Поделиться

Коррозия и коррозионостойкие стали
Содержание
1. Введение
2. Легирующие элементы
3. Коррозионостойкие стали
4. Стали феритного мартенситного и мартенситно-ферритного классов
5. Стали аустенітного класса
6. Стали аустенситно-ферритного класса
7. Стали аустенситно - мартенситного класса
8. Коррозионостойкие стали на железно-никелевой и никелевой основе
9. Сплавы на основе никеля
10. Двухслойные стали
11. Заключение
12. Литература
Введение
Для повышения работоспособности деталей машин и инструмента широко применяются разнообразные защитные покрытия, которые обеспечивают надежность и долговечность изделия, повышая твердость, износостойкость, предел контактной выносливости, коррозийную и эрозийную стойкость и другие служебные свойства.
Разрушение металла под действием окружающей среды называют коррозией. Чистое железо и низколегированные стали не устойчивы против коррозии в воде, атмосфере и других средах. В результате воздействия внешней среды механические свойства металлов резко ухудшаются, иногда даже при отсутствии видимого изменения внешнего вида поверхности. В зависимости от свойств окружающей среды и характера ее физико-химического воздействия на материал различают:
1) Химическую коррозию, протекающую при воздействии на металл газов, а так же жидкостей не являющихся электролитами (нефть и ее производные).
2) Электрохимическую коррозию, обусловленную воздействием жидких электролитов: водных растворов солей, кислот, щелочей, влажного воздуха, грунтовых вод, то есть растворов, содержащих ионы и являющихся проводниками электричества.
Способность материала к сопротивлению ухудшению его свойств при химической или электрохимической реакции в непосредственном контакте с окружающей средой называют коррозийной стойкостью.
Многообразие процессов коррозии обусловили широкий диапазон способов защиты от этого явления. Повышение устойчивости стали к коррозии достигается введением в нее элементов, образующих на поверхности защитные пленки, прочно связанные с металлами и предупреждающие контакт между сталью и наружной агрессивной средой, а так же повышающие электрохимический потенциал стали в разных агрессивных средах. Элементы специально вводимые в сталь в определенных концентрациях с целью изменения её строения и свойств, называют легирующими, соответственно, стали, в которые добавляют легирующие элементы, называют легированными.
1. Легирующие элементы
легирующий сталь никелевый сплав
Легированная сталь обладает ценнейшими свойствами, которых нет у углеродистой стали, и не имеет ее недостатков. Применение легированной стали экономит металл, повышает долговечность изделий, увеличивает производительность. Легированные стали широко применяют в сельскохозяйственном машиностроении, в автомобильной промышленности, тяжелом и транспортном машиностроении и в меньшей степени в станкостроении, инструментальной и другой видах промышленности. Эти стали широко применяют для тяжело нагруженных конструкций.
В качестве легирующих элементов чаще используют сравнительно недорогие и недефицитные элементы – марганец, кремний и хром. Стали, содержащие эти элементы, нередко добавочно легируются титаном, ванадием, бором. Для изготовления высоконагруженных деталей стали легируют значительно более дорогими и дефицитными элементами, такими как никель, молибден, вольфрам, ниобий.
Хром – наиболее дешевый и распространенный элемент. Он повышает твердость и прочность, незначительно уменьшая пластичность, увеличивает коррозионную стойкость; содержание больших количеств хрома делает сталь нержавеющей и обеспечивает устойчивость магнитных сил.
Никель сообщает стали коррозионную стойкость, высокую прочность и пластичность, увеличивает прокаливаемость, оказывает влияние на изменение коэффициента теплового расширения. Никель – дорогой металл, его стараются заменить более дешевым.
Вольфрам образует в стали очень твердые химические соединения – карбиды, резко увеличивающие твердость и красностойкость. Вольфрам препятствует росту зерен при нагреве, способствует устранению хрупкости при отпуске. Это дорогой и дефицитный металл.
Ванадий повышает твердость и прочность, измельчает зерно. Увеличивает плотность стали, так как является хорошим раскислителем, он дорог и дефицитен.
Кремний в количестве свыше 1% оказывает особое влияние на свойства стали: содержание 1–1,5% Si увеличивает прочность, при этом вязкость сохраняется. При большем содержании кремния увеличивается электросопротивление и магнитопроницаемость. Кремний увеличивает также упругость, кислостойкость, окалиностойкость.
Марганец при содержании свыше 1% увеличивает твердость, износоустойчивость, стойкость против ударных нагрузок, не уменьшая пластичности.
Кобальт повышает жаропрочность, магнитные свойства, увеличивает сопротивление удару.
Молибден увеличивает красностойкость, упругость, предел прочности на растяжение, антикоррозионные свойства и сопротивление окислению при высоких температурах.
Титан повышает прочность и плотность стали, способствует измельчению зерна, является хорошим раскислителем, улучшает обрабатываемость и сопротивление коррозии.
Ниобий улучшает кислостойкость и способствует уменьшению коррозии в сварных конструкциях.
Алюминий повышает жаростойкость и окалиностойкость.
Медь увеличивает антикоррозионные свойства, она вводится главным образом в строительную сталь.
Церий повышает прочность и особенно пластичность.
Цирконий оказывает особое влияние на величину и рост зерна в стали, измельчает зерно и позволяет получать сталь с заранее заданной зернистостью.
Стали, в которых суммарное содержание легирующих элементов не превышает 2,5%, относятся к низколегированным, содержащие 2,5–10% – к легированным, и более 10% – к высоколегированным (содержание железа более 45%).
Чем выше легированность стали и меньше размеры полуфабриката, тем стоимость стали больше. Особенно дороги стали содержащие большое количество никеля, молибдена, вольфрама и кобальта.
В промышленных легированных сталях легирующие элементы могут находиться:
1. В свободном состоянии (медь и свинец не растворяются в стали и находятся в свободном состоянии в виде металлических включений)
2. В виде интерметаллических соединений с железом или между собой (интерметаллические соединения образуют большинство легирующих элементов при определенных концентрациях, а поэтому чаще всего они встречаются в высоколегированных сталях)
3. В виде оксидов и сульфидов (оксиды образуют все элементы, вводимые в сталь для раскисления, а сульфиды – элементы, обладающие большим сродством с серой, чем железо)
4. В виде карбидов (растворяются в цементе или образуют самостоятельные карбиды)
5. В виде раствора в железе (элементы, расположенные в периодической системе левее железа, могут и растворяться, и образовывать карбиды, а элементы правее железа, образуют с ними только твердые растворы.
