Поделиться

У Р О К И 30—31
Цель.
· Познакомить учащихся с правилами и при- емами отрезания заготовок и вытачивания канавок.
Оснащение. Токарно-винторезный станок, штан- генциркуль, резцы, заготовки изделий, технологи-
ческие карты, плакаты.
Объект и содержание работы. Практическая ра- бота. Отрезание и вытачивание канавок (винт для резцедержателя, болт, ось).
Новые понятия. Отрезание, отрезание вразгонку.
Методические рекомендации
При работе на токарно-винторезных станках особую сложность для учащихся представляет отрезание деталей. Нетвердое знание ими правил установки резца, характера и условий процесса отрезания достаточно часто приводит к поломке режущего инструмента. Поэтому, приступая к изложению теоретического материала, целесообразно задать учащимся вопросы по ранее пройденным темам:
1. Какие требования предъявляют к установке резца?
2. Применяют ли продольную подачу суппорта станка при точении канавок?
3. Каким образом закрепляют детали при обтачи- вании?
Затем следует показать возможные способы уста- новки резца, обратив внимание на вопросы:
1. Изменится ли величина переднего и заднего углов при установке резца выше или ниже линии центров?
2. К каким последствиям приведет такая установка?
После объяснений учителя и демонстрации им различных положений резца в резцедержателе учащиеся должны понять, что правильной является такая установка резца, когда его главная режущая кромка находится на линии центров. Если резец установить выше линии центров, то передний угол увеличивается (что ухудшает сход стружки), а углы резания и задний угол уменьшаются. Уменьшение