Поделиться

83. Сборка оборудования после ремонта тор
Сборка оборудования является завершающим этапом в технологическом процессе монтажа, наладки и ремонта. Ее выполняют в ремонтно-механическом цехе или непосредственно в производственном цехе, если машину не снимали с фундамента, а ремонтировали отдельные узлы. Качество сборки зависит не только от ее точности, но и от методов организации процесса, чистоты собираемых деталей, оснащения рабочих мест, контроля при сборке и испытании собранных узлов, агрегатов оборудования. Сборку оборудования разделяют на узловую и общую. Начинают сборку с базовой детали, базового узла или агрегата в зависимости от того, что собирается - узел, агрегат или машина.
Под базовым сборочным элементом понимают узел (агрегат), являющийся исходным для начала процесса сборки. Узел - Это соединение базовой детали с другими. Его можно собрать обособленно от других деталей. Узел может состоять как из отдельных деталей, так и предварительно соединенных до установки в узел. Поэтому, помимо узловой сборки, различают еще подсбор - ку, т. е. простейшее соединение деталей, называемое подузел.
В результате соединения базового узла с несколькими узлами и деталями получаем агрегат. Базовый агрегат - это рама с монтированными другими агрегатами, узлами и деталями. Базовый агрегат образует готовое изделие - машину.
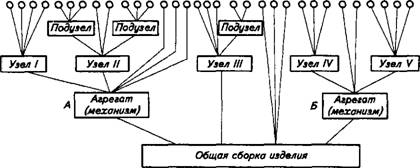
Схемы сборки, дающие представление о взаимосвязи сборочных элементов, показаны на рис. 7.1. Формы построения схем сборки, как и расчленения на сборочные элементы, зависят от конструкции изделия.
|
Детали 12345678 9 10 1112 13 1415161718 19 20 21 22 23 24 25 26 27 28 29 30 31 32
Рис. 7.1. Схема сборки |
При этом методе разборочно-сборочные работы производятся на одном посту и все операции по сборке осуществляются одной бригадой рабочих. Обезличивание деталей, узлов и агрегатов отсутствует. Отличительной особенностью данного метода является большая длительность ремонта и высокая квалификация рабочих, а отсюда и высокая стоимость сборки.
Узловая сборка (подсборка) является стационарной, выполняется обычно на одном рабочем месте, по преимуществу на верстаках или на специальных столах, оборудованных соответствующими приспособлениями.
Выбор методов сборки агрегатов и общей сборки машин зависит от производственной программы предприятия и ее однородности в отношении типов и марок оборудования. Наиболее совершенной формой сборки машин и агрегатов является поточный метод. Однако его можно осуществить только на специализированных предприятиях при централизованном способе ремонта. При поточном методе осуществляются дифференциация сборочных процессов и специализация рабочих мест и рабочих. Благодаря этому трудоемкость сборочных работ и их себестоимость резко снижаются, преимущественно для резьбовых соединений.
После разработки схемы сборки изделия следует определить отдельные конструктивные особенности каждой детали, обеспечивающие возможность ее транспортирования и ориентации автоматическими механизмами, что облегчит процесс сборки. Необходим отметить, что на ранней стадии проектирования конструкции сборочной единицы или изделия число составляющих их деталей должно быть минимальным. Так, например, если собираемое изделие состоит из десяти деталей, каждая из которых с уровнем качества в 99%, то вероятность работы сборочной машины без остановки составит 90%. При уровне качества тех же деталей в 99,5% вероятность безостановочной работы машины будет 95%. Если число деталей в изделии будет снижено до шести, то при уровне качества в 99% вероятность безостановочной работы машины составит 94%. В таком случае лучшая работа сборочной машины будет достигнута с меньшими затратами, чем требовалось бы для обеспечения более высокого уровня качества собираемых деталей. Уменьшение числа деталей в изделии ведет также к сокращению количества операций сборки. Технологичность конструкции деталей с учетом требований автоматической сборки в значительной степени способствует повышению эффективности автоматического сборочного процесса.
Для качественной сборки резьбовых соединений необходимо правильно затягивать болты и гайки. Обеспечивая нужные посадки, отсутствие перекосов в соединениях, болты и шпильки не должны иметь искривлений, а стопорные устройства, предотвращающие самоотвинчивание, должны быть надежными.
При креплении деталей, имеющих несколько гаек, соблюдают определенную последовательность в затяжке. При затяжке круглых деталей (фланцев, крышек цилиндров) сначала затягивают среднюю пару гаек, за ней пару соседних справа, потом пару соседних слева и т. д., постепенно приближаясь к концам. Шпильки ставят в корпус детали с плотной посадкой строго перпендикулярно к той поверхности, в которую их ввертывают.
Алгоритм процесса сборки изделия с использованием резьбовых соединений может складываться из совокупности следующих операций: 1) подача деталей собираемого узла; 2) их установка; 3) подача крепежных деталей; 4) их установка; 5) подвод инструмента; 6) предварительное сопряжение резьбовых деталей (наживление), завертывание, затяжка; 7) отвод инструмента; 8) подвод инструмента; 9) стопорение; 10) отвод инструмента; 11) контроль; 12) маркировка; 13) транспортирование собранного узла на другую позицию.
В указанном процессе только этапы 6, 9, 11 и 12 представляют собственно рабочий процесс сборки, а остальные являются транспортными (перемещение, ориентирование). Время на перемещение и установку деталей и сборочных единиц изделия во многих случаях превосходит время сборочного процесса.
Таким образом, при механизации и автоматизации процесса сборки резьбовых деталей транспортирующие и ориентирующие устройства или в общем случае загрузочные устройства играют первостепенную роль. Эти устройства редко являются неотъемлемой частью сборочных машин. В последнее время наметилась тенденция к созданию загрузочных устройств, представляющих собой самостоятельные модули, которые можно встраивать по агрегатному принципу в различной комбинации в сборочные машины.
Независимо от вида загрузочные устройства подразделяют на универсальные, универсально-наладочные и специальные. Первые два вида с помощью переналадки и замены некоторых деталей могут быть использованы для однотипных деталей резьбовых соединений, отличающихся размерами и до некоторой степени формой. Специальные устройства могут быть использованы только для конкретных деталей одного типа (рассчитаны на определенное изделие).
Выбранный тип устройства для загрузки деталей резьбовых соединений и целесообразность его использования должны быть обоснованы технико-экономическим расчетом.
Загрузочные устройства для деталей резьбовых соединений можно разделить на магазинные, штабельные и бункерные.
В магазинных устройствах ориентированные детали помещаются в один ряд в разрядку (с промежутками) или вплотную. Довольно распространенной разновидностью этих устройств являются кассетные устройства, представляющие собой иногда пластмассовые или бумажные ленты, гнезда которых заполнены резьбовыми деталями. Магазинные устройства чаще всего применяют для винтов.
В штабельных устройствах детали располагаются в несколько рядов или несколько слоев. Такие устройства наиболее пригодны для гаек и шайб.

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.