На общее повышение прочности стали большое влияние оказывает равномерность растворения легирующих элементов по объему зерен. Поверхностно-активные легирующие элементы (так называемые горофильные), которые концентрируются главным образом пограница зерен, оказывают очень сильное влияние на величину зерна, на прокаливаемость и другие свойства стали при введении в сталь даже в очень малых количествах (например, бор в количестве нескольких тысячных долей процента). Элементы, растворяющиеся равномерно по всему зерну или главным образом в объеме самого зерна (так называемые горофобные), влияют на упрочнение металлической основы при введении в количестве от десятых долей процента до нескольких процентов.
По отношению к углероду легирующие элементы делятся на карбидообразующие, некарбидообразующие (графитизирующие) и нейтральные.
Группу карбидообразующих составляют такие элементы, которые имеют высокую степень химического родства к углероду и образуют специальные карбиды, более прочные и более устойчивые при нагревании, чем карбид железа (цементит). Все карбидообразующие элементы по степени уменьшения способности к карбидообразованию располагаются в следующий ряд: Ti, Zr, Nb, V, W, Mo, Cr, Mn.
Группу графитизирующих составляют такие элементы, которые понижают устойчивость цементита и других карбидов. По убыванию способности к графитообразованию легирующие элементы располагаются в следующий ряд: Si, Ni, Cu.К нейтральным элементам относится Co.
2. Маркировка сталей
легирующий сталь никелевый сплав
Каждый легирующий элемент обозначается буквой: Н – никель; Х – хром; К – кобальт; М – молибден; Г – марганец; Д – медь; Р – бор; Б – ниобий; Ц – цирконий; С – кремний; П – фосфор; Ч – редкоземельные металлы; В-вольфрам; Т – титан; Ф – ванадий; Ю – алюминий.
Первые цифры в маркировке конструкционных сталей показывают среднее содержание углерода в сотых долях процента. Цифры, идущие после букв, указывают среднее содержание данного легирующего элемента.
Отсутствие цифры после букв указывает, что среднее содержание легирующего элемента не превышает 1–1,5%. Например, сталь состава 0,28–0,35% С; 0,8–1,1% Cr; 0,9–1,2% Mn; 0,8–1,2% Siбудет обозначаться 30ХГС. Высококачественные стали содержат меньше вредных примесей и обозначаются буквой «А», помещенной в конце марки. Особовысококачественная сталь обозначается буквой «Ш».располагаемой в конце марки (например, 30ХГСА-Ш). Если буква «А» расположена в середине марки (например, 16Г2АФ), то сталь легирована азотом 0,015–0,025%, а если в начале марки (например, А40) – сталь автоматная (хорошо обрабатываемая резанием), содержащая 0,4% С. Индекс «АС» в начале марки указывает, что сталь автоматная легированная свинцом (АС35Г2)
Маркировка сложнолегированных инструментальных сталей несколько отличается от маркировки конструкционных сталей. Например, сталь Х12М содержит 1,45–1,70% С; 11–12,5% Cr; 0,5–08% Mo. Шарикоподшипниковые стали обозначаются буквой Ш, быстрорежущие – буквой Р, электротехническая – буквой Э.
Опытные марки сталей, не включенные в ГОСТ, обозначаются буквами ЭИ, ЭП, ДИ и порядковым номером. Например, ЭИ956, ЭИ958, ЭП478, ДИ22, ДИ42 и т.д.
3. Коррозионостойкие стали
Высоколегированные стали имеют, как правило, специальное назначение (коррозионостойкие, жаропрочные, немагнитные и д.р.) и относятся к ферритному, мартенситному, аустенитному и смешанным структурным классам. Составы сталей, устойчивых к электрохимической коррозии, устанавливают в зависимости от среды, для которой они предназначаются. Эти стали можно разделить на два основных класса: хромистые, имеющие после охлаждения на воздухе ферритную, мартенситно-ферритную (феррита более 10%) или мартенситную структуру, и хромоникелевые, имеющие аустенитную, аустенитно-мартенситную или аустенитно-ферритную (феррита более 10%) структуру (ГОСТ 5632–72).
4. Стали ферритного, мартенситного и мартенситно-ферритного классов
При введении в сталь 12–14% Cr ее электрохимический потенциал становится положительным и она приобретает устойчивость против коррозии в атмосфере, морской (пресной) воде, ряде слабых растворов кислот, солей и щелочей. Более широко применяют хромистые стали 12Х13, 20Х13, 30Х13 и 40Х13 (ГОСТ 5632–72), содержащие 0,12–0,4% С и 12–14% Cr, и низкоуглеродистые (≤0,12–0,15% С) стали 12Х17 и 15Х28 с 17 и 28% Cr.
Стали обладают лучшей стойкостью против коррозии только при условии, что все содержание хрома в стали приходится на долю твердого раствора. В этом случае он образует на поверхности плотную защитную оксидную пленку типа (Cr, Fe)2O3. Повышение содержания углерода, приводящее к образованию карбидов, создает двухфазную структуру, уменьшает количество хрома в твердом растворе и поэтому понижает коррозийную стойкость стали и увеличивает хрупкость.
Коррозийная стойкость стали повышается термической обработкой: закалкой и высоким отпуском и созданием шлифованной и полированной поверхности.
Стали 12Х13 и 20Х13
применяются для изготовления деталей с повышенной пластичностью, подвергающихся
ударным нагрузкам (клапанов гидравлических прессов, предметов домашнего
обихода), а так же изделий, испытывающих действие слабоагрессивных сред
(атмосферных осадков, водных растворов солей органических кислот и т.д.). Их
подвергают закалке в масле от 1000–1100 ![]() и высокому отпуску при 700–775
и высокому отпуску при 700–775 ![]() , после которого карбиды присутствуют в виде
более крупных частиц. Применение низкого отпуска, создающего мелкие карбидные
частицы, усиливают коррозию.
