Поделиться

Министерство образования и науки Пермского края
ГБПОУ Уральский химико-технологический колледж
ПМ. 03.НАПЛАВКА ДЕФЕКТОВ ДЕТАЛЕЙ И УЗЛОВ МАШИН,
МЕХАНИЗМОВ КОНСТРУКЦИЙ И ОТЛИВОК ПОД МЕХАНИЧЕСКУЮ ОБРАБОТКУ И ПРОБНОЕ ДАВЛЕНИЕ
программы подготовки квалифицированных рабочих, служащихСПО по профессии
15.01.05 Сварщик (электросварочные и газосварочные работы
2017 г.
ВАРИАНТ 1
Цель: выявить качество и уровень усвоения изученного материала.
Инструкция: вам предлагается тест, состоящий из 13 тестовых заданий (за каждый правильный ответ вы получаете по одному баллу), и 4 заданий практического характера (№14 -
3б.; №15-3б.; №16-8б.; №17-4б.). На выполнения работы отводится 80 минут. Будьте внимательны и аккуратны при выполнении задания. Желаю успеха!
1.При автоматической дуговой наплавке под слоем флюса ленточными электродами сварочный автомат снабжают
А) дополнительным источником питания
Б) специальной приставкой для подачи ленты
В) шлакоудаляющим скребком
2. Минимальное проплавление основного металла при наплавке достигается путем
А) наклона электрода в сторону, обратную ходу наплавки
Б) наклона электрода в сторону хода наплавки
В) удержания
электрода строго под углом 90![]()
3. В случае плоских поверхностей различают два основных вида наплавки – широких, полученных увеличенными поперечными движениями электрода относительно направления прохода и использование узких валиков с перекрытием друг друга на 0,3-0,4 их ширины и второй -
А) укладка узких и широких валиков поочередно
Б) укладка широких валиков на некотором расстоянии один от другого
В) укладка узких валиков на некотором расстоянии один от другого
4. При многослойной наплавке колебательные движения электродом совершаются в виде полумесяца для
А) прогрева сварочной ванны
Б) быстрого расплавления основного металла
В) для быстрого расплавления электрода
5. Сормайт относится
