Поделиться

П Л А Н
ОТКРЫТОГО УРОКА
ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ
Специальность: 22.02.06 «Сварочное производство»
Группа 220
Мастера п/о: Молчанова Л.П.
Дата проведения: 22.03.2023 г.
Тема программы: «Дуговая сварка пластин из углеродистой, легированной стали и цветных металлов в различных пространственных
положениях швов»
Тема урока: Сварка нахлесточного соединения в вертикальном положении
из различных сталей и цветных металлов
Тип урока: Урок изучения трудовых приемов и комплексных операций
г. Буденновск
Характеристика открытого урока
I. Характеристика облученности и реальных учебных и воспитательных возможностей
учащихся
1.1 Характеристика учебных возможностей
Открытый урок производственного обучения проводится в сварочной мастерской ГОУ СПО «Регионального политехнического колледжа» в 220 группе, обучающихся по специальности: «Сварочное производство». Учащиеся второго курса. В группе 21 человек, из них обучаются:
на «5» - 7 человек – 32 %
на «4» - 9 человек – 41 %
на «3» -5 человек – 27 %
1.2. Психологическая характеристика
Основу учебной деятельности учащихся составляет процесс усвоения теоретических знаний, овладение практическими навыками и умениями, структурно включающий следующие компоненты: восприятие учебного материала, его осознании и осмысление, запоминание. Качество восприятия – обязательное условие эффективности усвоения. В группе по результатам тестирования в аудиального восприятия – 9 человек, что составляет 46 % учащихся; визуального восприятия – 13 человек, что составляет 50 % учащихся; Большинству правополушарным – 77 % учащихся необходимы контексты, связь информации с реальностью и практикой, анализ от целого к частному, задачи зрительно – пространственного анализа, творческие задания. Левополушарных – 23 % учащихся, нужны технологические, ясные четкие инструкции, неоднократное повторение учебного материала, тишина на уроке. Уровень развития памяти – средний; уровень развития мышления –средний.
По темпераменту: сангвиников -46%
холериков – 19%
флегматиков- 35%.
Исследуя полученные результаты данной группы студентов, учитывая их темперамент, нужно использовать на уроке разнообразные виды деятельности иначе работа будет казаться не неинтересной, сразу становится скучно: решение задач, составление таблиц, демонстрацию средств наглядности, проблемное изложение материала по технике безопасности, широкое использование сравнений, обобщений, теоретических обоснований и практических навыков, помогут добиться желаемых результатов. Целесообразно проконтролировать закрепление нового материала индивидуальным контрольным заданием.
Проведение открытого урока способствует:
- пониманию и осознанию изучаемого материала;
- развитию самостоятельности, логического мышления, активизирует познавательную
деятельность;
- проявлению практических умений и навыков
1.3.Индивидуальная методическая инструментовка ( Приложение 1)
II. Проект урока.
2.1. Место урока в теме, разделе, курсе.
Урок производственного обучения проводится на 2 курсе во 2 полугодии по теме программ: «Дуговая сварка пластин из углеродистой, легированной стали и цветных металлов в различных пространственных положениях швов»
2.2. Тема урока: Сварка нахлесточного соединения в вертикальном положении из различных
сталей и цветных металлов
.
2.3. Тип урока: Урок изучения трудовых приемов и комплексных операций
2.4. Педагогическая структура урока
Цели и задачи урока:
Образовательные:
Цель: Изучение профессиональных умений и навыков при выполнении нахлесточного соединения из различных сталей и цветных металлов в вертикальном положении шва.
Задача: Научить выполнять нахлесточное соединение в вертикальном положении из различных сталей и цветных металлов и развивать организационные способности, умение работать в коллективе.
Развивающие:
Цель: Развитие умственной и практической деятельности. Умение применять теоретические знания на практике.
Задача: Применение знаний в решении новых познавательных и практических задач: умение подготавливать детали к сборке; выбирать режимы и сварочный материал; выполнять сварку нахлесточного соединения в вертикальном положении из различных сталей и цветных металлов.
Воспитательные:
Цель: Воспитывать чувство ответственности за выполненную работу.
Задача: Содействие формированию производственных и трудовых умений и навыков.
Методические:
Цель: Создать условия для проявления индивидуальных способностей учащихся при выполнении практических работ в бригаде, обеспечивая тем самым формирование трудовых умений и навыков.
Задача: Показать преимущество бригадного метода обучения, как организационной формы активизации познавательной деятельности.
Принципы урока:
1. Доступности – возможность работы на оборудовании в соответствии с темой программы при равных условиях;
2. Связи теории с практикой;
3. Самостоятельности и активности учащихся.
Обеспечение урока
Оборудование: Трансформатор сварочный -9 штук
Инструменты: Шлакоотделитель - 9 штук
Щетка по металлу- 9 штук
Молоток - 9 штук
Материалы: Пластины из низкоуглеродистой стали
Электроды марки АНО-21
Принадлежности сварщика:
Щиток или маска
Электрододержатель
3. Методическая структура урока
Ход урока и распределение учебного времени
3.1. Организационный момент ( 3 мин)
1.1 Проверить наличие учащихся по списку
1.2 Проверить наличие спецодежды и средств индивидуальной защиты учащихся, готовность к уроку
3.2. Вводный инструктаж ( 47 мин )
2.1 Сообщение темы и цели урока
2.2 Разделение на бригады
2.3 Проверка знаний учащихся по пройденному материалу
2.4 Закрепление знаний по технике безопасности
2.5 Изложение нового материала
2.6 Закрепление изученного материала
2.7 Показ приемов работы
3.3. Психологическая структура урока
В группе преобладают большинство правополушарных студентов, вид урока соответствует их индивидуальным особенностям: преобладают творческая и самостоятельная работа. Урок начинается в 8.00, это время характеризуется низкой работоспособностью, поэтому особое внимание уделяется сообщению формы проведения урока, в целях активизации учащихся. Для наилучшего достижения поставленных целей и задач, а также реализации творческого потенциала на уроке используются такие методы обучения, как поисковая работа, самостоятельная работа, анализ конкретных ситуаций. Эти методы на овладение знаниями, умениями и навыками, развития мышления и познавательных интересов к профессиональной
деятельности. В качестве приема, создающего эмоциональное отношение к изученному материалу, наглядные пособия, справочная и методическая литература, раздаточный материал.
Левополушарным нужны технологии ясные, четкие инструкции, абстрактный линейный стиль изложения информации от части к целому, неоднократное повторение учебного материала, проверка выполненной работы, тишина на уроке.