заднего угла приводит к усилению трения зад- ней поверхности резца о заготовку и его преждевре- менному износу. Если резец установить ниже линии центров станка, то передний угол уменьшается, а углы резания и задний угол увеличиваются. В этом случае ухудшаются условия резания, под давлением стружки происходят выкрашивание режущей кромки и поломка резца.
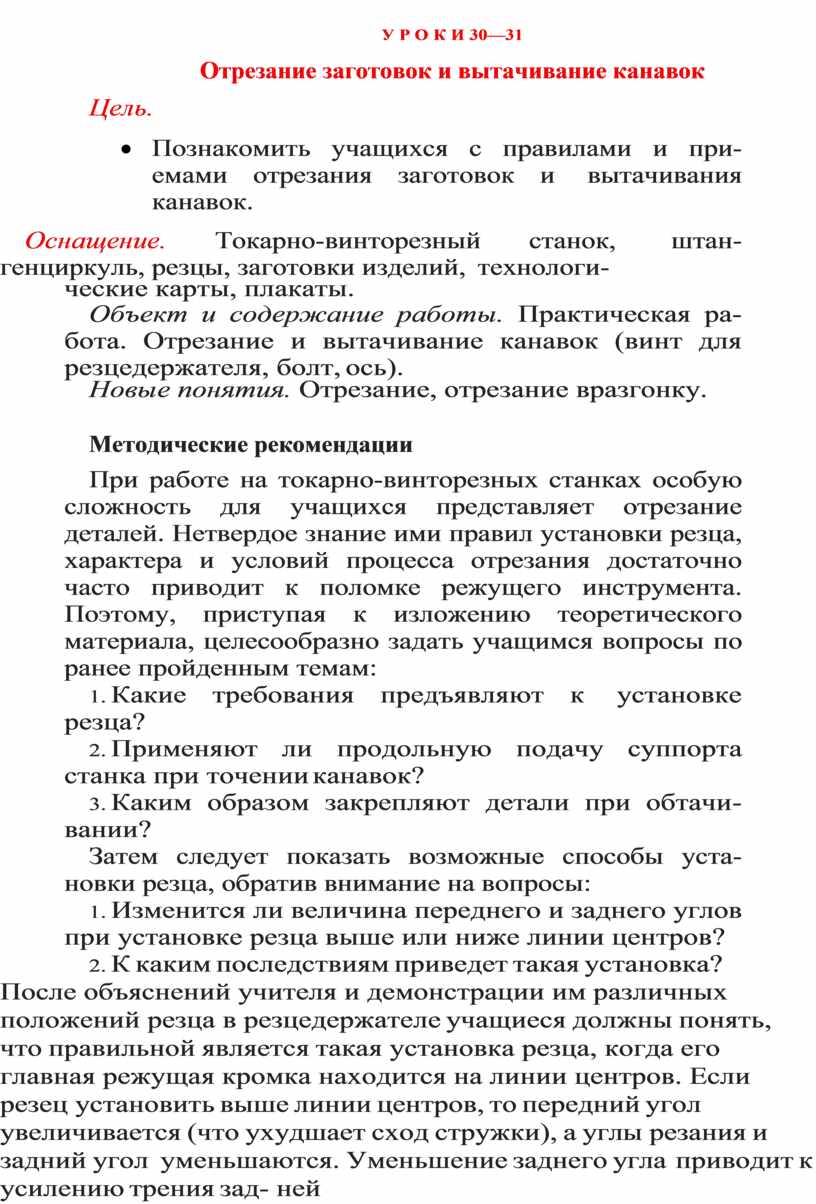
Отрезной резец следует устанавливать строго пер- пендикулярно к оси заготовки, чтобы боковые по- верхности его головки не соприкасались со стенками прорезаемой канавки. Боковые поверхности отрез- ных резцов должны иметь угол поднутрения в пре- делах 1—20° (рис. 2). При отрезании заготовок мо- жет возникнуть вибрация, как правило, приводящая к поломке резца. Чтобы резец во время работы
не вибрировал, его вылет должен быть минимальным.
Кроме того, необходимо определить оптимальное расстояние от кулачков патрона до резца. Оно должно быть минимальным. Производить отрезание при большом вылете заготовки из патрона не следует.
Для отрезания заготовок используют несколько способов.
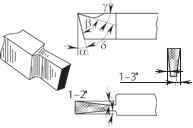 |
Рис. 2. Отрезной резец
![]()
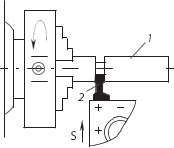
![]() Рис. 3. Отрезание заготовки перемещением резца
от наружного диаметра к центру заготовки поперечной подачей
Рис. 3. Отрезание заготовки перемещением резца
от наружного диаметра к центру заготовки поперечной подачей
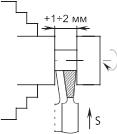
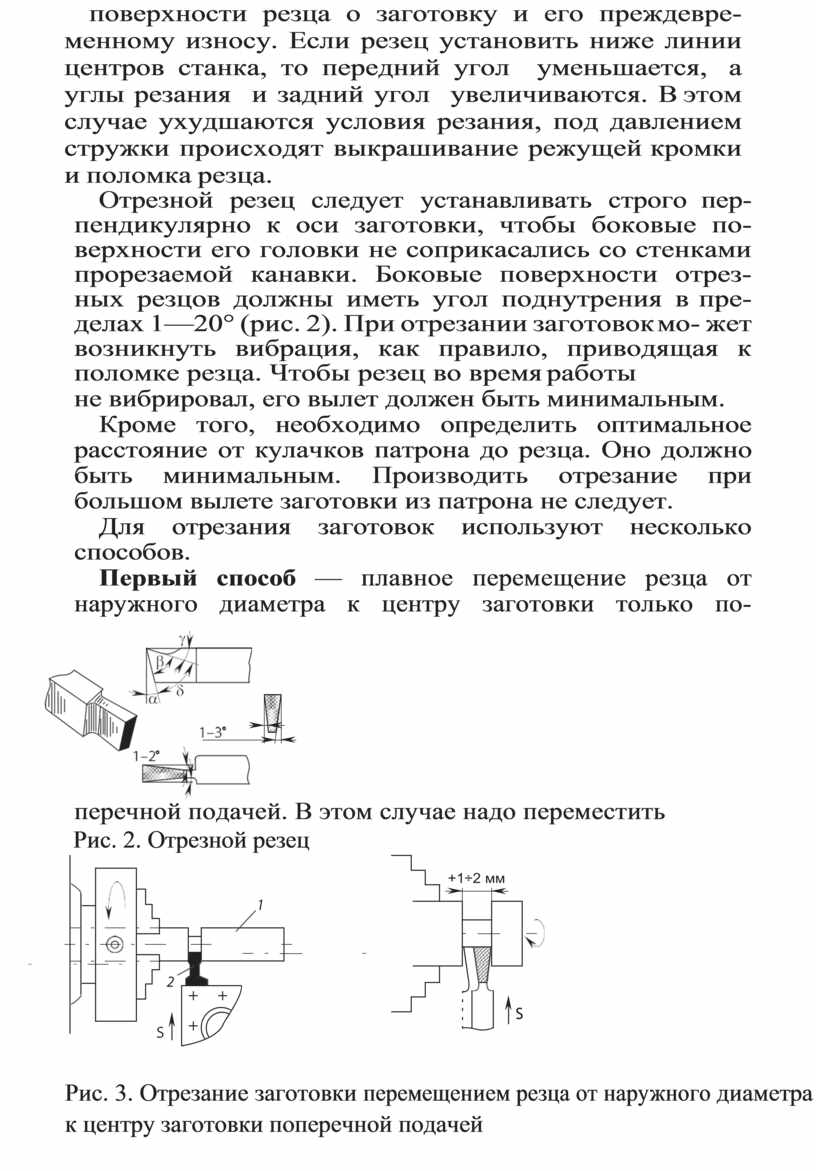
Рис. 4. Отрезание заготовки подачей резца вразбивку