А) к литым сплавам
Б) к порошковым материалам
В) к зернистым материалам
6.Когда невозможны или затруднены подача флюса или удаление шлаковой корки, то применяют наплавку
А) дуговую
Б) в защитных газах
В) плазменную
7.При выполнении работ по наплавке, необходимость предварительного подогрева определяется содержанием в стали
А) углерода и его эквивалента
Б) хрома и его эквивалента
В) марганца и его эквивалента
Из нескольких вариантов ответов выберите несколько правильных
8.Наплавка цилиндрической поверхности выполняется тремя способами - валиками вдоль образующей цилиндра и
А) точечной наплавкой
Б) по винтовой линии валиками
В) по замкнутым окружностям
9.Основные достоинства плазменной наплавки - это
А) возможность наплавки тонких слоев
Б) высокая производительность
В) малая глубина проплавления основного металла при высокой прочности сцепления
10.Наплавка твердых сплавов как на вновь изготовляемые, так и на изношенные детали может быть произведена
А) ручным способом
Б) с помощью полуавтоматов
В) с помощью автоматов
11.Найдите соответствие очередности операции при смене сгоревшего электрода во время наплавки валиков в нижнем положении сварочного шва названию операции
|
Очередность операции |
Название операции |
|
1. |
А) Зажечь сварочную дугу за кратером |
|
2. |
Б) Переместить электрод перед кратером не прекращая его горения |
|
3. |
В) Продолжить сварку |
|
4. |
Г) Зачистить сварочный шов от шлака |
12. Легирование наплавленного металла происходит через состав стержня электрода и его
…..
13. Различают два вида плазменной наплавки: технология наплавки струей и …
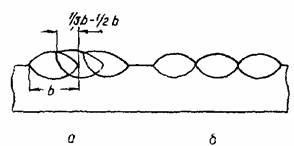
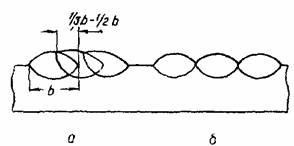
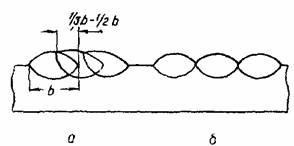
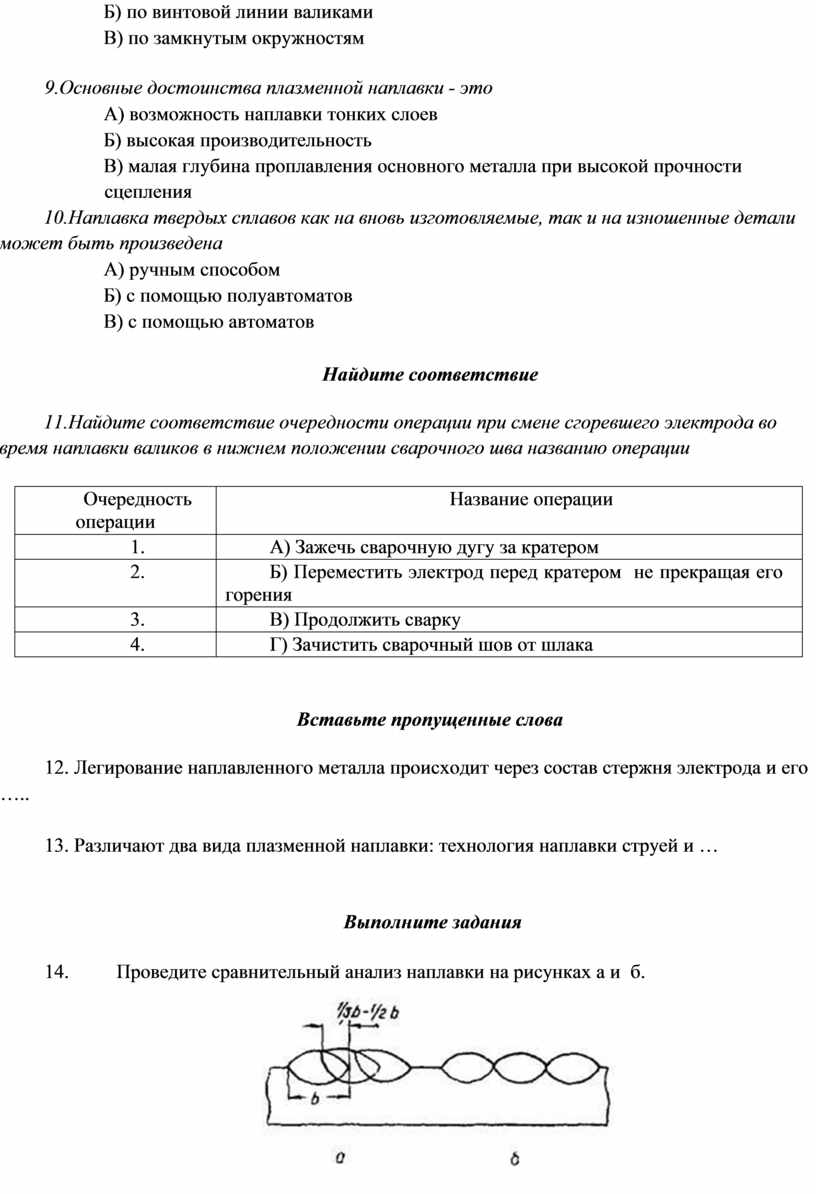
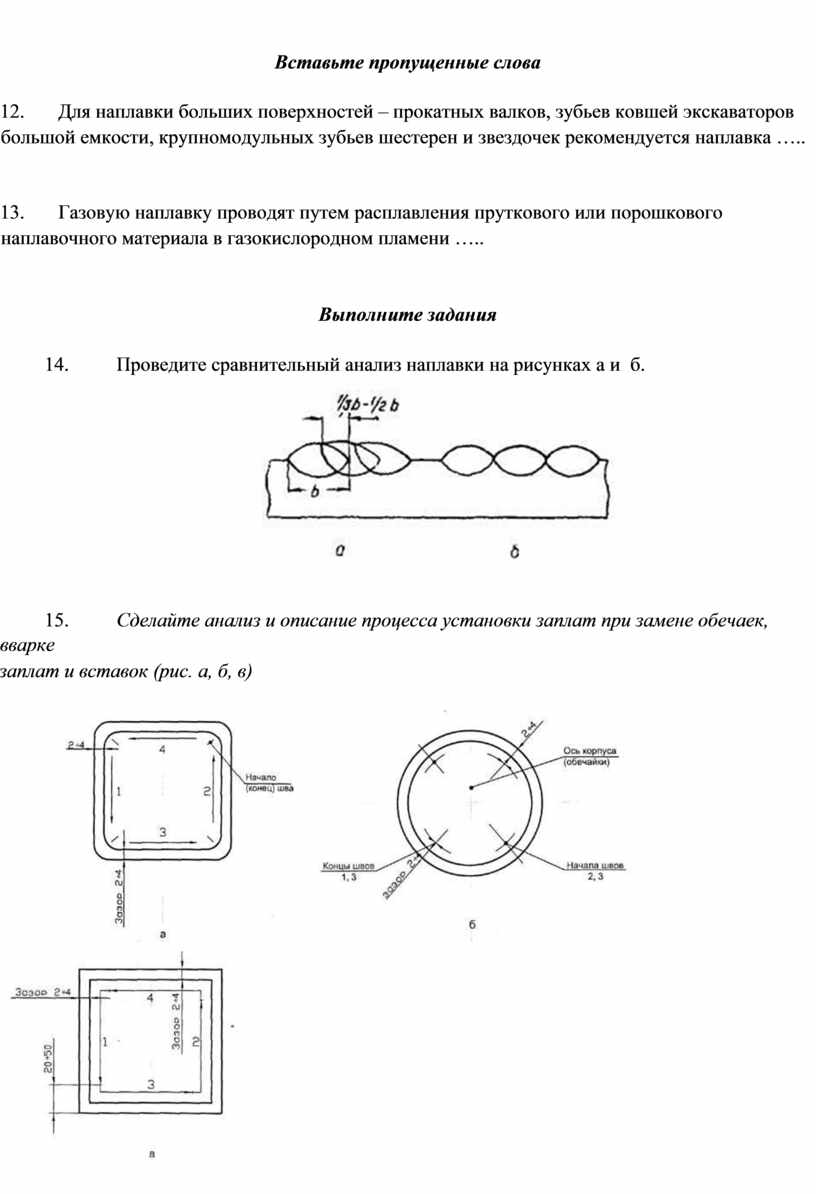
14. Проведите сравнительный анализ наплавки на рисунках а и б.
