Поделиться


 |
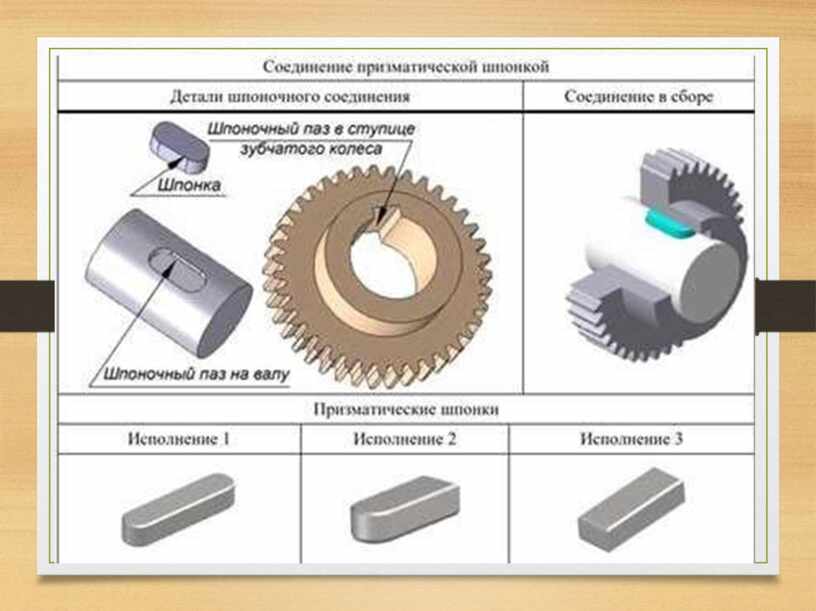
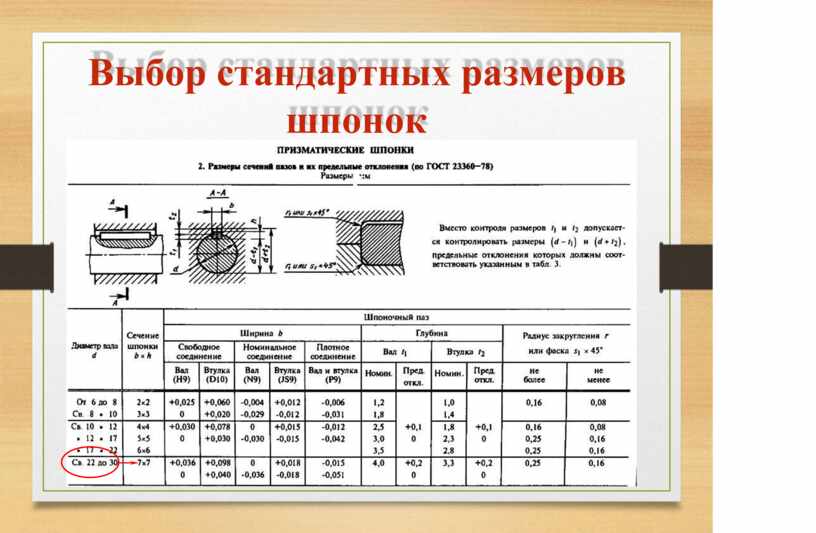
Шпоночные пазы в ступицах изготавливают протягиванием.