Пик активности работы приходится на период времени с 9.30 до 12.30, что способствует более качественному выполнению практического задания, и проведению качественного анализа выполненной работы.
3.4. Технология урока.
При проектировании урока использованы следующие образовательные технологии:
а) коллективная творческая деятельность
б) игровые технологии
в) организация самостоятельной работы
3.5. Прогноз возможных действий и возможные результаты.
При оценке, знаний, умений и навыков используются следующие категории:
а) активность учащихся на уроке;
б) правильность ответов на вопрос;
в) самостоятельность при выполнении трудовых приемов.
По результатам оценки знаний, умений и навыков учащихся прогнозируются следующие ожидаемые результаты:
Ожидаемые результаты: Фактические результаты
«5» - 7 человек «5» -
«4» - 9 человек «4»-
«3» - 5 человек «3»-
4. Текущий инструктаж (4ч )
4.1 Деятельность учащегося: выполнение подготовки пластин к сборке под сварку, сборка пластин в нахлесточное соединение в нижнем положении шва, контроль качества сборки, установка собранного соединения в вертикальное положение шва, контроль выбранных режимов сварки. Выполнение нахлесточного соединения в вертикальном положении шва. Контроль соединения. Классификация дефектов.
4.2 Деятельность мастера производственного обучения:
Наблюдение за началом работы всех учащихся и группы
Первый обход – проверить организацию и содержание рабочих мест.
Второй обход – проверить правильность выполнения трудовых приемов и операций по подготовке деталей к сборке, установки режимов сварки, выполнение сборки под сварку.
Третий обход – соблюдение техники выполнения нахлесточного соединения в вертикальном положении шва, соблюдения правил техники безопасности, правильности применения колебательных движений и угла наклона электрода.
Четвертый обход – проверить организацию самоконтроля учащихся на уроке.
Пятый обход – проверка учащихся на индивидуальное выполнение работ, прием и оценка выполненных работ по сварке нахлесточного соединения в вертикальном положении шва.
5. Заключительный инструктаж ( 20 мин )
Сообщение о достижении цели урока
5.1 Подведение итогов и анализа выполнения задания группой учащихся, выставление оценок
5.2 Разбор типичных ошибок и характерных недостатков
5.3 Рассмотрение путей их предупреждения и устранения
5.4 Анализ соблюдения учащимися техники безопасности;
5.5 Организация труда и рабочих мест;
5.6 Использование рабочего времени
5.7 Подведение итогов
5.8 Сообщение темы следующего занятия
5.9 Выдача домашнего задания
III.Обоснование проекта открытого урока
Первый этап: подготовительный
Планирование урока:
В процессе работы над календарно-тематическим планированием определены сроки и тематика урока. Данный урок запланирован в группе 220, обучающихся по профессии: «Сварщик». При подготовке к уроку, разработаны инструкционные карты по выполнению нахлесточного соединения из различных сталей и цветных металлов, вопросы, карточки-задания, справочная литература. Подобран необходимый материал, после чего был разработан план урока.
Репетиционный этап
( Отработаны отдельные элементы урока, был проведен хронометраж урока)
Второй этап: исполнительский
Проведение урока.
Третий этап: рефлексивный
Проведение анализа урока.
Разработка открытого урока
Тема урока: Сварка нахлесточного соединения в вертикальном положении из различных
сталей и цветных металлов
Цель: Закрепление профессиональных умений и навыков при выполнении нахлесточного соединения из различных сталей и цветных металлов
Задачи: 1. Обучить правильно подготавливать пластины к сборке
2. Обучить технике сварки нахлесточного соединения в вертикальном положении
шва
3. Ознакомить с возможными дефектами при сварке нахлесточного соединения в вертикальном положении шва и способами их предотвращения.
Материально – техническое оснащение урока
Оборудование: Трансформатор сварочный -9 штук
Инструменты: Шлакоотделитель -9 штук
Щетка по металлу- 9 штук
Молоток -9 штук
Материалы: Пластины из низкоуглеродистой стали
Электроды марки АНО-21
Принадлежности сварщика:
Щиток или маска
Электрододержатель
Раздаточный материал
- инструкционные карты по выполнению нахлесточного соединения в вертикальном положении
шва;
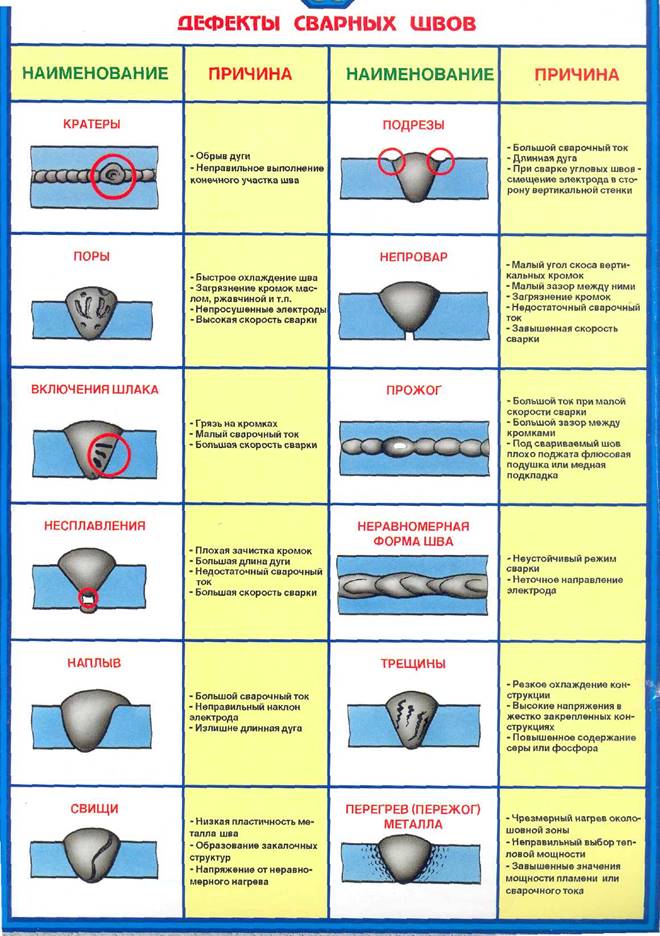
- таблица дефектов;
- карточки-задания;
- инструкции по технике безопасности при выполнении работ дуговой сваркой 6.2
Литература
Геворкян В.Г., Основы сварочного дела. – М.: Высш. школа,1979.
Чернышов Г.Г., Технология электрической сварки плавлением.- М.: Высш. школа, 2006.