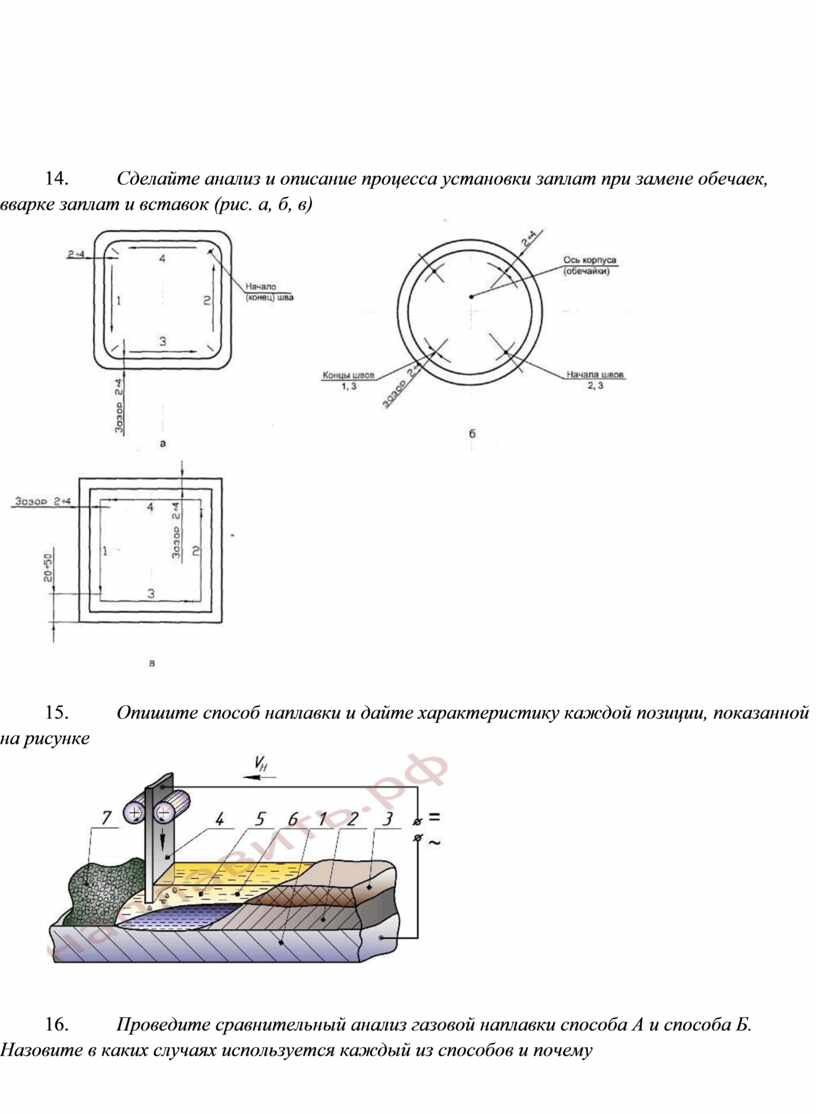
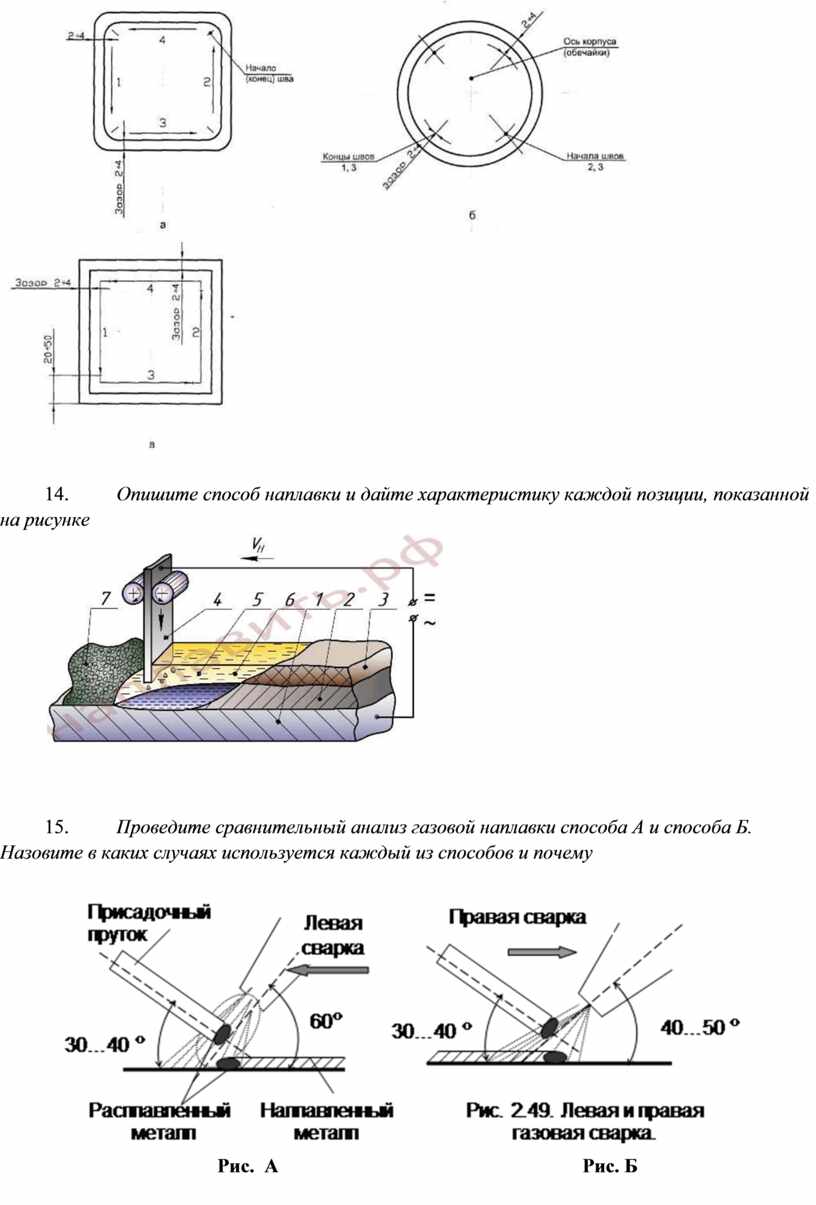
15. Сделайте анализ и описание процесса установки заплат при замене обечаек, вварке заплат и вставок (рис. а, б, в)
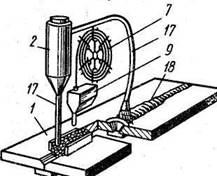
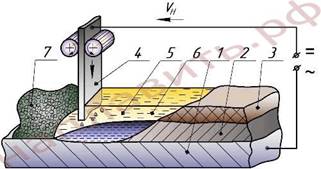
