Поделиться

ХАРАКТЕРИСТИКА ЭСПЦ И ЕГО ОСНОВНОГО ОБОРУДОВАНИЯ
ЭСПЦ представляет собой шестипролетное, арочное, крытое здание длиной 288м., ширина 179,2м. Цех состоит из:
· Шихтового пролета;
· Печного пролета;
· Разливочного пролета;
· Пролета МНЛЗ;
· Пролета складирования заготовок;
· Пролета подготовки составов.
Шихтовый пролет
Пролет предназначен для приема и хранения металлической и неметаллической шихты, необходимой для выплавки стали. В пролете формируют завалочные бадьи (объем 110 и 95м3), передаваемые в печной пролет. Пролет состоит из участков:
1. сыпучих материалов (сыпучие поступают в мешках объемом 3м3);
2. металлической шихты;
3. контейнеров с металлоломом;
4. хранения порожних контейнеров.
В пролете оборудованы:
· два приемника для металлолома (для двух печей);
· участок для запасного оборудования.
Через шихтовый пролет проложен сквозной железнодорожный путь. Материалы , в основном металлолом, поступают в пролет в контейнерах объемом 12м3, на железнодорожных платформах, по три контейнера на одной платформе.
Печь работает на легковесном, стальном, углеродистом ломе группы 3А, поэтому и в шихтовом пролете заготавливают в основном этот лом, но также других марок, для выплавки стали по заказам потребителей.
Пролет обслуживают три крана грузоподъемностью 30/15т. Для передачи готовых бадей и сообщения печного и шихтового пролетов, между ними перемещаются две самоходные тележки (их масса 13т) на тележках установлен взвешивающий механизм с пределом взвешивания 150т.
Печной пролет
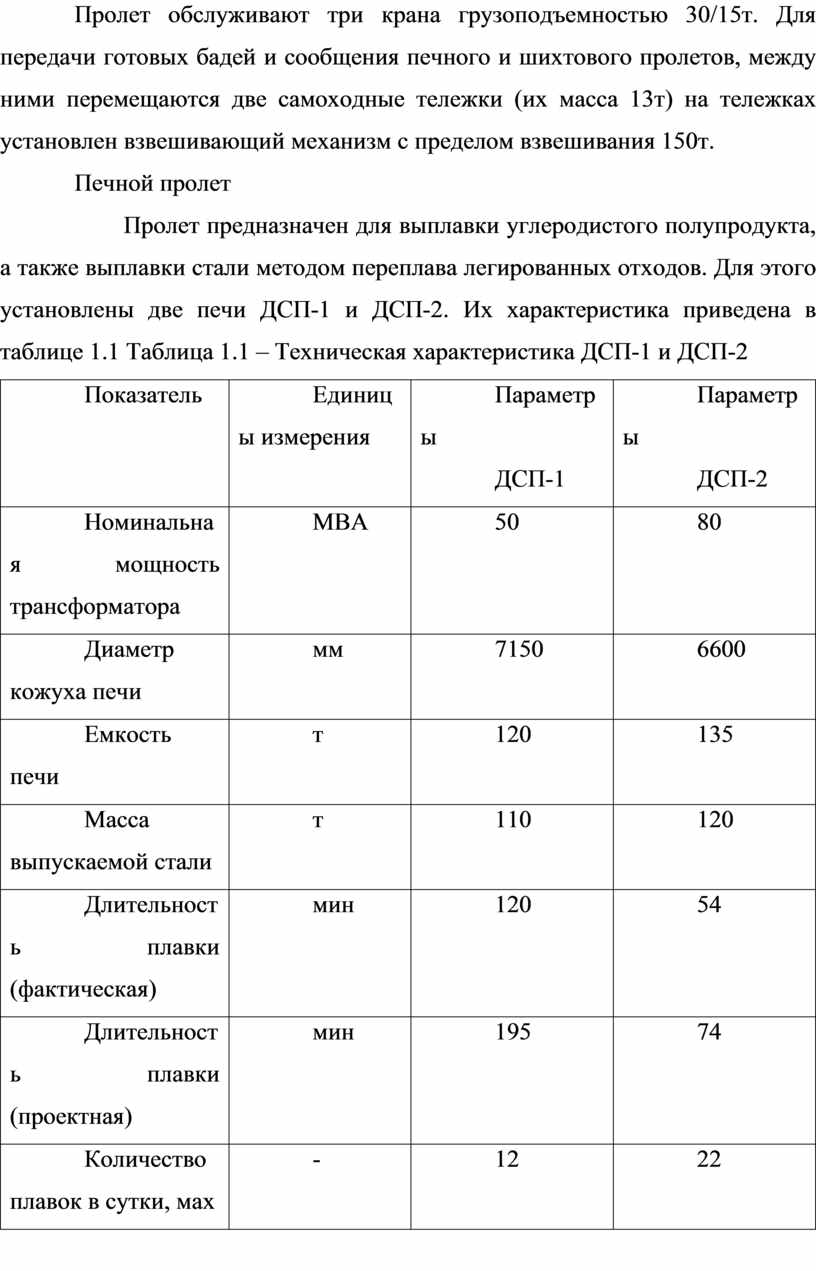
Пролет предназначен для выплавки углеродистого полупродукта, а также выплавки стали методом переплава легированных отходов. Для этого установлены две печи ДСП-1 и ДСП-2. Их характеристика приведена в таблице 1.1 Таблица 1.1 – Техническая характеристика ДСП-1 и ДСП-2
|
Показатель |
Единицы измерения |
Параметры ДСП-1 |
