Поделиться

Тестовые задания По профессии «Электросварщик ручной сварки» 2 вариант
1. На чем проверяется величина сварочного тока
а) на вспомогательной пластине
б) на поверхности собранных пластин
в) на плите стола сварщика

а) на вспомогательной пластине
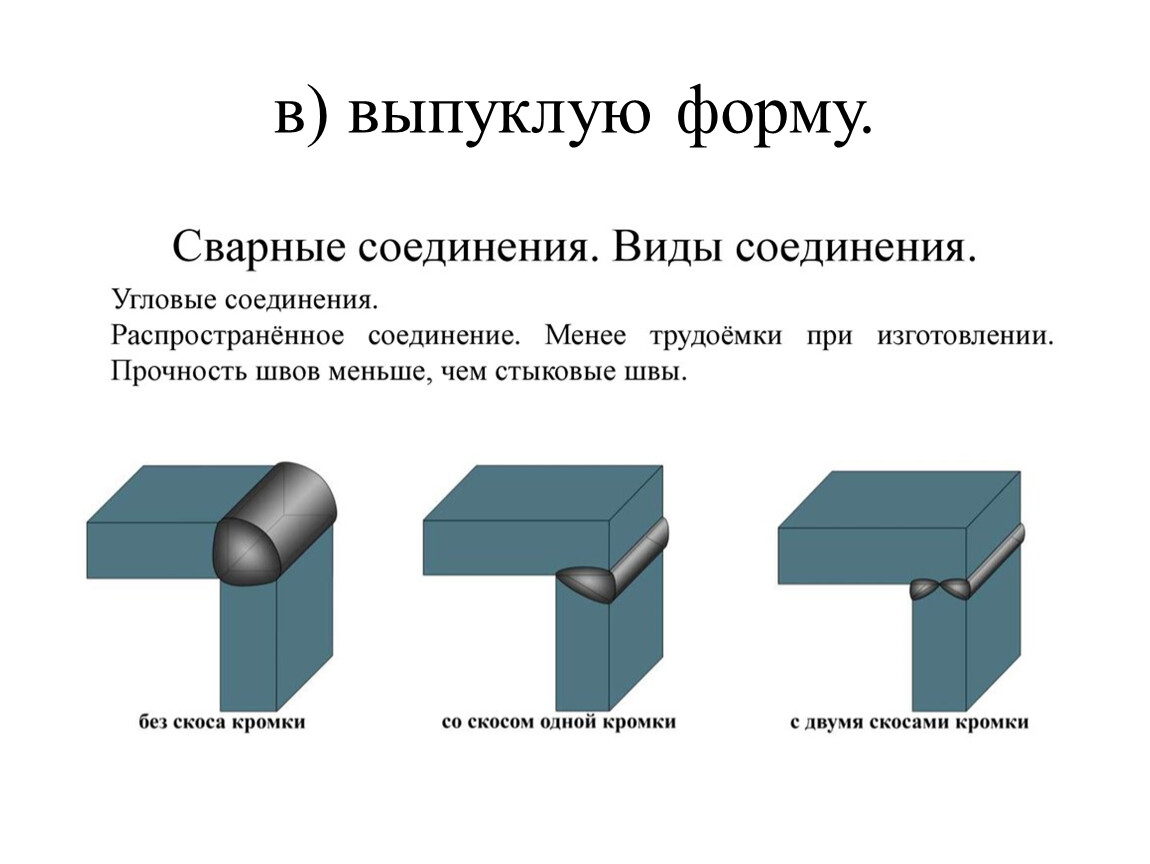
2. При сварке углового соединения в нижнем положении дуга возбуждается
а) на горизонтальной пластине
б) на вертикальной пластине
в) на вершине угла сборки

а) на горизонтальной пластине
3. Для сварки в положении «в лодочку» электроды устанавливаются
а) вертикально плоскости с наклоном 15-30 градусов в сторону направления сварки
б) под углом 45 градусов к вертикальной плоскости и с наклоном в 15-30 градусов в сторону направления сварки
в) в вертикальной плоскости с наклоном в 15-3- градусов в сторону вертикального положения сварки