Шпоночные
пазы на валах получают фрезерованием дисковым или концевыми фрезами
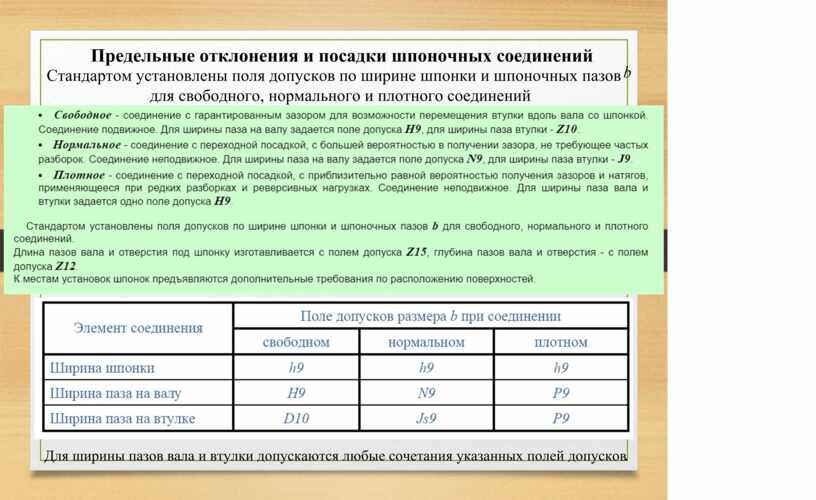
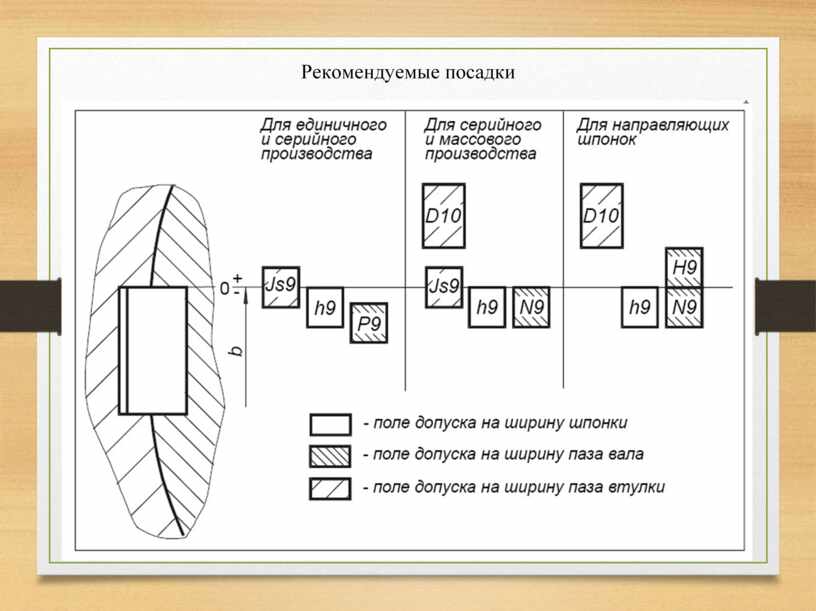
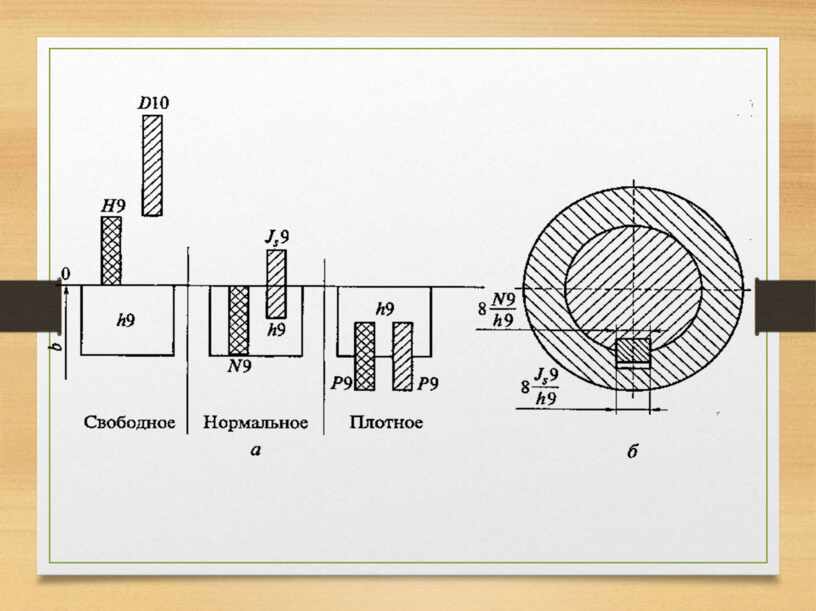
 Шпоночные соединения:
Шпоночные соединения:
1. Простота и дешевизна изготовления.