Параметры ДСП-2 |
|
Номинальная мощность трансформатора |
МВА |
50 |
80 |
|
Диаметр кожуха печи |
мм |
7150 |
6600 |
|
Емкость печи |
т |
120 |
135 |
|
Масса выпускаемой стали |
т |
110 |
120 |
|
Длительность плавки (фактическая) |
мин |
120 |
54 |
|
Длительность плавки (проектная) |
мин |
195 |
74 |
|
Количество плавок в сутки, мах |
- |
12 |
22 |
|
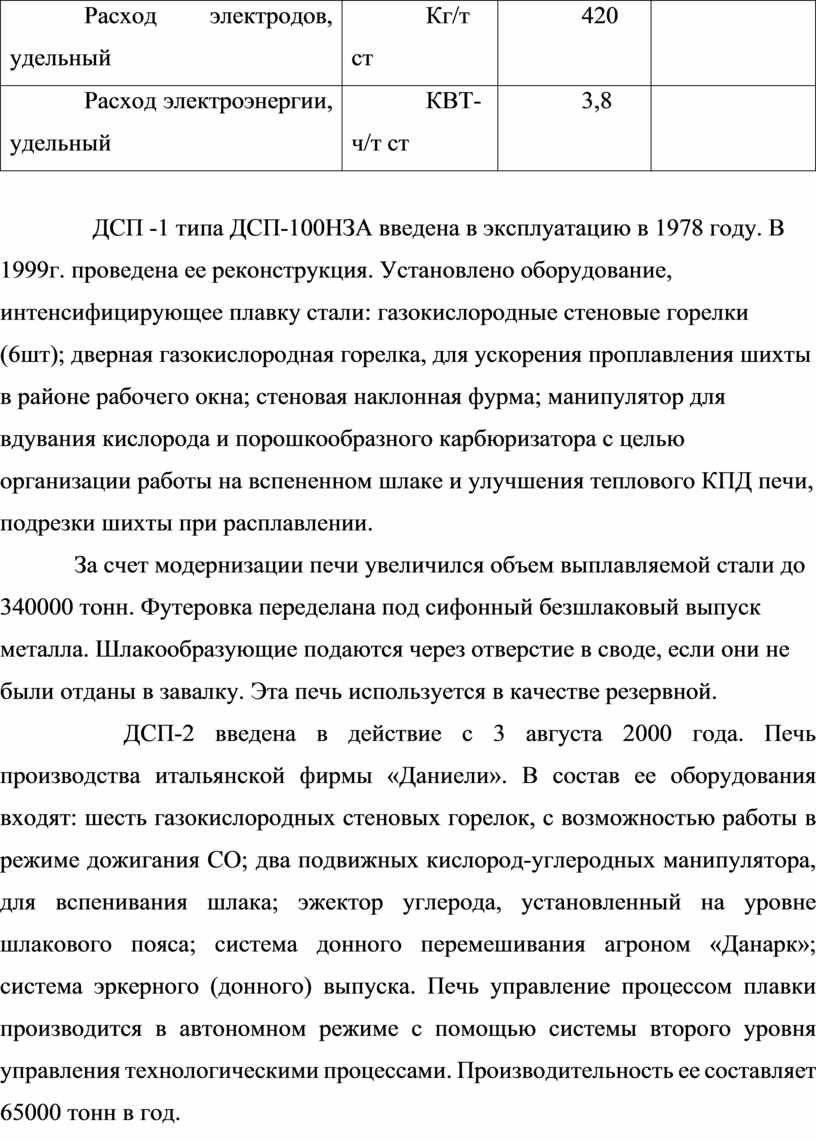
Расход электродов, удельный |
Кг/т ст |
420 |
|
|
Расход электроэнергии, удельный |
КВТ-ч/т ст |
3,8 |
|
ДСП -1 типа ДСП-100НЗА введена в эксплуатацию в 1978 году. В 1999г. проведена ее реконструкция. Установлено оборудование, интенсифицирующее плавку стали: газокислородные стеновые горелки (6шт); дверная газокислородная горелка, для ускорения проплавления шихты в районе рабочего окна; стеновая наклонная фурма; манипулятор для вдувания кислорода и порошкообразного карбюризатора с целью организации работы на вспененном шлаке и улучшения теплового КПД печи, подрезки шихты при расплавлении.
За счет модернизации печи увеличился объем выплавляемой стали до 340000 тонн. Футеровка переделана под сифонный безшлаковый выпуск металла. Шлакообразующие подаются через отверстие в своде, если они не были отданы в завалку. Эта печь используется в качестве резервной.
ДСП-2 введена в действие с 3 августа 2000 года. Печь производства итальянской фирмы «Даниели». В состав ее оборудования входят: шесть газокислородных стеновых горелок, с возможностью работы в режиме дожигания СО; два подвижных кислород-углеродных манипулятора, для вспенивания шлака; эжектор углерода, установленный на уровне шлакового пояса; система донного перемешивания агроном «Данарк»; система эркерного (донного) выпуска. Печь управление процессом плавки производится в автономном режиме с помощью системы второго уровня управления технологическими процессами. Производительность ее составляет 65000 тонн в год.