, после которого карбиды присутствуют в виде
более крупных частиц. Применение низкого отпуска, создающего мелкие карбидные
частицы, усиливают коррозию.
Стали 30Х13 и 40Х13
используют для карбюраторных игл, пружин, хирургических инструментов и т.д. Эти
стали закаливают от 1000–1050 ![]() в масле и отпускают при 180–200
в масле и отпускают при 180–200 ![]() . После такого отпуска они сохраняют мартенситную
структуру, высокую твердость (50–60 HRC) и достаточную устойчивость против коррозии.
Более высокой коррозийной стойкостью обладают низкоуглеродистые высокохромистые
стали ферритного класса:
. После такого отпуска они сохраняют мартенситную
структуру, высокую твердость (50–60 HRC) и достаточную устойчивость против коррозии.
Более высокой коррозийной стойкостью обладают низкоуглеродистые высокохромистые
стали ферритного класса:
12Х17, 15Х25Т и 15Х28.
Сталь 12Х17 применяют после рекристализационного отжига при 760–780 ˚![]() . Из этой стали изготавливают оборудование для
заводов пищевой и легкой промышленности и кухонную утварь. Сварку этой стали
следует избегать, так как зоны, прилегающие к сварному шву, имеют крупное
зерно, низкую пластичность и относительно невысокую коррозийную стойкость.
. Из этой стали изготавливают оборудование для
заводов пищевой и легкой промышленности и кухонную утварь. Сварку этой стали
следует избегать, так как зоны, прилегающие к сварному шву, имеют крупное
зерно, низкую пластичность и относительно невысокую коррозийную стойкость.
Стали 15Х25Т и 15Х28
используют чаще без термической обработки для изготовления сварных деталей,
работающих в более агрессивных средах и не подвергающиеся действию ударных
нагрузок, при температуре эксплуатации не ниже -20 ![]() . Эти стали обладают крупнозернистностью в литом
виде и склонны к сильному росту зерна при нагреве свыше 850
. Эти стали обладают крупнозернистностью в литом
виде и склонны к сильному росту зерна при нагреве свыше 850 ![]() (например, при сварке), что сопровождается
охрупчиванием стали.
(например, при сварке), что сопровождается
охрупчиванием стали.
Измельчить зерно и
повысить пластичность термической обработки нельзя, так как стали не
претерпевают б![]() гпревращений;
гпревращений;
Сварные конструкции из стали 15Х28 склонны к межкристаллитной коррозии. Углерод и азот способствуют охрупчиванию стали (повышают порог хладноломкости) и являются причиной межкристаллитной коррозии.
Этот вид коррозии связан
с обеднением твердого раствора хромом в местах, прилегающих к границам зерна, в
результате образования карбида хрома. Для повышения сопротивления
межкристаллитной коррозии и измельчения зерна сталь легируют титаном в
количестве не менее пятнадцатикратного содержания углерода (15Х25Т). Титан
связывает углерод и исключает возможность образования карбидов хрома, а
следовательно, обеднение хромом феррита. Ферритные стали содержащие 25–30% Cr, охрупчиваются при
длительном нагреве до 450–500 ![]() вследствие образования выделений-фазы.
вследствие образования выделений-фазы.
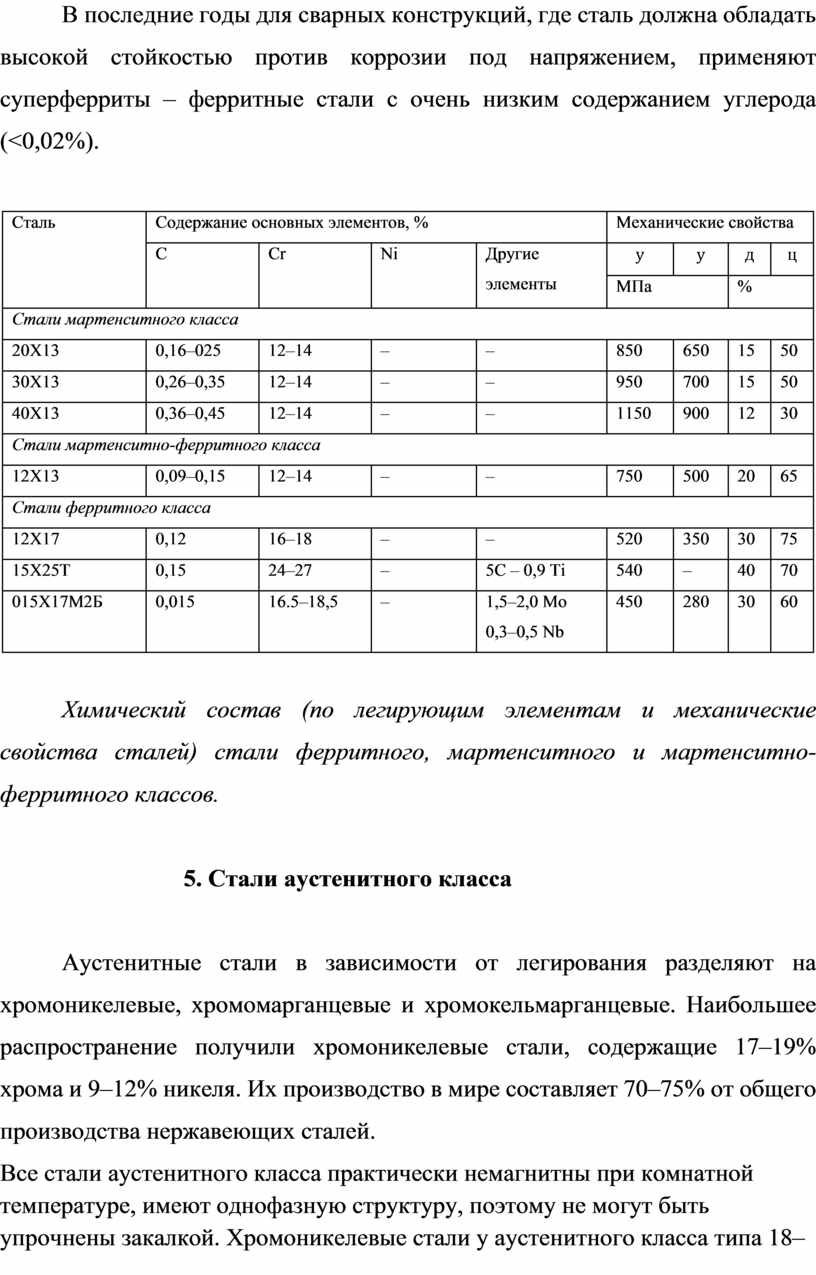
В последние годы для сварных конструкций, где сталь должна обладать высокой стойкостью против коррозии под напряжением, применяют суперферриты – ферритные стали с очень низким содержанием углерода (<0,02%).