б) под углом 45 градусов к вертикальной плоскости и с наклоном в 15-30 градусов в сторону направления сварки
4. При сварке угловым узким швом:
а) необходимо делать поперечные колебания
б) не надо делать поперечные колебания
в) необходимо увеличить длину дуги
в) необходимо увеличить длину дуги
5. Возбуждение сварочной дуги производится:
а) твердым соприкосновением электрода с поверхностью заготовки
б) резким толчком заготовки электродом
в) постукивание или легким касанием электрода по заготовке
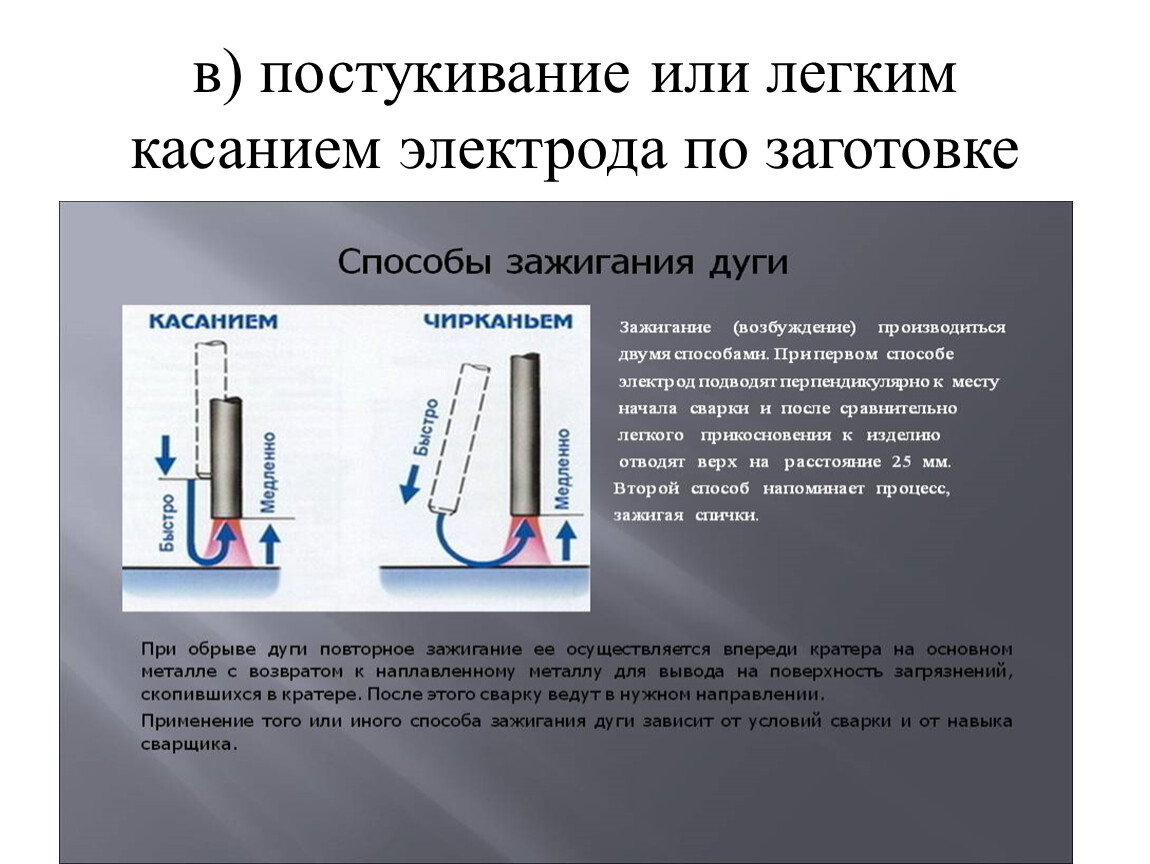
в) постукивание или легким касанием электрода по заготовке
6. Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности заготовки.
а) Необходимо немедленно отломить электрод от поверхности заготовки, покачивая в разные стороны
б) необходимо выключить источник питания сварочной дуги, освободить электрод из электродержателя, покачивая в разные стороны, отломить его от поверхности заготовки
в) необходимо отломить электрод от поверхности заготовки, с помощью молотка
а) Необходимо немедленно отломить электрод от поверхности заготовки, покачивая в разные стороны
Если электрод прилип, самое главное не тяните его на себя. Нужно резко наклонить электрод с держаком из стороны в сторону, как-бы быстро покачать. Если это не помогло, значит электрод примёрз серьёзно. Быстро отключайте держак от электрода, пусть чуть остынет и его легко отломить от металла.
7. При наплавке валика электрод должен быть наклонен от вертикали в направлении наплавки на:
а) 10-15 градусов
б) 15-30 градусов
в) 20-25 градусов
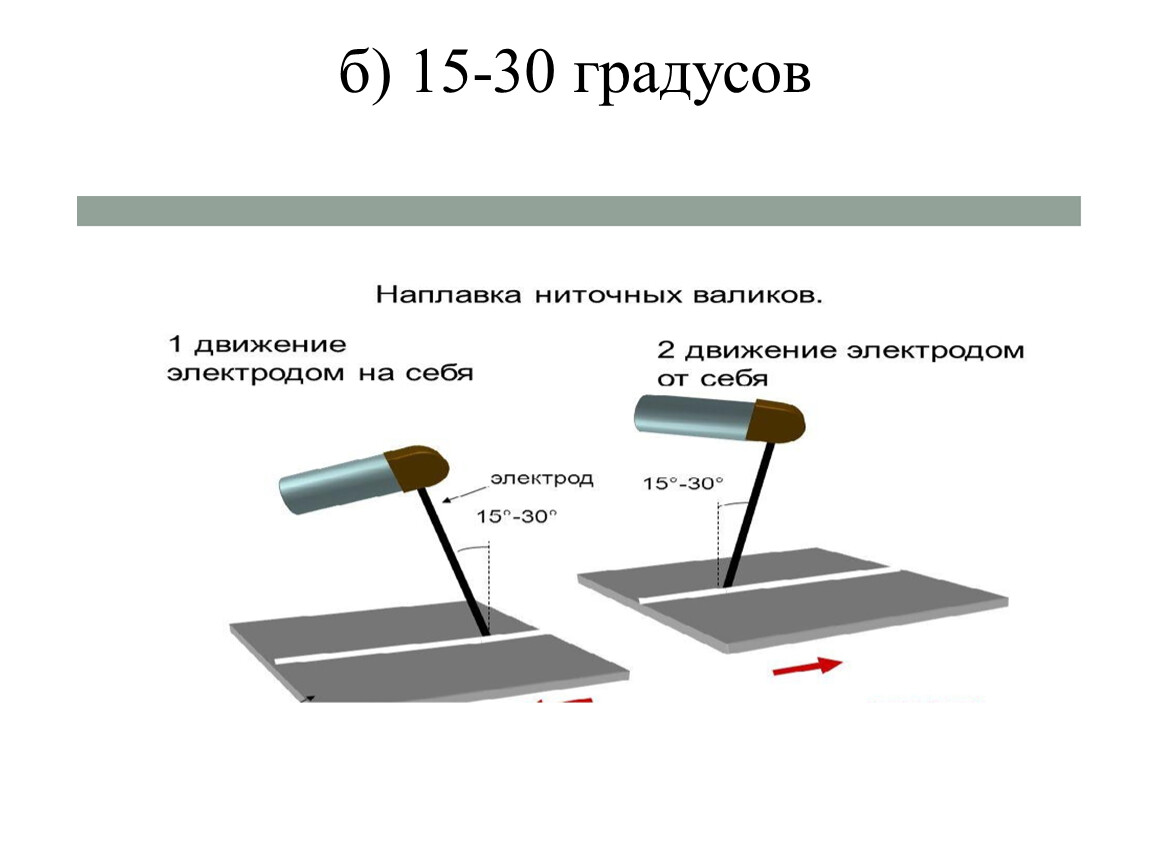
б) 15-30 градусов
8. Для получения валика правильной формы длина дуги должна быть:
а) меньше диаметра электрода
б) равна диаметру электрода
в) дольше диаметра электрода
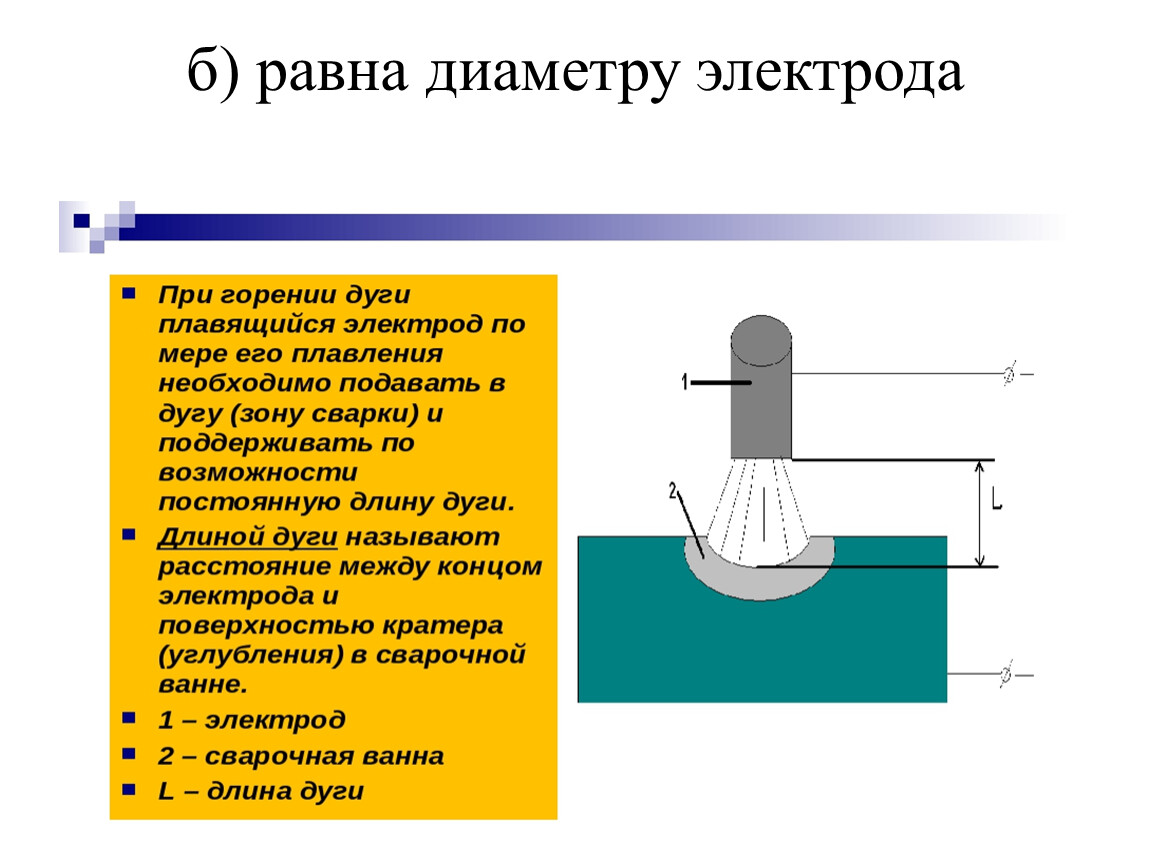
б) равна диаметру электрода
9. Слишком длинная дуга приводит:
а) к увеличению разбрызгивания электродного металла.
б) к уменьшению провара
в) к плоской форме валика