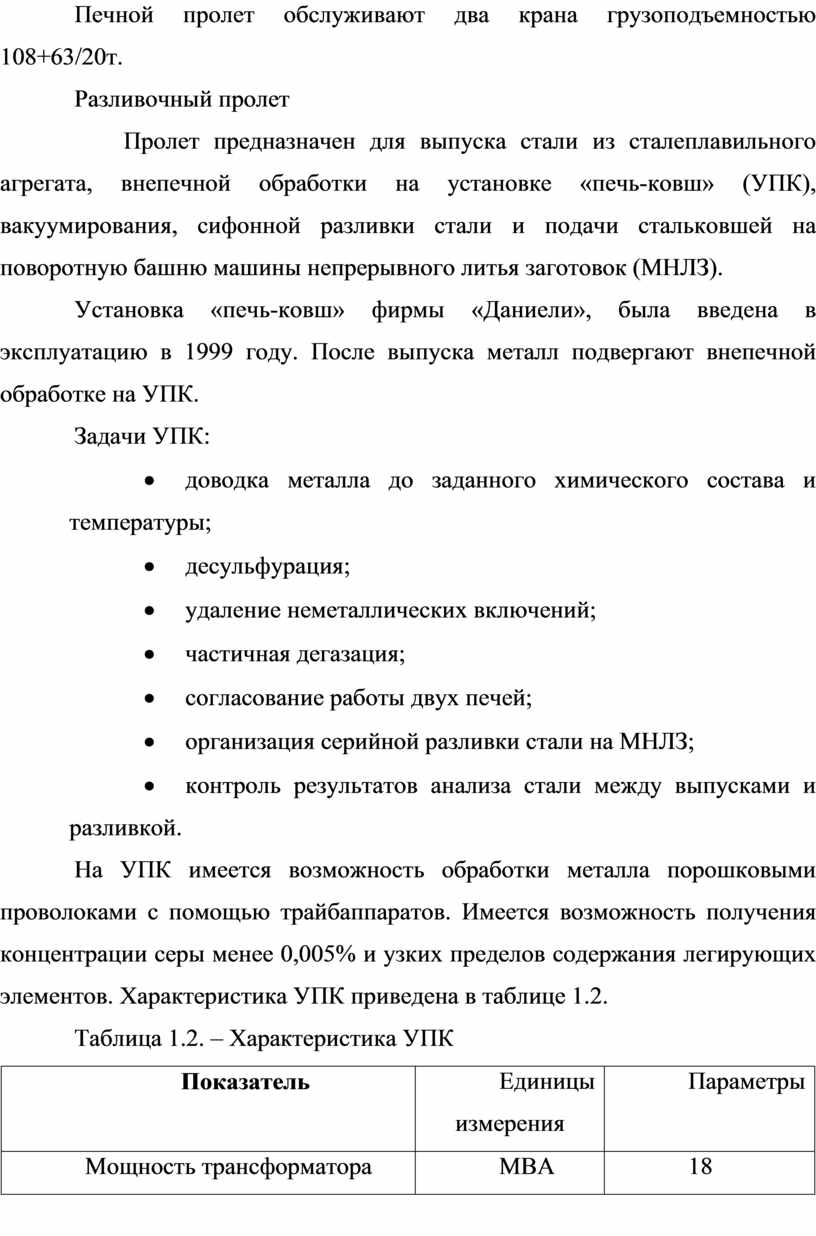
Печной пролет обслуживают два крана грузоподъемностью 108+63/20т.
Разливочный пролет
Пролет предназначен для выпуска стали из сталеплавильного агрегата, внепечной обработки на установке «печь-ковш» (УПК), вакуумирования, сифонной разливки стали и подачи стальковшей на поворотную башню машины непрерывного литья заготовок (МНЛЗ).
Установка «печь-ковш» фирмы «Даниели», была введена в эксплуатацию в 1999 году. После выпуска металл подвергают внепечной обработке на УПК.
Задачи УПК:
· доводка металла до заданного химического состава и температуры;
· десульфурация;
· удаление неметаллических включений;
· частичная дегазация;
· согласование работы двух печей;
· организация серийной разливки стали на МНЛЗ;
· контроль результатов анализа стали между выпусками и разливкой.