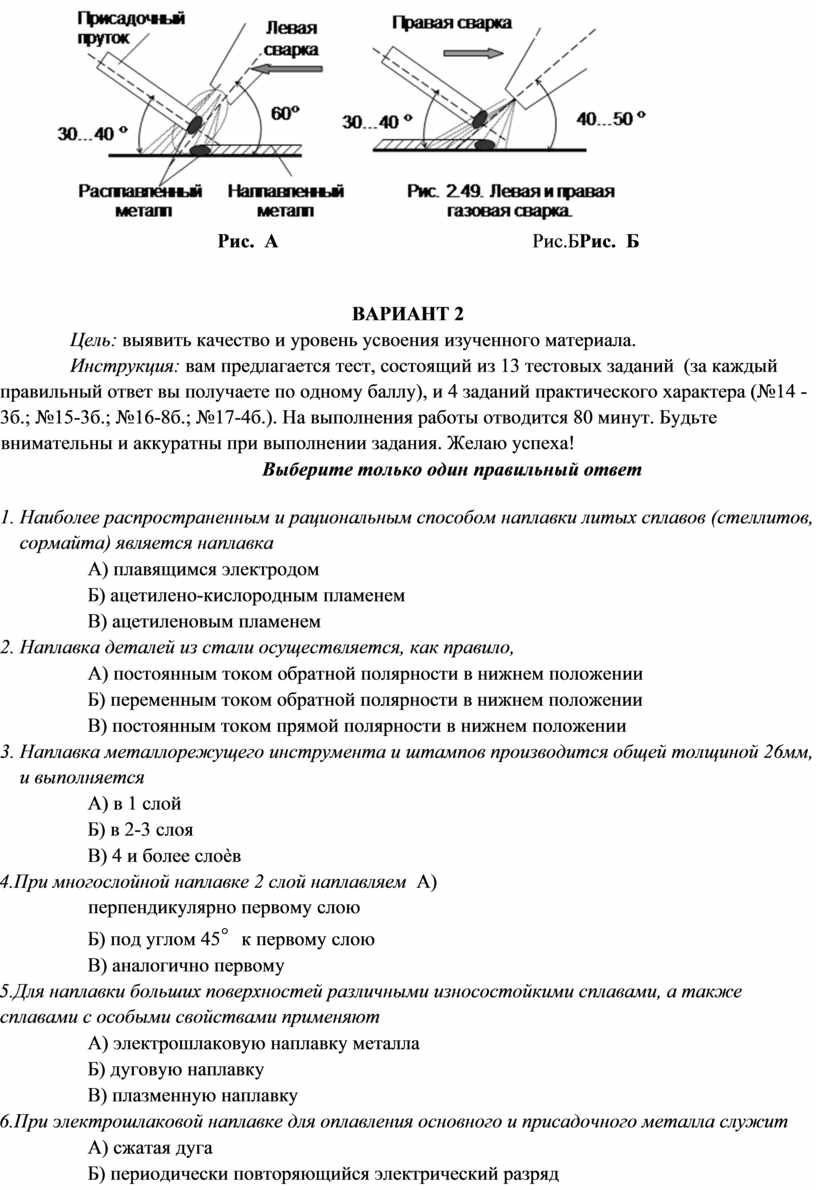
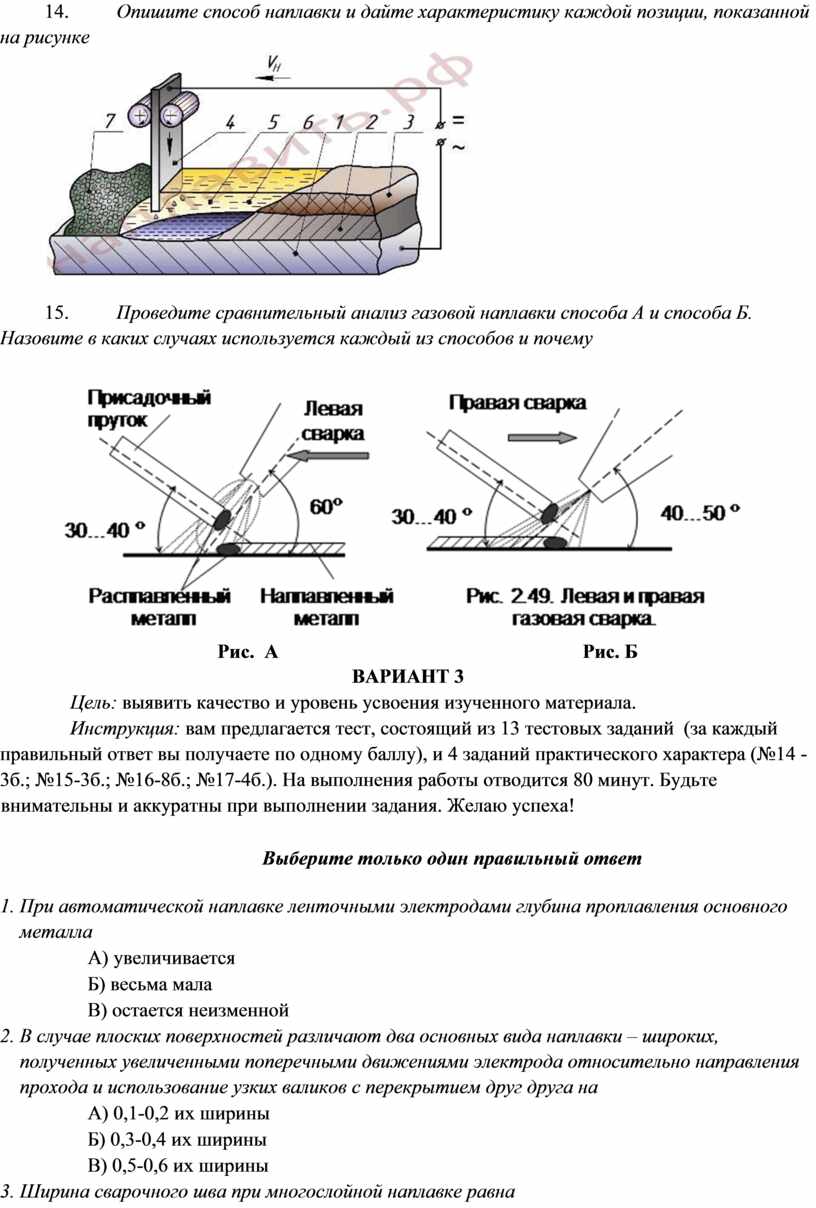
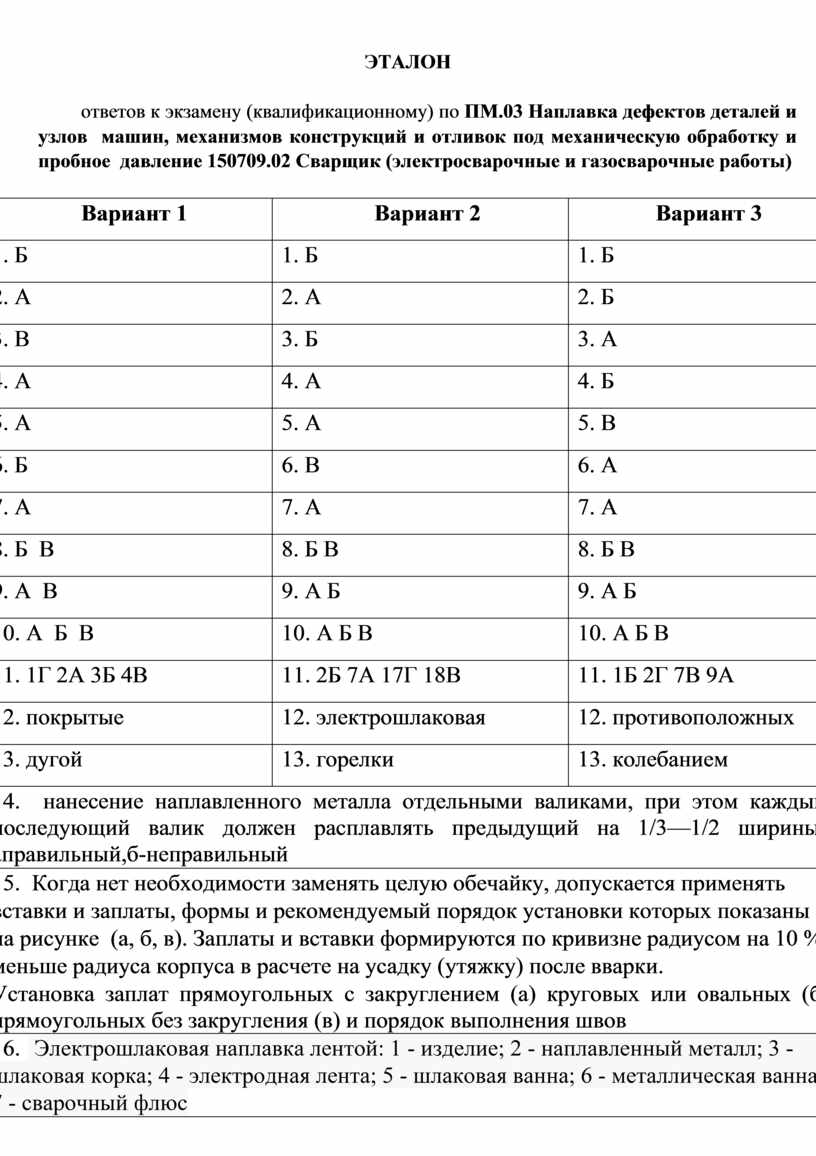
16. Опишите способ наплавки и дайте характеристику каждой позиции, показанной на рисунке
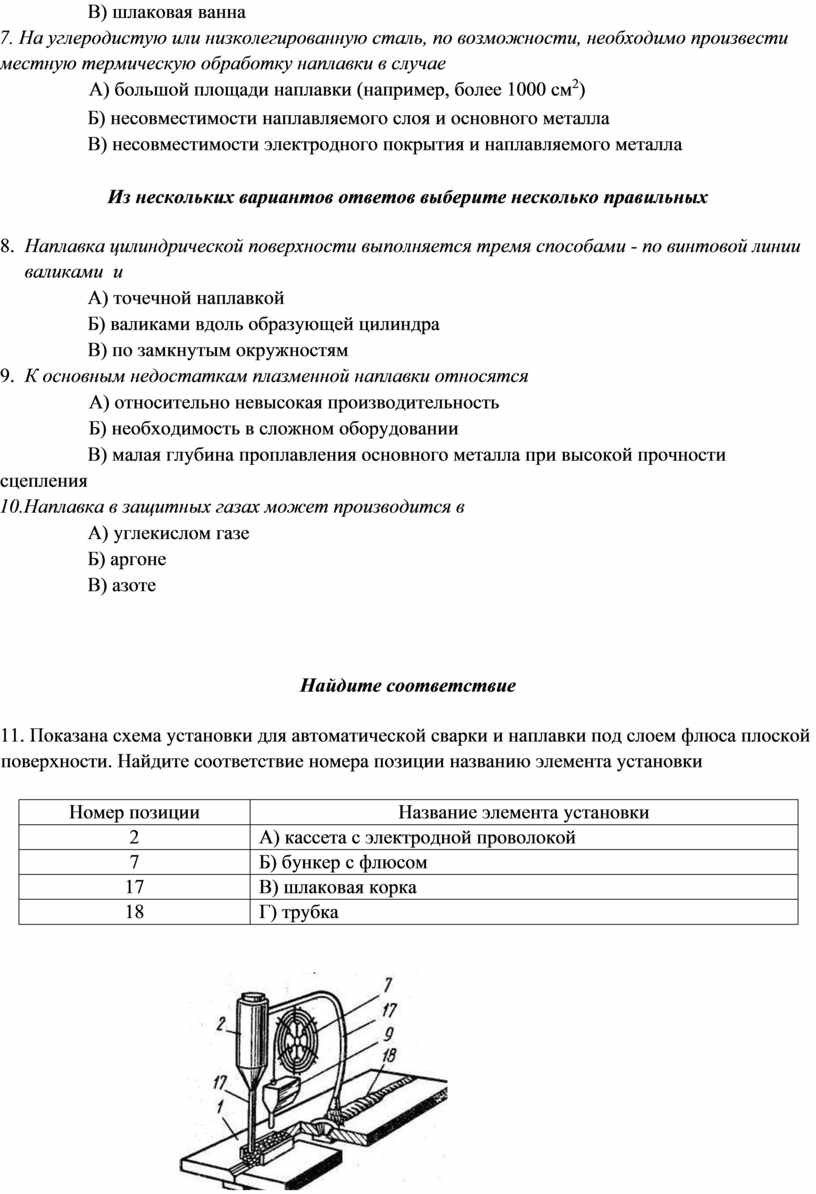
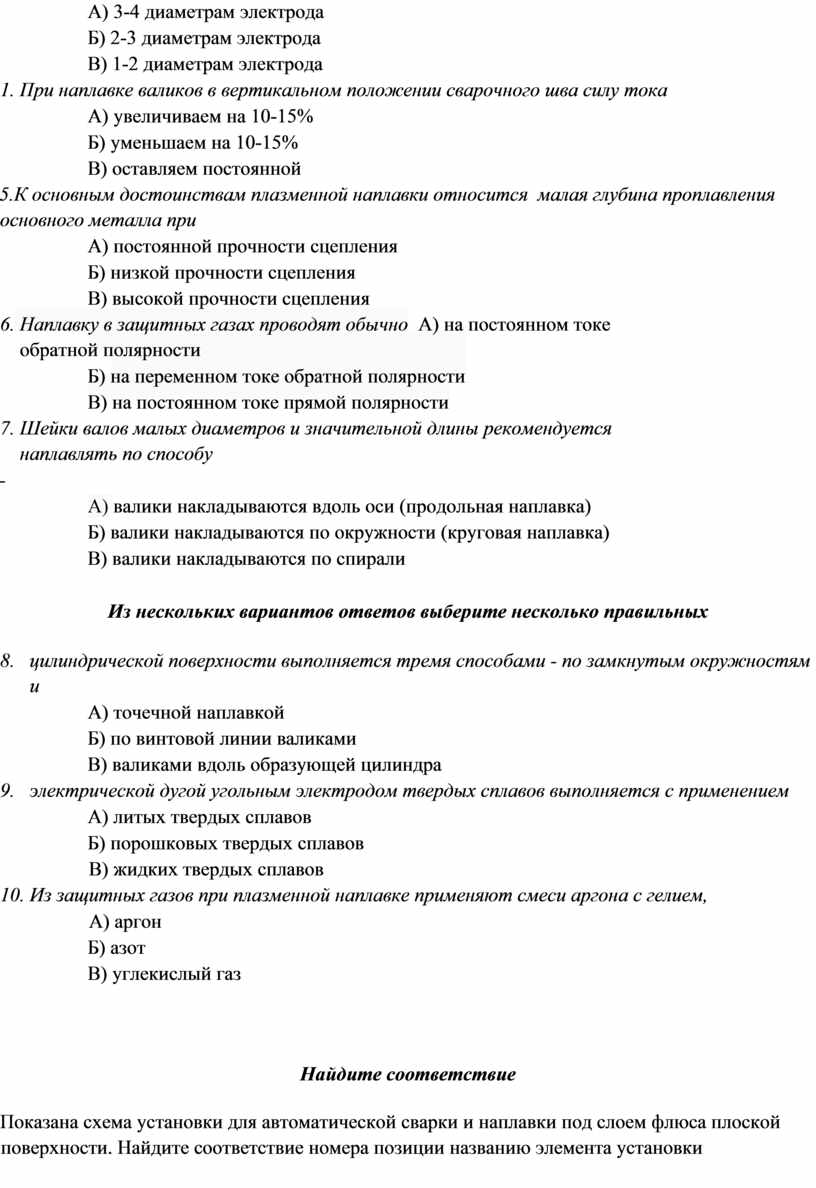