отрезной резец 2 (рис. 3) правой вершиной головки от торца заготовки на заданную длину и ручной по- перечной подачей отрезать заготовку 1.
Второй способ — использование поперечной и продольной подач резца вразбивку. Для этого надо установить его в исходное рабочее положение и по- перечной подачей сделать врезание с последующим перемещением резца влево, затем опять врезание и перемещение резца вправо до левого торца заготовки и так до полного завершения операции (рис. 4).
 |
 |
||
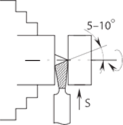
Рис. 5. Отрезание заготовки с образованием гладкого торца
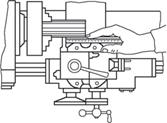
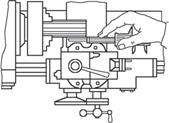
Рис. 6. Установка резца для вытачивания канавки по линейке и глубиномеру штангенциркуля
на торце прутка конический стержень следует подрезать поперечной подачей резца.
Канавки на деталях вытачивают отрезными и прорезными резцами. Сравнительно узкие канавки выполняют прорезными резцами за один проход. Форма и размеры режущей кромки резца должны соответствовать форме и размерам канавки.
Для вытачивания канавки шириной 3—4 мм пря- моугольного сечения на гладкой цилиндрической по- верхности необходимо установить резец на заданном расстоянии от торцевой поверхности по линейке или глубиномеру штангенциркуля (рис. 6). Для этого то- рец линейки или глубиномер штангенциркуля следует упереть в правую вершину головки прорезного резца и переместить ее влево согласно чертежу на необ- ходимый размер. Резец подавать по лимбу винта поперечной подачи на необходимую глубину канав- ки. Длина головки прорезного резца должна быть больше глубины канавки на 3—5 мм. Диаметр вну-