|
Сталь |
Содержание основных элементов, % |
Механические свойства |
||||||
|
C |
Cr |
Ni |
Другие элементы |
|
|
|
|
|
|
МПа |
% |
|||||||
|
Стали мартенситного класса |
||||||||
|
20Х13 |
0,16–025 |
12–14 |
– |
– |
850 |
650 |
15 |
50 |
|
30Х13 |
0,26–0,35 |
12–14 |
– |
– |
950 |
700 |
15 |
50 |
|
40Х13 |
0,36–0,45 |
12–14 |
– |
– |
1150 |
900 |
12 |
30 |
|
Стали мартенситно-ферритного класса |
||||||||
|
12Х13 |
0,09–0,15 |
12–14 |
– |
– |
750 |
500 |
20 |
65 |
|
Стали ферритного класса |
||||||||
|
12Х17 |
0,12 |
16–18 |
– |
– |
520 |
350 |
30 |
75 |
|
15Х25Т |
0,15 |
24–27 |
– |
5С – 0,9 Ti |
540 |
– |
40 |
70 |
|
015Х17М2Б |
0,015 |
16.5–18,5 |
– |
1,5–2,0 Mo 0,3–0,5 Nb |
450 |
280 |
30 |
60 |
Химический состав (по легирующим элементам и механические свойства сталей) стали ферритного, мартенситного и мартенситно-ферритного классов.
5. Стали аустенитного класса
Аустенитные стали в зависимости от легирования разделяют на хромоникелевые, хромомарганцевые и хромокельмарганцевые. Наибольшее распространение получили хромоникелевые стали, содержащие 17–19% хрома и 9–12% никеля. Их производство в мире составляет 70–75% от общего производства нержавеющих сталей.
Все стали аустенитного класса практически немагнитны при комнатной температуре, имеют однофазную структуру, поэтому не могут быть упрочнены закалкой. Хромоникелевые стали у аустенитного класса типа 18–10 при определенных температурно-временных условиях могут претерпевать фазовые превращения, в которых происходит:
1. выделение избыточных
карбидных фаз и ![]() -фазы при выдержках в интервале температур 450–900
-фазы при выдержках в интервале температур 450–900
![]() ;
;
2. образование в
аустенитной основе – феррита при длительном пребывании стали в области
температуры 1200![]() и выше;
и выше;
3. превращение аустенита в-фазу
мартенситного типа при достаточно глубоком (порядка 150–200![]() ) охлаждении или при совместном воздействии
низких температур и пластической деформации.
) охлаждении или при совместном воздействии
низких температур и пластической деформации.
С первым из перечисленных фазовых превращений связывают появление в сталях типа 18–10 склонности к межкристаллитной коррозии (МКК) – наиболее опасного вида коррозионного разрушения.
Аустенитные хромоникелевые стали находят применение в быту для кухонных приспособлений и устройств, в жилищном строительстве для внутренней и наружной отделки и оснастки. При использовании сталей в таких неблагоприятных условиях, как промышленная атмосфера (или близость моря, применение соли для посыпания дорог), предпочтение должно быть отдано сталям, дополнительно легированным молибденом.
При комнатной температуре стали с аустенитной структурой имеют сравнительно низкий предел текучести 220–270 Мпа, однако их преимуществом является хорошая вязкость. Особым достоинством аустенитных сталей является высокое относительное удлинение – около 50%, то есть вдвое больше, чем у ферритных и аустенитно-ферритных сталей, которое в сочетании с низким отношением предела текучести к пределу прочности (менее 0,5) обеспечивает высокую пластическую деформируемость.
Для достижения высоких
значений прочности используется способность аустенитных сталей упрочняться при
холодной деформации. Повышение прочности основано как на известных механизмах
упрочнения аустенитного твердого раствора, так и на
образовании ![]() -мартенсита.
-мартенсита.
Представителями коррозионно-стойких сталей аустенитного класса являются стали 12Х18Н9, 17Х18Н9, содержащие соответственно 0,12 и 0,17% С, 17–19% Cr, 8–10% Ni. После медленного охлаждения стали имеют структуру6 аустенит (г), феррит (б) и карбиды хрома M23C6. Для получения чистого аустенитной структуры, обладающей высокой коррозийной стойкостью, стали нагревают до 1100–1150 ˚С (для растворения карбидов), и закаливают в воде (на воздухе). Сталь 12Х18Н9 обычно применяют в виде холоднокатанного листа или ленты. В процессе холодной пластической деформации сталь легко наклепывается. Временное сопротивление после холодной деформации (60–70%) может быть повышено до 1200–1300 Мпа, при этом относительное удлинение снижается на 4–5%. Упрочнение в процессе холодной деформации связано с наклепом и протеканием мартенситного превращения. Чем менее стабилен аустенит, тем интенсивнее при холодной деформации происходит превращение аустентита в мартенсит (мартенсит деформации).
Стали хорошо свариваются точечной сваркой и штампуются. При нагреве закаленных до 550–750 ˚С сталей, например при сварке, они охрупчиваются и приобретают склонность к межкристаллитной коррозии. Это связано с тем, что в пограничных зонах выделяются карбиды хрома M23C6 и происходит обеднение этих зон аустенита хромом ниже того предела (т.е. 12%). Который обеспечивает коррозийную стойкость. Для уменьшения склонности к интеркристаллитной коррозии в состав сталей вводят титан (реже ниобий) в количестве (5 С – 0,7), где С – содержание углерода в стали, % (12Х18Н10Т, 12Х18Н12Т). В этом случае образуется карбид МС (TiC, NbC), связывающий весь углерод, а хром остается в растворе. Для повышения стабильности аустенита количество никеля в этих сталях увеличивают до 10–12%. Сталь 12Х18Н10Т получила наибольшее распространение для работы в окислительных средах (например, азотной кислоте).
