима резания.
Установочные движения – обеспечивают взаимное положение инструмента и заготовки.
Предшествуют движениям резания.
Вспомогательные движения – не связаны непосредственно с процессом срезания слоя
материала. Вспомогательные движения: транспортирование заготовки, закрепление заготовки и
инструмента, быстрые перемещения рабочих органов станка и др.
Методы обработки резанием можно подразделить по направлениям.
По назначению: формообразующие и отделочные.
По характеру режущего инструмента: лезвийные и абразивные.
По виду выполняемой операции: точение, сверление, шлифование, фрезерование, зубообработка,
строгание, протягивание и др.
Формообразующие методы предназначены для изготовления деталей заданной формы и
заданного уровня показателей точности.
Отделочные методы предназначены для обеспечения заданного уровня качества поверхности и
поверхностного слоя при сохранении уровня точности, достигнутого при формообразующих
методах обработки.
Лезвийные методы характеризуются использованием лезвийного режущего инструмента.
Лезвийным инструментом называют такой, геометрия режущей части и режущие свойства
которого регламентируются условиями технологического процесса и могут быть
4воспроизведены при переточке инструмента. Лезвийный инструмент, применяемый для
обработки резанием подразделяют на однолезвийный и многолезвийный. Пример однолезвийного
– токарный резец. Пример многолезвийного – фреза.
Абразивные методы характеризуются использованием абразивного режущего инструмента.
Абразивный инструмент имеет статистические характеристики геометрии и режущих свойств
множества режущих лезвий. Путем переточки могут быть воспроизведены режущие свойства и
основные элементы формы.
3. Способы обработки металлов резанием и элементы режима резания
В процессе обработки исходная заготовка и режущий инструмент получают рабочее
движение от механизмов металлорежущих станков и перемещаются относительно друг друга.
Для осуществления обработки резанием необходимо сочетание двух видов движения:
главного движения резания и движения подачи.
Главное движение резания — прямолинейное поступательное или вращательное
движение заготовки или режущего инструмента, происходящее с наибольшей скоростью V в
процессе резания. Движение подачи — прямолинейное поступательное или вращательное
движение режущего инструмента или заготовки, скорость V.; которого меньше скорости
главного движения резания, предназначенное для того, чтобы распространить отделение
слоя материала на всю обработанную поверхность. В зависимости от направления движения
подачи различают продольное, поперечное и другие движения подачи.
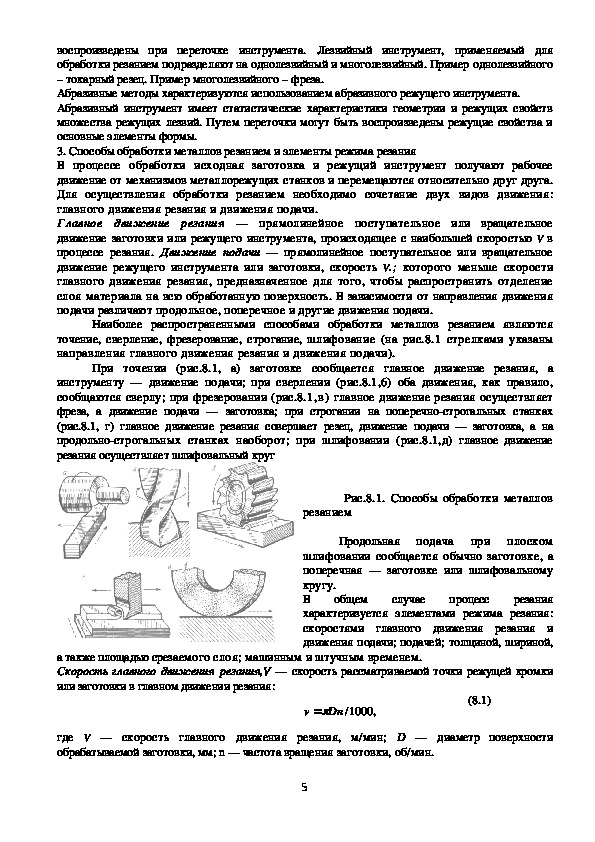
Наиболее распространенными способами обработки металлов резанием являются
точение, сверление, фрезерование, строгание, шлифование (на рис.8.1 стрелками указаны
направления главного движения резания и движения подачи).
При точении (рис.8.1, а) заготовке сообщается главное движение резания, а
инструменту — движение подачи; при сверлении (рис.8.1,6) оба движения, как правило,
сообщаются сверлу; при фрезеровании (рис.8.1,в) главное движение резания осуществляет
фреза, а движение подачи — заготовка; при строгании на поперечнострогальных станках
(рис.8.1, г) главное движение резания совершает резец, движение подачи — заготовка, а на
продольнострогальных станках наоборот; при шлифовании (рис.8.1,д) главное движение
резания осуществляет шлифовальный круг
Рис.8.1. Способы обработки металлов
резанием
Продольная
подача при плоском
шлифовании сообщается обычно заготовке, а
поперечная — заготовке или шлифовальному
кругу.
В общем случае процесс резания
характеризуется элементами режима резания:
скоростями главного движения резания и
движения подачи; подачей; толщиной, шириной,
а также площадью срезаемого слоя; машинным и штучным временем.
Скорость главного движения резания,V — скорость рассматриваемой точки режущей кромки
или заготовки в главном движении резания:
(8.1)
v
/Dn
1000
,
где V — скорость главного движения резания, м/мин; D — диаметр поверхности
обрабатываемой заготовки, мм; n — частота вращения заготовки, об/мин.
5Скорость движения подачи — скорость рассматриваемой точки режущей кромки в движении
подачи.
Подача S — отношение расстояния, пройденного рассматриваемой точкой режущей кромки
или заготовки вдоль траектории этой точки в движении подачи, к соответствующему числу
циклов или определенных долей цикла другого движения во время резания или к числу
определенных долей цикла этого другого движения.
Под циклом движения понимают полный оборот, ход или двойной ход режущего
инструмента или заготовки. Долей цикла является часть оборота, соответствующая угловому
шагу зубьев режущего инструмента. Под ходом понимают движение в одну сторону при
возвратнопоступательном движении.
Различают: подачу на оборот s0, на зуб sг, на ход SХ, на двойной ход S2х,
минутнуюsм.
Толщина срезаемого слоя а — длина нормали к поверхности резания, проведенной через
рассматриваемую точку режущей кромки, ограниченная сечением срезаемого слоя.
Ширина срезаемого слоя b длина стороны сечения срезаемого слоя, образованной
поверхностью резания. При наружном и внутреннем точении с продольной подачей
, где D1, D2 — диаметр отверстия или вала соответственно до и после
a
(
1 DD
2
,2/)
обработки. Площадь f среза (площадь сечения срезаемого слоя) f= аb.
Время, затрачиваемое непосредственно на процесс отделения стружки, называют
основным технологическим:
(8.2)
T
O
Li
/(
nS
)
Lh
/(
naS
),
O
O
где L — путь, проходимый резцом в направлении подачи, мм; iчисло проходов резца на
данной операции; h. — припуск на обработку, мм.
По основному технологическому времени рассчитываются нормы выработки на данном
виде оборудования.
Режущий инструмент
Обработку металлов резанием производят на металлорежущих станках при помощи
режущего инструмента, который подразделяется на две группы: однолезвийный (например,
резцы) и многолезвийный с двумя и более режущими кромками (сверла, зенкеры, развертки и
др.).
Инструменты, изготовленные из абразивных материалов (например, шлифовальные
круги), обеспечивают высокую точность обработки и относятся к многолезвийным, т. е.
имеющим множество острых режущих кромок.
инструментальные материалы должны иметь такие свойства,
Производительность всякого режущего инструмента в основном зависит от материала, из
которого он изготовлен, способности продолжительное время сохранять режущие свойства.
Следовательно,
как
красностойкость, теплопроводность, износостойкость, высокое сопротивление изгибу и удару, а
также твердость. Для изготовления резцов и других режущих инструментов применяются
углеродистые инструментальные стали У11А и У13А, легированные инструментальные стали
Р10К5Ф5, 9ХС, Х12Ф1, быстрорежущие стали Р9, Р6М5, Р18, Р18Ф2, металлокерамические
твердые сплавы ВК8, ВКЮ, Т5КЮ, ТЗОК.4, а также естественные и синтетические алмазы,
кубический нитрид бора — боразон, эльбор и др. Последние характеризуются высокими
модулем упругости, теплопроводностью (в 2,5...9 раз большей, чем твердые сплавы).
Инструменты из них имеют наилучшую износостойкость. Известен случай, когда алмазный резец
до полного использования затачивался 105 раз, прослужив в общей сложности 16 лет.
Область применения алмазного инструмента весьма обширна: шлифование, заточка и доводка
твердосплавных режущих инструментов и штампов; правка шлифовальных кругов алмазнометал
6лическими карандашами и алмазов в оправке; разрезание высокопрочных материалов
алмазными дисками и пилами и др.
В нашей стране абразивные инструменты изготовляют с электрокорундовыми зернами, с
Толщина срезаемого слоя и качество обработанной поверхности при использовании
абразивного инструмента зависят, в частности, от зернистости материала инструмента, т. е.
степени измельчения его зерен, а также физикомеханических свойств как самих зерен, так и
цементирующей их связки.
белым электрокорундом, с карбидом
кремния, а также с
синтетическими
алмазными зернами
кубическим
нитридом бора
В качестве
(СА) и
(КНБ).
цементирующих
веществ
при
изготовлении абразивных инструментов
применяются
неорганическая
(керамическая,
вулканитовая) и различные металлические связки.
силикатная, магнезиальная), органическая (бакелитовая, глифталевая,
По ДСТУ 18118—95 для абразивных инструментов установлена шкала твердости,
выраженной обобщенными характеристиками:
мягкий инструмент (М1, М2, МЗ),
среднемягкий (СМ1, СМ2), средний (С1, С2), среднетвердый (СТ1, СТ2, СТЗ), твердый
(Т1, Т2), весьма твердый (ВТ1, ВТ2) и чрезвычайно твердый (ЧТ1, ЧТ2).
Алмазный абразивный круг — это металлический (часто алюминиевый) или пластмассовый корпус
с нанесенным алмазным слоем толщиной 1,5...3 мм с металлической или бакелитовой
связкой и содержанием алмазных зерен обычно 50% (реже 25 и 100%).
Основные характеристики абразивного инструмента указываются в марке на его поверхности.
Например, ЧАЗ Э9А40СМ2К6 ППЗООх20х127 35 м/с означает: ЧАЗ — завод
изготовитель; Э9А — эльбор повышенного качества, используемый в качестве абразива; 40 —
номер зернистости; СМ2 — твердость инструмента; Кб — содержание эльбора 60%. Дальше
обозначены форма круга (ПП — плоский прямого профиля); размеры круга в миллиметрах
(наружный диаметр, толщина, диаметр посадочного отверстия) и допустимая скорость
вращения.