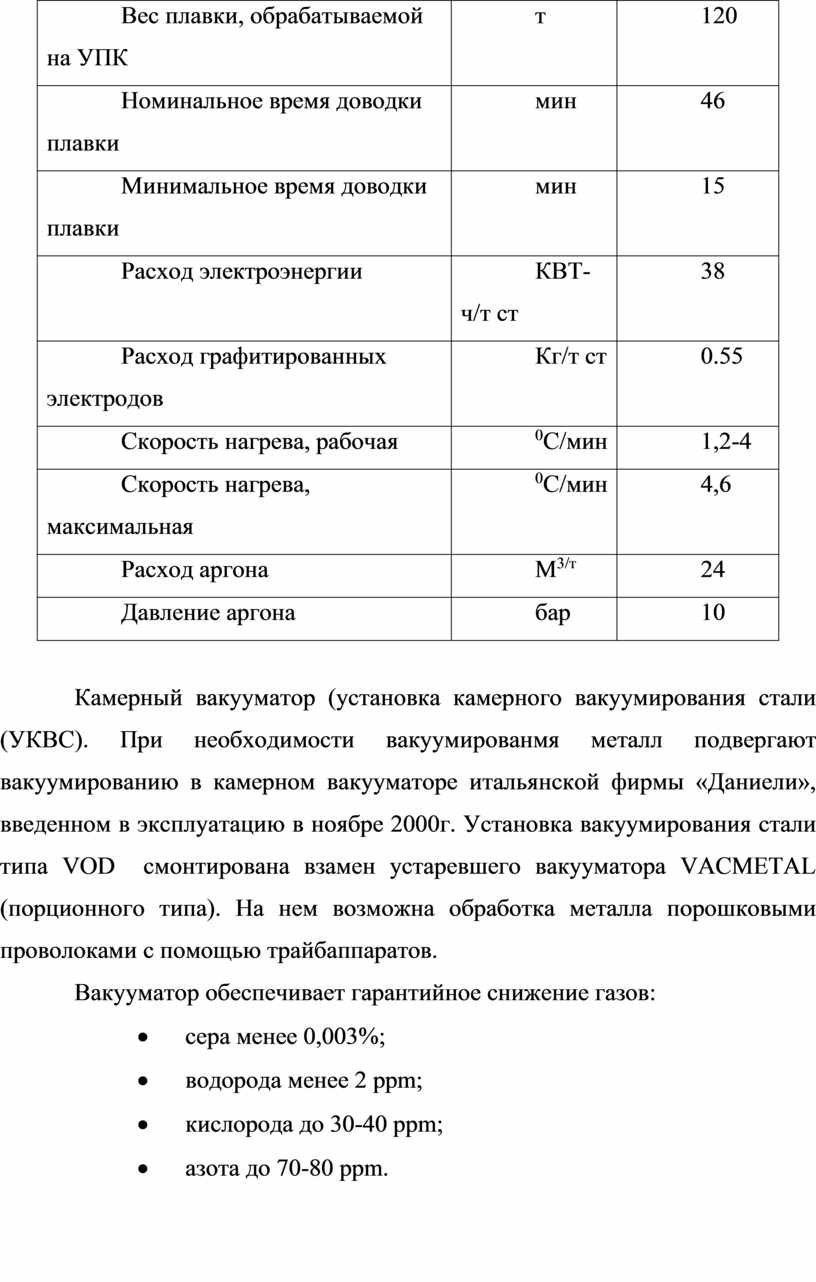
На УПК имеется возможность обработки металла порошковыми проволоками с помощью трайбаппаратов. Имеется возможность получения концентрации серы менее 0,005% и узких пределов содержания легирующих элементов. Характеристика УПК приведена в таблице 1.2.
Таблица 1.2. – Характеристика УПК
|
Показатель |
Единицы измерения |
Параметры
|
|
Мощность трансформатора |
МВА |
18 |
|
Вес плавки, обрабатываемой на УПК |
т |
120 |
|
Номинальное время доводки плавки |
мин |
46 |
|
Минимальное время доводки плавки |
мин |
15 |
|
Расход электроэнергии |
КВТ-ч/т ст |
38 |
|
Расход графитированных электродов |
Кг/т ст |
0.55 |
|
Скорость нагрева, рабочая |
0С/мин |
1,2-4 |
|
Скорость нагрева, максимальная |
0С/мин |
4,6 |
|
Расход аргона |
М3/т |
24 |
|
Давление аргона |
бар |
10 |
Камерный вакууматор (установка камерного вакуумирования стали (УКВС). При необходимости вакуумированмя металл подвергают вакуумированию в камерном вакууматоре итальянской фирмы «Даниели», введенном в эксплуатацию в ноябре 2000г. Установка вакуумирования стали типа VOD смонтирована взамен устаревшего вакууматора VACMETAL (порционного типа). На нем возможна обработка металла порошковыми проволоками с помощью трайбаппаратов.
Вакууматор обеспечивает гарантийное снижение газов:
· сера менее 0,003%;
· водорода менее 2 ррm;
· кислорода до 30-40 ррm;
· азота до 70-80 ррm.
Изменяется вид неметаллических включений и их количество.