 |
 |
||
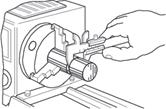
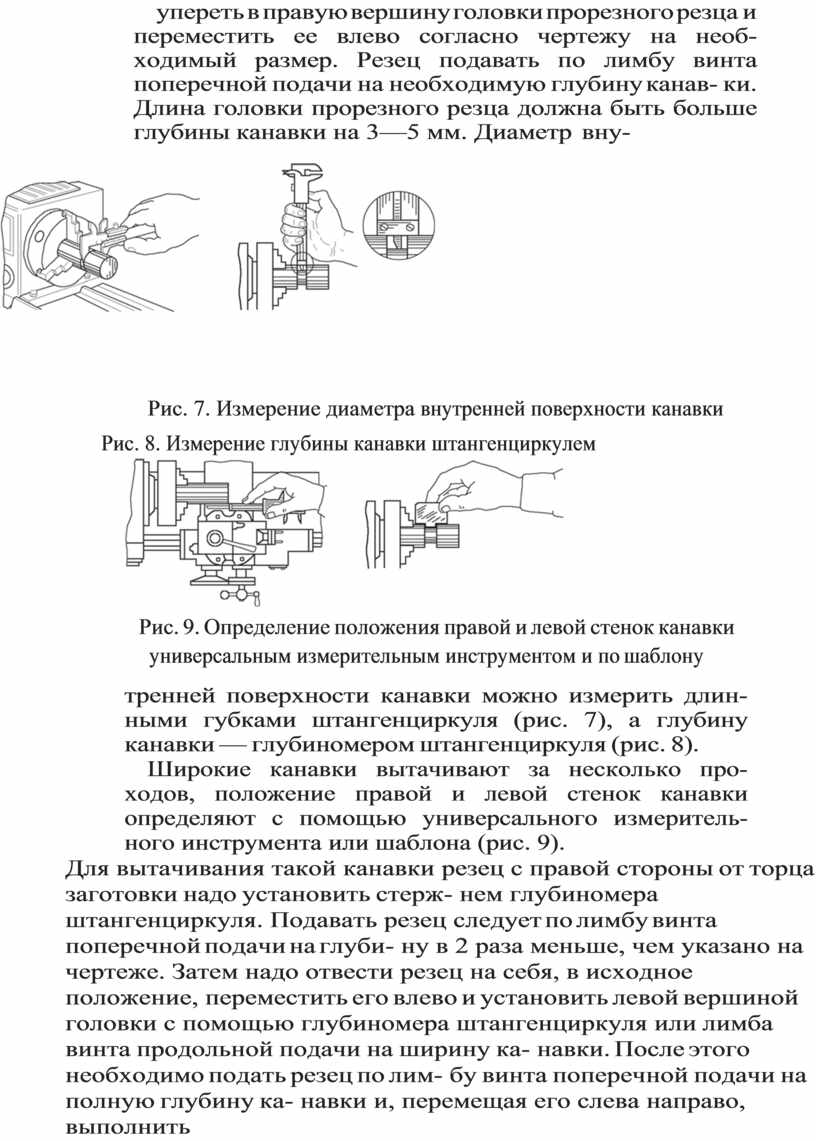
Рис. 7. Измерение диаметра внутренней поверхности канавки
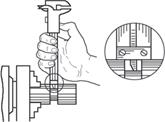
Рис. 8. Измерение глубины канавки штангенциркулем

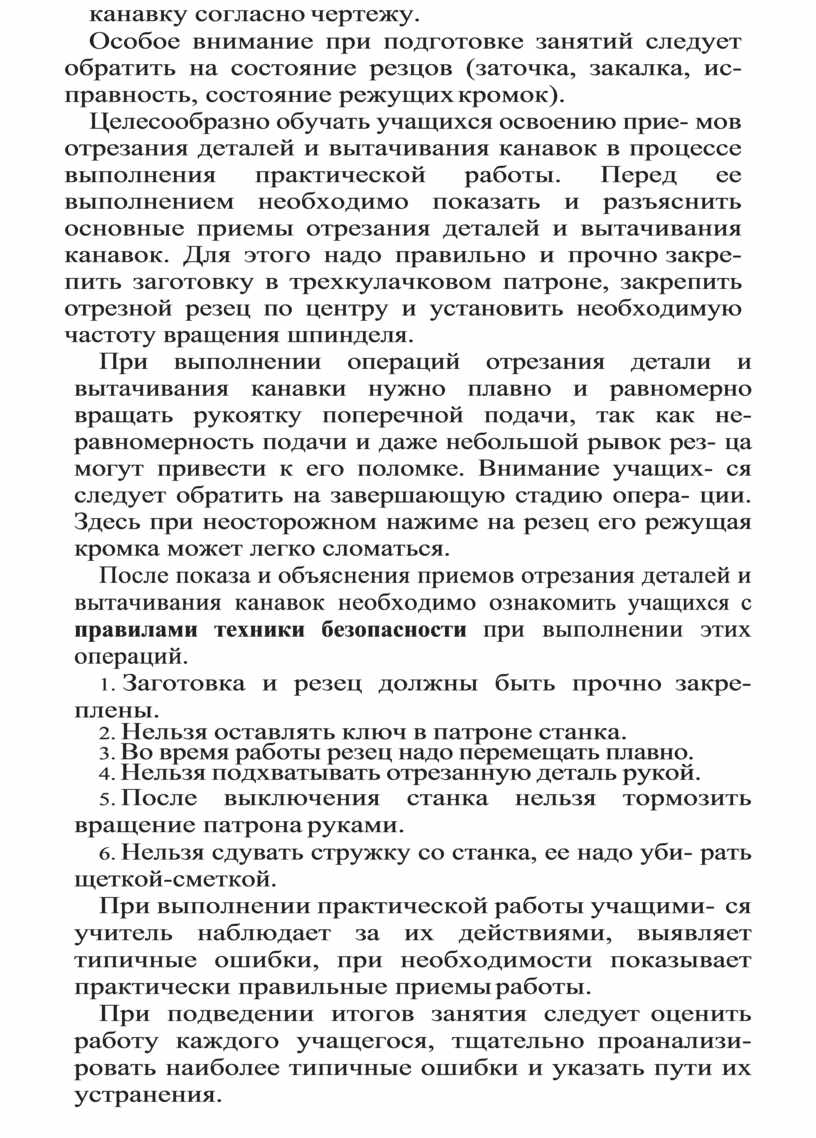
Рис. 9. Определение положения правой и левой стенок канавки универсальным измерительным инструментом и по шаблону
тренней поверхности канавки можно измерить длин- ными губками штангенциркуля (рис. 7), а глубину канавки — глубиномером штангенциркуля (рис. 8).
Широкие канавки вытачивают за несколько про- ходов, положение правой и левой стенок канавки определяют с помощью универсального измеритель- ного инструмента или шаблона (рис. 9).
Для вытачивания такой канавки резец с правой стороны от торца заготовки надо установить стерж- нем глубиномера штангенциркуля. Подавать резец следует по лимбу винта поперечной подачи на глуби- ну в 2 раза меньше, чем указано на чертеже. Затем надо отвести резец на себя, в исходное положение, переместить его влево и установить левой вершиной головки с помощью глубиномера штангенциркуля или лимба винта продольной подачи на ширину ка- навки. После этого необходимо подать резец по лим- бу винта поперечной подачи на полную глубину ка- навки и, перемещая его слева направо, выполнить канавку согласно чертежу.
Особое внимание при подготовке занятий следует обратить на состояние резцов (заточка, закалка, ис- правность, состояние режущих кромок).