Высокое сопротивление межкристаллитной коррозии, хорошую, хорошую пластичность и свариваемость имеют низкоуглеродистые аустенитные стали 04Х18Н10 и 03Х18Н12. Стали с пониженным содержанием углерода устойчивы в азотной кислоте и других агрессивных средах и широко используются для изготовления химической аппаратуры.
Хромоникелевые стали
дороги. В связи с этим в некоторых случаях применяются более дешевые стали, в
которых часть никеля заменена марганцем. Экономнолегированная (по никелю) сталь
10Х14Г14Н4Т рекомендована как заменитель стали 12Х18Н10Т для изделий работающих
в слабоагрессивных средах (органических кислотах, солях, щелочах), а также при
температуре до – 196![]() .
.
Некоторое применение находят хромомарганцевоникелевые стали с азотом (0,15–0,4% N), который стабилизирует аустенит и может частично заменить никель. К числу этих сталей относятся стали 10Х14АГ15, 15Х17АГ14, 12Х17ГН13М3Т, которые сочетают высокую коррозийную стойкость с хорошей технологичностью, начиная от выплавки стали и заканчивая изготовлением сварных конструкций и аппаратов.
|
Сталь |
Содержание основных элементов, % |
Механические свойства |
||||||
|
C |
Cr |
Ni |
Другие элементы |
|
|
|
|
|
|
МПа |
% |
|||||||
|
12Х18Н9 |
0,12 |
17–19 |
8–10 |
– |
520 |
360 |
30 |
75 |
|
10Х14Г14Н4Т |
0,10 |
13–15 |
2,5–4,5 |
5 C – 0,06 Ti 0,15–025 Mn |
620 |
280 |
45 |
60 |
|
10Х14АГ15 |
0,10 |
13–15 |
– |
0,15–0,25 N 14–16 Mn |
750 |
300 |
45 |
55 |
|
10Х17Н13М3Т |
0,1 |
16–18 |
12–14 |
5 С – 0,7 Ti |
580 |
280 |
40 |
60 |
Химический состав (по легирующим элементам и механические свойства сталей) стали аустенитного класса.
6. Стали аутенситно-ферритного класса
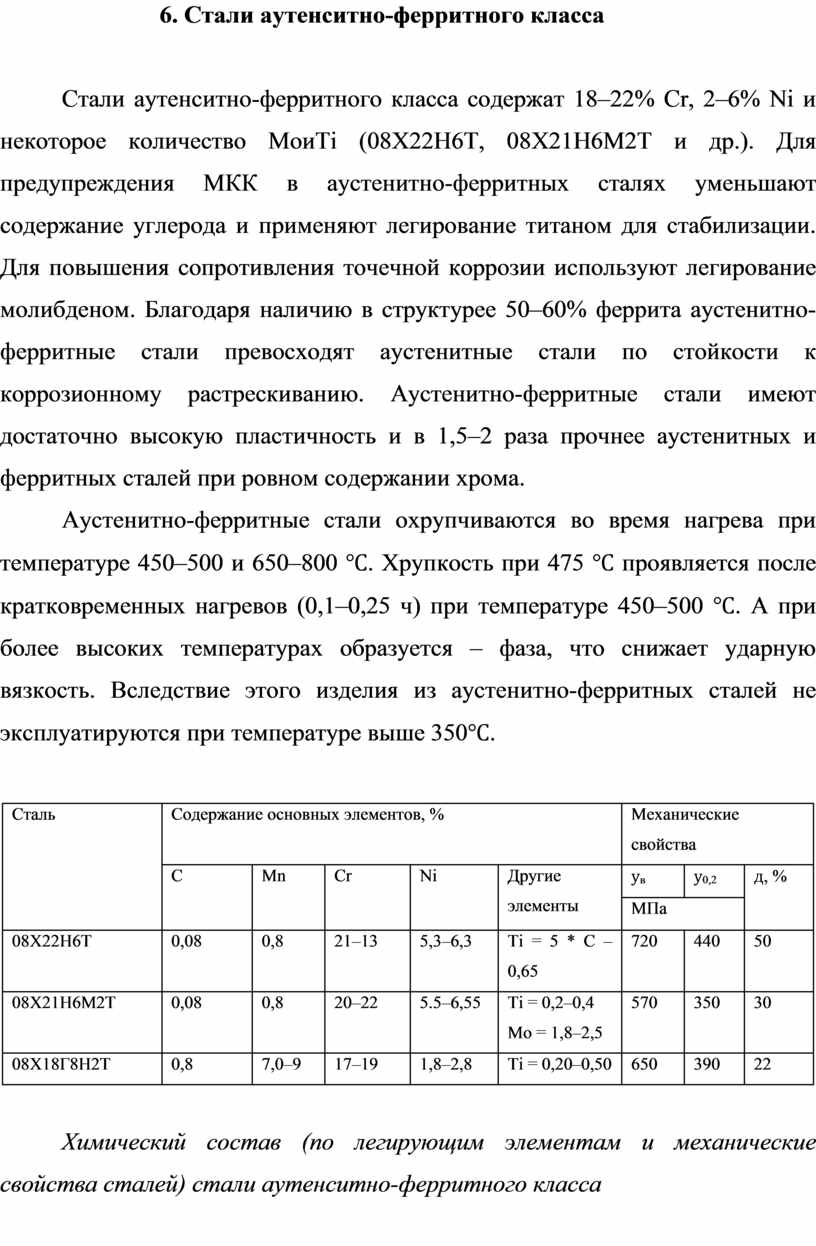
Стали аутенситно-ферритного класса содержат 18–22% Cr, 2–6% Ni и некоторое количество MoиTi (08Х22Н6Т, 08Х21Н6М2Т и др.). Для предупреждения МКК в аустенитно-ферритных сталях уменьшают содержание углерода и применяют легирование титаном для стабилизации. Для повышения сопротивления точечной коррозии используют легирование молибденом. Благодаря наличию в структурее 50–60% феррита аустенитно-ферритные стали превосходят аустенитные стали по стойкости к коррозионному растрескиванию. Аустенитно-ферритные стали имеют достаточно высокую пластичность и в 1,5–2 раза прочнее аустенитных и ферритных сталей при ровном содержании хрома.