Ход работы
I. Организационный момент – 800 - 803
1.1 Проверить явку учащихся ( рапорт дежурного)
1.2 Проверить наличие спецодежды и готовность учащихся к уроку
II. Вводный инструктаж - 803 - 850
2.1 Сообщение темы и цели урока
Тема урока: Сварка нахлесточного соединения в вертикальном положении из различных
сталей и цветных металлов. На уроке мы должны научиться производить подготовку деталей к сборке, правильно подбирать режимы сварки, материалы, выполнять сборку и сварку нахлесточного соединения из различных сталей и цветных металлов, производить контроль качества выполненного соединения внешним осмотром.
Сегодня у нас урок не обычный мы его проведем бригадным методом. Для этого разделимся на 2 бригады, каждой из бригад предлагается выбрать своего бригадира.
2.2 Проверка знаний учащихся по пройденному материалу
Методика проведения опроса:
Бригадиры получают задания на бригаду. У каждой бригады свое направление работы.
Задание 1. Дать определение стыковому соединению, преимущества и недостатки данного соединения. Трудности при выполнении стыкового соединения в вертикальном положении. Техника и технология выполнения стыкового соединения в вертикальном положении шва. Сварка стыкового соединения из среднелегированных и высоколегированных сталей. Виды дефектов, которые могут возникнуть при сварке стыкового соединения в вертикальном положении шва и их причины.
Задание 2. Дать определение угловому и тавровому соединениям и применение их в производстве сварных конструкций. Трудности при выполнении таврового и углового соединения. Техника и технология выполнения данных соединений в вертикальном положении шва. Сварка углового и таврового соединений, в вертикальном положении из никеля. Виды дефектов, которые могут возникнуть при сварке углового и таврового соединений в вертикальном положении шва и их причины.
Каждая из бригад дает подробный ответ на вопрос, причем участвуют все члены бригады.
Результаты фиксируются в таблице по каждой бригаде.
Опрос у доски
Цель: закрепить знания и умение в расчете режимов сварки и наплавке
Приглашаются по одному учащемуся из каждой бригады к доске, им выдается карточка – задание с условием задачи, необходимо рассчитать длину дуги и силу сварочного тока.
Задание 1.
Рассчитать силу сварочного тока и длину дуги при выполнении сварки металла толщиной 5мм, в нижнем положении шва.
Задание 2.
Рассчитать силу сварочного тока и длину дуги при выполнении сварки металла диаметром электрода 4мм, в вертикальном положении шва.
Во время выполнения задания по карточкам, работа с группой – проведение фронтального опроса - «Сварочный марафон»
Фронтальный опрос
Цель: закрепить знания по выполнению наплавки и сварки соединений в вертикальном положении
Вопросы к опросу:
Перечислить виды разделки кромок.
Правильный ответ: (виды разделки кромок У К Х V).
Назовите способы возбуждения дуги.
Правильный ответ: ( дугу возбуждают кратковременным прикосновением, движением вскользь)
Назовите способы выполнения соединений в вертикальном положении шва?
Правильный ответ: (сварку соединений в вертикальном положении можно выполнять снизу вверх и сверху вниз)
Чему равен угол наклона электрода при наложения валика в нижнем положении
Правильный ответ: (угол наклона составляет 15-30 градусов)
От чего зависят размеры кратера?
Правильный ответ: (размер кратера зависит от силы сварочного тока)
Назовите способы наложения шва
Правильный ответ:(4 способа наложения шва: вверху вниз, снизу вверх, вправо налево, слева направо)
В зависимости от чего выбирают марку электрода?
Правильный ответ: (марки свариваемого металла)
Назовите колебательные движения, которые применяются при сварки угловых соединений в вертикальном положении
Правильный ответ: (применяются колебательные движения круговые, треугольником с задержанием в точке вершины)
Назовите формулу расчета силы сварочного тока
Правильный ответ: (l=kd)
10. Назовите основные параметры режима сварки
Правильный ответ: (основными параметрами являются: сила тока, напряжение дуги, скорость сварки, диаметр электрода)
11. Назовите, при какой толщине металла выполняется разделка кромок
Правильный ответ: ( при толщине 4-5 мм)
12. Соединения, из каких металлов не выполняются в вертикальном положении
Правильный ответ: (алюминий и медь из-за высокой жидкотекучести)
13. При какой температуре нагрева титан начинает взаимодействовать с окружающей средой. Правильный ответ: ( 450-500 градусов)
14. Какой угол наклона электрода при наложении стыкового соединения в вертикальном положении сверху вниз тонкого металла
Правильный ответ: ( угол наклона составляет 15-20 градусов вниз)
15. На сколько меньше берется сила сварочного тока для вертикального положения шва
Правильный ответ:( на 10-15% ниже нижнего)
16. Какой вид шва в вертикальном положении
Правильный ответ: (вид шва грубочашуйчатый)
17. Назовите доступный вид контроля качества шва
Правильный ответ: (доступный вид контроля -визуальный)
18. Назовите угол наклона электрода при наложении углового шва в нижнем положении
Правильный ответ: (угол наклона составляет 45 градусов между деталями)
19. Назовите причина возникновения непровара
Правильный ответ: (причинами непровара являются -неверные режимы сварки)
20. Назовите формулу расчета длины дуги
Правильный ответ: L= (0,5-1,1)dэл.
2.3.Слагаемые качественного соединения
К доске приглашаются по одному представителю от каждой бригады, на плакатах написаны факторы которые влияют или нет на качество соединения при ручной дуговой сварке, необходимо выбрать правильные и соединить стрелками со словами «качественное соединение»
|
Качественное
соединение
|
Зачистка элементов соединения Зазор Освещение Сила тока Вид пламени Угол наклона электрода Род тока Вид соединения Длина дуги Светофильтр Спецодежда Напряжение на дуге Вид электрододержателя Расход горючего газа Вид подогрева
|
Пока представители бригад определяют факторы влияющие на качества шва, остальные члены бригады работают с тестами.
Карточка 1
1.Не более какого диаметра электрода производят сварку в вертикальном положении шва?
а)3;
б) 5;
в) 4;
г) 6.
2. Какие колебательные движения электродом применяются при сварке углового шва?
а) круговые;
б) треугольником с задержанием в точке вершины;
в)двойная петля.
3. С увеличением сварочного тока размеры сварочной ванны:
а) увеличиваются
б) уменьшаются
в) не изменяются
4. Мелкокапельный и струйный переносы электродного металла обеспечивают:
а) более устойчивый процесс сварки и лучшее формирование сварочного шва
б) менее устойчивый процесс сварки, но лучшее формирование сварного шва
в) неустойчивый процесс сварки и плохое формирование сварного шва
5.Что означает тепловое поражение электрическим током?