а) к увеличению разбрызгивания электродного металла.
10. Слишком короткая дуга приводит:
а) к увеличению разбрызгивания
б) к неровному формированию валика.
в) к прилипанию электрода
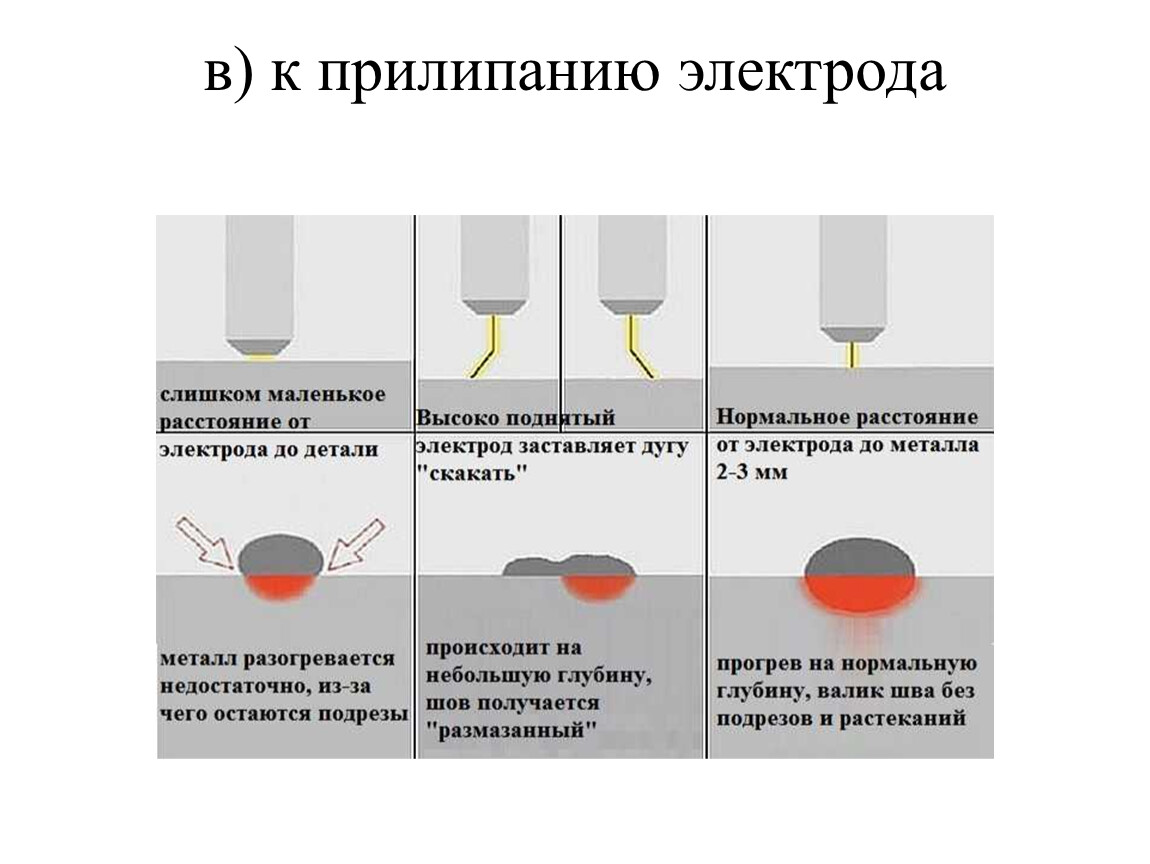
в) к прилипанию электрода
11. Как влияет скорость перемещения электрода вдоль валика на размеры наплавленного валика:
а) чем выше скорость, тем сварочный металл будет меньше проникать в основной металл и валик будет высоким.
б) чем выше скорость, тем сварочный металл будет глубже проникать в основной металл и валик окажется менее высоким.
в) чем ниже скорость, тем ширина валика
а) чем выше скорость, тем сварочный металл будет меньше проникать в основной металл и валик будет высоким.
12. Ширина валика в зависимости от диаметра электрода изменяется следующим образом:
а) возрастает с увеличением диаметра электрода.
б) уменьшается с увеличением диаметра электрода
в) не изменяется
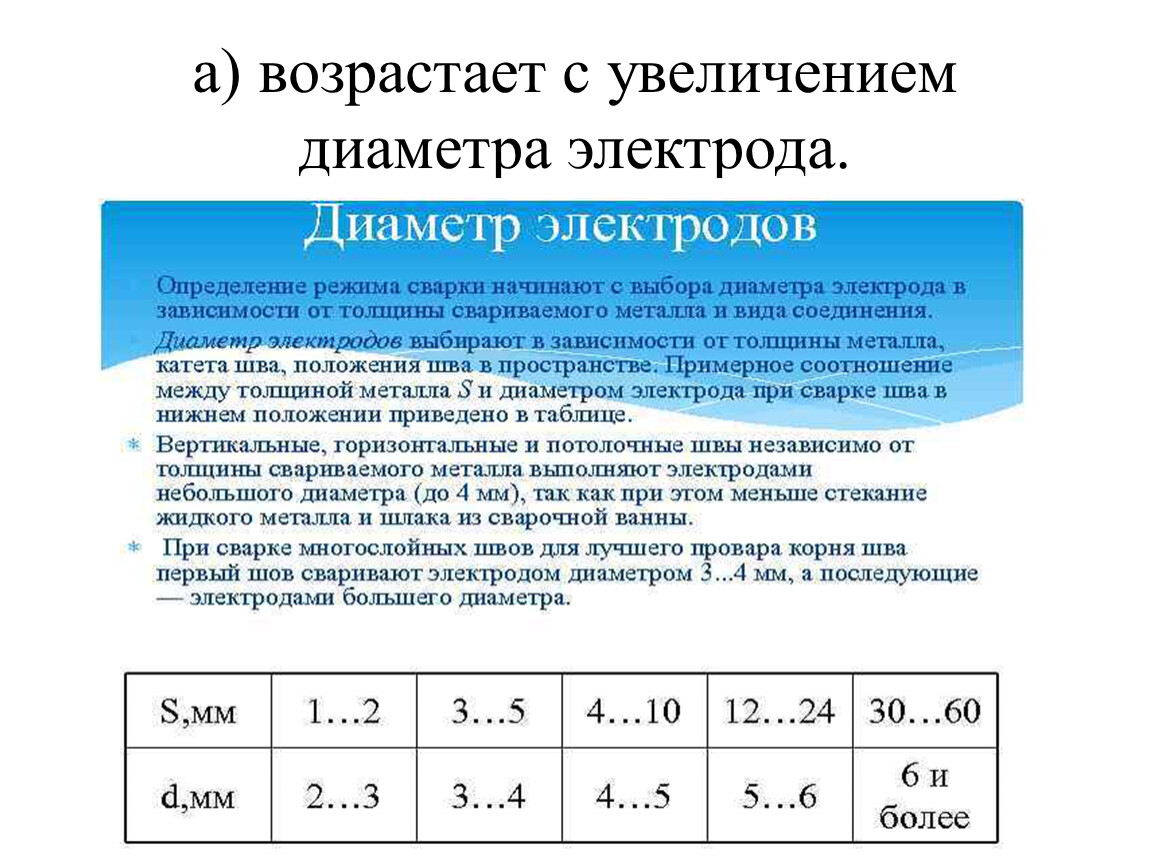
а) возрастает с увеличением диаметра электрода.
13. Разделка кромок выполняется
а) для улучшения условий сварки и получение гарантированного провара
б) исходя из эстетических соображений
в) для предотвращений сварочных деформаций

а) для улучшения условий сварки и получение гарантированного провара
14. Начиная с какой толщины на пластинах, как правило, делается скос кромок
а) 3 мм.
б) 5 мм.
в) 8 мм.
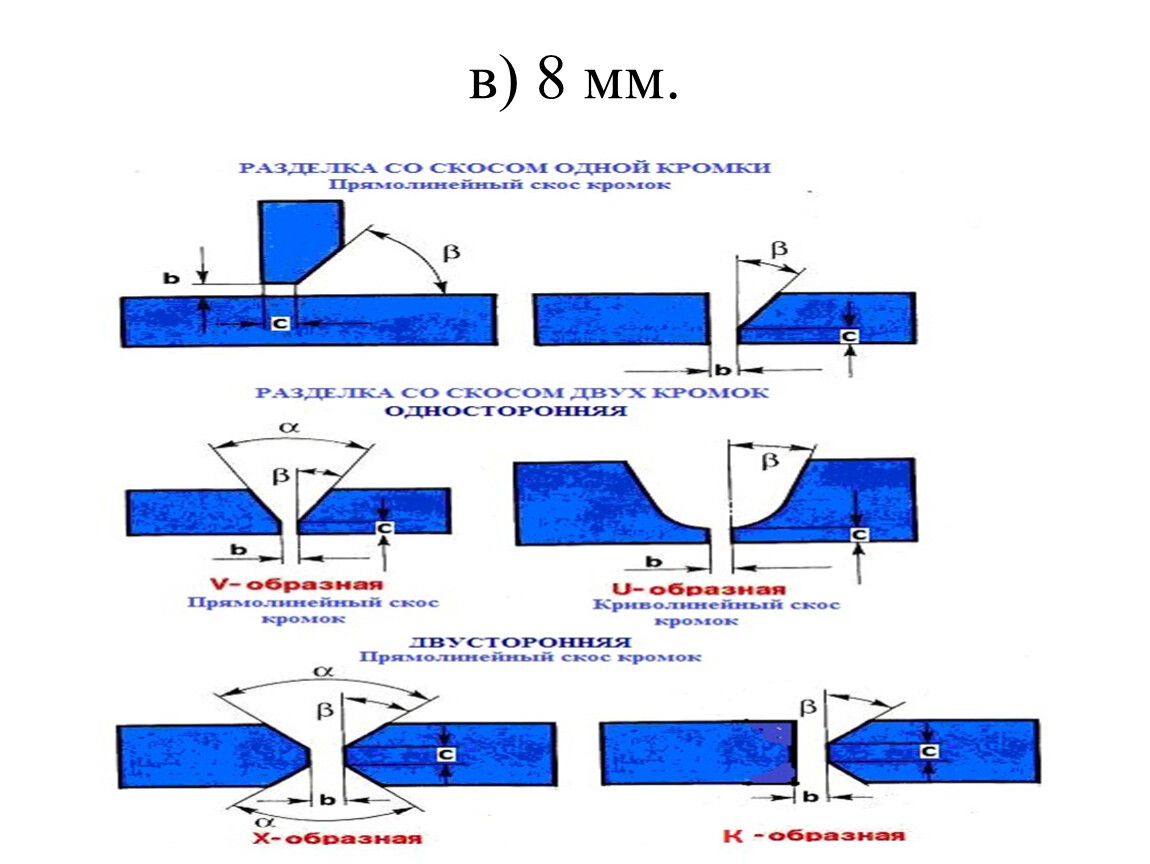
в) 8 мм.
15. Что называется углом скоса кромки:
а) острый угол между плоскостью скоса кромки и плоскостью торца
б) острый угол между плоскостью скоса кромки и плоскостью пластины
в) тупой угол между плоскостью скоса кромки и плоскостью торца
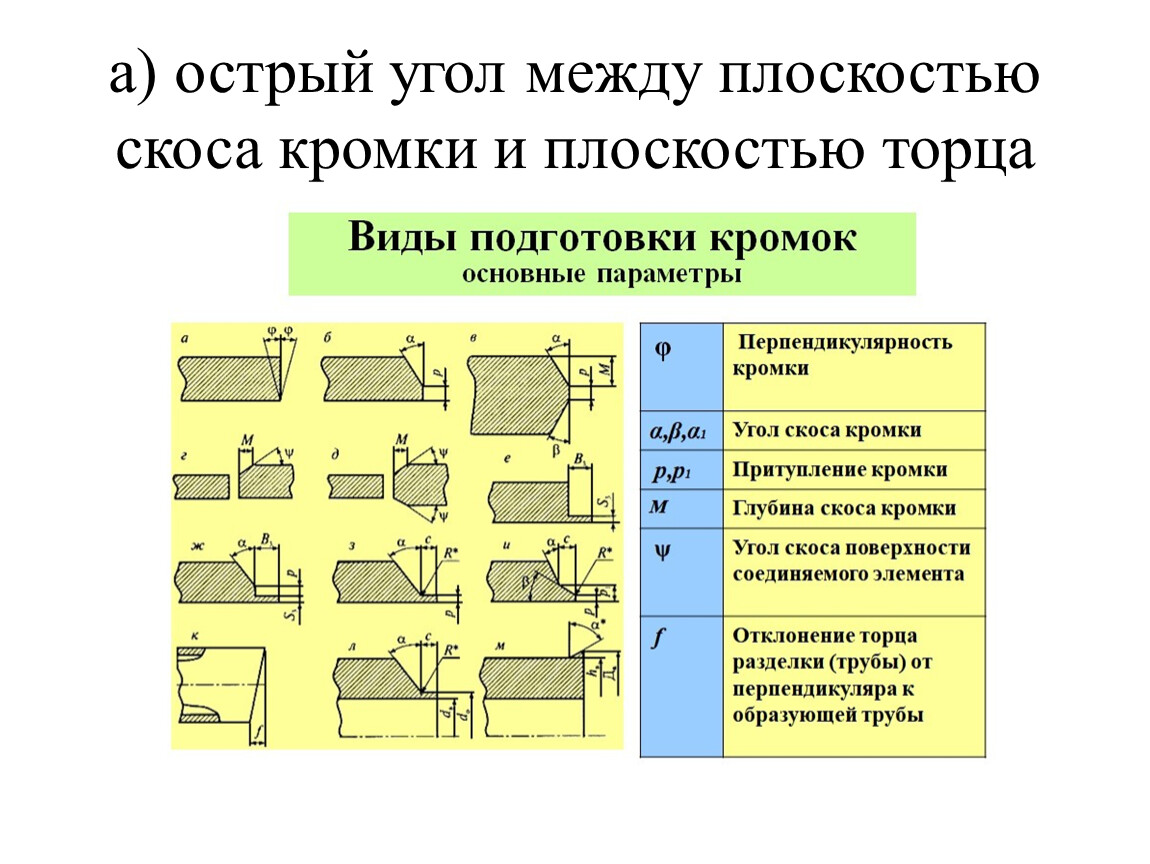
а) острый угол между плоскостью скоса кромки и плоскостью торца
16. Угол разделки кромок составляет:
а) 45-60 градусов
б) 60-80 градусов
в) 80-100 градусов