Аустенитно-ферритные
стали охрупчиваются во время нагрева при температуре 450–500 и 650–800 ![]() . Хрупкость при 475
. Хрупкость при 475 ![]() проявляется после кратковременных нагревов (0,1–0,25
ч) при температуре 450–500
проявляется после кратковременных нагревов (0,1–0,25
ч) при температуре 450–500 ![]() . А при более высоких температурах образуется – фаза,
что снижает ударную вязкость. Вследствие этого изделия из аустенитно-ферритных
сталей не эксплуатируются при температуре выше 350
. А при более высоких температурах образуется – фаза,
что снижает ударную вязкость. Вследствие этого изделия из аустенитно-ферритных
сталей не эксплуатируются при температуре выше 350![]() .
.
|
Сталь |
Содержание основных элементов, % |
Механические свойства |
||||||
|
C |
Mn |
Cr |
Ni |
Другие элементы |
|
|
|
|
|
МПа |
||||||||
|
08Х22Н6Т |
0,08 |
0,8 |
21–13 |
5,3–6,3 |
Ti = 5 * С – 0,65 |
720 |
440 |
50 |
|
08Х21Н6М2Т |
0,08 |
0,8 |
20–22 |
5.5–6,55 |
Ti = 0,2–0,4 Mo = 1,8–2,5 |
570 |
350 |
30 |
|
08Х18Г8Н2Т |
0,8 |
7,0–9 |
17–19 |
1,8–2,8 |
Ti = 0,20–0,50 |
650 |
390 |
22 |
Химический состав (по легирующим элементам и механические свойства сталей) стали аутенситно-ферритного класса
7. Стали аустенитно-мартенситного класса
Главным преимуществом
этих сталей (сталей превосходного класса) по сравнению с аустентиными является
значительно более высокая прочность. Эти стали наряду с хорошей устойчивостью
против атмосферной коррозии обладают высокими механическими свойствами и хорошо
свариваются. Сталь 09Х15Н8Ю для повышения механических свойств подвергают
закалке от 975![]() , после которой структура стали – неустойчивый
аустенит и небольшое количество мартенсита. В этом состоянии сталь обладает
высокой пластичностью и может быть подвергнута пластической деформации и
обработке резанием. После закалки сталь обрабатывается холодом в интервале
температур -50 до -75
, после которой структура стали – неустойчивый
аустенит и небольшое количество мартенсита. В этом состоянии сталь обладает
высокой пластичностью и может быть подвергнута пластической деформации и
обработке резанием. После закалки сталь обрабатывается холодом в интервале
температур -50 до -75 ![]() для перевода большей части аустенита (~`80%) в
мартенсит и подвергается отпуску (старению0 при 450–500
для перевода большей части аустенита (~`80%) в
мартенсит и подвергается отпуску (старению0 при 450–500 ![]() . При старении из – твердого раствора
(мартенсита) выделяются дисперсные частицы интерметаллидов типа Ni3Al.
. При старении из – твердого раствора
(мартенсита) выделяются дисперсные частицы интерметаллидов типа Ni3Al.
Механические свойства
указанной стали зависят от количества образовавшегося мартенсита, которое можно
регулировать температурной закалкой и обработкой холодом. Если количество
мартенсита превышает 40%, то пластичность стали заметно падает, но прочность
возрастает. Большое упрочнение стали может быть достигнуто нагартовкой
предварительно закаленной на аустенит стали путем прокатки и волочения. После
такой обработки большая часть аустентита превращается в мартенсит деформации.
Дальнейшее упрочнение стали достигается старением при 450–480 ![]()
Прочность и другие
свойства сталей превосходного класса определяются их структурным состоянием,
особенно соотношением между содержанием аустенита и мартенсита. Когда в
структуре сталей содержится 70–90% мартенсита, стали имеют ![]() 0,2=700–1000 Мпа,
0,2=700–1000 Мпа, ![]() в=1100–1400 Мпа.
в=1100–1400 Мпа.
Стали превосходного
класса содержат менее 0,1 углерода и для увеличения эффекта старения
дополнительно легируются Al, Ti, Be, Cu, Mo. Старение при температуре около 450 ![]() . Сопровождается выделением промежуточных фаз
типа A3B (Ni3Al, Ni3Ti, Ni3Be), AB (NiTi, NiAl, NiMb), фаз Лавеса (Fe2Mo, (Fe, Ni)2Mo),
. Сопровождается выделением промежуточных фаз
типа A3B (Ni3Al, Ni3Ti, Ni3Be), AB (NiTi, NiAl, NiMb), фаз Лавеса (Fe2Mo, (Fe, Ni)2Mo), ![]() -фазы на основе меди. У сталей с дополнительным
легирование (09Х15Н8Ю, 08Х17Н5М3) прочность выше, чем у хромоникелевых сталей
без дополнительного легирования (07Х16Н6).
-фазы на основе меди. У сталей с дополнительным
легирование (09Х15Н8Ю, 08Х17Н5М3) прочность выше, чем у хромоникелевых сталей
без дополнительного легирования (07Х16Н6).
По технологическим
свойствам аустенитно-мартенситные стали близки к аустенитным. Они достаточно
хорошо деформируются в горячем (1200–800![]() ) и холодном состояниях (после закалки или
нормализации), удовлетворительно свариваются и обрабатываются резанием.
