Поделиться

У Р О К И 28—29
СВЕРЛЕНИЕ
Цели.
· Ознакомить учащихся со сверлением, рас- сверливанием, зенкерованием, растачиванием от верстий на токарно-винторезном станке,
· обучить их приемам выполнения этих операций.
Оснащение. Токарно-винторезный станок, цен- тровочные сверла, сверлильный патрон с коническим хвостовиком, спиральные сверла с конически- ми хвостовиками, переходные втулки, штангенциркуль, центры для пиноли задней бабки и шпинделя станка, подрезной резец, упор заготовки.
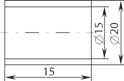
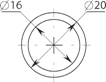
Объект и содержание работы. Втулка (рис. 1, а), кольцо крепежное (рис. 1, б), заготовки для гаек раз- личных диаметров.
Новые понятия. Пиноль, упор, центровочное сверло.
Ход урока
Демонстрацию приемов сверления отверстий на токарно-винторезном станке организуем и проведем следующим образом. Проверим соосность шпинделя и задней бабки станка, затем установим в резцедержатель упор для направления сверла и подрезной резец. Осевая линия упора должна находиться на высоте линии центров станка. Закрепим заготовку в патроне станка. Установим сверло в пиноли задней бабки, при необходимости
 |
 |
||
а) Материал: сталь 40 б)
Рис. 1. Чертеж втулки (а) крепежного кольца (б)
используя переходную втулку. Подрежем торец за- готовки. Подведем сверло к торцу заготовки и произ- ведем засверливание на глубину 1—3 мм. Если при этом сверло начинает бить, то плавно подведем к не- му упор и осторожно надавливаем этим упором до тех пор, пока не прекратится биение. Засверлим за- готовку сверлом на длину его заборной части, одно- временно упором удерживая сверло от покачивания. Отведем упор от сверла и, если биение прекратилось, продолжим сверление, включив подачу охлаждаю- щей жидкости. При сверлении глубоких (имеющих большую длину) отверстий периодически выводим сверло из отверстия, не останавливая станка, и удаляем из канавок стружки. Если длина отверстия превышает размер спиральной части сверла, стружка не сможет выходить из канавок и сверло может сломаться. При сверлении насквозь в момент выхода сверла из заготовки резко уменьшим подачу сверла, т. е. при выходе сверла из заготовки срезаемый слой металла неравномерно нагружает режущие кромки сверла, что может привести к его поломке. Поломка сверла может произойти также из-за чрезмерной подачи на малой скорости резания, поэтому работать следует на больших допустимых скоростях резания с возможно меньшими подачами.
Обратим внимание учащихся на то, что
просверленное отверстие будет качественным, если ось сверла совпадает с осью вращения шпинделя станка, а сверло правильно заточено и жестко закре- плено. Правильно заточенным считается сверло, у которого работают обе режущие кромки и стружка удаляется по двум спиральным канавкам.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