а) заболевание глаз
б) паралич нервной системы
в) ожоги тела
Карточка 2
1. Чему равен угол наклона электрода в начальный момент возбуждения дуги?
а) 45 градусов
б) 15-30 градусов
в) 45-50 градусов
г) 90 градусов
2. Какой дефект образуется при не правильном угле наклона электрода?
а) наплыв
б) непровар корня шва
в) подрез
г) прожег
3. Для чего необходимо отводить электрод в сторону от сварочной ванны?
а) чтобы вышел шлак
б) уменьшить объем сварочной ванны
в) чтобы сварочная ванна частично за кристолизовалась
4. Что называется корнем шва?
а) часть сварного шва, расположенная на его лицевой поверхности
б) часть сварного шва, наиболее удаленная от его лицевой поверхности
в) часть сварного шва, расположенная в последнем выполненном слое
5. Что называется подрезом?
а) дефект в виде углубления по линии сплавления сварного шва с основным металлом
б) дефект в виде несплавления в сварном соединении, вследствие неполного
расплавления кромок
в) дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва
Карточка 3
1. Электродная проволока:
а) обеспечивает стабильное горение сварочной дуги
б) обеспечивает хорошее формирование сварочного шва
в) выполняет роль присадочного материала
2. Покрытие электрода служит для:
а) обеспечения стабильного горения сварочной дуги
б) получения металла заданного химического состава
в) получения неразъемного сварного соединения
3. Основное покрытие обозначается буквой:
а) А б) Р в) Б
4. Для сварки на переменном токе используют электроды:
а) АНО-4 б) МР-3 в) УОНИИ-13/55
5. Электроды какой марки чувствительны к увлажнению покрытия электрода?
а) АНО-4 б) МР-3 в) УОНИИ -13/45
Карточка 4
1. Какая основная трудность возникает при сварке в вертикальном положении?
а) стёк металла из сварочной ванны;
б) трудность возбуждения дуги;
в) не качественное формирование шва;
г) образование дефектов;
2. Угол наклона электрода при выполнении вертикальных швов снизу вверх?
а) 45 градусов;
б) 15-30
градусов;
в) 35-50 градусов
г) 20-40 градусов;
3. Угол наклона электрода при выполнении вертикальных швов сверху вниз?
а) 45 градусов
б) 15-20 градусов;
в) 45-50 градусов;
г)20-40 градусов;
4.На сколько процентов меньше берется сила тока в вертикальном положении?
а) 5-10%;
б) 10-15%;
в) 15-20%'
г) 5%;
5.Какое направление сварки применяют, при полуавтоматической или автоматической сварки вертикальных швов?
а.) Снизу вверх
б.)Сверху вниз
в. )на право
г). Справа на лево
2.4. Проверка знаний по технике безопасности по теме: «Электробезопасность»
Какие основные правила необходимо соблюдать для предупреждения возможного поражения электрическим током, при выполнении электросварочных работ?
Правильные ответы:
- корпуса оборудования и аппаратуры, к которым подведен электрический ток, должны быть надежно заземлены.
- все электрические провода, идущие от распределительных щитов и на рабочие места должны быть надежно изолированы и защищены от механических повреждений.
- запрещается использовать контур заземления, металлоконструкций зданий, а также трубы водяной и отопительной систем в качестве обратного провода сварочной цепи.
- при выполнении сварочных работ в нутрии замкнутых сосудов (котлов, емкостей, резервуаров и дт.) следует применять деревянные щиты, резиновые коврики, перчатки, галоши.
- сварку необходимо проводить с подручным, находящимся вне сосуда. Следует помнить, что для осветительных целей внутри сосудов, а также в сырых и помещениях применяют электрический ток напряжением не выше 12 В, а в сухих помещениях не выше 36В.
- в сосудах без вентиляции сварщик должен работать не более 30 мин с перерывами для отдыха на свежем воздухе.
- монтаж, ремонт электрооборудования и наблюдения за ним должны выполнять электромонтеры.
- сварщикам категорически запрещается исправлять силовые электрические цепи.
3. Изложение нового материала.
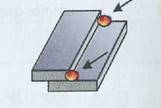
Нахлесточное соединение представляет собой сварное соединение в котором свариваемые элементы расположены параллельно и частично перекрывают друг друга.
Нахлесточные соединения, предусмотренные для металлов толщиной 2...60 мм, применяют при изготовлении различных строительных конструкций — колонн, мачт, ферм и др. Их выполняют наложением одного элемента соединения на другой. Величина перекрытия, должна быть не менее удвоенной суммы толщин свариваемых кромок изделия. Свариваемые поверхности не обрабатывают (не считая зачистку кромок). Листы заваривают с обеих сторон, чтобы не допустить проникновения влаги в зазор между свариваемыми листами.
Технология ручной дуговой сварки предусматривает осуществление следующих операций: возбуждение дуги, перемещение электрода в процессе сварки, наложение швов в определенном порядке, зависящем от особенностей сварных соединений.
В процессе сварки необходимо поддерживать постоянную длину дуги, которая зависит от марки и диаметра электрода. Ориентировочно нормальная длина дуги Lд, мм, должна составлять
Lд = (0,5... 1,1)dэ
где d — диаметр электрода, мм.
Длина дуги оказывает существенное влияние на качество сварного шва и его форму. Длинная дуга способствует более интенсивному азотированию расплавленного металлу и приводит к пористости шва.
Для образования сварного шва электроду придается сложное движение в трех направлениях. Первое движение — это поступательное движение электрода в направлении его оси. Оно производится со скоростью плавления электрода и обеспечивает поддержание определенной длины дуги.
Второе движение электрода, направленное вдоль оси шва, осуществляется со скоростью сварки. Результатом этих двух движений является узкий (шириной не более 1,5d) так называемый ниточный шов. Такими швами сваривают тонкий металл и корень шва при многослойной (многопроходной) сварке.
Третье движение — это колебание конца электрода поперек оси шва, которое необходимо для образования валика определенной ширины, хорошего провара кромок и замедления остывания сварочной ванны. Колебательные движения электрода в поперечном направлении могут быть различными в зависимости от формы, размеров и положения шва в пространстве.