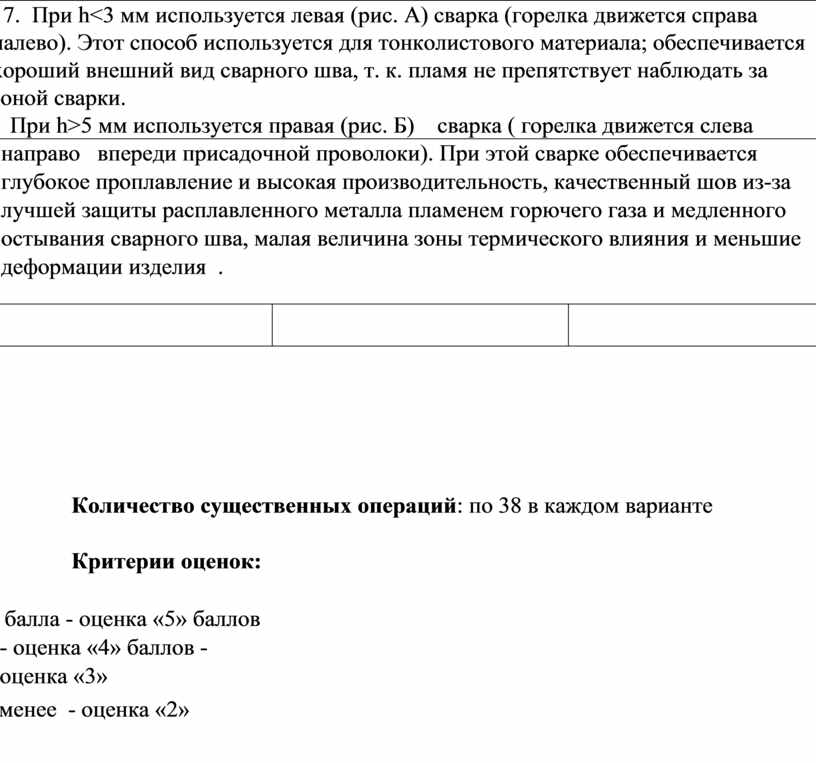
17. Проведите сравнительный анализ газовой наплавки способа А и способа Б. Назовите в каких случаях используется каждый из способов и почему
Рис. А Рис.БРис. Б
Цель: выявить качество и уровень усвоения изученного материала.
Инструкция: вам предлагается тест, состоящий из 13 тестовых заданий (за каждый правильный ответ вы получаете по одному баллу), и 4 заданий практического характера (№14 -
3б.; №15-3б.; №16-8б.; №17-4б.). На выполнения работы отводится 80 минут. Будьте внимательны и аккуратны при выполнении задания. Желаю успеха!