а) 45-60 градусов
17. Величина притупления кромок во всех случаях должна быть:
а) 1-3 мм.
б) 3-4 мм
в) 4-5 мм.
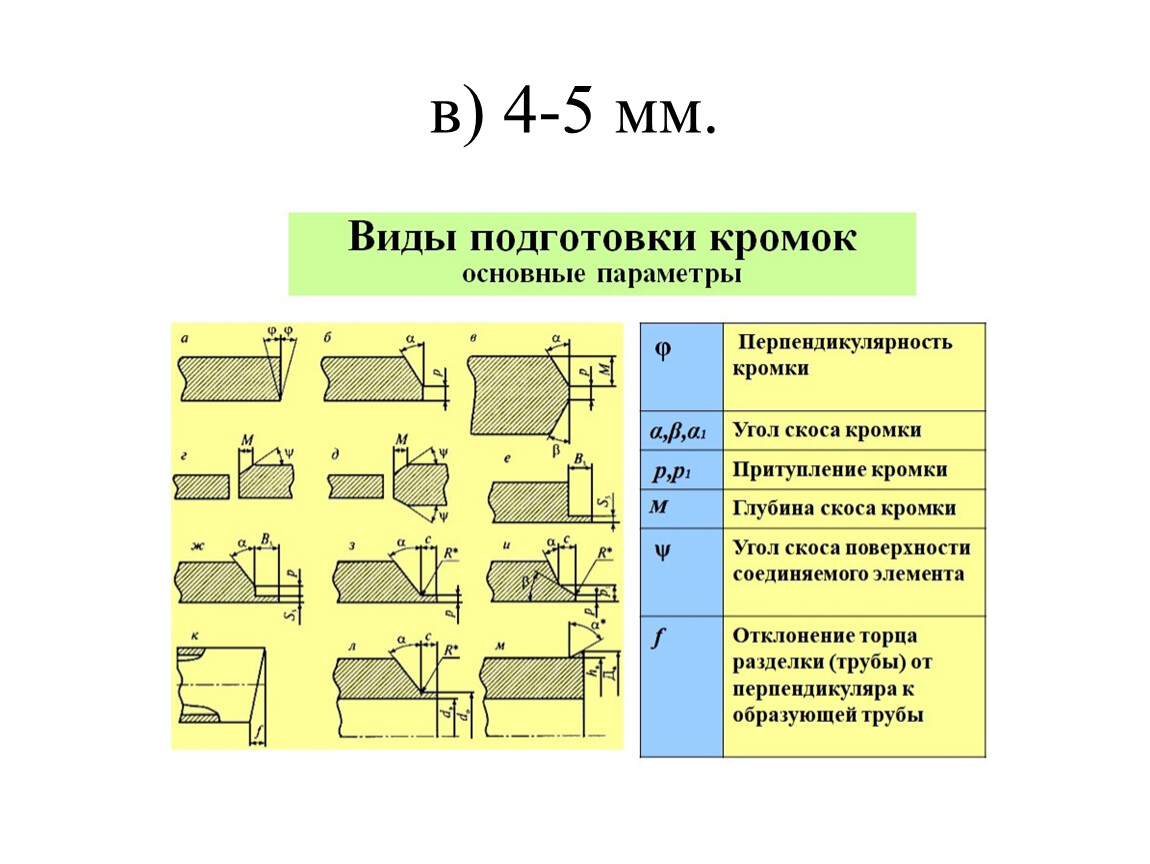
в) 4-5 мм.
18. На пластинах какой толщины целесообразно делать двухсторонний скос кромок:
а) 10 мм
б) 6 мм.
в) 20 мм. и более

в) 20 мм. и более
19. Снятием металла с использованием зубилы и молотка приемлемо для толщины пластины начиная:
а) 6 мм.
б) с 3-х мм.
в) с 20 мм.
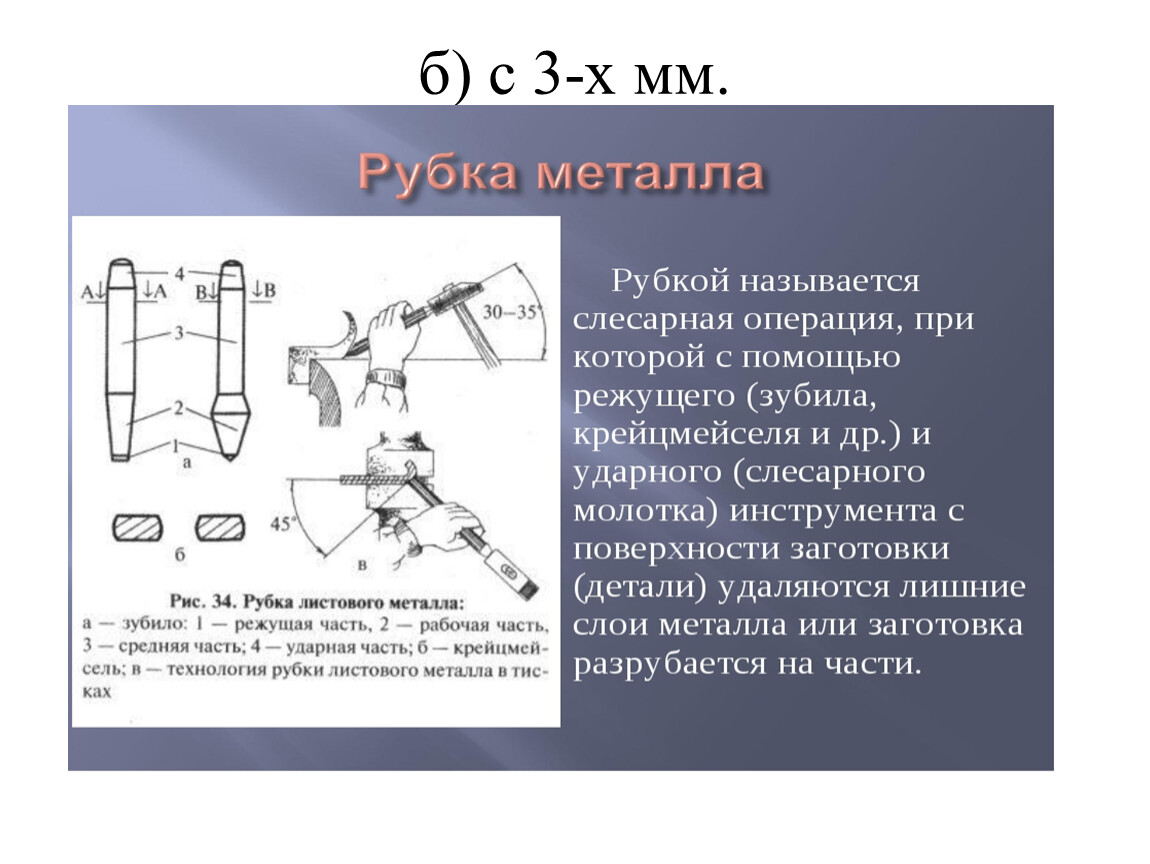
б) с 3-х мм.
20. При доводке кромки напильником вы должны:
а) дойти до края метки керна
б) снять половины метки керна
в) снять метку керна полностью
а) дойти до края метки керна
21. Однопроходной шов
а) узкий или уширенный однослойный сварной шов, наплавляемый за один проход плавящегося электрода
б) узкий или уширенный многослойный сварной шов, наплавляемый за несколько проходов плавящегося электрода.
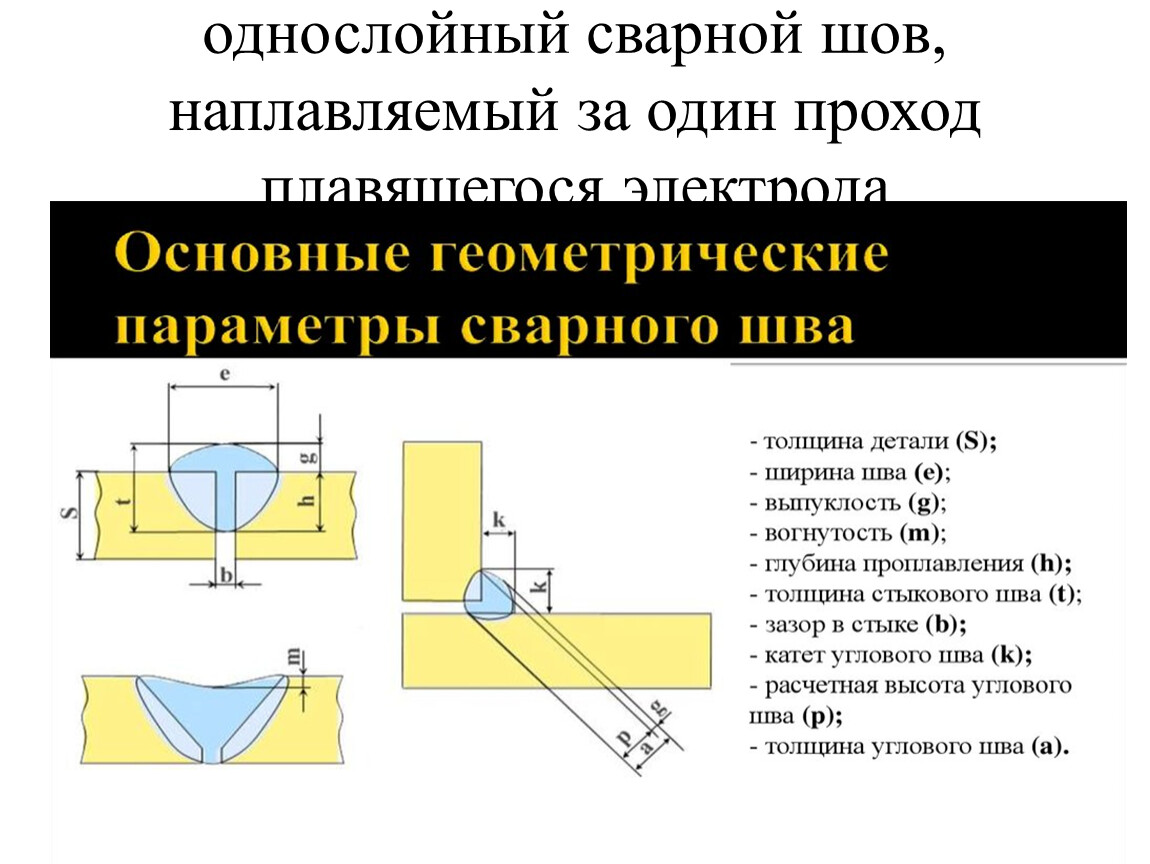
а) узкий или уширенный однослойный сварной шов, наплавляемый за один проход плавящегося электрода