Задачи вакуумной обработки металла:
· окончательная доводка металла по химическому составу;
· повышение однородности металла;
· снижение содержания в стали водорода, кислорода, азота, серы;
· понижение содержания углерода до особо низких концентраций(0,003% и менее) путем продувания металла кислородом под вакуумом
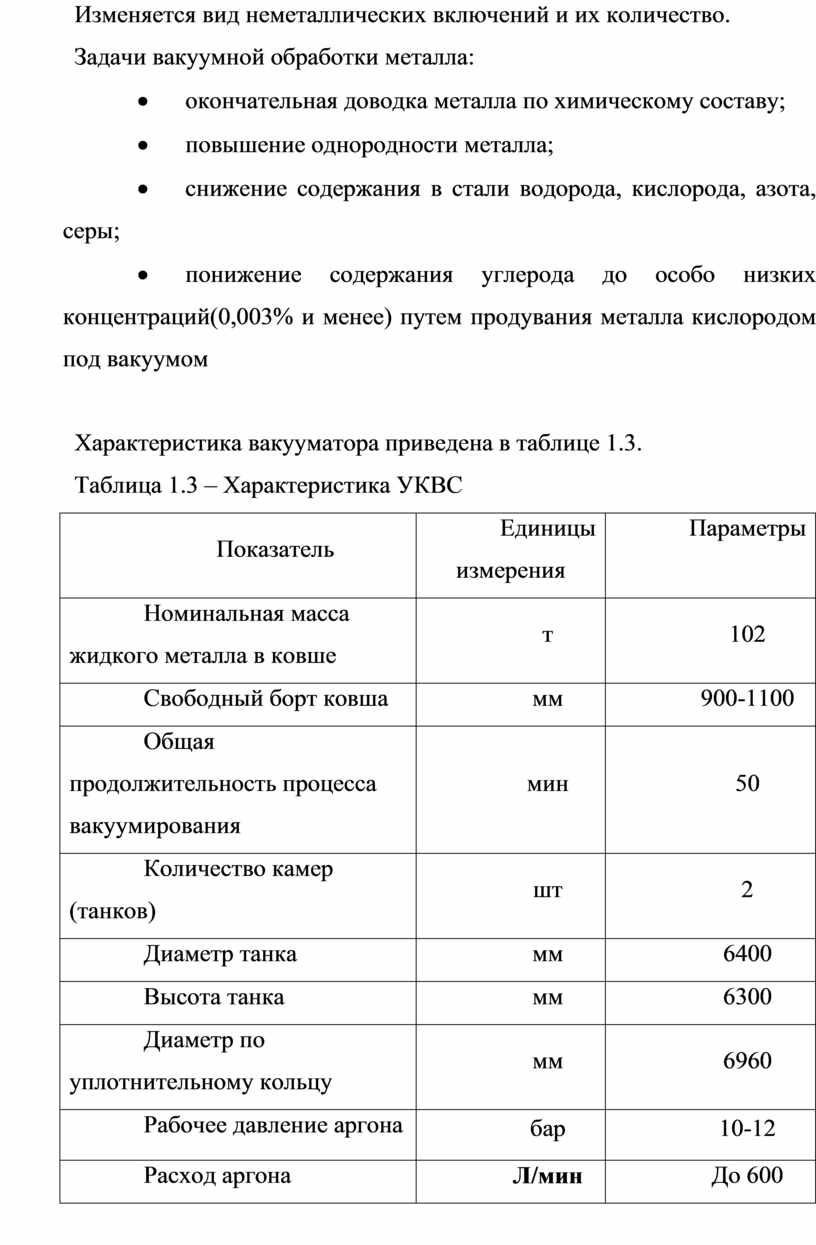
Характеристика вакууматора приведена в таблице 1.3.
Таблица 1.3 – Характеристика УКВС
|
Показатель |
Единицы измерения |
Параметры
|
|
Номинальная масса жидкого металла в ковше |
т |
102 |
|
Свободный борт ковша |
мм |
900-1100 |
|
Общая продолжительность процесса вакуумирования |
мин |
50 |
|
Количество камер (танков) |
шт |
2 |
|
Диаметр танка |
мм |
6400 |
|
Высота танка |
мм |
6300 |
|
Диаметр по уплотнительному кольцу |
мм |
6960 |
|
Рабочее давление аргона |
бар |
10-12 |
|
Расход аргона |
Л/мин |
До 600 |
|
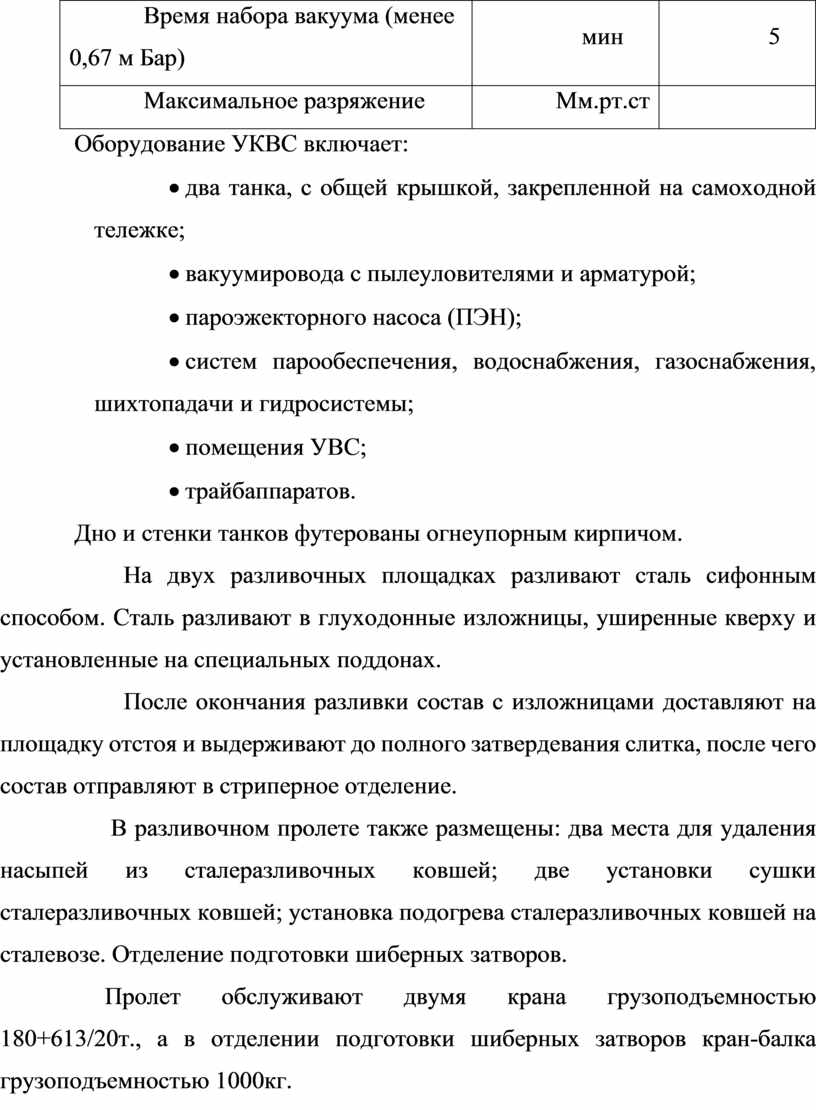
Время набора вакуума (менее 0,67 м Бар) |
мин |
5 |
|
Максимальное разряжение |
Мм.рт.ст |
|
Оборудование УКВС включает:
· два танка, с общей крышкой, закрепленной на самоходной тележке;
· вакуумировода с пылеуловителями и арматурой;
· пароэжекторного насоса (ПЭН);
· систем парообеспечения, водоснабжения, газоснабжения, шихтопадачи и гидросистемы;
· помещения УВС;
· трайбаппаратов.