) и холодном состояниях (после закалки или
нормализации), удовлетворительно свариваются и обрабатываются резанием.
|
Сталь |
Содержание основных элементов, %* |
||||
|
C |
Cr |
Ni |
Al |
Mo |
|
|
07Х16Н6 |
0,05–0,09 |
15,5–17,5 |
5,0–8,0 |
– |
– |
|
09Х15Н9Ю |
≤0,09 |
14,0–16,0 |
7,0–9,4 |
0,7–4,3 |
– |
|
08Х17Н5М3 |
0,06–0,01 |
16,0–17,5 |
4,5–5,5 |
– |
3,0–3,5 |
|
*Массовая доля примесей: Si ≤ 0,8; Mn ≤ 0,8; P ≤ 0,035; S ≤ 0,20–0,25 |
|||||
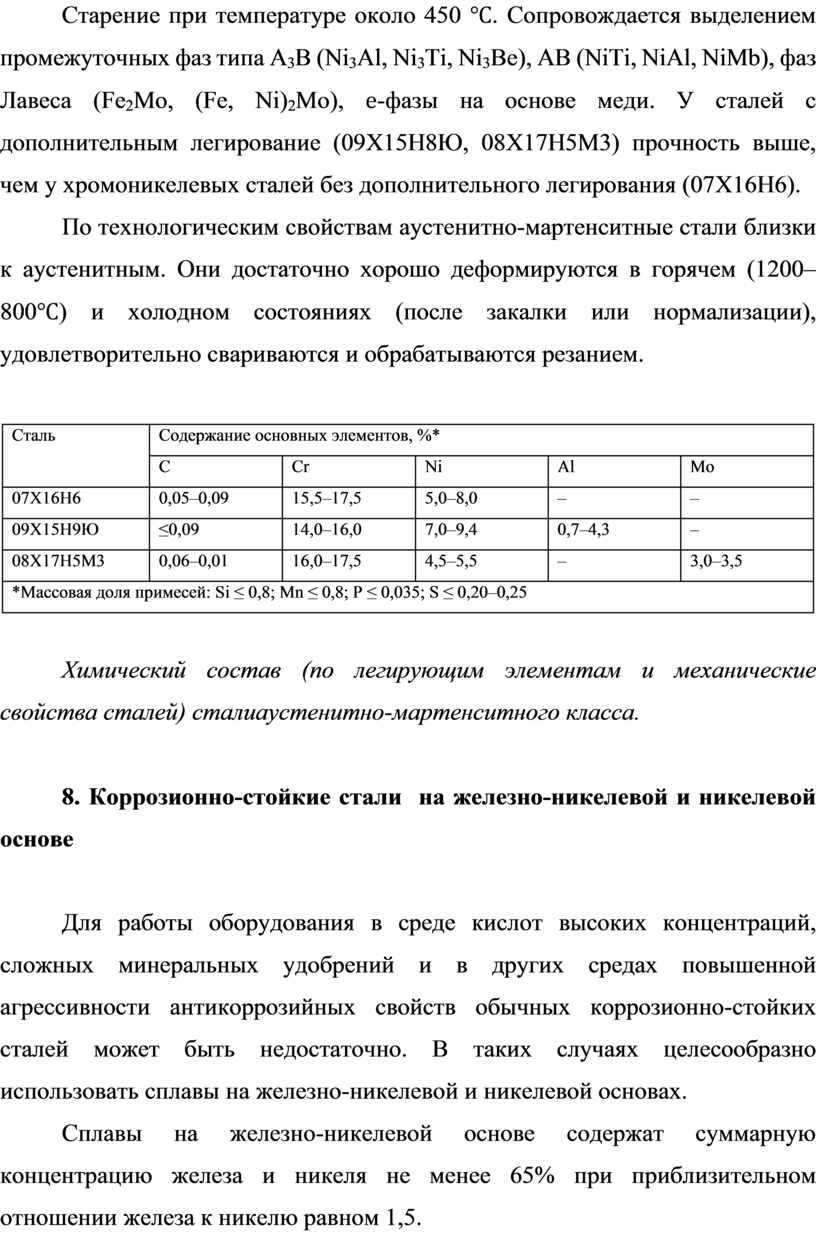
Химический состав (по легирующим элементам и механические свойства сталей) сталиаустенитно-мартенситного класса.
8. Коррозионно-стойкие стали на железно-никелевой и никелевой основе
Для работы оборудования в среде кислот высоких концентраций, сложных минеральных удобрений и в других средах повышенной агрессивности антикоррозийных свойств обычных коррозионно-стойких сталей может быть недостаточно. В таких случаях целесообразно использовать сплавы на железно-никелевой и никелевой основах.
Сплавы на железно-никелевой основе содержат суммарную концентрацию железа и никеля не менее 65% при приблизительном отношении железа к никелю равном 1,5.
К группе отечественных сплавов на железно-никелевой основе относятся сплавы 06ХН28МДТ (ЭИ943), 0ХН28МДИ (ЭП516), ХН40МДБ (ЭП937), ХН40МДТЮ (ЭП543) и др.
Сплав ХН40МДБ (ЭП937) – зарубежные аналоги Nicrofer 482Mo, Incoloy 825 и др. – обладают исключительно высокой стойкостью кточечной и язвенной коррозии, коррозионному растрескиванию хлоридах и сероводородосодержащих средах. Сплав стоек в 60%-м растворе серной кислоты, в кипящих растворах азотной (до 40%), фосфорной (до 40%), муравьиной кислоты всех концентраций.
Сплав ХН40МДТЮ (ЭП543) – относится
к категории дисперсионно-твердеющих материалов, в которых комплекс служебных
свойств достигается после закалки от 1050–1100![]() и последующего старения при 750
и последующего старения при 750![]() Сплав применяется для тяжелонагруженных узлов
подземного скважинного оборудования, работающего на сероводородосодержащих
месторождениях.
Сплав применяется для тяжелонагруженных узлов
подземного скважинного оборудования, работающего на сероводородосодержащих
месторождениях.
9. Сплавы на основе никеля
Для экстремальных условий эксплуатации, когда на металл одновременно воздействуют среды высокой агрессивности, высокие температуры и даления, комплекса физико-механических и коррозийных свойств железноникелевых сплавов также может оказаться недостаточно. В этом случае применяют довольно дорогостоящие никелевые сплавы, в которых железо может присутствовать в незначительных количествах. Никель обладает довольно высокой коррозийной стойкостью во многих агрессивных средах, способностью растворять в большом количестве многие элементы, такие как хром, медь, молибден, железо, медь, которые являются основными легирующими элементами коррозионно-стойких никелевых сплавов.