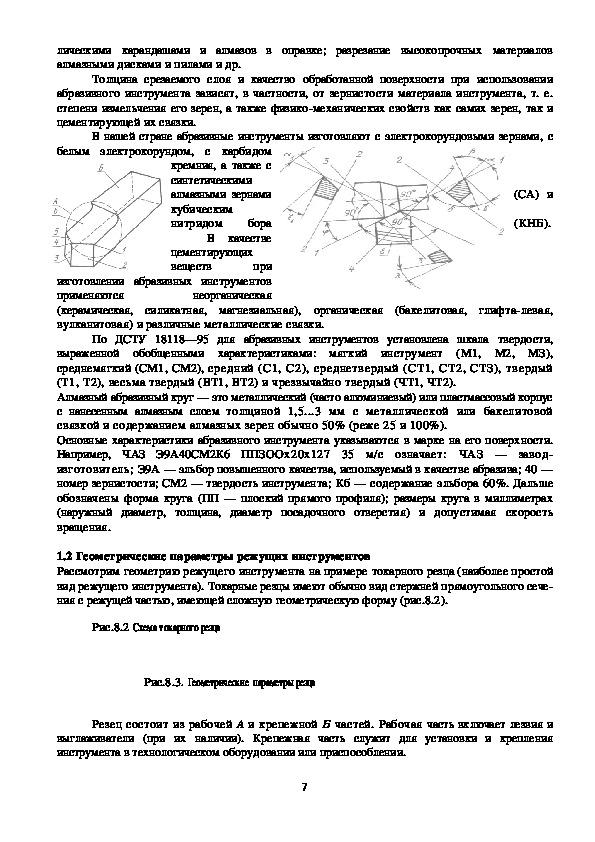
1.2 Геометрические параметры режущих инструментов
Рассмотрим геометрию режущего инструмента на примере токарного резца (наиболее простой
вид режущего инструмента). Токарные резцы имеют обычно вид стержней прямоугольного сече
ния с режущей частью, имеющей сложную геометрическую форму (рис.8.2).
Рис.8.2 Схема токарного резца
Рис.8.3. Геометрические параметры резца
Резец состоит из рабочей А и крепежной Б частей. Рабочая часть включает лезвия и
выглаживатели (при их наличии). Крепежная часть служит для установки и крепления
инструмента в технологическом оборудовании или приспособлении.
7Лезвие — клинообразный элемент для проникновения в материал заготовки и отделения
слоя материала имеет переднюю поверхность 6 лезвия, контактирующую в процессе резания
со срезаемым слоем и стружкой, заднюю главную 2 и заднюю вспомогательную 3 поверхности
лезвия, контактирующие в процессе резания с поверхностями обрабатываемой заготовки.
Пересечением передней и задней главной поверхностей лезвия образуется главная
режущая кромка l резца; пересечением передней и задней вспомогательной поверхностей
лезвия вспомогательная режущая кромка 5.
Пересечение главной и вспомогательной
режущих кромок образует вершину 4 лезвия. Основная работа — резание — выполняется
главной режущей кромкой.
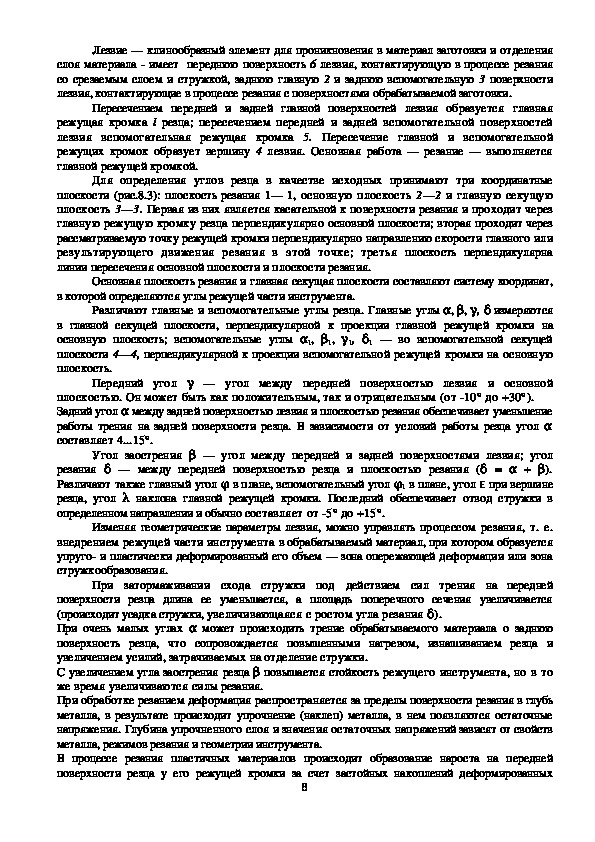
Для определения углов резца в качестве исходных принимают три координатные
плоскости (рис.8.3): плоскость резания 1— 1, основную плоскость 2—2 и главную секущую
плоскость 3—3. Первая из них является касательной к поверхности резания и проходит через
главную режущую кромку резца перпендикулярно основной плоскости; вторая проходит через
рассматриваемую точку режущей кромки перпендикулярно направлению скорости главного или
результирующего движения резания в этой точке; третья плоскость перпендикулярна
линии пересечения основной плоскости и плоскости резания.
Основная плоскость резания и главная секущая плоскости составляют систему координат,
в которой определяются углы режущей части инструмента.
Различают главные и вспомогательные углы резца. Главные углы
, α β , γ измеряются
,
в главной секущей плоскости, перпендикулярной к проекции главной режущей кромки на
основную плоскость; вспомогательные углы α1, β1, γ1, δ1 — во вспомогательной секущей
плоскости 4—4, перпендикулярной к проекции вспомогательной режущей кромки на основную
плоскость.
δ
Передний угол
— угол между передней поверхностью лезвия
и основной
плоскостью. Он может быть как положительным, так и отрицательным (от 10° до +30°).
α
Задний угол
между задней поверхностью лезвия и плоскостью резания обеспечивает уменьшение
работы трения на задней поверхности резца. В зависимости от условий работы резца угол α
составляет 4...15°.
γ
β
Угол заострения
— угол между передней и задней поверх
δ
— между передней поверхностью
резания
в плане, вспомогательный угол
Различают также главный угол
резца, угол
наклона главной режущей кромки. Последний
определенном направлении и обычно составляет от 5° до +15°.
φ
λ
ностями лезвия; угол
β
δ
резца и плоскостью резания (
=
).
+
ε
φ1 в плане, угол
не
при верши
обеспечивает отвод стружки в
α
Изменяя геометрические параметры лезвия, можно управлять процессом резания, т. е.
внедрением режущей части инструмента в обрабатываемый материал, при котором образуется
упруго и пластически деформированный его объем — зона опережающей деформации или зона
стружкообразования.
α
может происходить трение обрабаты
При затормаживании схода стружки под действием сил трения на передней
поверхности резца длина ее уменьшается, а площадь поперечного сечения увеличивается
(происходит усадка стружки, увеличивающаяся с ростом угла резания ).δ
При очень малых углах
ваемого материала о заднюю
поверхность резца, что сопровождается повышенными нагревом, изнашиванием резца и
увеличением усилий, затрачиваемых на отделение стружки.
β
С увеличением угла заострения резца
же время увеличиваются силы резания.
При обработке резанием деформация распространяется за пределы поверхности резания в глубь
металла, в результате происходит упрочнение (наклеп) металла, в нем появляются остаточные
напряжения. Глубина упрочненного слоя и значения остаточных напряжений зависят от свойств
металла, режимов резания и геометрии инструмента.
В процессе резания пластичных материалов происходит образование нароста на передней
поверхности резца у его режущей кромки за счет застойных накоплений деформированных
режущего инструмента, но в то
повышается стойкость
8частиц обрабатываемого металла, которые в условиях высоких давлений и температуры
привариваются друг к другу. Твердость нароста в 2...3 раза больше твердости обрабатываемого
металла, он может резать металл, защищая режущую кромку инструмента от истирания. Нарост
обусловливает изменение геометрии режущей части инструмента (уменьшается угол резания), а
следовательно, и процессов внедрения резца в металл и деформирования срезаемого слоя.
Поэтому при чистовой обработке образование нароста нежелательно.
Интенсивное
образование нароста происходит при скоростях резания 0,16...0,5 м/с.
1.3. Силы резания
Сила резания, приложенная к передней поверхности резца, преодолевает сопротивление металла
снятию стружки и зависит от ряда факторов: рода обрабатываемого материала, размера
стружки, углов заточки резца, скорости резания и др.
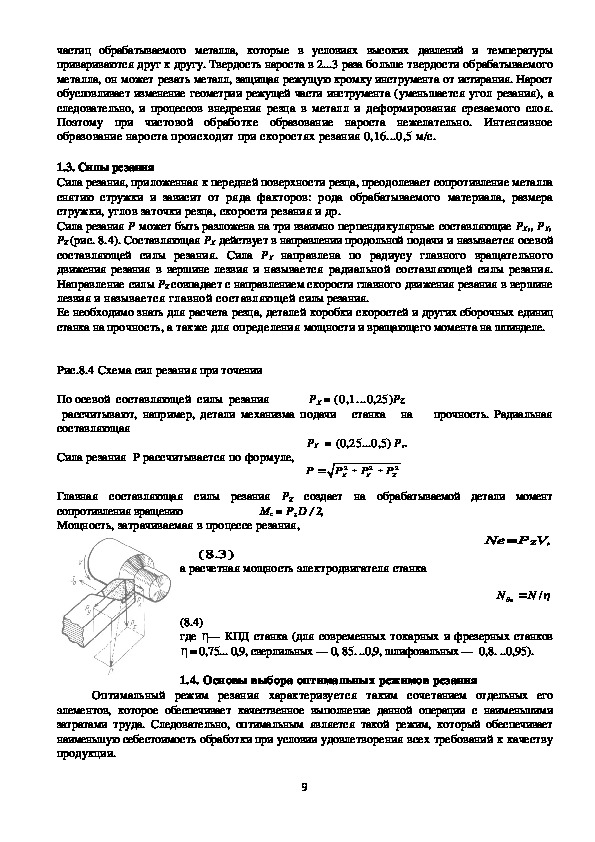
Сила резания Р может быть разложена на три взаимно перпендикулярные составляющие РX,, РY,
РZ (рис. 8.4). Составляющая РX действует в направлении продольной подачи и называется осевой
составляющей силы резания. Сила РY направлена по радиусу главного вращательного
движения резания в вершине лезвия и называется радиальной составляющей силы резания.
Направление силы РZ совпадает с направлением скорости главного движения резания в вершине
лезвия и называется главной составляющей силы резания.
Ее необходимо знать для расчета резца, деталей коробки скоростей и других сборочных единиц
станка на прочность, а также для определения мощности и вращающего момента на шпинделе.
Рис.8.4 Схема сил резания при точении
По осевой составляющей силы резания РX = (0,1...0,25)Рz
рассчитывают, например, детали механизма подачи станка на прочность. Радиальная
составляющая
РY = (0,25...0,5) Рг.
Сила резания P рассчитывается по формуле,
P
2
P
X
2
P
Y
2
P
Z
Главная составляющая силы резания РZ создает на обрабатываемой детали момент
сопротивления вращению Mc = Pz D / 2,
Мощность, затрачиваемая в процессе резания,
Nе=РZV,
(8.3)
а расчетная мощность электродвигателя станка
N дв
/N
(8.4)
η
где — КПД станка (для современных токарных и фрезерных
η
= 0,75... 0,9, сверлильных — 0, 85. ..0,9, шлифовальных —
0,8. ..0,95).
станков
1.4. Основы выбора оптимальных режимов резания
Оптимальный режим резания характеризуется таким сочетанием отдельных его
элементов, которое обеспечивает качественное выполнение данной операции с наименьшими
затратами труда. Следовательно, оптимальным является такой режим, который обеспечивает
наименьшую себестоимость обработки при условии удовлетворения всех требований к качеству
продукции.
9Важнейшим фактором, обусловливающим снижение себестоимости изготовления деталей,
является повышение производительности металлорежущего оборудования, т. е. обеспечение
минимального машинного времени (Tм, мин) при обработке деталей.
С учетом формул (8.1) и (8.2)
Tм
DDh
1000
/(
vS
t
)
O
При точении одних и тех же деталей величина L Dπ /1000 остается постоянной. Обозначив
ее буквой С, получим
М
T
Ch
/(
vS
t
)
O
Отсюда видно, что наименьшее машинное время при точении может достигаться при
наибольшем значении произведения vS0t.