Дно и стенки танков футерованы огнеупорным кирпичом.
На двух разливочных площадках разливают сталь сифонным способом. Сталь разливают в глуходонные изложницы, уширенные кверху и установленные на специальных поддонах.
После окончания разливки состав с изложницами доставляют на площадку отстоя и выдерживают до полного затвердевания слитка, после чего состав отправляют в стриперное отделение.
В разливочном пролете также размещены: два места для удаления насыпей из сталеразливочных ковшей; две установки сушки сталеразливочных ковшей; установка подогрева сталеразливочных ковшей на сталевозе. Отделение подготовки шиберных затворов.
Пролет обслуживают двумя крана грузоподъемностью 180+613/20т., а в отделении подготовки шиберных затворов кран-балка грузоподъемностью 1000кг.
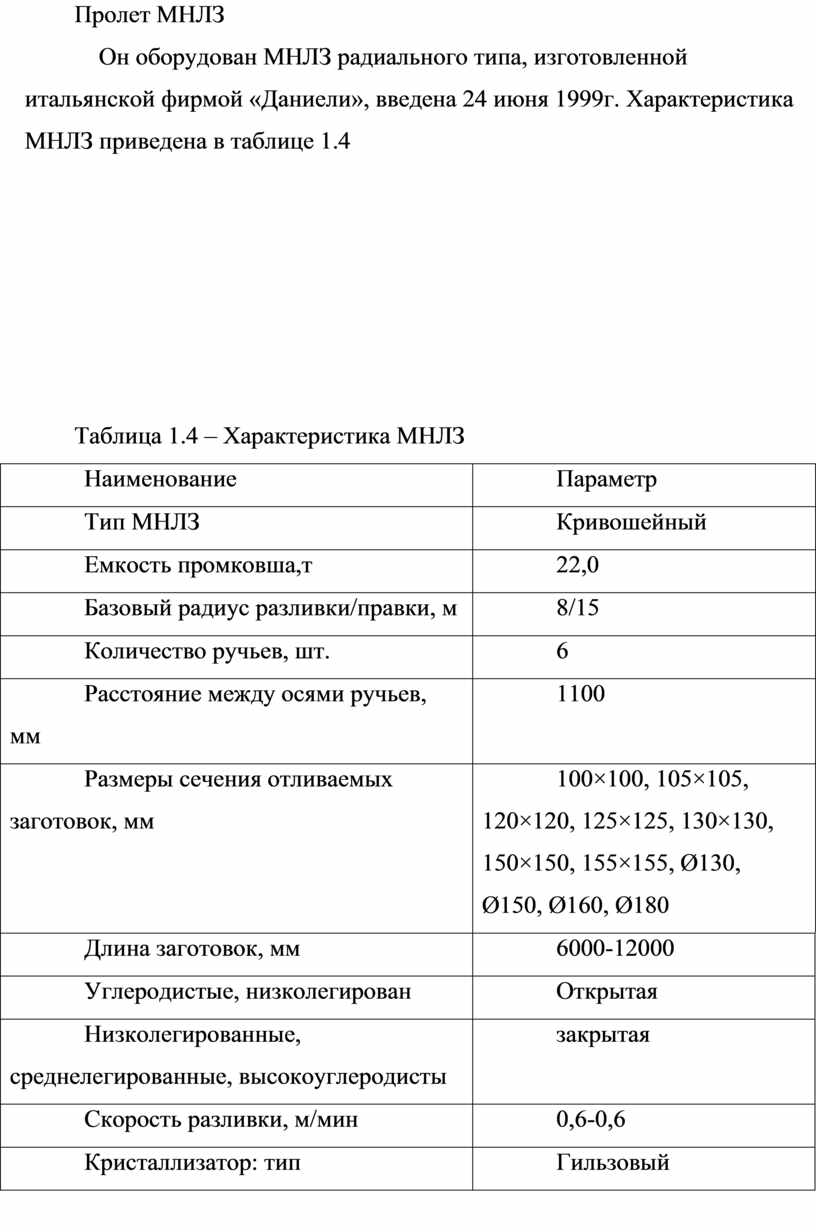
Пролет МНЛЗ
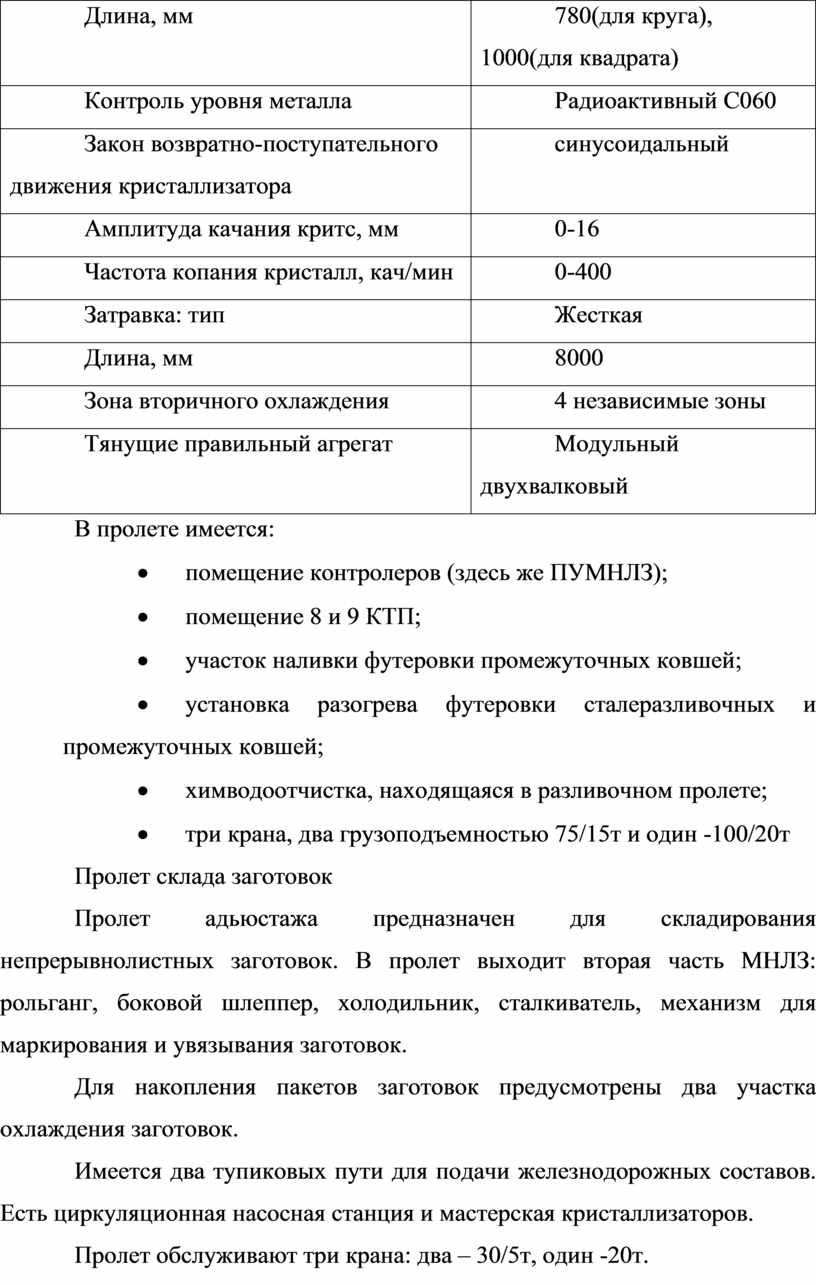
Он оборудован МНЛЗ радиального типа, изготовленной итальянской фирмой «Даниели», введена 24 июня 1999г. Характеристика МНЛЗ приведена в таблице 1.4
Таблица 1.4 – Характеристика МНЛЗ
|
Наименование |
Параметр |
|
|
Тип МНЛЗ |
Кривошейный |
|
|
Емкость промковша,т |
22,0 |
|
|
Базовый радиус разливки/правки, м |
8/15 |
|
|
Количество ручьев, шт. |
6 |
|
|
Расстояние между осями ручьев, мм |
1100 |
|
|
Размеры сечения отливаемых заготовок, мм |