1. Наиболее распространенным и рациональным способом наплавки литых сплавов (стеллитов, сормайта) является наплавка
А) плавящимся электродом
Б) ацетилено-кислородным пламенем
В) ацетиленовым пламенем
2. Наплавка деталей из стали осуществляется, как правило,
А) постоянным током обратной полярности в нижнем положении
Б) переменным током обратной полярности в нижнем положении
В) постоянным током прямой полярности в нижнем положении
3. Наплавка металлорежущего инструмента и штампов производится общей толщиной 26мм, и выполняется
А) в 1 слой
Б) в 2-3 слоя
В) 4 и более слоѐв
4.При многослойной наплавке 2 слой наплавляем А) перпендикулярно первому слою
Б) под углом 45![]() к первому слою
к первому слою
В) аналогично первому
5.Для наплавки больших поверхностей различными износостойкими сплавами, а также сплавами с особыми свойствами применяют
А) электрошлаковую наплавку металла
Б) дуговую наплавку
В) плазменную наплавку
6.При электрошлаковой наплавке для оплавления основного и присадочного металла служит
А) сжатая дуга
Б) периодически повторяющийся электрический разряд
В) шлаковая ванна
7. На углеродистую или низколегированную сталь, по возможности, необходимо произвести местную термическую обработку наплавки в случае
А) большой площади наплавки (например, более 1000 см2)
Б) несовместимости наплавляемого слоя и основного металла
В) несовместимости электродного покрытия и наплавляемого металла
8. Наплавка цилиндрической поверхности выполняется тремя способами - по винтовой линии валиками и
А) точечной наплавкой
Б) валиками вдоль образующей цилиндра
В) по замкнутым окружностям
9. К основным недостаткам плазменной наплавки относятся
А) относительно невысокая производительность
Б) необходимость в сложном оборудовании
В) малая глубина проплавления основного металла при высокой прочности
сцепления
10.Наплавка в защитных газах может производится в
А) углекислом газе
Б) аргоне
В) азоте
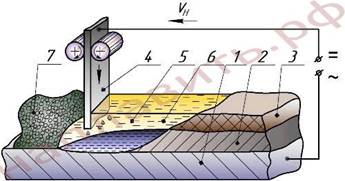
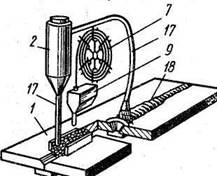
11. Показана схема установки для автоматической сварки и наплавки под слоем флюса плоской поверхности. Найдите соответствие номера позиции названию элемента установки
|
Номер позиции |
Название элемента установки |
|
2 |
А) кассета с электродной проволокой |
|
7 |
Б) бункер с флюсом |
|
17 |
В) шлаковая корка |
|
18 |
Г) трубка |
12. Для наплавки больших поверхностей – прокатных валков, зубьев ковшей экскаваторов большой емкости, крупномодульных зубьев шестерен и звездочек рекомендуется наплавка …..
13. Газовую наплавку проводят путем расплавления пруткового или порошкового наплавочного материала в газокислородном пламени …..
14. Проведите сравнительный анализ наплавки на рисунках а и б.
15. Сделайте анализ и описание процесса установки заплат при замене обечаек, вварке
заплат и вставок (рис. а, б, в)
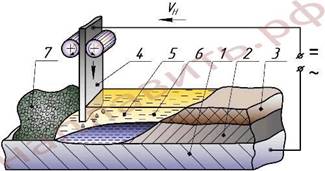
16. Опишите способ наплавки и дайте характеристику каждой позиции, показанной на рисунке
17. Проведите сравнительный анализ газовой наплавки способа А и способа Б. Назовите в каких случаях используется каждый из способов и почему
Рис. А Рис. Б
Цель: выявить качество и уровень усвоения изученного материала.
Инструкция: вам предлагается тест, состоящий из 13 тестовых заданий (за каждый правильный ответ вы получаете по одному баллу), и 4 заданий практического характера (№14 -
3б.; №15-3б.; №16-8б.; №17-4б.). На выполнения работы отводится 80 минут. Будьте внимательны и аккуратны при выполнении задания. Желаю успеха!
1. При автоматической наплавке ленточными электродами глубина проплавления основного металла
А) увеличивается
Б) весьма мала
В) остается неизменной
2. В случае плоских поверхностей различают два основных вида наплавки – широких, полученных увеличенными поперечными движениями электрода относительно направления прохода и использование узких валиков с перекрытием друг друга на
А) 0,1-0,2 их ширины
Б) 0,3-0,4 их ширины
В) 0,5-0,6 их ширины
3. Ширина сварочного шва при многослойной наплавке равна
А) 3-4 диаметрам электрода
Б) 2-3 диаметрам электрода
В) 1-2 диаметрам электрода
4. При наплавке валиков в вертикальном положении сварочного шва силу тока
А) увеличиваем на 10-15%
Б) уменьшаем на 10-15%
В) оставляем постоянной
5.К основным достоинствам плазменной наплавки относится малая глубина проплавления основного металла при
А) постоянной прочности сцепления