Последовательность выбора V, S0,, а определяется их влиянием на стойкость резца.
Аналитически найдено, что стойкость резца зависит от глубины резания в меньшей степени,
чем от подачи; с повышением скорости резания стойкость резца снижается наиболее
интенсивно. Поэтому для определения рационального режима резания при заданной стойкости
инструмента необходимо вначале выбирать максимально допустимую глубину резания, затем
устанавливать максимальную технологически допустимую подачу, а по выбранным глубине
резания и подаче определять скорость резания.
Глубина резания определяется припуском на обработку. Из формулы машинного
времени видно, что наименьшим оно будет в случае, когда весь припуск снимается за один
проход резца.
Хотя современные методы изготовления заготовок предусматривают
минимальные припуски на механическую обработку, однако чаще ее приходится производить в
два прохода — черновой и чистовой. В этом случае весь припуск h делят на предварительный
hпр и чистовой hЧ, причем hпр = 0,85h.
Максимальную технологически допустимую подачу определяют с учетом установленной
глубины резания и требований к обработанным поверхностям, прочности и жесткости
механизма подачи станка, способа крепления резца и других ограничивающих факторов.
Скорость резания при точении зависит от качества обрабатываемого и
инструментального материалов, стойкости режущего инструмента, геометрических параметров
режущей части резца, способа охлаждения зоны резания и других факторов. Скорость резания
(V, м/мин) определяют по эмпирической формуле
/(
SaT
Xm
)
v
kCv
v
v
Y
v
O
где Су — коэффициент, учитывающий свойства обрабатываемого материала, кинематические
элементы и характеристики резания, условия обработки; х„, у„ — показатели степеней,
зависящие от условий обработки; kv— поправочный коэффициент.
Значения kv, yv,
xv приводятся в нормативных материалах. По рассчитанной скорости
резания определяется необходимая частота вращения заготовки п и подбирается по паспорту
станка частота вращения шпинделя.
После выбора толщины среза и скорости главного движения резания рассчитывают
мощность, затрачиваемую в процессе резания, по формуле (8.3).
1.5. Элементы технологического процесса обработки металлов резанием
и пути повышения его эффективности
Технологический процесс механической обработки — это часть производственного
процесса, связанная с последовательным изменением размеров и формы заготовки до
превращения ее в готовую деталь. Этот процесс состоит из ряда операций, которые могут
выполняться при одной или нескольких установках детали.
10Часть технологического процесса по обработке одной или нескольких деталей,
выполняемого на одном рабочем месте непрерывно до перехода к обработке следующей
детали, называется операцией, а часть операции, выполняемой при одном закреплении детали,—
установкой. Каждое из отдельных положений закрепленной детали относительно станка и
режущего инструмента называется позицией. Технологическая операция механической
обработки выполняется за один или несколько переходов, под которыми понимают часть
операции, выполняемой на одной обрабатываемой поверхности одним и тем же режущим
инструментом при данном режиме резания (например, обточка цилиндра — один переход,
подрезка торца — другой и т. д.).
Различают последовательное и параллельное выполнение переходов и операций
технологического процесса.
Организация работы по последовательной схеме присуща серийному производству.
Параллельная схема технологического процесса обеспечивает более высокую
производительность, так как обработка деталей осуществляется с одновременным выполнением
ряда переходов в одной операции на многорезцовых и многошпиндельных станках, применение
которых целесообразно при значительных программах выпуска изделий.
Технологический процесс механической обработки зависит от ряда факторов: формы и
размеров детали, требуемой точности обработки; вида заготовок и способа их получения,
программы выпуска деталей, наличного парка оборудования и др. Во всех случаях следует
стремиться к нахождению оптимального варианта технологического процесса, обеспечивающего
наибольшую производительность при наименьшей себестоимости обработки.
При механической обработке резанием вначале проводят черновую или обдирочную
обработку, затем чистовую и в заключение отделочную обработку, обеспечивающую нужную
точность и степень шероховатости поверхности детали.
Повышение производительности при механической обработке резанием может быть достигнуто
совершенствованием конструкции типовых металлорежущих станков, режущего инструмента и
приспособлений, а также технологического процесса обработки на типовых металлорежущих
станках. Кроме того, решение указанной задачи связано с совершенствованием систем
управления металлорежущими станками, повышением степени механизации и автоматизации
процесса, улучшением организации работ, применением новых видов оборудования и способов
обработки металлов.
Совершенствование режущего инструмента достигается как за счет использования
новых материалов (твердых сплавов, металлокерамических) и обеспечения оптимальных его
форм, так и создания комбинированного инструмента и инструмента для ступенчатой обработки.
Режущие инструменты из быстрорежущей стали работают при скоростях резания в 2...4 раза
больших, чем инструменты из углеродистой стали. При оснащении инструментов пластинками
из твердых сплавов скорость резания может быть увеличена еще в 3...5 раз. Износостойкость
минералокерамического инструмента в 2...3 раза больше, чем инструмента из твердых
сплавов. При работе инструментом со ступенчатым лезвием удельный расход мощности в 1,9
раза меньше, а производительность процесса в 2 раза больше, чем при обычном лезвии.
При совмещении операций (черновой и чистовой обработки одной поверхности) или
видов обработки резанием (сверления и зенкерования с развертыванием, резьбонарезанием,
фрезерованием и др.), выполняемых комбинированным инструментом на одной рабочей
позиции станка, производительность процесса значительно выше, чем при последовательной
обработке несколькими типовыми инструментами.
Совершенствование технологического процесса механической обработки на типовых
металлорежущих станках может быть достигнуто за счет правильного выбора станка,
режущего, мерительного инструмента и приспособлений; применения интенсивных режимов
резания; улучшения конструкции режущего инструмента; модернизации станков и
усовершенствования приспособлений; одновременной обработки несколькими инструментами;
увеличения числа одновременно обрабатываемых деталей и др.
11Улучшение использования станков и повышение их производительности может быть
достигнуто за счет сокращения затрат рабочего времени по основным элементам,
составляющим штучное время.
Сокращение машинного времени обработки обеспечивается повышением характеристик
режимов резания, применением высокопроизводительных инструментов и новых прогрессивных
инструментальных материалов, повышением технологичности деталей, уменьшением припусков
на обработку, модернизацией приводов станков и т. п.
Уменьшение вспомогательного времени достигается за счет
применения
быстродействующих приспособлений для зажима заготовок и систем управления станком,
автоматизации процесса загрузки и выгрузки деталей, подвода и отвода инструментов, изме
рений деталей и т. п.
Эффективный путь автоматизации единичного и серийного производства — внедрение
гибких производственных систем (ГПС) на базе гибких автоматизированных модулей. При
внедрении ГПС улучшаются условия труда; снижается возможность появления брака в
результате нарушения технологического режима; повышается загрузка оборудования за счет
трехсменного режима работы; улучшается управление, в частности производственнооперативное
планирование.
1.6. Классификация металлорежущих станков
Металлорежущий станок это машина, предназначенная для обработки заготовок в целях
образования заданных поверхностей путем снятия стружки или путем пластической
деформации. Обработка производится преимущественно путем резания лезвийным или
абразивным инструментом. Станки применяют также для выглаживания поверхности детали, для
обкатывания поверхности роликами. Металлообрабатывающие станки осуществляют резание
неметаллических материалов, например, дерева, текстолита, капрона и других пластических
масс. Специальные станки обрабатывают также керамику, стекло и другие материалы.
Металлообрабатывающие станки классифицируют по различным признакам, в
зависимости от вида обработки, применяемого режущего инструмента и компоновки.
Наиболее распространенны следующие типы металлорежущих станков
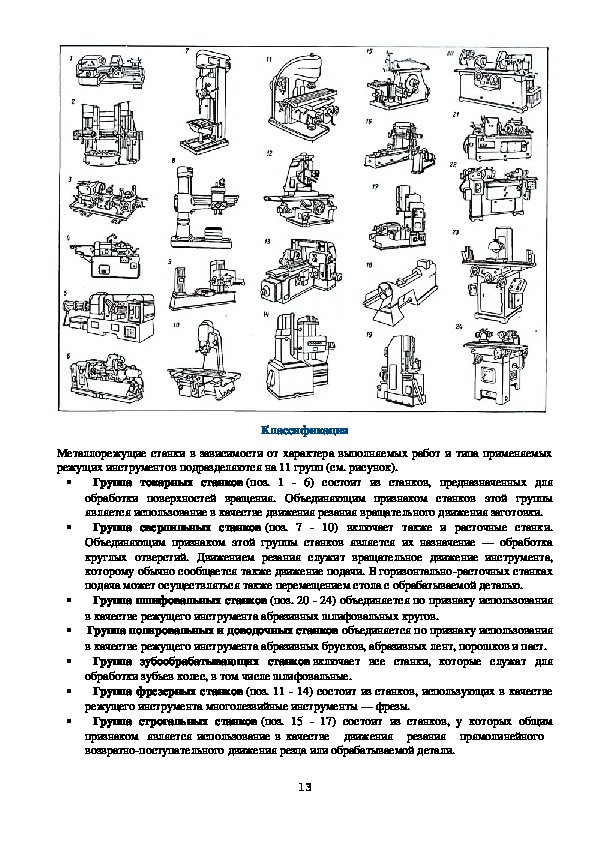
12Металлорежущие станки в зависимости от характера выполняемых работ и типа применяемых
режущих инструментов подразделяются на 11 групп (см. рисунок).
Классификация
Группа токарных станков (поз. 1 6) состоит из станков, предназначенных для
обработки поверхностей вращения. Объединяющим признаком станков этой группы
является использование в качестве движения резания вращательного движения заготовки.
Группа сверлильных станков (поз. 7 10) включает также и расточные станки.
Объединяющим признаком этой группы станков является их назначение — обработка
круглых отверстий. Движением резания служит вращательное движение инструмента,
которому обычно сообщается также движение подачи. В горизонтальнорасточных станках
подача может осуществляться также перемещением стола с обрабатываемой деталью.
Группа шлифовальных станков (поз. 20 24) объединяется по признаку использования
в качестве режущего инструмента абразивных шлифовальных кругов.
Группа полировальных и доводочных станков объединяется по признаку использования
в качестве режущего инструмента абразивных брусков, абразивных лент, порошков и паст.
Группа зубообрабатывающих станков включает все станки, которые служат для
обработки зубьев колес, в том числе шлифовальные.
Группа фрезерных станков (поз. 11 14) состоит из станков, использующих в качестве
режущего инструмента многолезвийные инструменты — фрезы.
Группа строгальных станков (поз. 15 17) состоит из станков, у которых общим
признаком является использование в качестве движения резания прямолинейного
возвратнопоступательного движения резца или обрабатываемой детали.
13
Группа разрезных станков включает все типы станков, предназначенных для разрезки и
распиловки катаных материалов (прутки, уголки, швеллеры и т. п.).
Группа протяжных станков (лоз. 18 и 19) имеет один общий признак: использование в
качестве режущего инструмента специальных многолезвийных инструментов — протяжек.
Группа резьбообрабатывающих станков включает все станки (кроме станков токарной
группы), предназначенные специально для изготовления резьбы.
Группа разных и вспомогательных станков объединяет все станки, которые не
относятся ни к одной из перечисленных выше групп.
Нумерация станков
Нумерация металлорежущих станков, разработанная Экспериментальным научно
исследовательским институтом металлорежущих станков (ЭНИМС), построена по десятичной
системе. Все станки делятся на 10 групп, каждая группа подразделяется на 10 типов и каждый
тип — на 10 типоразмеров. Как видно из таблицы, объединение станков по группам при
нумерации основано на несколько ином принципе, чем при классификации. Номер,
присваиваемый каждой модели станка, может состоять из трех или четырех цифр и букв, причем
буквы могут стоять после первой цифры или в конце номера, например: 612, 1616, 6Н82, 2620,
6Н12ПБ.