Коррозионостойкие никелевые сплавы разработаны на основе одной из трех систем легирования: Ni-Mo, Ni-Cr-Mo, Ni-Cr.
Никельмолибденовые сплавы марок Р65М-ВИ (ЭП982-ВИ), Н70МФ-ВИ (ЭП814А-ВИ) и их зарубежные аналоги HastelloyB-2, NimoferS6928 имеют исключительно высокую стойкость в средах неокислительного характера – всоляной, фосфорной, серной кислотах, влажном хлористом водороде, органических кислотах при повышенных температурах.
Никельхромомолибденовые сплавы марок ХН63МБ (ЭП758У), ХН65МВУ (ЭП760 и их зарубежные аналоги Hastelloy С-276, Hastelloy С-22) обладают высокой коррозийной стойкостью в широкой гамме высокоагрессивных сред окислительного и восстановительного характера, в водных растворах хлоридов меди (до 20%) и железа (до 35%), растворах серной, фосфорной, уксусной и муравьиных кислот, загрязненных ионами хлора и фтора, в сухом хлоре, мокром хлористоводородном газе, в кремнефтористоводородной кислоте и в других агрессивных средах.
Никельхромовые сплавы марок ХН58В (ЭП795) и зарубежные аналоги Nicrofer600 имеют высокую стойкость в растворах азотной кислоты в присутствии фтор-иона при высоких температурах. Никелевые сплавы этой основы легирования успешно используют как жаростойкий материал, например сплав ХН78Т (ЭИ45).
10. Двухслойные стали
Для деталей химической аппаратуры (корпусов аппаратов, днищ, фланцев, патрубков и др.), работающих в коррозионной среде, нашли применение двухслойные стали.
Двухслойная сталь позволяет экономить дорогостоящие материалы. Двухслойные стали (биметаллы) состоят из основного слоя – низколегированной (09Г2, 16ГС, 09Г2С, 12МХ, 10ХГСНД и др.) или углеродистой (Ст3) стали и коррозионостойкого плакирующего (защитный) слоя толщиной 1–6 мм из коррозионно-стойких сталей (08Х18Н10Т, 10Х17Н13М2Т, 06ХН28МДТ, 08Х13) или никелированных сплавов.
Двухслойная сталь образуется путем соединения разнородных металлов электрошлаковой сваркой или пакетным способом, при котором два листа из нержавеющей стали укладываются между толстыми плитами из низкоуглеродистой стали, обвариваются по периметру и прокатываются до заданной толщины. Распространены также заливка легкоплавкого металла по тугоплавкому и погружение тугоплавкого металла в расплавленный легкоплавкий металл. При гальваническом способе слой более ценного металла наносят электролитически. Более твёрдые – дорогие и дефицитные – сплавы наплавляют на сталь электронагревом (при производстве режущего инструмента, штампов и пр.). Надежное сцепление слоев позволяет подвергать двухслойную сталь резке, гибке, штамповке и сварке. Особенности сварки двухслойных сталей заключаются в том, что для каждого слоя основного и облицовочного (высоколегированного) металла необходима особая технология сварки. Сварку указанных сталей можно производить только двусторонним швом – со стороны низкоуглеродистого и со стороны легированного слоев. Между швами, свариваемыми со стороны основного (низколегированного), и швами со стороны облицовочного (высоколегированного) металлов, должно быть предусмотрено наложение разделительного слоя, что позволяет предотвратить нежелательное проплавление разнородных металлов.
Заключение
Применение закаленной и коррозионостойкой стали в машиностроении позволяет снизить энергоемкость и трудоемкость при производстве деталей. В последнее время наблюдается увеличение использования низкоуглеродистых коррозионно-стойких сталей и сплавов в химической, криогенной, пищевой и легкой промышленности, обусловленной их высокой стойкостью в агрессивных средах.
Низкоуглеродистые коррозионно-стойкие марки стали применяются для изготовления сварного оборудования и трубопроводов, работающих в контакте с азотной кислотой и аммиачной селитрой, предназначена для изготовления основных узлов оборудования для синтеза карбамида и капролактама, работающих в кипящей фосфорной и 10% уксусной кислотах, сернокислых средах.
Тросы из нержавеющей стали используются в тех ситуациях, где не должна иметь место коррозия, а также при работе в условиях высоких температур, например, в яхтенном спорте, авиации, химической и пищевой отрасли.
Несмотря на малую относительную величину объемов производства нержавеющие стали в ряде случаев практически являются отраслеобразующим материалом. Например, развитие таких отраслей как авиакосмическая, нефтехимическая, пищевая, медицинская и бытовая впрямую зависит от рынка нержавеющего металлопроката. Нержавеющая сталь применяется в сельхозмашиностроении, вагоностроении, автомобилестроении, в авиакосмической, нефтехимической, медицинской, пищевой промышленности (в т.ч. винодельческой промышленности для перекачивания вин, фруктовых соков, виноматериалов), при производстве инструмента сложной конфигурации (например, ножей для обработки кожи), в атомном машиностроении, в энергетическом машиностроении, в дизайне и оформлении, в судостроении, на заводах капитального ремонта транспорта, в производстве бытовой техники.
Нержавеющий металлопрокат находит все большее применение в промышленности и строительстве, обеспечивая более высокое качество, долговечность и эстетику конечного продукта.
Использованная литература
1. Адаскин А.М., Зуев В.М. «Материаловедение (металлообработка)». – 6-е изд. стереотипное изд. – М.: «Академия», 2009. – 288 с.
2. Болтон У. «Конструкционные материалы металлы, сплавы, полимеры, керамика, композиты». – М.: «Додэка-XXI», 2004. – 320 с.
3. Лахтин Ю.А, Леонтьева В.П. «Материаловедение: Учебник для высших технических учебных заведений». – 3-е издание изд. – М.: «Машиностроение», 1990. – 528 с.
4. Ю.П Солнцев, В.Ю. Пирайнен, С.А. Вологжанина «Материаловедение специальных отраслей машиностроения». – СПб.: Химиздат, 2007. – 783 с.
Размещено на Allbest.ru




Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