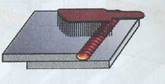
Выполнение швов в вертикальном положении. В этом случае расплавленный металл стремится стечь вниз. Поэтому вертикальные швы выполняют очень короткой дугой. Вертикальные швы выполняют как снизу вверх, так и сверху вниз. В первом случае дуга возбуждается в самой нижней точке вертикально расположенных пластин, и после образования ванны жидкого металла электрод, установленный сначала горизонтально, отводят несколько вверх. При этом застывший металл шва образует подобие полочки, на которой удерживаются последующие капли металла. Для предотвращения вытекания жидкого металла из ванны необходимо совершать колебательные движения электродом поперек оси шва с отводом его вверх и поочередно в обе стороны. Это обеспечивает быстрое затвердевание жидкого металла.
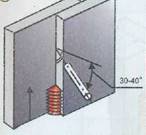
Сварку сверху вниз применяют при малой толщине металла или при наложении первого слоя шва в процессе многослойной сварки. В этом случае подтекающий под дугу жидкий металл уменьшает возможность образования сквозных прожогов. В начале сварки дуга возбуждается в самой верхней точке пластин при горизонтальном расположении электрода. После образования ванны жидкого металла электрод наклоняют на 15...20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Для улучшения условий формирования шва амплитуда колебаний электрода должна быть небольшой, а дуга очень короткой, чтобы капли расплавленного металла удерживались от стекания вниз.
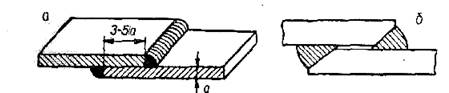
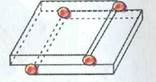
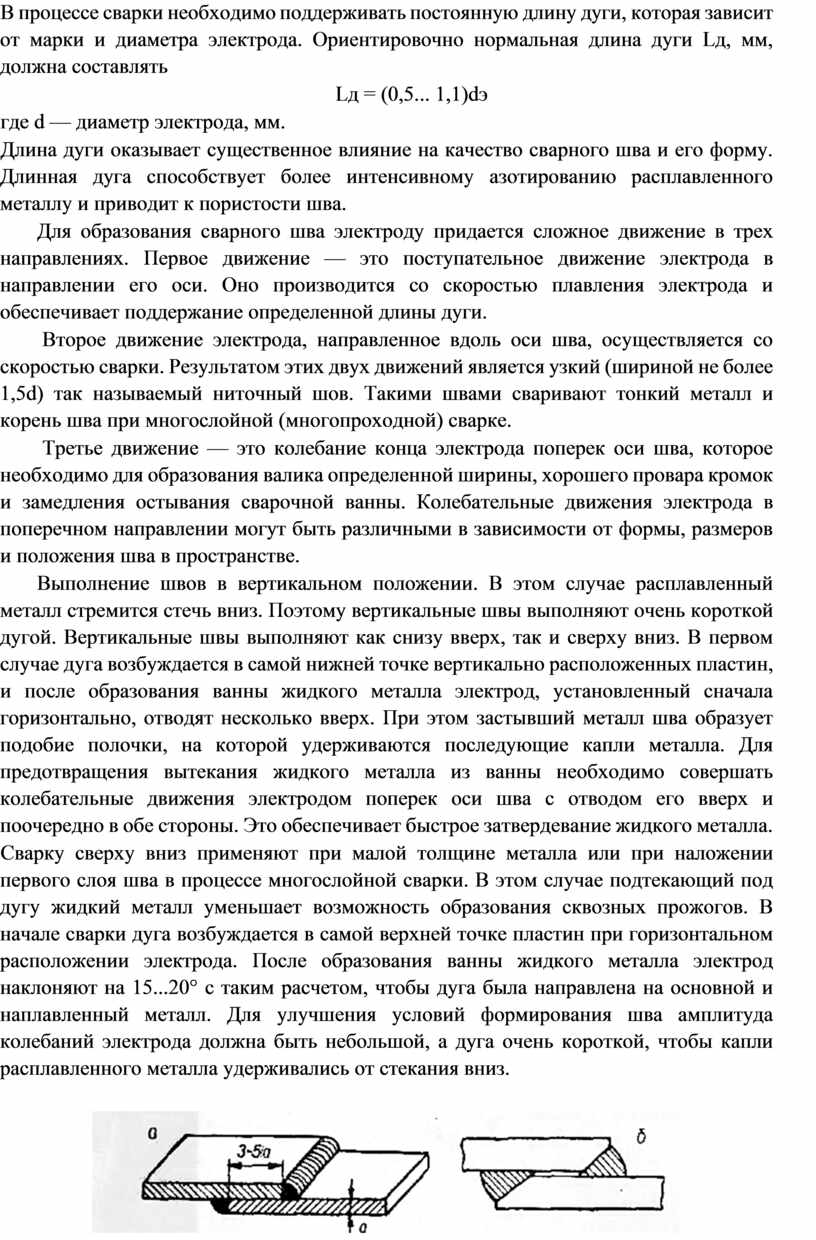
Нахлестанные соединения обычно применяют в листовых и решетчатых конструкциях. При этом виде соединения концы двух свариваемых листов накладывают один на другой на некоторую величину, так называемую длину нахлестки, которая принимается равной 3—5 толщинам свариваемых листов, и проваривают по периметру или кромкам угловыми швами, накладываемыми в угол, образованный поверхностью одного листа k кромкой другого. Преимуществами соединения листов внахлестку являются: 1) меньшие усадочные напряжения по сравнению со сваркой в стык; 2) не нужна обработка кромок при любой толщине. Соединения внахлестку имеют и ряд недостатков как-то: I) затрата лишнего металла на нахлестку; 2) обязательная сварка с двух сторон, что приводит к большей затрате наплавленного металла и рабочего времени; 3) увеличение веса конструкции; 4) дополнительные напряжения от момента, возникающего при растяжении.
Несмотря на эти недостатки, нахлесточное соединение применяют довольно часто. Иногда применяют специальную форму нахлесточного соединения — со скосом кромок листов.
4. Закрепление изученного материала
На основании объяснения изученного материала бригадам предлагается выполнить задания:
1 бригада – дать характеристику особенностям и трудностям, которые возникают при выполнении нахлесточного соединения в вертикальном положении шва.
2 бригада – произвести анализ дефектов, которые могут возникнуть при выполнении нахлесточного соединения в вертикальном положении шва.
5. Показ приемов работы
5.1. Показ приемов выполнения подготовки элементов соединения к сборке, выбор сварочного материала и установки режимов сварки нахлесточного соединения в вертикальном положении шва, выполнение сборки под сварку.
5.2. Показ техники выполнения сварки нахлесточного соединения в вертикальном положении шва с отрывом и без отрыва дуги и контроля качества соединения.