Первая цифра номера показывает группу, к которой относится данный станок. Вторая
цифра указывает тип станка в данной группе. Третья или третья и четвертая цифры совместно
указывают условный размер станка. Так, например, для токарных станков третья и четвертая
цифры показывают высоту центров в сантиметрах или дециметрах (1620, 1616, 1670); для
токарноревольверных станков и автоматов — максимальный диаметр обрабатываемых прутков
в миллиметрах (1336, 1125, 1265); для сверлильных станков — максимальный диаметр
сверления отверстия в мягкой стали в миллиметрах (2А125, 2А135, 2150). Для
консольнофрезерных станков третья цифра условно показывает размер стола. Для того чтобы
различить конструктивное исполнение станков одного и того же размера, но с разной
технической характеристикой, между первой и второй цифрами вводится буква. Так, например,
все станки моделей 162, 1А62, 1Б62, 1К62 — токарные с высотой центров 200 мм. Однако
модель 162 имеет максимальное число оборотов в минуту 600, модель 1А62—1200, 1Б62—1500,
а современная модель 1К62 имеет 2000 оборотов в минуту. Буквы, стоящие в конце номера,
означают различные модификации станков одной и той же базовой модели. Так, например,
горизонтальнофрезерный станок модели 6Н82Г представляет собой упрощенный тип базового
универсальнофрезерного станка модели 6Н82, копировальнофрезерный станок модели 6Н12К
является модификацией базового вертикальнофрезерного станка модели 6Н12 и т. д. В
некоторых случаях четвертая цифра также означает выпуск станка прежнего типоразмера, но
усовершенствованной конструкции. Например, модель 262 представляет собой горизонтально
расточный станок второго размера. Аналогичный по размерам современный расточный станок
новой конструкции обозначается как модель 2620.
Классификация станков по типам.
Станки одного и того же типа могут отличаться компоновкой (например, фрезерные
универсальные, горизонтальные, вертикальные), кинематикой, т.е. совокупностью звеньев,
передающих движение, конструкцией, системой управления, размерами, точностью обработки и
др.
Стандартами установлены основные размеры, характеризующие станки каждого типа. Для
токарных и круглошлифовальных станков это наибольший диаметр обрабатываемой заготовки,
для фрезерных станков длина и ширина стола, на который устанавливаются заготовки или
приспособления, для поперечнострогальных станков наибольший ход ползуна с резцом.
14Группа однотипных станков, имеющих сходную компоновку, кинематику и конструкцию,
но разные основные размеры, составляет размерный ряд. Так, по стандарту, для зубофрезерных
станков общего назначения предусмотрено 12 типоразмеров с диаметром устанавливаемого
изделия от 80 мм до 12,5 м.
Конструкция станка каждого типоразмера, спроектированная для заданных условий
обработки, называется моделью. Каждой модели присваивается свой шифр номер, состоящий
из нескольких цифр и букв. Первая цифра означает группу станка, вторая его тип, третья
цифра или третья и четвертая цифры отражают основной размер станка. Например, модель
16К20 означает: токарновинторезный станок с наибольшим диаметром обрабатываемой
заготовки 400 мм. Буква между второй и третьей цифрами означает определенную
модернизацию основной базовой модели станка.
Классификация станков по степени универсальности. Различают следующие станки
универсальные, которые используют для изготовления деталей широкой номенклатуры с
большой разницей в размерах. Такие станки приспособлены для различных технологических
операций:
специализированные, которые предназначены для изготовления однотипных деталей,
например, корпусных деталей, ступенчатых валов сходных по форме, но различных по
размеру;
специальные, которые предназначены для изготовления одной определенной детали или
одной формы с небольшой разницей в размерах.
Классификация станков по степени точности. Станки разделены на 5 классов:
Н станки нормальной точности; П станки повышенной точности; В станки высокой
точности; А станки повышенной точности; С особо точные или мастерстанки;
В обозначение модели может входить буква, характеризующая точность станка: 16К20П
токарновинторезный станок повышенной точности.
Классификация станков по степени автоматизации. Выделяют станкиавтоматы и
полуавтоматы. Автоматом называют станок, в котором после наладки все движения,
необходимые для выполнения цикла обработки, в том числе загрузка заготовок и выгрузка
готовых деталей, осуществляется автоматически, т.е. выполняется механизмами станка без
участия оператора.
Цикл работы полуавтомата выполняется также автоматически, за исключением загрузки
выгрузки, которые производит оператор, он же осуществляет пуск полуавтомата после загрузки
каждой заготовки.
С целью комплексной автоматизации для крупносерийного и массового производства создают
автоматические линии и комплексы, объединяющие различные автоматы, а для мелкосерийного
производства гибкие производственные модули (ГПМ).
Автоматизация мелкосерийного производства деталей достигается созданием станков с
программным управлением (цикловым), в обозначение моделей вводится буква Ц (или числовым
буква Ф). Цифра после буквы Ф обозначает особенность системы управления:
Ф1 станок с цифровой индикацией (с показом чисел, отражающих, например, положение
подвижного органа станка) и предварительным набором координат;
Ф2 станок с позиционной или прямоугольной системой; Ф3 станок с контурной системой;
Ф4 станок с универсальной системой для позиционной и контурной обработки, например,
модель 1Б732Ф3 токарный станок с контурной системой ЧПУ.
Классификация станков по массе. Станки подразделяют на:
легкие до 1 т; средние до 10 т; тяжелые свыше 10 т. Тяжелые станки делят на крупные
от 16 до 30 т, собственно тяжелые от 30 до 100 т; особо тяжелые свыше 100 т;
15Таблица серийно выпускаемых станков разделенных на девять групп по девять типов
0
1
2
3
4
5
6
7
8
9
Шифр типа
Автоматы и полуавтоматы:
специал
изи
рованны
одношпин
дельные
многошп
ин
дельные
Токарно
Pевольверн
ые
Сверлильно
отрезные
Карусель
ные
Токарные
и
лобовые
Многорезц
евые и
копировал
ьные
Специализ
и
рованные
Разные
токарные
е
Вертикаль
но
сверлильн
ые
Полуавтоматы
одношпи
н
многошпин
дельные
дельные
Координатн
о
расточные
Радиальн
о
сверлильн
ые
Горизонта
льно
расточные
Алмазно
расточные
Круглошл
и
фовальные
Внутриш
Обдирочно
ли
фовальн
ые
шлифоваль
ные
Специализи
рованные
шлифоваль
ные
Заточные
Плоско
шлифовал
ьные
Горизонтал
ьно
сверлильны
е
Притирочн
ые,
полироваль
ные,
доводочны
е
Разные
сверлиль
ные
Разные
образивн
ые
Светолуч
евые
Электро
химические
Электро
искровые
Электро
эрозионны
е,
ультрозву
ковые
Анодно
механическ
ие
отрезные
Наименов
ание
станков
Резервные
Ши
фр
груп
пы
0
Токарные
1
Сверлильн
ые и
расточные
Шлифова
льные и
доводочны
е
Электро
физически
электро
химически
е и
е
Зубо и
резьбо
обрабатыв
аю
щие
2
3
4
5
Фрезерные
6
Строгальн
ые,
долбёжны
протяжны
е,
е
Резьбо
нарезны
е
Зубодолбе
жные для
обработки
цилиндри
ческих
колес
Зуборезн
ые для
обработк
и
коническ
их колес
Вертикаль
но
фрезерные
консольны
Фрезерны
е не
прерывно
го
е
действия
Продольные
7
одно
двух
стоечные
стоечные
Зубофрезе
р
ные для
обработки
цилиндрич
еских
колес и
шлицевых
валов
Продольны
е
одностоеч
ные
Поперечно
строгальны
е
Разрезные
8
Разные
9
Отрезные, оснащенные
шлифова
гладким
токарным
резцом
Муфто и
трубообра
батывающ
ие
ль
ным
кругом
Пило
насекаль
ные
или
насеченны
м диском
Правильно
обдирочны
и
е
Для
нарезания
червячных
колес
Для
обработк
и торцов
зубьев
колес
Резьбофре
зерные
Зубоотдел
оч
ные,
провероч
ные и
обкатные
Зубо и
резь
бошлифова
ль
ные
Разные
зубо и
резьбо
обрабаты
ваю
шие
Копироваль
ные и
грави
Вертикал
ь
ные
безконсол
Продольн
ые
двухстоеч
Консольно
фрезерные
опе
ровальные
ьные
ные
рационные
Протяжн
ые
горизонта
Долбёжные
Протяжные
вертикальные для
протягивания
ль
ные
внутренно
го
наружного
Пилы
Правильно
отрезные
ленточны
е
дисковые Ножовочн
ые
Балансиров
очные
Для
испыта
ния
инструме
нтов
Делитель
Балансиро
ные
машины
вочные
16
Горизон
тально
фрезерные
консольные
Разные
фрезерны
е
Разные
строгаль
ные
1.7. Методы формообразования поверхностей деталей машин
Пространственную форму детали определяет сочетание различных поверхностей.
Геометрическая поверхность представляет собой совокупность последовательных
положений (следов) одно йпроизводящей линии, называемой образующей, движущейся по другой
производящей линии, называемой направляющей. Например, для образования круговой
цилиндрической поверхности прямую линию (образующую) перемещают по окружности
(направляющей). При обработке поверхностей деталей на металлорежущих станках образующие
и направляющие линии воспроизводятся комбинацией движений заготовки и инструмента,
скорости которых согласованы между собой. Движения резания являются формообразующими.
Обработка резанием деталей машин реализует четыре метода формообразования
поверхностей: метод копирования, метод следов, метод касания, метод обкатки.
Метод копирования – режущая кромка инструмента соответствует форм еобразующей линии
обрабатываемой поверхности детали. Направляющая линия 2 воспроизводится вращением
заготовки. Главное движение является формообразующим. Движение подачи необходимо для
получения поверхности заданного размера. Метод применяется для обработки фасонных
поверхностей.
Метод следов – образующая линия 1 является траекторией движения точки (вершины)
режущей кромки инструмента, а направляющая линия 2 – траекторией движения точки
заготовки. Движения резания являются формообразующими. Метод наиболее широко
распространен при обработке резанием. Отличается невысокой производительностью.
Метод касания – образующей линией 1 служит режущая кромка инструмента, а направляющая
линия 2 поверхности является касательной к ряду геометрических вспомогательных линий –
траекторий точек режущей кромки инструмента в направлении подачи. Движение подачи –
формообразующее.
Метод обкатки – направляющая линия 2 воспроизводится вращением заготоки.
Образующая линия 1 получается как огибающая кривая к ряду последовательных положений
режущей кромки инструмента относительно заготовки благодаря согласованию двух движений
подачи. Скорости движений согласуются так, что за время прохождения круглым резцом
расстояния L он делает один полный оборот относительно оси вращения.
Процесс обработки на станке включает этапы установки заготовки, закрепления,
обработки и снятия готовой детали.
При
проектировании технологических операций обработки
деталей на металлорежущих станках разрабатывают
схемы обработки. Под схемой обработки понимают
условное изображение обрабатываемой заготовки, ее
установки и закрепления на станке с указанием
положения режущего инструмента относительно
заготовки и движений резания. Схема обработки при
операции точения показана на рисунке 8.5.
Рис.8.5. Схема обработки резанием
Инструмент показывают в положении окончания обработки (при ручном управлении
станком) или в исходном положении (при автоматическом управлении). Обработанную
поверхность выделяют толстой линией или другим цветом. В процессе обработки на заготовке
различают обрабатываемую поверхность 1, обработанную поверхность 2, и поверхность резания,
образуемую режущим лезвием инструмента и являющуюся переходной зоной между
обрабатываемой и обработанной поверхностями.