Б) низкой прочности сцепления
В) высокой прочности сцепления
6.  Наплавку в
защитных газах проводят обычно А) на постоянном токе
обратной полярности
Наплавку в
защитных газах проводят обычно А) на постоянном токе
обратной полярности
Б) на переменном токе обратной полярности
В) на постоянном токе прямой полярности
7. Шейки валов малых диаметров и значительной длины рекомендуется наплавлять по способу
-
А) валики накладываются вдоль оси (продольная наплавка)
Б) валики накладываются по окружности (круговая наплавка)
В) валики накладываются по спирали
8. цилиндрической поверхности выполняется тремя способами - по замкнутым окружностям и
А) точечной наплавкой
Б) по винтовой линии валиками
В) валиками вдоль образующей цилиндра
9. электрической дугой угольным электродом твердых сплавов выполняется с применением
А) литых твердых сплавов
Б) порошковых твердых сплавов
В) жидких твердых сплавов
10. Из защитных газов при плазменной наплавке применяют смеси аргона с гелием,
А) аргон
Б) азот
В) углекислый газ
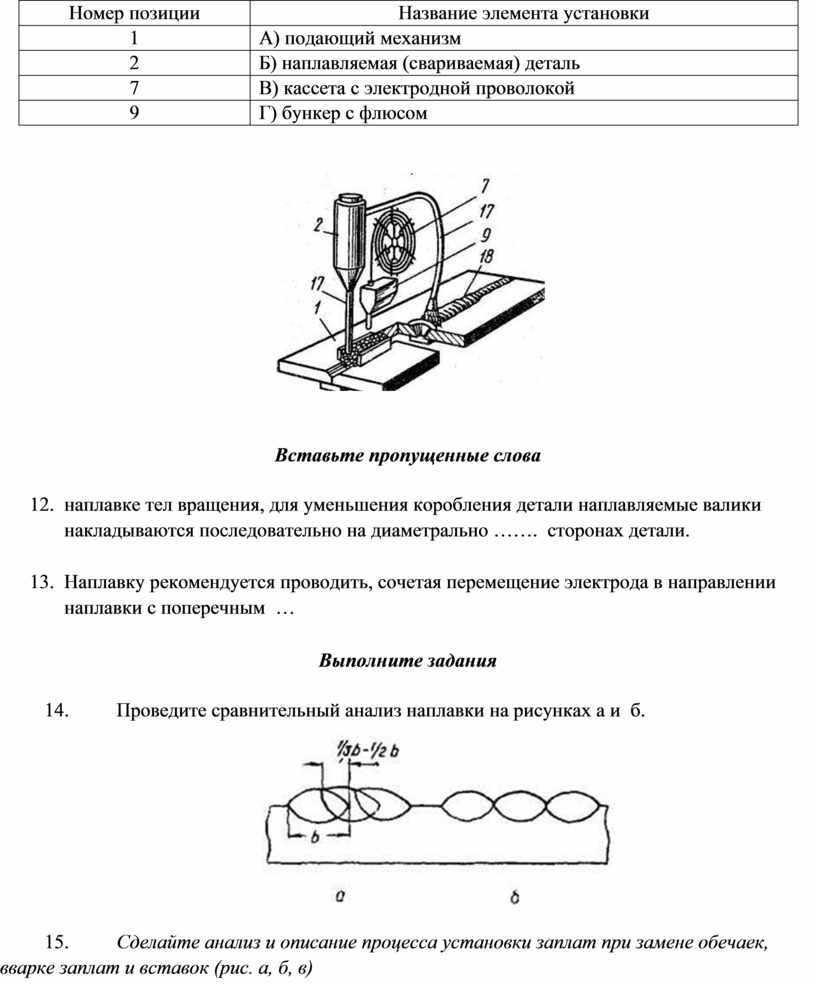
Показана схема установки для автоматической сварки и наплавки под слоем флюса плоской поверхности. Найдите соответствие номера позиции названию элемента установки
|
Номер позиции |
Название элемента установки |
|
1 |
А) подающий механизм |
|
2 |
Б) наплавляемая (свариваемая) деталь |
|
7 |
В) кассета с электродной проволокой |
|
9 |
Г) бункер с флюсом |
12. наплавке тел вращения, для уменьшения коробления детали наплавляемые валики накладываются последовательно на диаметрально ……. сторонах детали.
13. Наплавку рекомендуется проводить, сочетая перемещение электрода в направлении наплавки с поперечным …
14. Проведите сравнительный анализ наплавки на рисунках а и б.
15. Сделайте анализ и описание процесса установки заплат при замене обечаек, вварке заплат и вставок (рис. а, б, в)
16. Опишите способ наплавки и дайте характеристику каждой позиции, показанной на рисунке
17. Проведите сравнительный анализ газовой наплавки способа А и способа Б. Назовите в каких случаях используется каждый из способов и почему

Рис. А Рис. Б
ЭТАЛОН
|
Вариант 1 |
Вариант 2 |
Вариант 3 |
||||
|
1. Б |
1. Б |
1. Б |
||||
|
2. А |
2. А |
2. Б |
||||
|
3. В |
3. Б |
3. А |
||||
|
4. А |
4. А |
4. Б |
||||
|
5. А |
5. А |
5. В |
||||
|
6. Б |
6. В |
6. А |
||||
|
7. А |
7. А |
7. А |
||||
|
8. Б В |
8. Б В |
8. Б В |
||||
|
9. А В |
9. А Б |
9. А Б |
||||
|
10. А Б В |
10. А Б В |
10. А Б В |
||||
|
11. 1Г 2А 3Б 4В |
11. 2Б 7А 17Г 18В |
11. 1Б 2Г 7В 9А |
||||
|
12. покрытые |
12. электрошлаковая |
12. противоположных |
||||
|
13. дугой |
13. горелки |
13. колебанием |
||||
|
14. нанесение наплавленного металла отдельными валиками, при этом каждый последующий валик должен расплавлять предыдущий на 1/3—1/2 ширины; аправильный,б-неправильный |
||||||
|
15. Когда нет необходимости заменять целую обечайку, допускается применять вставки и заплаты, формы и рекомендуемый порядок установки которых показаны на рисунке (а, б, в). Заплаты и вставки формируются по кривизне радиусом на 10 % меньше радиуса корпуса в расчете на усадку (утяжку) после вварки. Установка заплат прямоугольных с закруглением (а) круговых или овальных (б), прямоугольных без закругления (в) и порядок выполнения швов |
||||||
|
16. |
Электрошлаковая наплавка лентой: 1 - изделие; 2 - наплавленный металл; 3 - |
|
||||
|
|
шлаковая корка; 4 - электродная лента; 5 - шлаковая ванна; 6 - металлическая ванна; |
|||||
|
7 - сварочный флюс |
|
|||||
|
17. При h<3 мм используется левая (рис. А) сварка (горелка движется справа налево). Этот способ используется для тонколистового материала; обеспечивается хороший внешний вид сварного шва, т. к. пламя не препятствует наблюдать за зоной сварки. При h>5 мм используется правая (рис. Б) сварка ( горелка движется слева |
||||||
|
направо впереди присадочной проволоки). При этой сварке обеспечивается глубокое проплавление и высокая производительность, качественный шов из-за лучшей защиты расплавленного металла пламенем горючего газа и медленного остывания сварного шва, малая величина зоны термического влияния и меньшие деформации изделия .
|
||||||
|
|
|
|
||||
Количество существенных операций: по 38 в каждом варианте
Критерии оценок:
балла - оценка «5» баллов - оценка «4» баллов - оценка «3»
менее - оценка «2»
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.