6. Предложить учащимся повторить приемы работы
6.1 Выполнение приемов выполнения подготовки элементов соединения к сборке, выбор сварочного материала и установки режимов сварки нахлесточного соединения в вертикальном положении шва, выполнение сборки под сварку
6.2 Выполнение техники сварки нахлесточного соединения в вертикальном положении шва с отрывом и без отрыва дуги согласно инструкционной карты ( Приложение 2).
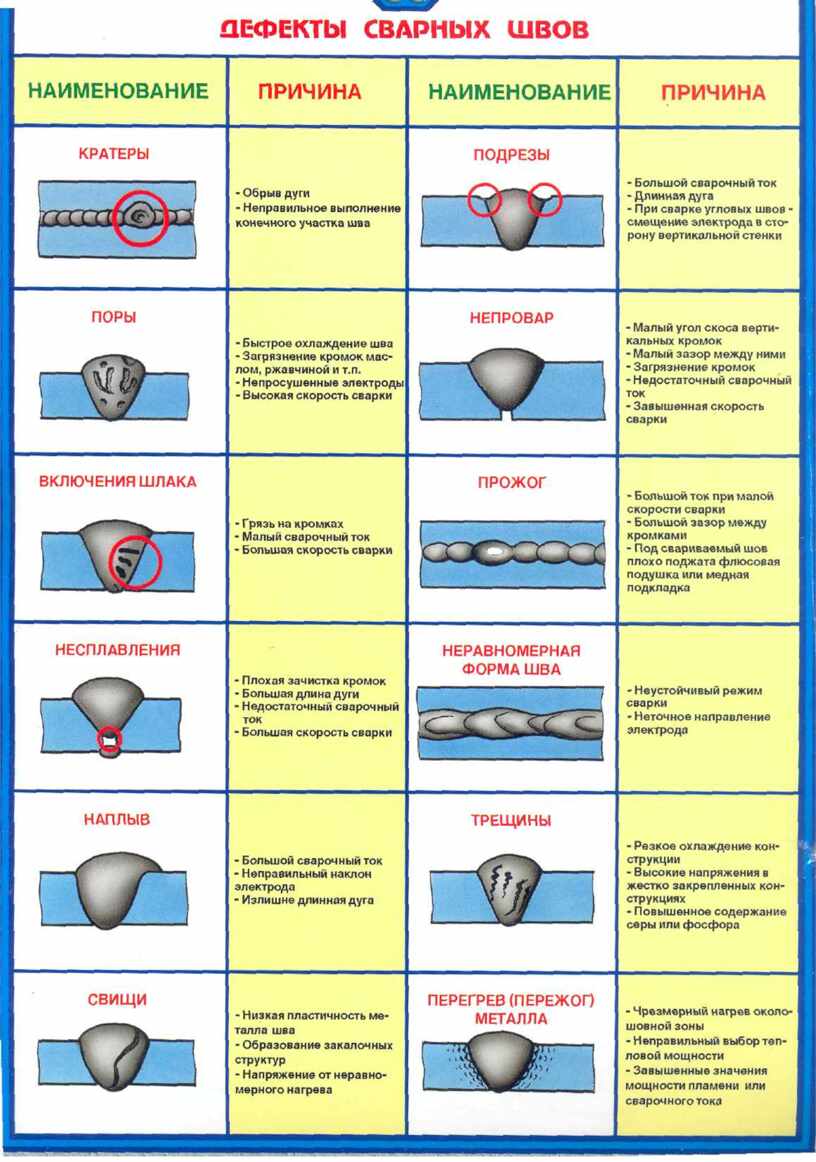
6.3. Визуальный контроль и классификация дефектов. Для проведения контроля сварки внешним осмотром и классификации дефектов пользоваться таблицей дефектов и заносят в протокол дефектов ( Приложение 3).
III. Текущий инструктаж 850 - 1340
Задание – выполнить подготовку элементов соединения к сборке, подобрать сварочный материал, выбрать режимы сварки, произвести сборку соединения под сварку, выполнить нахлесточное соединение в вертикальном положении двумя способами с отрывом дуги и без отрыва дуги.
1. Деятельность учащегося: Согласно критериям (Приложение 4) выполнить полученное задание, соблюдая технику безопасности и организацию рабочего места.
Деятельность мастера производственного обучения:
2.1. Наблюдение за началом работы учащихся группы
Первый обход – проверить организацию и содержание рабочих мест
Второй обход - проверить правильность выполнения трудовых приемов и операций
- подготовка деталей соединения к сборке;
- выполнение сборки под сварку;
- выбор силы сварочного тока.
Третий обход – соблюдение техники выполнения соединения
- угол наклона электрода;
- скорость ведения сварки;
- процент перекрытия зеркальной поверхности;
- применение колебательных движений.
Четвертый обход – проверка правильности ведения самоконтроля
- контроль качества соединения внешним осмотром;
- прием и оценка работ учащихся
IV. Заключительный инструктаж 1340 - 1400
1. Подведение итогов и анализа выполнения задания группой учащихся, выставление оценок
2. Разбор типичных ошибок и характерных недостатков
3. Рассмотрение путей их предупреждения и устранения
4. Анализ соблюдения учащимися техники безопасности;
5. Организация труда и рабочих мест;
6. Использование рабочего времени
7. Подведение итогов
8. Сообщение темы следующего занятия
9. Выдача домашнего задания: повторить по учебнику тему «Техника и технология выполнения соединений в вертикальном положении шва» Чернышов Г.Г. «Технология электрической сварки плавлением» стр. 56-59.
10. Уборка рабочих мест и лаборатории
Мастер п/о:_____________________________Молчанова Л.П.