Формообразующие методы обработки резанием
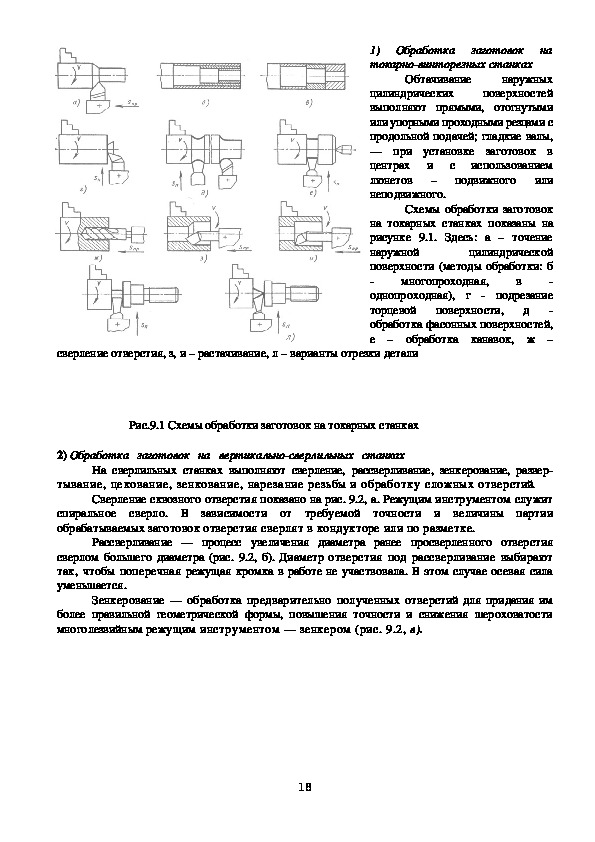
171) Обработка заготовок на
токарновинторезных станках
Обтачивание
наружных
цилиндрических
поверхностей
выполняют прямыми, отогнутыми
или упорными проходными резцами с
продольной подачей; гладкие валы,
— при установке заготовок в
центрах и с использованием
люнетов – подвижного или
неподвижного.
Схемы обработки заготовок
на токарных станках показаны на
рисунке 9.1. Здесь: а – точение
наружной
цилиндрической
поверхности (методы обработки: б
однопроходная), г подрезание
торцевой поверхности,
обработка фасонных поверхностей,
е – обработка канавок, ж –
многопроходная,
д
в
сверление отверстия, з, и – растачивание, л – варианты отрезки детали
Рис.9.1 Схемы обработки заготовок на токарных станках
2) Обработка заготовок на вертикальносверлильных станках
На сверлильных станках выполняют сверление, рассверливание, зенкерование, развер
тывание, цекование, зенкование, нарезание резьбы и обработку сложных отверстий.
Сверление сквозного отверстия показано на рис. 9.2, а. Режущим инструментом служит
спиральное сверло. В зависимости от требуемой точности и величины партии
обрабатываемых заготовок отверстия сверлят в кондукторе или по разметке.
Рассверливание — процесс увеличения диаметра ранее просверленного отверстия
сверлом большего диаметра (рис. 9.2, б). Диаметр отверстия под рассверливание выбирают
так, чтобы поперечная режущая кромка в работе не участвовала. В этом случае осевая сила
уменьшается.
Зенкерование — обработка предварительно полученных отверстий для придания им
более правильной геометрической формы, повышения точности и снижения шероховатости
многолезвийным режущим инструментом — зенкером (рис. 9.2, в).
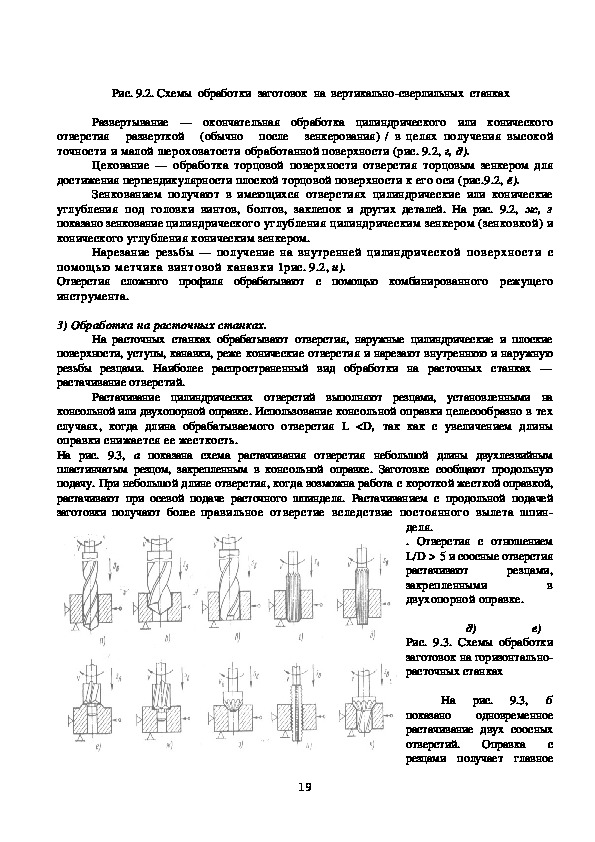
18Рис. 9.2. Схемы обработки заготовок на вертикальносверлильных станках
Развертывание — окончательная обработка цилиндрического или конического
отверстия разверткой (обычно после зенкерования) / в целях получения высокой
точности и малой шероховатости обработанной поверхности (рис. 9.2, г, д).
Цекование — обработка торцовой поверхности отверстия торцовым зенкером для
достижения перпендикулярности плоской торцовой поверхности к его оси (рис.9.2, ё).
Зенкованием получают в имеющихся отверстиях цилиндрические или конические
углубления под головки винтов, болтов, заклепок и других деталей. На рис. 9.2, ж, з
показано зенкование цилиндрического углубления цилиндрическим зенкером (зенковкой) и
конического углубления коническим зенкером.
Нарезание резьбы — получение на внутренней цилиндрической поверхности с
помощью метчика винтовой канавки 1рис. 9.2, и).
Отверстия сложного профиля обрабатывают с помощью комбинированного режущего
инструмента.
3) Обработка на расточных станках.
На расточных станках обрабатывают отверстия, наружные цилиндрические и плоские
поверхности, уступы, канавки, реже конические отверстия и нарезают внутреннюю и наружную
резьбы резцами. Наиболее распространенный вид обработки на расточных станках —
растачивание отверстий.
Растачивание цилиндрических отверстий выполняют резцами, установленными на
консольной или двухопорной оправке. Использование консольной оправки целесообразно в тех
случаях, когда длина обрабатываемого отверстия L 5 и соосные отверстия
резцами,
растачивают
закрепленными
в
двухопорной оправке.
д) е)
Рис. 9.3. Схемы обработки
заготовок на горизонтально
расточных станках
9.3,
На рис.
б
показано одновременное
растачивание двух соосных
отверстий.
Оправка с
резцами получает главное
19вращательное движение, а заготовка — продольную подачу в направлении от задней стойки к
шпиндельной бабке.
Отверстия большого диаметра, но малой длины, растачивают резцом, закрепленным
в радиальном суппорте планшайбы (рис. 9.3, в). Планшайбе с резцом сообщают главное
вращательное движение, а столу с заготовкой — продольную подачу. Отверстия диаметром более
130 мм обрабатывают расточными блоками и головками.
Растачивание параллельных и взаимно перпендикулярных отверстий выполняют с одной
установки заготовки. После растачивания первого отверстия перемещают стол в поперечном
направлении или шпиндельную бабку в вертикальном направлении на величину, равную
межцентровому расстоянию, затем растачивают второе и другие отверстия. Если требуется
расточить взаимно перпендикулярные отверстия, то после растачивания первого отверстия стол
поворачивают на 90° и растачивают второе отверстие.
Растачивание конических отверстий осуществляют расточными головками, закрепленными
в расточном шпинделе, которому сообщают осевую подачу. Конические отверстия диаметром
более 80 мм растачивают резцом с использованием универсального приспособления,
смонтированного на радиальном суппорте планшайбы (рис. 9.3, г),
Сверление, зенкерование, развертывание, цекование, зенкование и нарезание резьбы
метчиками выполняют на расточных станках так же, как и на вертикальносверлильных.
Инструмент закрепляют в расточном шпинделе и сообщают ему главное вращательное движение
и осевую подачу. Заготовка, установленная на столе станка, остается неподвижной. Большое
значение имеет свободный доступ ко всем элементам детали при обработке и измерении.
Обрабатываемые поверхности рекомендуется располагать параллельно или взаимно
перпендикулярно.
Применение наклонных обрабатываемых поверхностей затрудняет
изготовление деталей изза сложности установки их на станке.
4) Обработка на фрезерных станках
Характеристика метода фрезерования
Фрезерование — один из высокопроизводительных и распространенных методов обработки
поверхностей заготовок многолезвийным режущим инструментом — фрезой.
Технологический метод формообразования поверхностей фрезерованием характеризуется
главным вращательным движением инструмента и обычно поступательным движением подачи.
Подачей может быть и вращательное движение заготовки вокруг оси вращающегося стола или
барабана (карусельнофрезерные и барабаннофрезерные станки).
На фрезерных станках обрабатывают горизонтальные, вертикальные и наклонные
плоскости, фасонные поверхности, уступы и пазы различного профиля. Особенность процесса
фрезерования — прерывистость резания каждым зубом фрезы. Зуб фрезы находится в
контакте о заготовкой и выполняет работу резания только на некоторой части оборота, а затем
продолжает движение, не касаясь заготовки, до следующего врезания.
20На рис. 9.4 показаны схемы фрезерования плоскости цилиндрической (а) и торцовой (б)
фрезами. При цилиндрическом фрезеровании плоскостей работу выполняют зубья,
расположенные на цилиндрической поверхности фрезы. При торцовом фрезеровании плоско
стей в работе участвуют зубья, расположенные на цилиндрической и торцовой
поверхностях фрезы.
Рис. 9.4. Схемы фрезерования цилиндрической (а) и торцовой (б) фрезами, против подачи
(в) и по подаче (г): / — заготовка; 2 — фреза
Цилиндрическое и торцовое фрезерование в зависимости от направления вращения
фрезы и направления подачи заготовки можно осуществлять двумя способами: 1) против
подачи (встречное фрезерование), когда направление подачи противоположно направлению
вращения фрезы (рис. 9.4, е); 2) по подаче (попутное фрезерование), когда направления
подачи и вращения фрезы совпадают (рис. 9.4, г).
При фрезеровании против подачи нагрузка на зуб фрезы возрастает от нуля до
максимума, при этом сила, действующая на заготовку, стремится оторвать ее от стола,
что приводит к вибрациям и увеличению шероховатости обработанной поверхности.
Преимуществом фрезерования против подачи является работа зубьев фрезы «изпод
корки», т. е. фреза подходит к твердому поверхностному слою снизу и отрывает стружку при
подходе к точке В. Недостатком является наличие начального скольжения зуба по
наклепанной поверхности, образованной предыдущим зубом, что вызывает повышенный
износ фрезы. При фрезеровании по подаче зуб фрезы сразу начинает срезать слой
максимальной толщины и подвергается максимальной нагрузке. Это исключает начальное
проскальзывание зуба, уменьшает износ.
Обработка заготовок на горизонтально и вертикальнофрезерных станках
Горизонтальнофрезерные станки. Заготовка, устанавливаемая на столе в тисках или
приспособлении, получает подачу в трех направлениях: продольном (перемещение стола по
направляющим салазок, поперечном (перемещение салазок по направляющим консоли) и
вертикальном (перемещение консоли по направляющим станины). Главным движением является
вращение шпинделя. Коробка подач размещена в консоли. Хобот служит для закрепления
подвески, поддерживающей конец фрезерной оправки.