Целесообразно обучать учащихся освоению прие- мов отрезания деталей и вытачивания канавок в процессе выполнения практической работы. Перед ее выполнением необходимо показать и разъяснить основные приемы отрезания деталей и вытачивания канавок. Для этого надо правильно и прочно закре- пить заготовку в трехкулачковом патроне, закрепить отрезной резец по центру и установить необходимую частоту вращения шпинделя.
При выполнении операций отрезания детали и вытачивания канавки нужно плавно и равномерно вращать рукоятку поперечной подачи, так как не- равномерность подачи и даже небольшой рывок рез- ца могут привести к его поломке. Внимание учащих- ся следует обратить на завершающую стадию опера- ции. Здесь при неосторожном нажиме на резец его режущая кромка может легко сломаться.
После показа и объяснения приемов отрезания деталей и вытачивания канавок необходимо ознакомить учащихся с правилами техники безопасности при выполнении этих операций.
1. Заготовка и резец должны быть прочно закре- плены.
2. Нельзя оставлять ключ в патроне станка.
3. Во время работы резец надо перемещать плавно.
4. Нельзя подхватывать отрезанную деталь рукой.
5. После выключения станка нельзя тормозить вращение патрона руками.
6. Нельзя сдувать стружку со станка, ее надо уби- рать щеткой-сметкой.
При выполнении практической работы учащими- ся учитель наблюдает за их действиями, выявляет типичные ошибки, при необходимости показывает практически правильные приемы работы.
При подведении итогов занятия следует оценить работу каждого учащегося, тщательно проанализи- ровать наиболее типичные ошибки и указать пути их устранения.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