Приложение 2
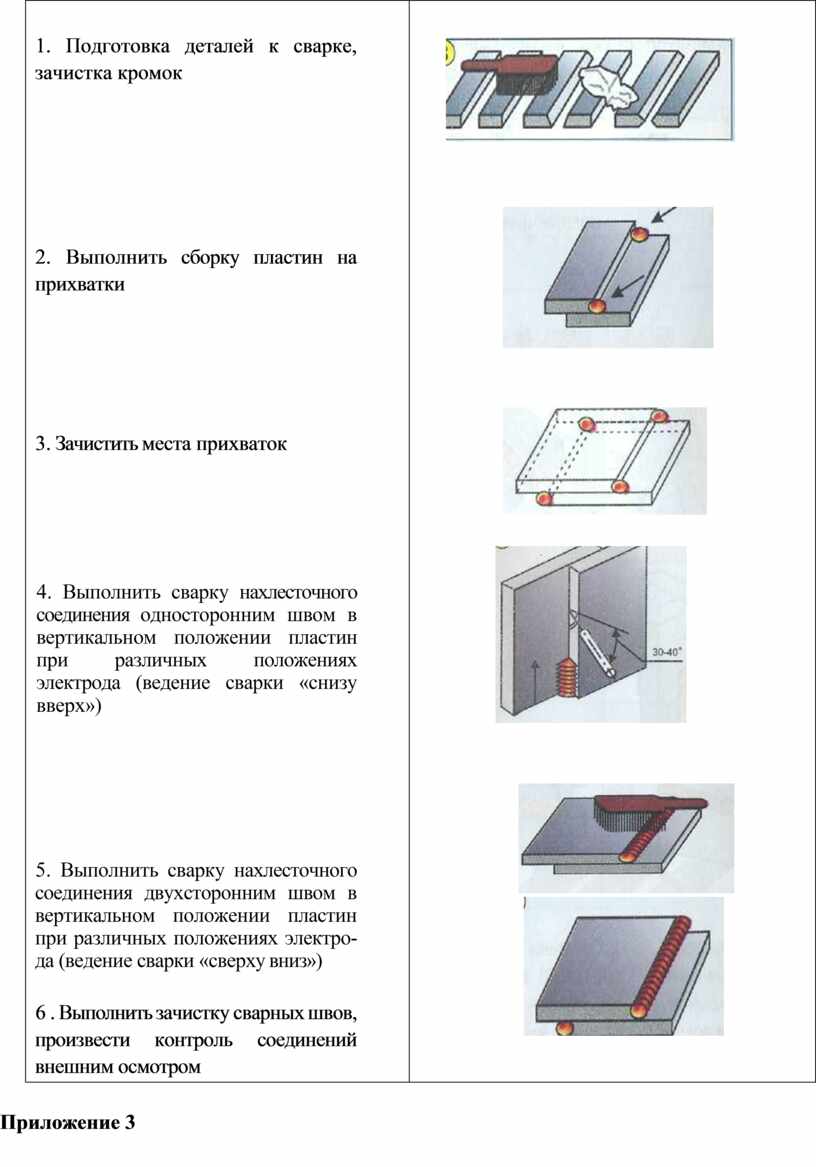
Инструкционная карта
« Сварка нахлёсточного соединения в вертикальном положении шва»
|
Инструкционные указания и пояснения |
Эскиз порядка выполнения операции |
|
1. Подготовка деталей к сварке, зачистка кромок
2. Выполнить сборку пластин на прихватки
3. Зачистить места прихваток
4. Выполнить сварку нахлесточного соединения односторонним швом в вертикальном положении пластин при различных положениях электрода (ведение сварки «снизу вверх»)
5. Выполнить сварку нахлесточного соединения двухсторонним швом в вертикальном положении пластин при различных положениях электрода (ведение сварки «сверху вниз»)
6 . Выполнить зачистку сварных швов, |
|
Приложение 3
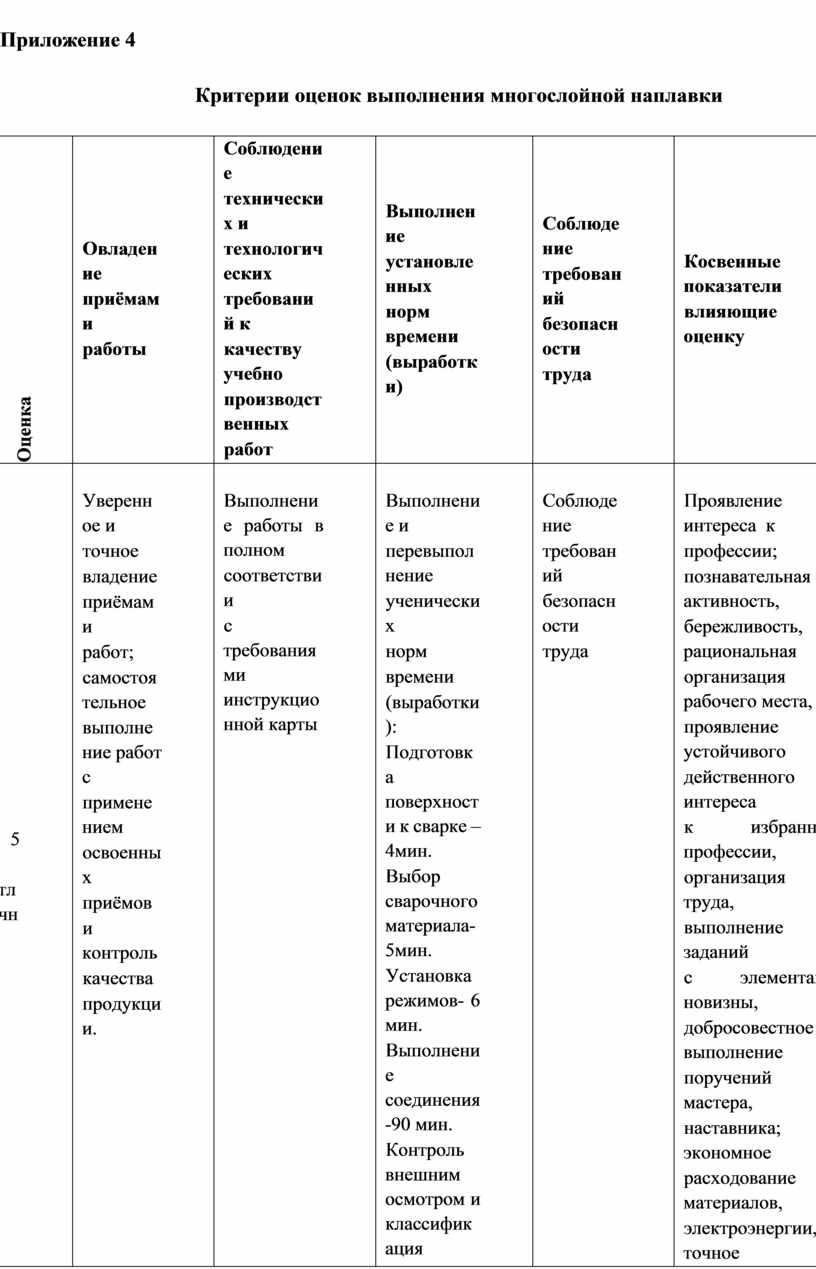
Приложение 4
Критерии оценок выполнения многослойной наплавки
|
Оценка |
Овладение приёмами работы |
Соблюдение технических и технологических требований к качеству учебно производственных работ |
Выполнение установленных норм времени (выработки) |
Соблюдение требований безопасности труда |
Косвенные показатели влияющие на оценку |
|
« 5 » отлично |
Уверенное и точное владение приёмами работ; самостоятельное выполнение работ с применением освоенных приёмов и контроль качества продукции. |
Выполнение работы в полном соответствии с требованиями инструкционной карты |
Выполнение и перевыполнение ученических норм времени (выработки): Подготовка поверхности к сварке –4мин. Выбор сварочного материала-5мин. Установка режимов- 6 мин. Выполнение соединения-90 мин. Контроль внешним осмотром и классификация дефектов-10мин. |
Соблюдение требований безопасности труда |
Проявление интереса к профессии; познавательная активность, бережливость, рациональная организация рабочего места, проявление устойчивого действенного интереса к избранной профессии, организация труда, выполнение заданий с элементами новизны, добросовестное выполнение поручений мастера, наставника; экономное расходование материалов, электроэнергии, точное выполнение требований трудовой дисциплины.