Горизонтальнофрезерные станки, имеющие поворотную плиту,
которая позволяет
поворачивать рабочий стол в горизонтальной плоскости и устанавливать его на требуемый угол,
называют универсальными.
Вертикальнофрезерные
Главным является
станки.
движение
вращательное
шпинделя.
Заготовка,
установленная на столе, может
получать подачу в трех
направлениях:
продольном,
поперечном и вертикальном. На
рис.
9.5 показаны схемы
фрезерования поверхностей на
горизонтально и вертикально
фрезерных станках. Движения,
участвующие
в
формообразовании поверхностей
в процессе резания, на схемах
указаны стрелками.
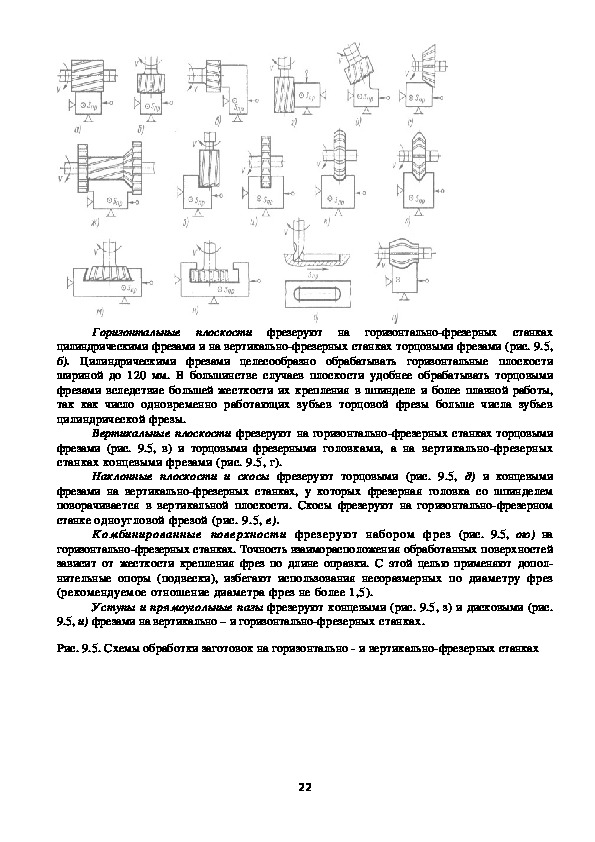
21Горизонтальные плоскости
фрезеруют на горизонтальнофрезерных станках
цилиндрическими фрезами и на вертикальнофрезерных станках торцовыми фрезами (рис. 9.5,
б).
Цилиндрическими фрезами целесообразно обрабатывать горизонтальные плоскости
шириной до 120 мм. В большинстве случаев плоскости удобнее обрабатывать торцовыми
фрезами вследствие большей жесткости их крепления в шпинделе и более плавной работы,
так как число одновременно работающих зубьев торцовой фрезы больше числа зубьев
цилиндрической фрезы.
Вертикальные плоскости фрезеруют на горизонтальнофрезерных станках торцовыми
фрезами (рис. 9.5, в) и торцовыми фрезерными головками, а на вертикальнофрезерных
станках концевыми фрезами (рис. 9.5, г).
Наклонные плоскости и скосы фрезеруют торцовыми (рис. 9.5, д) и концевыми
фрезами на вертикальнофрезерных станках, у которых фрезерная головка со шпинделем
поворачивается в вертикальной плоскости. Скосы фрезеруют на горизонтальнофрезерном
станке одноугловой фрезой (рис. 9.5, е).
Комбинированные поверхности фрезеруют набором фрез (рис. 9.5, ою) на
горизонтальнофрезерных станках. Точность взаиморасположения обработанных поверхностей
зависит от жесткости крепления фрез по длине оправки. С этой целью применяют допол
нительные опоры (подвески), избегают использования несоразмерных по диаметру фрез
(рекомендуемое отношение диаметра фрез не более 1,5).
Уступы и прямоугольные пазы фрезеруют концевыми (рис. 9.5, з) и дисковыми (рис.
9.5, и) фрезами на вертикально – и горизонтальнофрезерных станках.
Рис. 9.5. Схемы обработки заготовок на горизонтально и вертикальнофрезерных станках
22Отделочные методы обработки
Отделочная обработка служит для придания детали заданного уровня качества
поверхностного слоя, а именно:
Обеспечение заданного класса шероховатости поверхности.
Создание в поверхностном слое комплекса физикомеханических свойств, обеспечивающих
работоспособность детали в условиях эксплуатации.
Придание требуемых декоративных свойств поверхности детали.
Для отделочных методов обработки характерны слабые силы резания (или
деформирования), малые усилия закрепления заготовок, незначительная толщина срезаемого
слоя материала и незначительные тепловыделения в процессе обработки.
Виды отделочной обработки
Тонкое резание – применяют вместо шлифования. При тонком обтачивании используют
большую скорость резания, малую подачу и глубину резания. Обработку производят резцами с
широкой режущей кромкой, параллельной направлению подачи. Эта кромка образуется путем
заточки вспомогательного угла в плане φ1=0. Длина режущего лезвия b принимается по
условию,
. Для тонкого обтачивания цветных металлов и пластмасс применяют
b
)25,1(
S
алмазные резцы, что позволяет снизить взаимодействие материалов резца и заготовки, снизить
тепловыделение и существенно повысить качество поверхности детали. Особое значение для
достижения высокого качества поверхности детали при этих методах обработки играет высокая
жесткость станка, отсутствие вибраций.
Разновидности тонкого резания: тонкое точение, тонкое шлифование, тонкое
фрезерование, тонкое строгание, тонкое растачивание.
Хонингование – предназначается для устранения погрешностей формы и размеров
отверстий, а также для создания специального микропрофиля поверхности в виде сетки для
повышения специальных эксплуатационных характеристик детали. Такая сетка создается на
внутренней поверхности цилиндров двигателя внутреннего сгорания для удержания смазки на
этой поверхности при движении поршня. Инструментом для хонингования является – хон –
устройство с закрепленными в нем абразивными брусками из мелкозернистого абразива.
Скорости движения хона составляют:
23вращение вокруг оси / перемещение вдоль оси (м/мин):
45 60/4 6 – для стали и 60 75/6 7,5 – чугуна, бронзы. Размеры сетки и угол наклона к оси
цилиндра определяет соотношение скоростей вращения/перемещения хона. Хонингованием
исправляют погрешности формы (отклонения от цилиндричности) при толщине срезаемого слоя
0,01 0,02мм.
Суперфиниширование предназначается для уменьшения шероховатости от предыдущей
обработки. Обработанная поверхность имеет сетчатый рельеф со скругленными вершинами
микровыступов. Движения, применяемые при суперфинишировании – вращение и перемещение
заготовки вдоль оси и колебание абразивных брусков в радиальном направлении к оси заготовки.
Амплитуда колебаний брусков 1,5 6 мм, частота колебаний 400 1200 мин1, скорость резания
5 7 м/мин.
Полирование – предназначается для получения зеркальной поверхности. Выполняется с
помощью полировальных паст, нанесенных на мягкие, эластичные инструменты. В качестве
инструментов используют полировальные круги, ленты из войлока, фетра, кожи, ткани, капрона и
т.п. Полировальные круги вращаются с большой скоростью или совершают колебания с большой
частотой и малой амплитудой. В зоне полирования одновременно происходит тонкое резание,
пластическая деформация и химические реакции. Для полирования стали используют абразивные
порошки из электрокорунда или Fe2O3. При полировании чугуна используют Fe2O3 или SiC. Изделия
из алюминия и меди полируют пастами ГОИ (Государственный оптический институт) на основе
окиси хрома Cr2O3.
При полировании стали для создания суспензии с абразивными порошками в качестве смазки
используют керосин, а при полировании чугуна и цветных сплавов – керосин, парафин, воск, сало.
Притирка – предназначена для устранения отклонений от геометрически точной формы
(неплоскостность, нецилиндричность и т.п.) или от формы поверхности сопрягаемой детали
(например, седло клапана – клапан в двигателе внутреннего сгорания). Притирка производится
притиром, на который наносят абразивную пасту. Притир имеет форму, которую необходимо
получить на обрабатываемой детали. Материал притира должен иметь меньшую твердость, чем
материал обрабатываемой детали во избежание явления «шаржирования», т.е. внедрения
абразивных зерен в обрабатываемую деталь. Для изготовления притиров чаще всего используют
чугун.
Абразивножидкостная отделка – предназначается для отделки объемнокриволинейных,
фасонных внутренних поверхностей (труб, патрубков и т.п.). Производится струей абразивной
суспензии. При этом методе характерны процесс – тонкое резание, пластическая деформация,
химические реакции. Образующаяся на поверхности заготовки жидкостная пленка ускоряет съем
выступов неровностей и затрудняет съем впадин вследствие демпфирования слоем жидкости удара
частиц абразива. Абразивножидкостная обработка значительно ускоряет процесс обработки
труднодоступных поверхностей, таких как, внутренние поверхности патрубков насосов, корпусов,
двигателях и т.п. Такая обработка внутренней поверхности системы выхлопных патрубков
двигателя внутреннего сгорания приводит к существенному повышению мощности двигателя за
счет уменьшения сопротивлению движения выхлопных газов.
Лекция №2 . Точность и качество обработки резанием
Требования различных отраслей промышленности в отношении точности выполнения размеров
и формы деталей должны соответствовать допускам, установленным системой квалитетов
точности. Для всех диапазонов размеров установлено 19 квалитетов, которые имеют номера 01,1,2
…17 ( порядке убывания гарантируемой точности). Они образуют единую шкалу точности,применяемую в машиностроении. Применяемость квалитетов ориентирована в следующих
направлениях:
Квалитеты 01 – 4 точное приборостроение, прецизионное машиностроение, средства
измерения.
Квалитеты 4 12 допуски размеров в посадках, обеспечивающих сопряжения деталей в
сборочных конструкциях.
Квалитеты 12 17 допуски неответственных размеров свободных поверхностей деталей.
Отклонения формы и расположения поверхностей регламентируются в соответствии со
степенями точности формы. установлено 16 степеней точности, которые имеют номера 1,2,3 ….
16 (в порядке убывания гарантируемой точности). Требования в отношении качества
изготовления детали определяется совокупностью параметров, регламентирующих структуру,
физико – механические и химические свойства, геометрические параметры поверхности.
Шероховатость поверхности является одной из основных геометрических характеристик
качества поверхности и оказывает существенное влияние на эксплуатационные показатели детали.
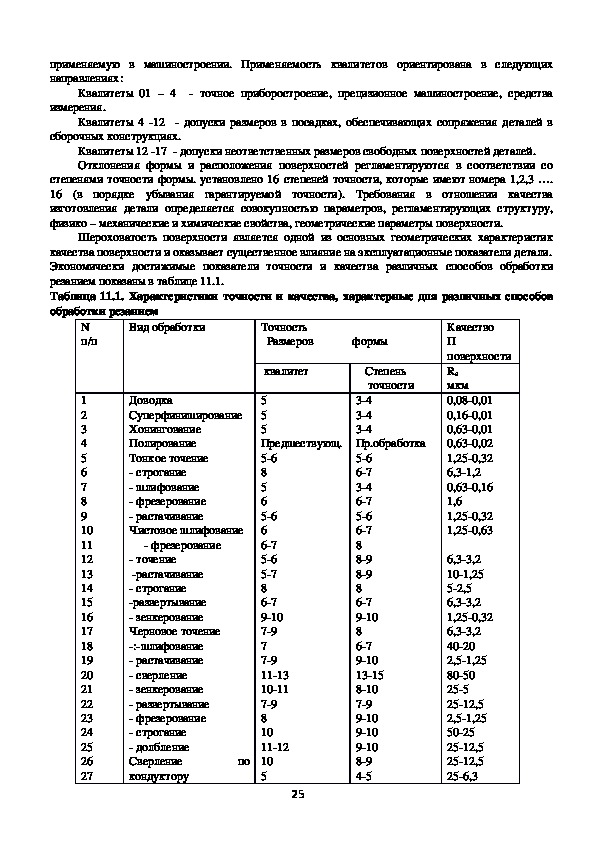
Экономически достижимые показатели точности и качества различных способов обработки
резанием показаны в таблице 11.1.