22. Однопроходные стыковые швы находят практическое применение:
а) при сварке тонколистовой стали толщиной не более 3-х мм.
б) при односторонней или двусторонней сварке деталей без разделки кромок толщиной 4-6 м.
в) при выполнении прихваток

а) при сварке тонколистовой стали толщиной не более 3-х мм.

23. Какой зазор устанавливается при стыковой сборке пластин толщиной 4 мм.
а) 0,5 мм
б) 1,0 мм.
в) 2,5 мм.
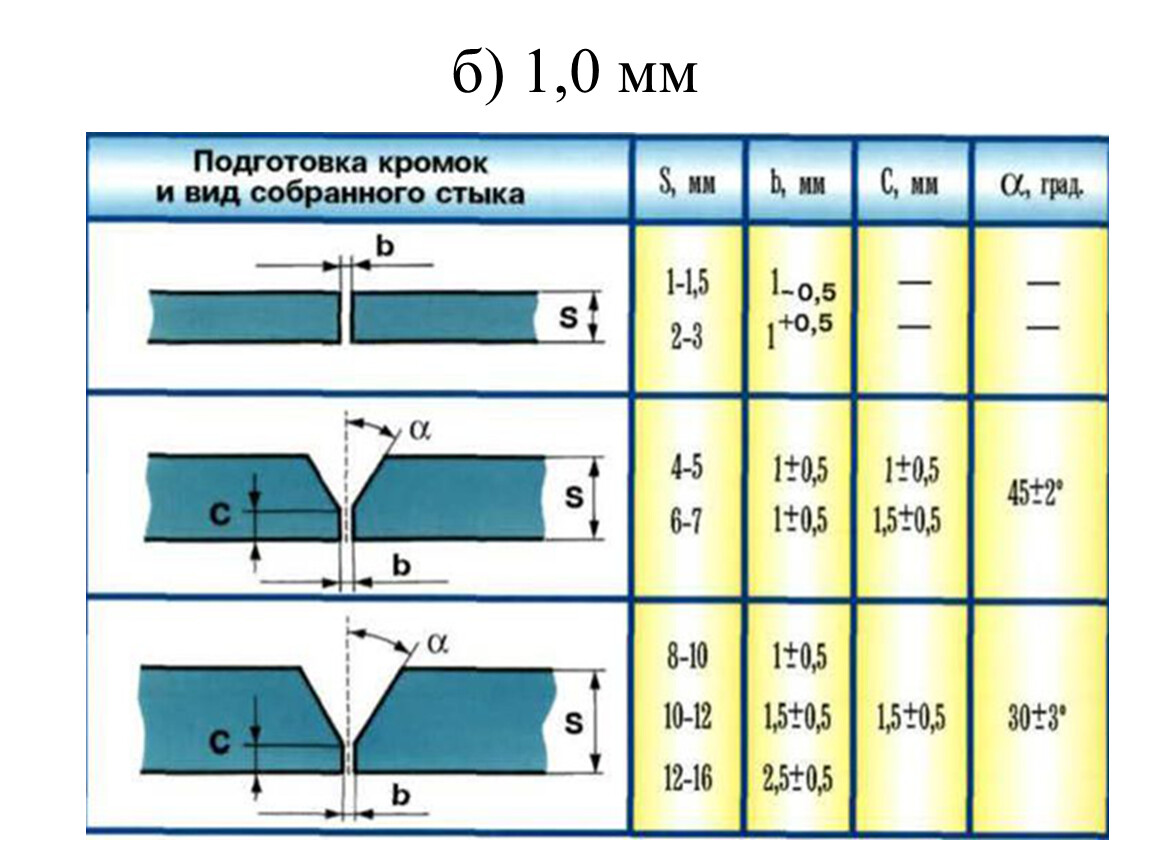
б) 1,0 мм
24. Провар кромок в соединениях без скоса кромок можно увеличить путем:
а) уменьшения зазора в стыке
б) увеличения зазора в стыке
в) устранение зазора
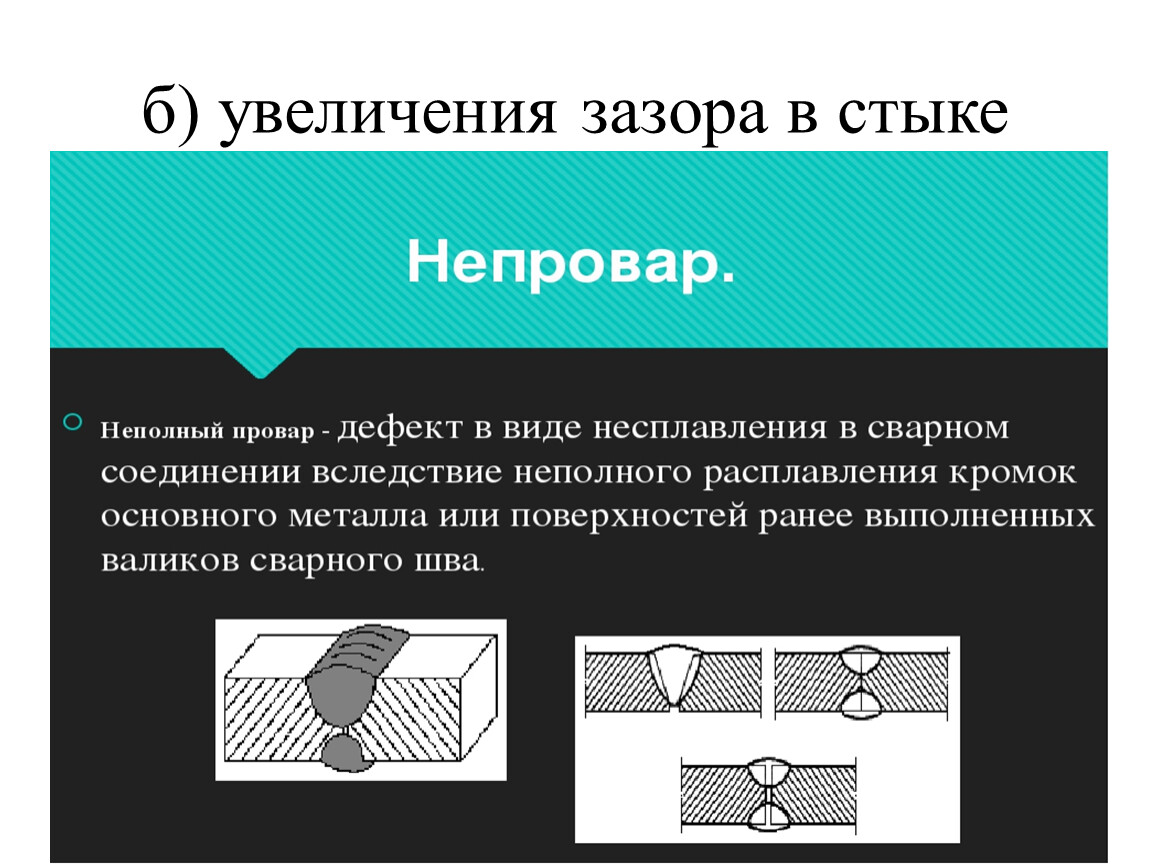
б) увеличения зазора в стыке
25. Какой диапазон сварочный токов следует применять при подборе режима сварки пластин электродом диаметром 4 мм.
а) 60-90 А
б) 90-120 А.
в) 140-180 А.