100×100, 105×105, 120×120, 125×125, 130×130, 150×150, 155×155, Ø130, Ø150, Ø160, Ø180 |
|
|
Длина заготовок, мм |
6000-12000 |
|
|
Углеродистые, низколегирован |
Открытая |
|
|
Низколегированные, среднелегированные, высокоуглеродисты |
закрытая |
|
|
Скорость разливки, м/мин |
0,6-0,6 |
|
|
Кристаллизатор: тип |
Гильзовый |
|
|
Длина, мм |
780(для круга), 1000(для квадрата) |
|
|
Контроль уровня металла |
Радиоактивный С060 |
|
|
Закон возвратно-поступательного движения кристаллизатора |
синусоидальный |
|
|
Амплитуда качания критс, мм |
0-16 |
|
|
Частота копания кристалл, кач/мин |
0-400 |
|
|
Затравка: тип |
Жесткая |
|
|
Длина, мм |
8000 |
|
|
Зона вторичного охлаждения |
4 независимые зоны |
|
|
Тянущие правильный агрегат |
Модульный двухвалковый |
|
В пролете имеется:
· помещение контролеров (здесь же ПУМНЛЗ);
· помещение 8 и 9 КТП;
· участок наливки футеровки промежуточных ковшей;
· установка разогрева футеровки сталеразливочных и промежуточных ковшей;
· химводоотчистка, находящаяся в разливочном пролете;
· три крана, два грузоподъемностью 75/15т и один -100/20т
Пролет склада заготовок
Пролет адьюстажа предназначен для складирования непрерывнолистных заготовок. В пролет выходит вторая часть МНЛЗ: рольганг, боковой шлеппер, холодильник, сталкиватель, механизм для маркирования и увязывания заготовок.