Таблица 11.1. Характеристики точности и качества, характерные для различных способов
обработки резанием
N
п/п
Вид обработки
Точность
Размеров формы
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
Доводка
Суперфиниширование
Хонингование
Полирование
Тонкое точение
строгание
шлифование
фрезерование
растачивание
Чистовое шлифование
фрезерование
точение
растачивание
строгание
развертывание
зенкерование
Черновое точение
:шлифование
растачивание
сверление
зенкерование
развертывание
фрезерование
строгание
долбление
Сверление
кондуктору
по
квалитет
5
5
5
Предшествующ.
56
8
5
6
56
6
67
56
57
8
67
910
79
7
79
1113
1011
79
8
10
1112
10
5
25
Степень
точности
34
34
34
Пр.обработка
56
67
34
67
56
67
8
89
89
8
67
910
8
67
910
1315
810
79
910
910
910
89
45
Качество
П
поверхности
Rа
мкм
0,080,01
0,160,01
0,630,01
0,630,02
1,250,32
6,31,2
0,630,16
1,6
1,250,32
1,250,63
6,33,2
101,25
52,5
6,33,2
1,250,32
6,33,2
4020
2,51,25
8050
255
2512,5
2,51,25
5025
2512,5
2512,5
256,328
29
30
Координатное
растачивание
Нарезание резьбы:
Метчиком (Плашкой)
Резцом
фрезой
1,250,32
105
51,25
51,6
Задание №1
Заполните таблицу по указанным методам обработки
Вид обработки
Метод обработки
Главное движение Движение
подачи
26Задание №2
По марке станка определите его вид, к какой группе принадлежит, и какие детали
обрабатывают на данном станке.
Марка станка Характеристика станка
1А62
276Н12К
2620
16К20П
1Б732Ф3
Задание №3
Для заданной схемы токарной обработки , при известном диаметре обрабатываемой детали D
=150 мм, оборотов вращения шпинделя станка n = 850 об/мин и силы резания Pz=2000 Н
определить: полную силу резания P , мощность сопротивления вращения Мс , мощность Nе ,
мощность электродвигателя станка Nдв
Задание №5
Зарисуйте 4 схемы сложной и фасонной обработки поверхности детали резанием на станках.
28Задание №6
Опишите виды обработки при которых у детали достигается 5 класс точности .
Лекция №3 Технологичность конструкции машин
29Под качеством машины понимают совокупность ее свойств, которые обеспечивают
способность выполнять свое служебное назначение. К показателям качества машины относятся
качества, которые характеризуют меру полезности машины, т.е. ее способность удовлетворять
потребности людей в соответствии со своим назначением: качество продукции, производимой
машиной; производительность машины, ее надежность, долговечность физическая и моральная,
безотказность работы и удобство управления, уровень шума, КПД, степень механизации,
техническая эстетичность и т.п.
Конструкция машины или детали считается технологичной, если она позволяет
использовать для изготовления наиболее экономичный технологический процесс, который
обеспечивает ее качество при надлежащем количественном выпуске. Технологичность дает
возможность снизить трудоемкость изготовления изделия и его себестоимость.
Под технологичностью конструкции изделия понимается совокупность свойств
конструкции, которые обеспечивают изготовление, ремонт и техническое обслуживание изделия
по наиболее эффективной технологии в сравнении с аналогичными конструкциями.
Одной из наиболее сложных функций технологической подготовки производства является
отработка изделия на технологичность. Отработка изделия на технологичность включает:
– анализ видов и сортамент применяемых материалов;
– виды и методы получения заготовок; технологические методы и виды обработки, сборки,
контроля и испытаний; возможность использования других прогрессивных технологических
процессов;
– возможность применения унифицированных сборочных единиц и деталей.
Отработка конструкций на технологичность устанавливается стандартами ЕСТПП (ГОСТ
14.20183 и ГОСТ 14.20583).
Различают производственную, эксплуатационную и ремонтную технологичность конструкции
изделий (ТКИ).
Производственная ТКИпроявляется в сокращении средств и времени на конструкторскую
и технологическую подготовку производства, процессы изготовления, в том числе контроль и
испытания, монтаж вне предприятия изготовителя.
Эксплуатационная ТКИпроявляется в сокращении средств и времени на подготовку и
использование изделия по назначению, технологическое и техническое обслуживание, текущий
ремонт (контроль технического состояния машины, ее элементов, регулировка и смазка
сопряжений, обнаружение и устранение неисправностей, отказов и др.).
Ремонтная технологичностьпроявляется в сокращении средств и времени на все виды
ремонта, кроме текущего (определяется ее приспособленностью к ремонтным работам,
направленным на восстановление работоспособности агрегатов, сборочных единиц, деталей или
машины в целом).
Главными факторами, которые определяют требования технологичности конструкции
изделия, являются:
– вид изделия (определяет главные конструктивные и технологические признаки);
– объем выпуска и тип производства (определяютстепень технологического оснащения,
механизации и автоматизации технологических процессов и специализацию всего производства).
При конструировании машин необходимо учитывать требования, которые обеспечивают
возможность построения высокопроизводительных технологических процессов общей и узловой
сборки.
1 Конструкция машины должна допускать возможность ее сборки из предварительно собранных
составных частей. Принцип узловой сборки позволяет осуществлять параллельную сборку этих
составных частей, что сокращает длительность сборки машины.
2 Изделие в целом должно иметь простую компоновку и простое конструктивное решение,
которое не вызывает затруднений при сборке.
303 Необходимо уменьшать количество наименований деталей и сборочных единиц машины, а
также стремиться к их взаимозаменяемости:
– использование стандартных деталей и сборочных единиц позволяет приобретать их со стороны
по сравнительно низкой цене;
– нормализация и унификация деталей и сборочных единиц способствует увеличению их
серийности, а, следовательно, приводит к снижению себестоимости их изготовления;
– нормализация крепежных и других деталей изделия способствует сокращению номенклатуры
режущих, измерительных и сборочных инструментов и более эффективному использованию
средств механизации сборочных работ.
4 При конструировании машин нужно обеспечить возможность удобного и свободного подвода
инструмента к местам соединения деталей.
5 В конструкции изделия должна быть возможность сборки его без сложных приспособлений,
предпочтительно без поворота базовой детали. Базовая деталь должна иметь технологическую
базу, которая обеспечивает устойчивость собираемого объекта.
6 Конструкция машины должна иметь элементы, обеспечивающие сборку и разборку машины:
– резьбовые отверстия для отжима винтов;
– отверстия для выбивания деталей;
– заходные фаски, направляющие пояски при сборке деталей с зазором и натягом;
– у резьбовых соединений обязательны элементы для направления.
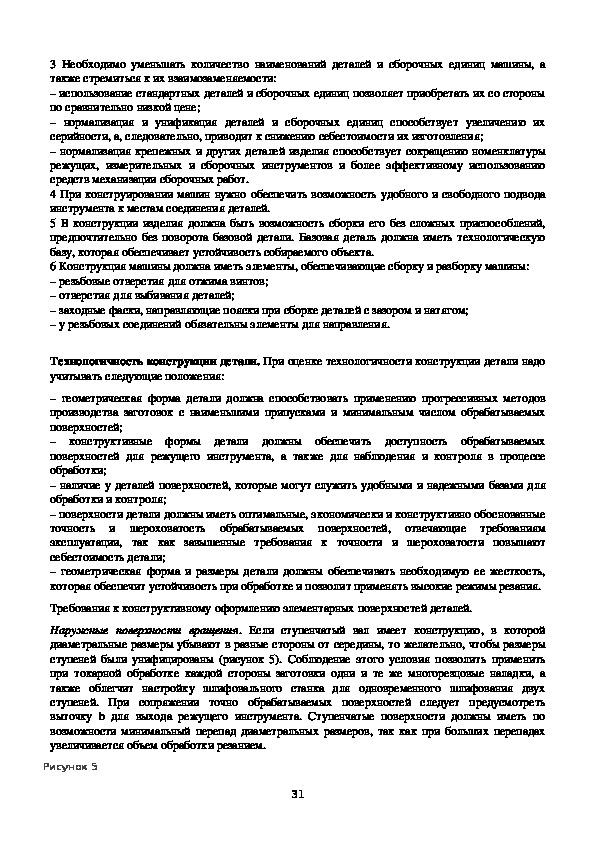
Технологичность конструкции детали. При оценке технологичности конструкции детали надо
учитывать следующие положения:
– геометрическая форма детали должна способствовать применению прогрессивных методов
производства заготовок с наименьшими припусками и минимальным числом обрабатываемых
поверхностей;
– конструктивные формы детали должны обеспечить доступность обрабатываемых
поверхностей для режущего инструмента, а также для наблюдения и контроля в процессе
обработки;
– наличие у деталей поверхностей, которые могут служить удобными и надежными базами для
обработки и контроля;
– поверхности детали должны иметь оптимальные, экономически и конструктивно обоснованные
точность и шероховатость обрабатываемых поверхностей, отвечающие требованиям
эксплуатации, так как завышенные требования к точности и шероховатости повышают
себестоимость детали;
– геометрическая форма и размеры детали должны обеспечивать необходимую ее жесткость,
которая обеспечит устойчивость при обработке и позволит применять высокие режимы резания.
Требования к конструктивному оформлению элементарных поверхностей деталей.
Наружные поверхности вращения. Если ступенчатый вал имеет конструкцию, в которой
диаметральные размеры убывают в разные стороны от середины, то желательно, чтобы размеры
ступеней были унифицированы (рисунок 5). Соблюдение этого условия позволить применить
при токарной обработке каждой стороны заготовки одни и те же многорезцовые наладки, а
также облегчит настройку шлифовального станка для одновременного шлифования двух
ступеней. При сопряжении точно обрабатываемых поверхностей следует предусмотреть
выточку b для выхода режущего инструмента. Ступенчатые поверхности должны иметь по
возможности минимальный перепад диаметральных размеров, так как при больших перепадах
увеличивается объем обработки резанием.
Рисунок 5
31Резьба. При нарезании резьбы на валу или в
отверстии необходимо предусмотреть заходную
фаску, что облегчит процесс резьбонарезания и
уменьшит возможность образования заусенцев.
При нарезании резьбы на поверхности вала
должна быть предусмотрена выточка для сбега резьбы. Целесообразно применение сквозных
резьбовых отверстий вместо глухих, что улучшает условия работы режущего инструмента. В
глухих отверстиях с резьбой следует предусмотреть выточку для выхода инструмента либо
дополнительную длину обработки отверстия для сбега резьбы.
Пазы и гнезда. Следует избегать закрытых пазов и гнезд, обрабатываемых концевыми фрезами,
предпочтительнее переходную часть паза делать криволинейной, чтобы вести обработку
дисковой фрезой, которая обеспечивает большую производительность. Ширину пазов выбирают
в соответствии с размерами стандартных концевых или дисковых фрез.
Таблица 4 – Примеры конструкций и технологические требования
Основные
технологические
требования
Конструкция
нетехнологичная
технологичная
Преимущества
конструкции
технологичность
1 Обрабатывае-
мые плоскости
не
рекомендуется
делать
сплошными
2 Обрабатывае-
мые плоскости
следует
располагать на
одном уровне
3 В ступенчатых
отверстиях
наиболее точную
ступень
рекомендуется
делать сквозной
32
1 Уменьшение
времени
обработки
2
Сокращение
расхода
материала
Повышается
точность
обработки.