а) 60-90 А
26. Для выполнения однородной сварки пластин толщиной 7 мм. выбирают электроды:
а) диаметром 3 мм.
б) диаметром 4 мм.
в) диаметром 5 мм.
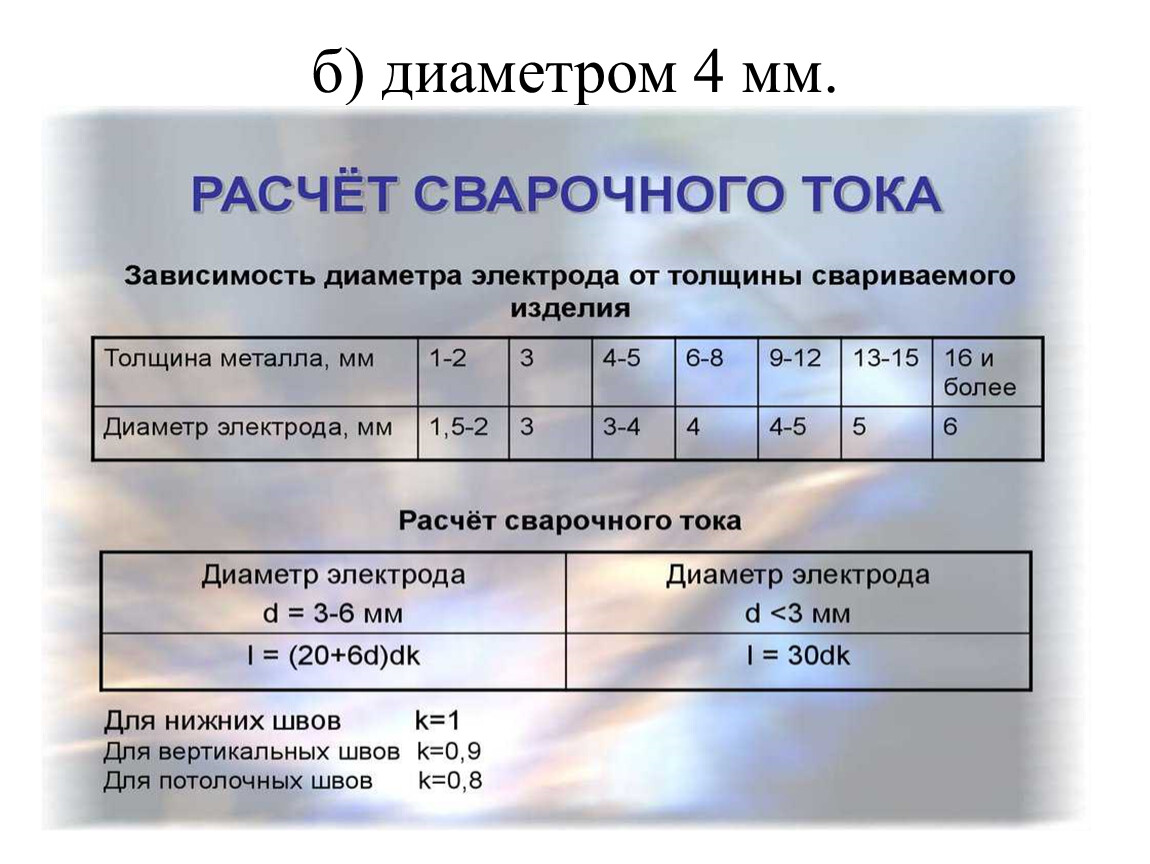
б) диаметром 4 мм.
27. Поперечные колебания электродом применяется:
а) для увеличения глубины провара.
б) для уменьшения проплавления кромок
в) для увеличения ширины шва
в) для увеличения ширины шва
28. Под каким углом к вертикали должен находиться электрод при однопроходной сварке стыковых соединений в нижнем положении.
а) 5-10 градусов
б) 15-30 градусов
в) 35-45 градусов
б) 15-30 градусов
29. Непровар кромок может быть из-за:
а) высокого тока сварки.
б) большой амплитуды колебания электрода.
в) слишком малой скорости сварки.
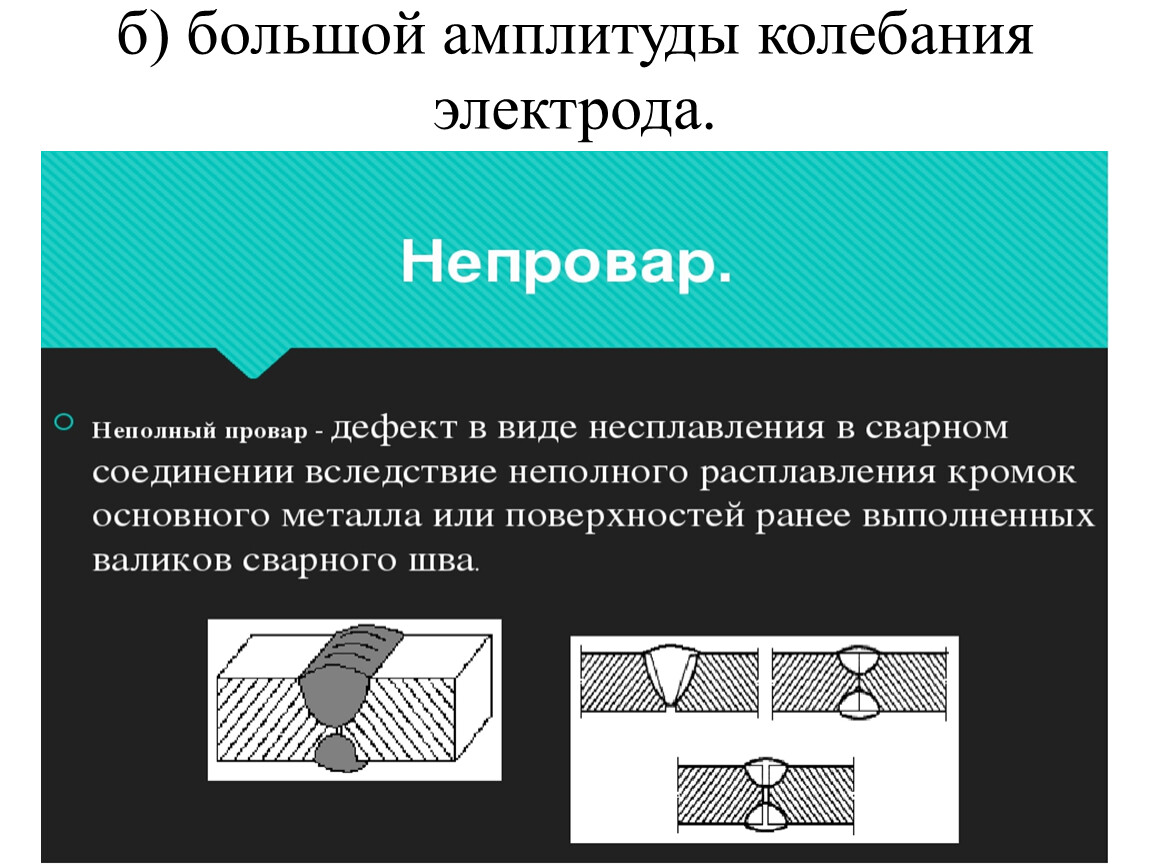
б) большой амплитуды колебания электрода.