Для накопления пакетов заготовок предусмотрены два участка охлаждения заготовок.
Имеется два тупиковых пути для подачи железнодорожных составов. Есть циркуляционная насосная станция и мастерская кристаллизаторов.
Пролет обслуживают три крана: два – 30/5т, один -20т.
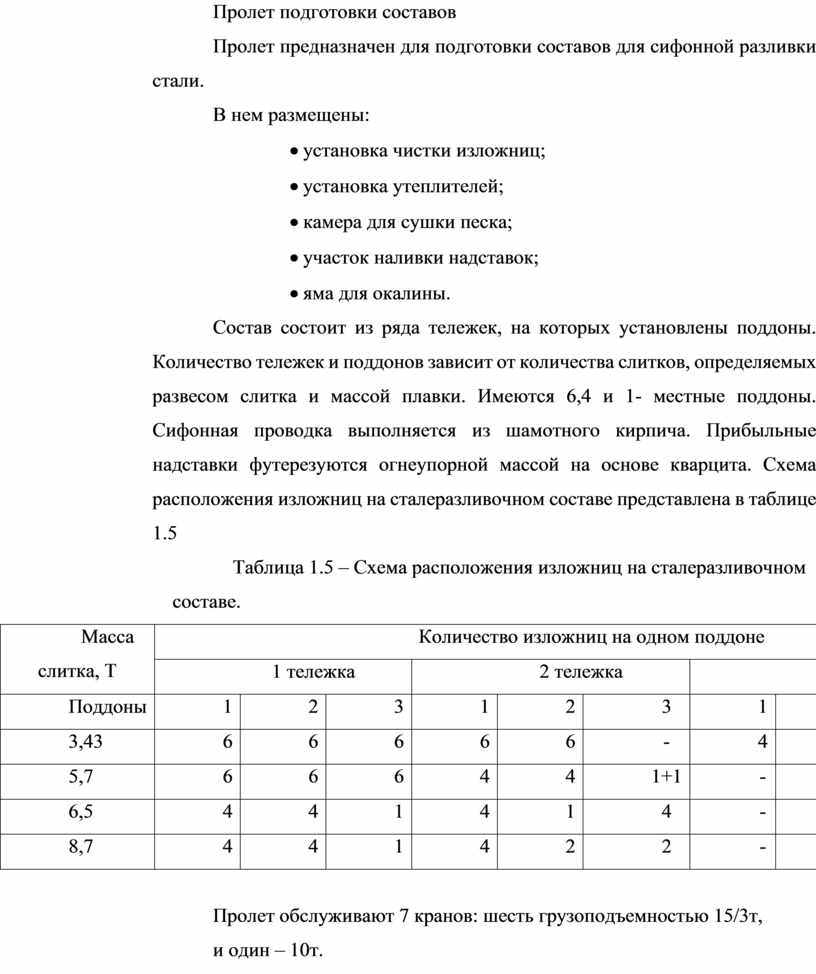
Пролет подготовки составов
Пролет предназначен для подготовки составов для сифонной разливки стали.
В нем размещены:
· установка чистки изложниц;
· установка утеплителей;
· камера для сушки песка;
· участок наливки надставок;
· яма для окалины.
Состав состоит из ряда тележек, на которых установлены поддоны. Количество тележек и поддонов зависит от количества слитков, определяемых развесом слитка и массой плавки. Имеются 6,4 и 1- местные поддоны. Сифонная проводка выполняется из шамотного кирпича. Прибыльные надставки футерезуются огнеупорной массой на основе кварцита. Схема расположения изложниц на сталеразливочном составе представлена в таблице 1.5
Таблица 1.5 – Схема расположения изложниц на сталеразливочном составе.
|
Масса слитка, Т |
Количество изложниц на одном поддоне |
||||||||
|
1 тележка |
2 тележка |
3 тележка |
|||||||
|
Поддоны |
1 |
2 |
3 |
1 |
2 |
3 |
1 |
2 |
3 |
|
3,43 |
6 |
6 |
6 |
6 |
6 |
- |
4 |
4 |
1+1 |
|
5,7 |
6 |
6 |
6 |
4 |
4 |
1+1 |
- |
- |
- |
|
6,5 |
4 |
4 |
1 |
4 |
1 |
4 |
- |
- |
- |
|
8,7 |
4 |
4 |
1 |
4 |
2 |
2 |
- |
- |
- |
Пролет обслуживают 7 кранов: шесть грузоподъемностью 15/3т,
и один – 10т.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