3
1 Возможность
обработки
в
проход
один
(фрезерованием,
шлифованием,
протягиванием)
2
контроль
Упрощает
Снижение
2
1
трудоемкости
обработки
Упрощение
обработки4 Возможность
нормального
входа и выхода
режущего
инструмента
Следует
5
избегать глухих
резьбовых
и
точных
отверстий
1
Предупреждени
е инструмента
от поломки 2
Повышение
производительн
ости
инструмента
Улучшение
1
условий работы
инструмента 2
Повышение
производительн
ости труда 3
Возможность
обработать
отверстие на
всей длине
Для самостоятельной работы по теме данного раздела вам понадобятся учебные и справочные
пособия:
1. Ильянков А.И. Основные термины, понятия и определения в технологии машиностроения:
справочник. Учебное пособие для студ. учреждений сред. проф. образования / М.: Издательский
центр Академия, 2012. – 288 с.
2. Новиков В.Ю. Технология машиностроения. Часть 1, 2. Учебник для студ. учреждений сред.
проф. образования / В. Ю. Новиков, А. И. Ильянков. – 2е изд., перераб. – в 2 ч. М. : Издательский
центр Академия, 2012. – 352 с.
Задание 7
При конструировании исходной заготовки или ее элементов были предложены две конструкции.
Требуется оценить технологичность конструкции каждого из вариантов исходной заготовки и
установить более технологичный.
№ Вариант исполнения
А
Б
Обоснование выбора
331
2
3
4
5
34Задание 8.
Внимательно изучите чертеж и ответьте на вопросы, представленные ниже чертежа
1. Какие элементы детали можно назвать нетехнологичными?
_____________________________________________________________________________________
_____________________________________________________________________________________
2. Является ли конструкция детали в целом технологичной и почему?
_____________________________________________________________________________________
_____________________________________________________________________________________
_____________________________________________________________________________________
_____________________________________________________________________________________
3. Соответствует ли материал детали требованиям по технологичности? (Обоснуйте ответ)
35_____________________________________________________________________________________
_____________________________________________________________________________________
4. Назовите требования к технологичности для данной группы деталей (Вал)
1)___________________________________________________________________________________
____________________________________________________________
2)___________________________________________________________________________________
____________________________________________________________3)_______________________
_____________________________________________________________________________________
___________________________________
4)___________________________________________________________________________________
____________________________________________________________5)_______________________
_____________________________________________________________________________________
___________________________________
Лекция №3
Оосновы проектирования технологических процессов изготовления машин
Каждая машина состоит из большого многообразия деталей, определенным образом связанных
друг с другом. Связи деталей бывают стационарные и нестационарные, или статические и
динамические. Детали изготовляются из различных материалов в зависимости от условий работы
машины, с надлежащим качеством обработки. Детали, имеющие определенное движение друг
относительно друга, т. е. при динамических связях, изготовляют обычно с более высокими
классами точности и чистоты обработки, чем детали, имеющие статические связи.
Независимо от разделения деталей к любой машине в целом предъявляется ряд требований и
особенно повышения их надежности и долговечности.
При проектировании любой машины необходимо учитывать следующие исходные данные:
1)служебное назначение машины с кратким описанием ее работы и техническими
требованиями;
2) рабочие чертежи машины и ее отдельных деталей и узлов;
3) количество машин, намеченных к выпуску, и плановые сроки выпуска машин;
4) условия снабжения завода всем необходимым для выпуска машин и возможности
кооперирования с другими заводами;
5) наличие кадров, перспективы их подготовки, оказывающие влияние на разработку
технологических процессов. Чем менее квалифицированными кадрами располагает завод, тем
более детально разрабатывается технологический процесс и его документация.
Все эти исходные данные необходимы для детального выполнения задачи, которая ставится при
проектировании технологического процесса и условии, в которых должна протекать его раз
работка и осуществление.
Чем точнее определены исходные данные, тем быстрее и с меньшими затратами решается эта
задача. Изменение технических условий или конструкций влечет за собой пересмотр технологичес
ких процессов, переделку технологической оснастки, перестановку оборудования и т. д. От этого
происходит удлинение сроков подготовки производства и освоение выпуска новых машин, а следо
вательно, удорожание выпускаемой продукции.
Количество машин, намечаемых к выпуску по чертежу, требует выбора наиболее экономичного
технологического процесса, оборудования, инструмента, степени механизации и автоматизации.
Рабочие чертежи деталей и машин в целом содержат необходимые проекции и сечения,
точность обработки и размеры с допусками, шероховатость обрабатываемых поверхностей,
допускаемые отклонения от их геометрических форм и взаимного расположения; данные о
материале заготовок, припусках на обработку и другие технические требования.
36Принципиальные технологические решения определяют также и метод выполнения заготовок,
который выбирают в зависимости от конфигурации размеров и веса изготовляемой детали, объема
выпуска, технологической оснащенности заготовительных цехов и других факторов.
Точность заготовки в зависимости от метода ее изготовления определяет не только технологию
механической обработки, но и расчленение ее на черновые, чистовые и отделочные операции.
Очень важно также знать все условия, в которых будет осуществляться технологический
процесс, изготовление деталей и машины в целом.
Существенное влияние оказывает оборудование, его загрузка и перспективы получения нового
оборудования.
Моральный и физический износ оборудования является тормозом технологического процесса
на предприятии и влияет не только на качество и точность выпускаемой продукции, но и на выпол
нение плана.
При проектировании технологических процессов изготовления деталей машин необходимо
учитывать новейшие достижения в области обработки металлов. Основными направлениями
современной технологии изготовления деталей машин являются:
1) получение наиболее точных заготовок с приближением их по форме и размерам к готовым
деталям. Изготовление таких заготовок выгодно не только с точки зрения экономии металла, но и
значительного уменьшения трудоемкости обработки и сокращения расходов на производство
готовой продукции;
2) применение автоматизированных станков и многолезвийных инструментов, обеспечивающих
внедрение наиболее производительных методов обработки;
3) внедрение современных механических и термохимических методов упрочняющей
технологии, что способствует повышению эксплуатационных свойств деталей машин и
значительно увеличивает их надежность и долговечность;
4) разработка оптимальных технологических процессов и все более широкое применение новых
материалов и пластмасс в машиностроении;
5) внедрение единой системы технологической подготовки производства (ЕСТПП).
Лекция №4 Основы технического нормирования
Время, затрачиваемое на операцию, слагается из двух частей; подготовительнозаключительного
времени Тпз и штучного времени tmr. Поэтому
где п — количество изделий в партии.
(135)
В подготовительно заключительное входит время на ознакомление с чертежом и
технологическим процессом, время на подготовку рабочего места, оборудования, приспособления
и инструмента на подготовку станка, сдачу работы, приспособлений, инструментов и приведение в
порядок станка после окончания работы.
Штучное время tшт определяется следующей формулой:
где t0 — основное технологическое или машинное время; tB — вспомогательное время; to6 — время
обслуживания рабочего места; tn — время перерывов на отдых и естественные надобности.
Основное технологическое или машинное время t0 затрачивается на изменения формы,
размеров и состояния обрабатываемого материала.
Вспомогательное время tB затрачивается на установку и закрепление детали для обработки,
пуск и останов станков и других машин или механизмов, производство промеров, подвод
инструмента к детали после обработки.
(136)
37Сумму основного технологического и вспомогательного времени называют оперативным
временем ton = t0 + tB.
Время на обслуживание рабочего места to6 затрачивается на уход за рабочим местом и
поддержание его в рабочем состоянии.
Время перерывов на отдых и естественные надобности tn принимается равным 2% от
операционного времени/Нормируемое количество времени, необходимое для выполнения данной
операции в нормальных производственных условиях, называют технической нормой времени.
Величину, обработанную технической нормой времени называют нормой выработки Q = \/t шт.
в единицу времени.
Норма выработки за смену Тсм:
Определение технических норм времени называют техническим нормированием.
Для установления нормы времени на выполнение той или иной операции необходимо
определить все слагаемые, входящие в "формулу (136) для t шт.
Основное технологическое "или машинное время .
(137)
где L — требуемое перемещение инструмента в направлении рабочей подачи, мм\ п — число
оборотов или двойных ходов обрабатываемой детали или инструмента; s — рабочая подача
инструмента или обрабатываемой детали на один оборот шпинделя или двойной ход станка, мм\ i
— количество необходимых для обработки проходов.
Обычно величина L представляет собой сумму
где I — заданные размеры длины обрабатываемой поверхности; 1Х — добавочное перемещение
инструмента перед врезанием его в металл, лш; 12 — добавочное перемещение инструмента при
его выходе из металла, мм.
В зависимости от вида обработки формула (137) видоизменяется, сохранял принципиальную
сущность.
В карте 4 приведены схемы обработки и формулы для определения машинного времени.
Для определения и to6 используют нормативные данные, в которых приводятся нормы времени
на выполнение типовых ручных приемов работы: установку и закрепление детали, управление
станком, измерение детали и т. д.
В процессе выполнения того или иного технологического процесса рассчитанные нормы
времени уточняются и по мере необходимости вносятся соответствующие изменения.
Лекция №5 Проектирование технологического процесса восстановления
деталей машин
В процессе работы отдельные элементы машин подвергаются износу, разрушению или они
«выходят из строя» по другим причинам. Задача ремонта — своевременно восстановить
работоспособность машин в минимальные сроки и с наименьшей затратой труда и материалов.
Наиболее распространенной причиной потери работоспособности машин является износ
деталей, Восстановление изношенных деталей машин рекомендуется осуществлять в такой
последовательности:
1. Определить дефекты детали; заполнить дефектную ведомость на деталь; разработать план
восстановления детали и определить тип производства.
2. Выбрать технологические базы, для процесса механической обработки детали.
3. Рассчитать припуски на восстановление детали. Определить толщину наращиваемого слоя.
4. Рассчитать режимы восстановления и механической обработки детали.
5. Составить техническую документацию на восстановление и механическую обработку
детали.
386. Дать экономическое обоснование выбранного метода восстнновления детали по сравнению
с другим.
При выборе технологических баз при разработке технологического процесса восстановления
детали необходимо руководствоваться теми же принципами, что и при изготовлении новой
детали. Эти принципы сводятся к следующему:
1) при восстановлении необходимо использовать те же установочные технологические базы,
которые были приняты при изготовлении новой детали;
2) при установке детали в процессе ее восстановления и последующей механической
обработки необходимо использовать принцип совмещения и единства баз;
3) погрешность установки детали е при ее восстановлении и механической обработке
складывается из погрешности базирования ɛб, погрешности закрепления ɛ3 и погрешности
положения, вызываемой неточностью приспособления ɛпр:
= ɛ
ɛ6+ɛ3 + ɛпр.
При восстановлении деталей их механическую обработку в большинстве случаев ведут после
индивидуальной выверки на станке с помощью специальных приспособлений.
Эффективность восстановления элементов машин во многом зависит от правильной
организации ремонтной службы и ее специализации.
Карта расчета технологического времени на обработку детали
3940Задание 9
Для детали представленной в задании 8 детали рассчитать:
1)
основное время на точение Ø45 и Ø40 если n=750 об/мин, s = 0,5мм/об, t = 4мм, i =4.
φ
= 45,
l2 = 2мм
2) Основное время на нарезание резьбы М30×1,5 если n=750 об/мин, s = 0,1мм/об,
t = 4мм, s1=0.05 мм/об, h=2 мм
3) Зарисовать технологические эскизы обработки .
Расчет
времени
Эскиз
обработки
41