|
|
«4» хорошо |
Владение приёмами работ(возможны отдельные неосуществимые ошибки, исправляемые самим учащимся; самостоятельное выполнение работ с применением основных приёмов и контроль качества
продукции (возможна несущественная помощь мастера) |
Выполнение работ в основном в соответствии с требованиями инструкционной карты документации с несущественными ошибками, исправляемыми самостоятельно. |
Выполнение ученических норм времени (выработки) Подготовка деталей к сборке –4мин. Выбор сварочного материала-5мин. Установка режимов- 6 мин. Выполнение сварки-90 мин. Контроль внешним осмотром и классификация дефектов-10мин |
Соблюдение требований безопасности труда. |
Самостоятельное планирование предстоящей работы (возможна несущественная помощь мастера), правильная организация рабочего места; проявление интереса к избранной профессии, новой технике; добросовестное выполнение поручений мастера, наставника; экономное расходование Электроэнергии, выполнение требований трудовой дисциплины
|
|
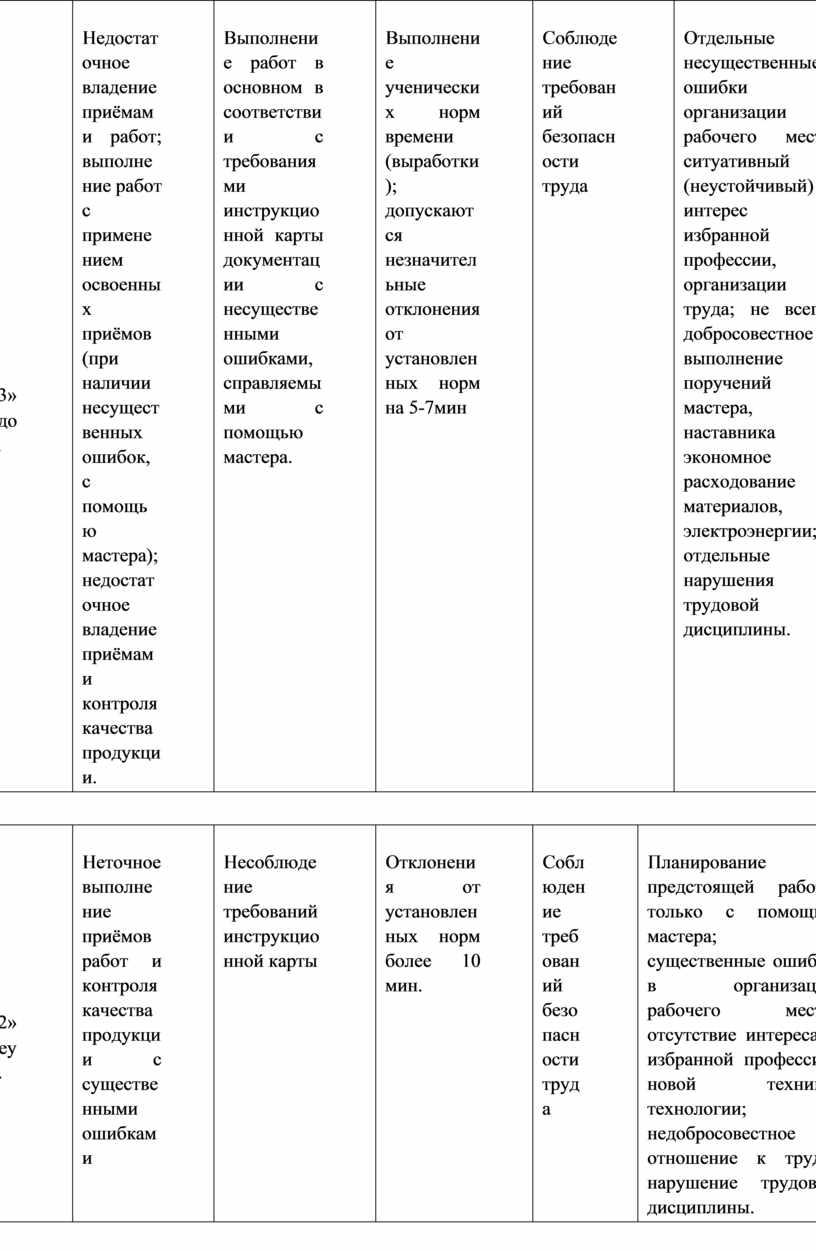
«3» удов. |
Недостаточное владение приёмами работ; выполнение работ с применением освоенных приёмов (при наличии несущественных ошибок, с помощью мастера); недостаточное владение приёмами контроля качества продукции. |
Выполнение работ в основном в соответствии с требованиями инструкционной карты документации с несущественными ошибками, справляемыми с помощью мастера. |
Выполнение ученических норм времени (выработки); допускаются незначительные отклонения от установленных норм на 5-7мин |
Соблюдение требований безопасности труда |
Отдельные несущественные ошибки в организации рабочего места; ситуативный (неустойчивый) интерес к избранной профессии, организации труда; не всегда добросовестное выполнение поручений мастера, наставника и экономное расходование материалов, электроэнергии; отдельные нарушения трудовой дисциплины. |
|
«2» неуд. |
Неточное выполнение приёмов работ и контроля качества продукции с существенными ошибками |
Несоблюдение требований инструкционной карты |
Отклонения от установленных норм более 10 мин. |
Соблюдение требований безопасности труда |
Планирование предстоящей работы только с помощью мастера; существенные ошибки в организации рабочего места; отсутствие интереса к избранной профессии, новой технике, технологии; недобросовестное отношение к труду, нарушение трудовой дисциплины. |

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.