30. Протекания расплавленного металла в зазор между пластинами происходит в результате:
а) завышенного зазора
б) завышения сварочного тока
в) слишком длинные сварочные дуги.
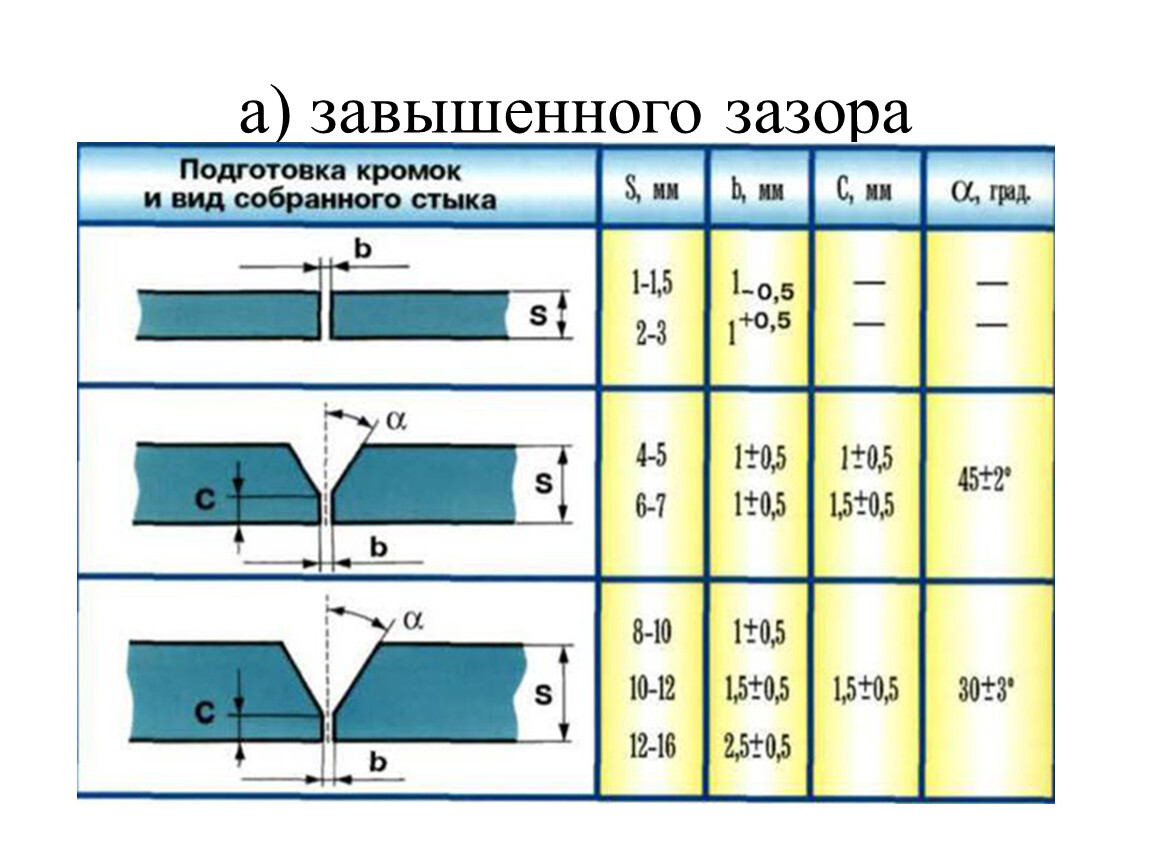
а) завышенного зазора
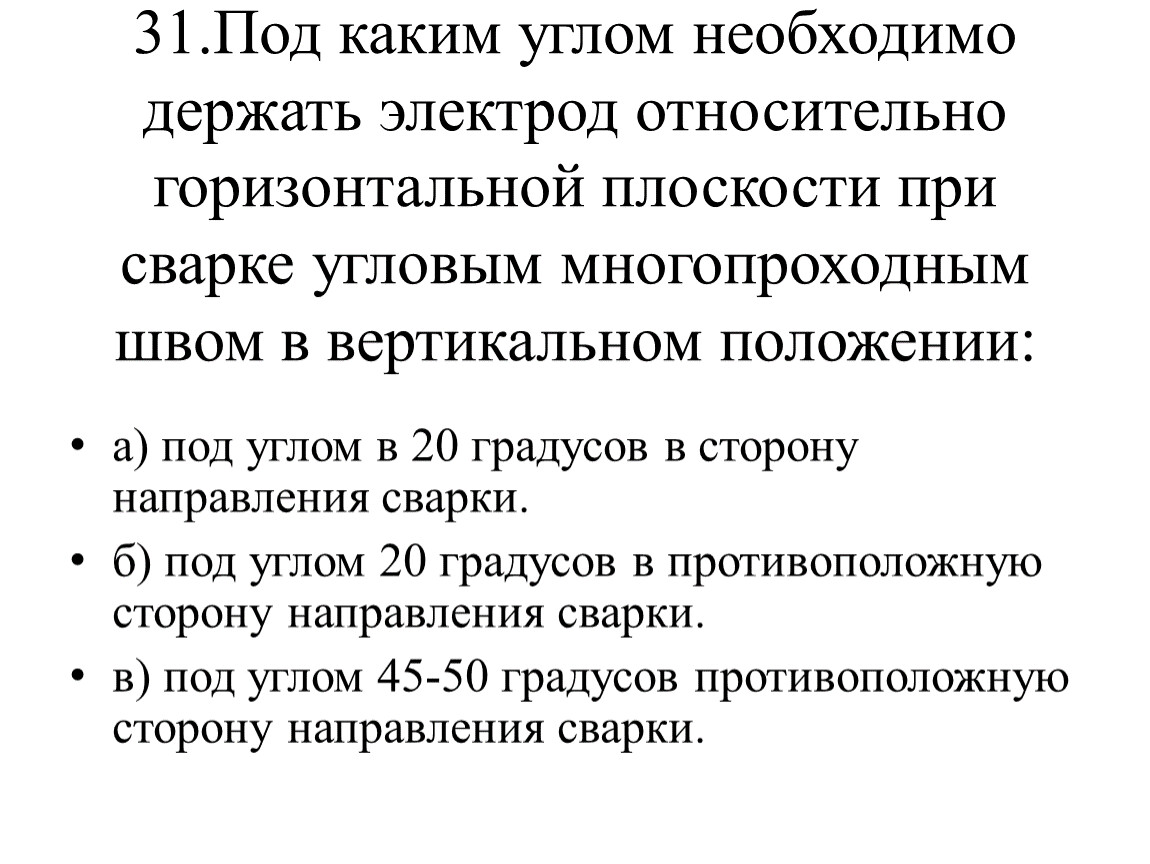
31.Под каким углом необходимо держать электрод относительно горизонтальной плоскости при сварке угловым многопроходным швом в вертикальном положении:
а) под углом в 20 градусов в сторону направления сварки.
б) под углом 20 градусов в противоположную сторону направления сварки.
в) под углом 45-50 градусов противоположную сторону направления сварки.
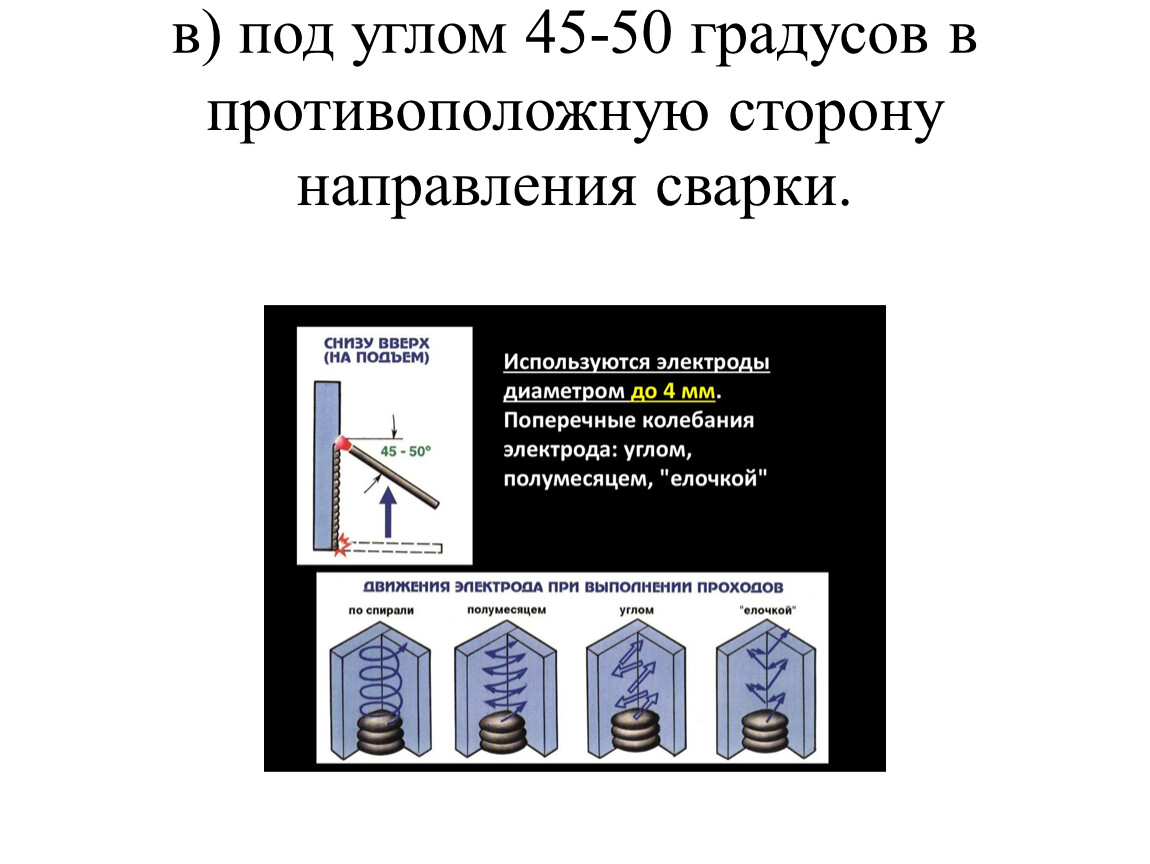
в) под углом 45-50 градусов в противоположную сторону направления сварки.

32. Какими способами удерживается сварочная ванна при сварке углового вертикального шва:
а) положением электрода
б) скоростью сварки.
в) увеличением сварочного тока.
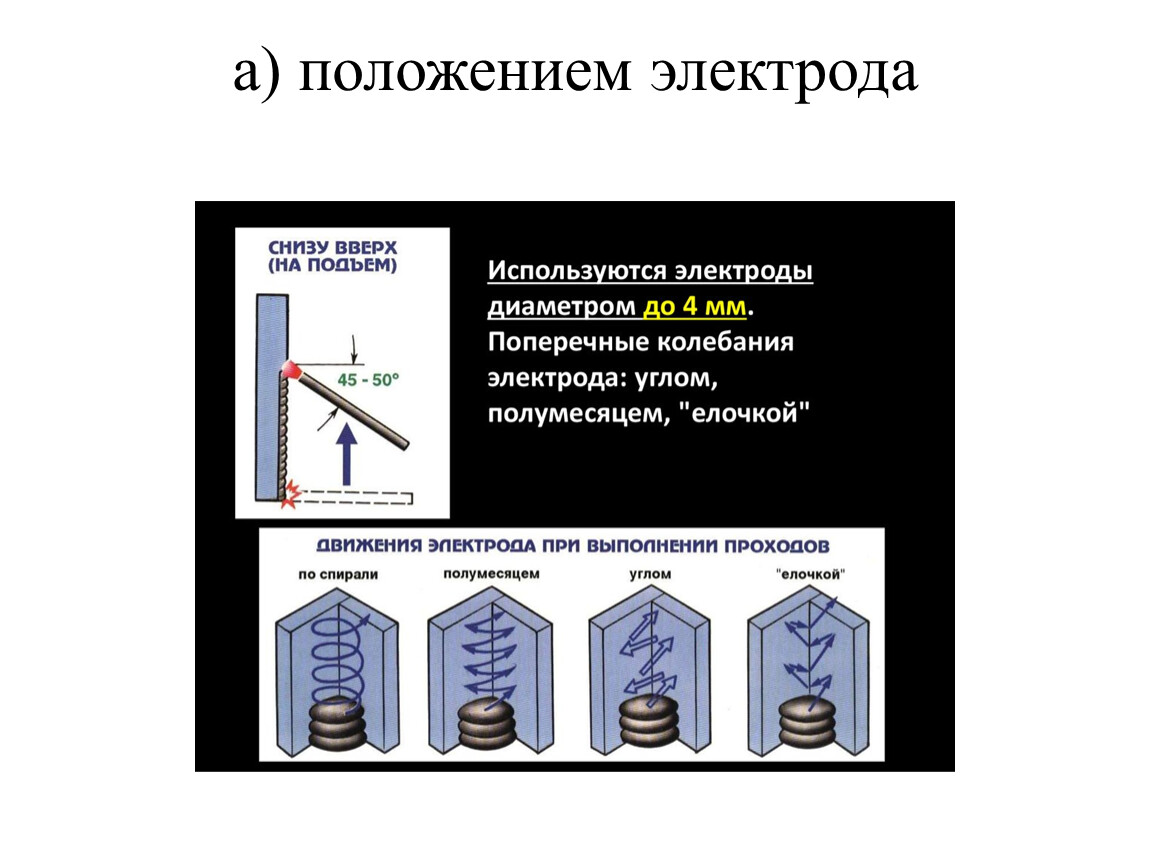
а) положением электрода
33. Перед началом прохода важно прежде всего:
а) зачистить шов
б) установить новый режим сварки.
в) включить вытяжку.

а) зачистить шов

34. Сварочный ток при выполнении вертикальных швов
а) равен значению рекомендуемому для нижнего положения.
б) больше значения рекомендуемого для нижнего положения примерно на 10%
в) меньше значения рекомендуемого для нижнего положения примерно на 10%

в) меньше значения рекомендуемого для нижнего положения примерно на 10%

35. Сварка углового вертикального шва выполняется:
а) короткой дугой.
б) длинной дугой
в) длина дуги не имеет значения

а) короткой дугой.
36. При сварке угловым многопроходным швом при вертикальном положении количество проходов зависит
а) от толщины свариваемого металла
б) от диаметра электрода
в) от квалификации сварщика.

а) от толщины свариваемого металла

37. При сварке угловым многопроходным швом в нижнем положении количество проходов зависит:
а) от толщины свариваемого материала.
б) от диаметра электрода
в) от силы сварочного тока
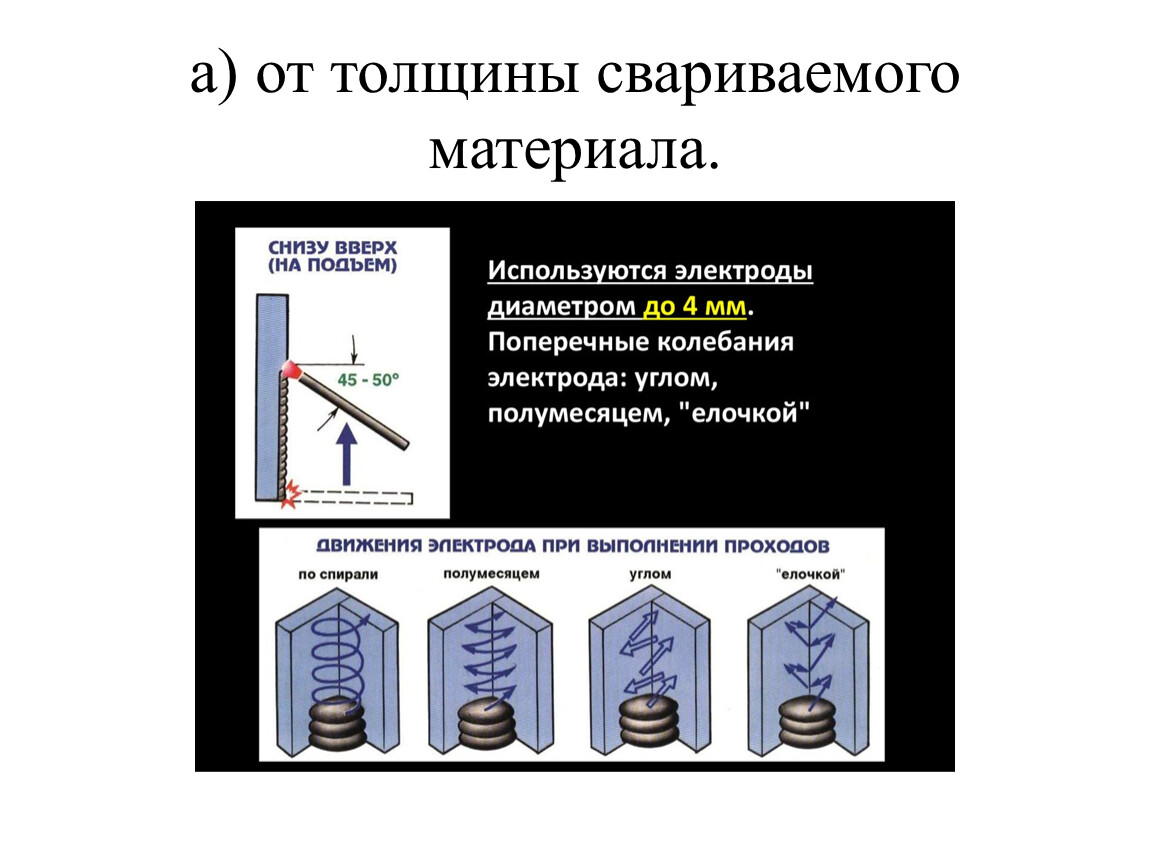
а) от толщины свариваемого материала.
38. Многопроходной угловой шов формируется
а) в результате только одного прохода.
б) в результате нескольких проходов.
в) в результате только пяти проходов.
в) в результате только пяти проходов.
39. Корневой проход углового многопроходного шва имеет:
а) вогнутую форму
б) плоскую форму
в) слегка выпуклую форму.
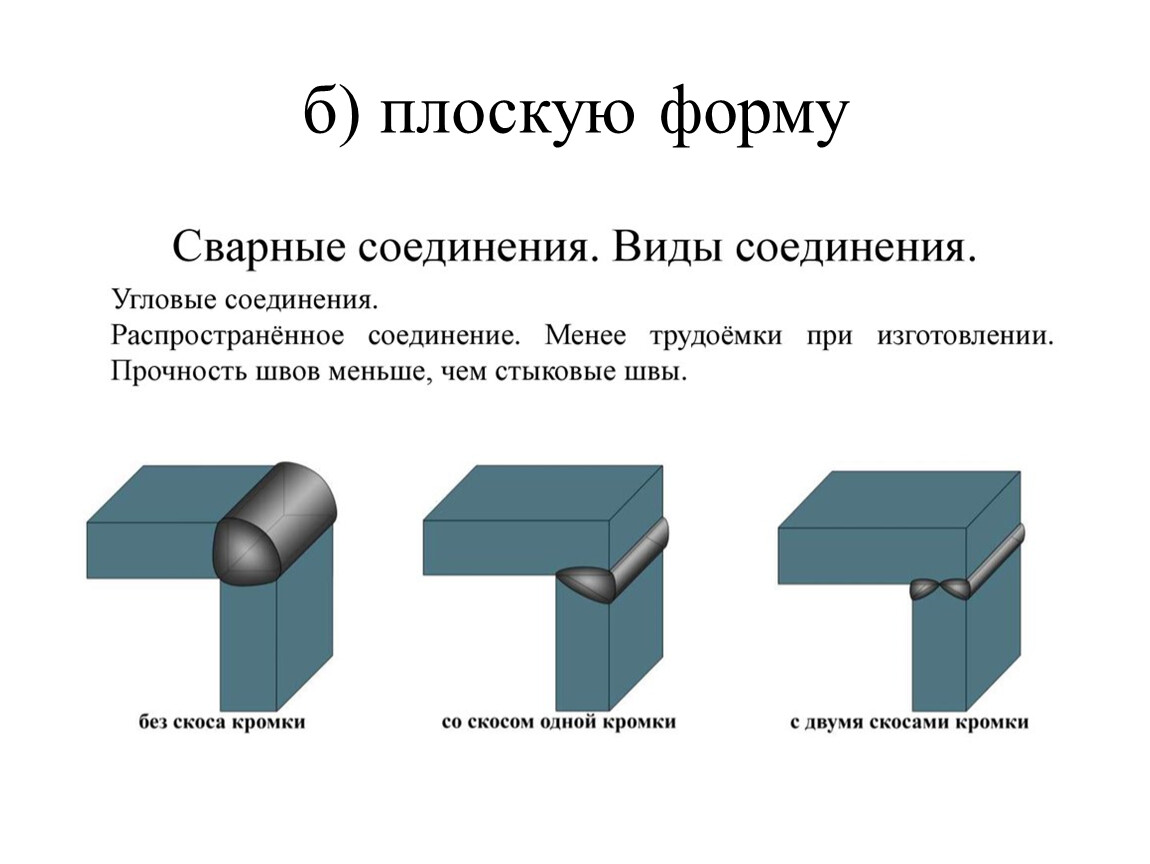
б) плоскую форму
40. Последний проход углового многопроходного шва имеет:
а) вогнутую форму
б) плоскую форму
в) выпуклую форму.
в) выпуклую форму.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.