2. Высокая точность центрирования.
3. Стандартизация.
1. Сильное ослабление вала.
2. Склонность к выворачиванию.
3. Низкая нагрузочная способность.
4. Непригодно для высоких скоростей вращения.
5. Требуется посадка с натягом.
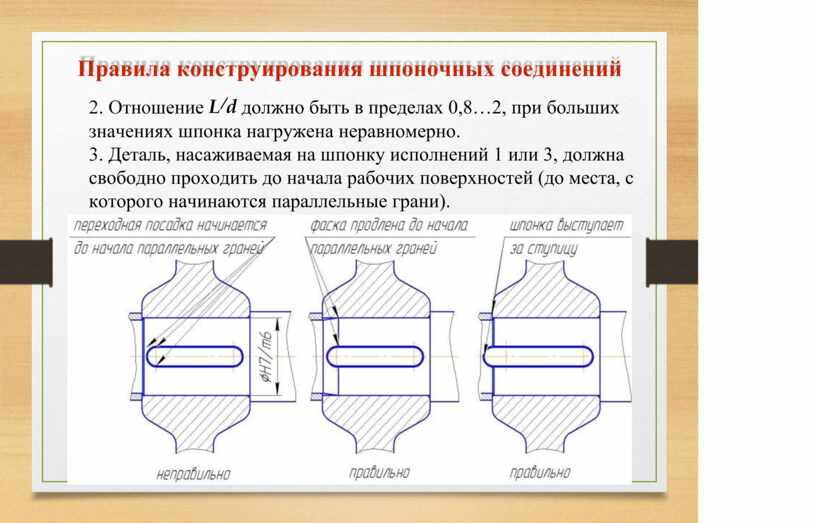
• Для улучшения качества сборки необходимо ограничить смещения и перекосы в расположении шпоночных пазов валов и втулок по длине:
отклонение от симметричности пазов вала и
втулки относительно оси вала не должны превышать 2 Тb при соединении с одной шпонкой и 0,5 Тb — при соединении с двумя шпонками;
отклонение от параллельности не более 0,5 Тb
 при любом количестве шпонок, где Тb — допуск на ширину шпоночного паза.
Эти ограничения носят рекомендательный характер, так как их выбор определяется
конкретными условиями сборки.
при любом количестве шпонок, где Тb — допуск на ширину шпоночного паза.
Эти ограничения носят рекомендательный характер, так как их выбор определяется
конкретными условиями сборки.




Шлицевые пазы в ступицах и втулках изготавливают протягиванием– специальным многолезвийным режущим инструментом, образующим полный профиль отверстия за один проход инструмента.

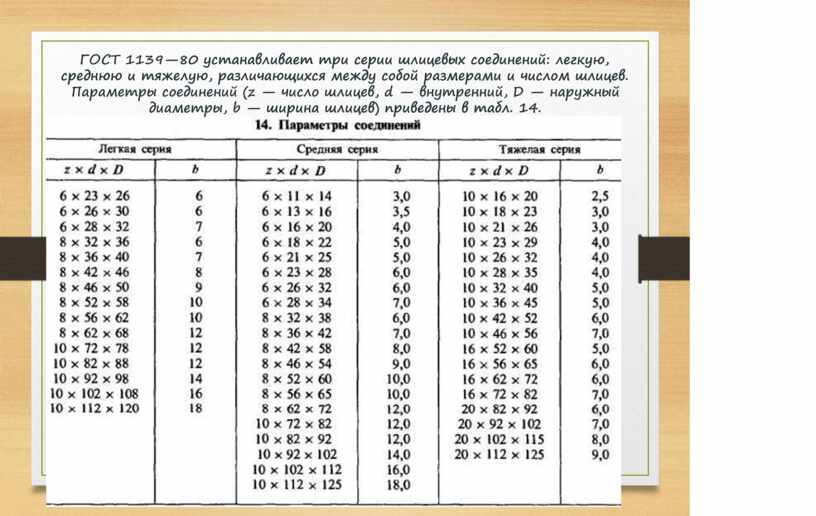
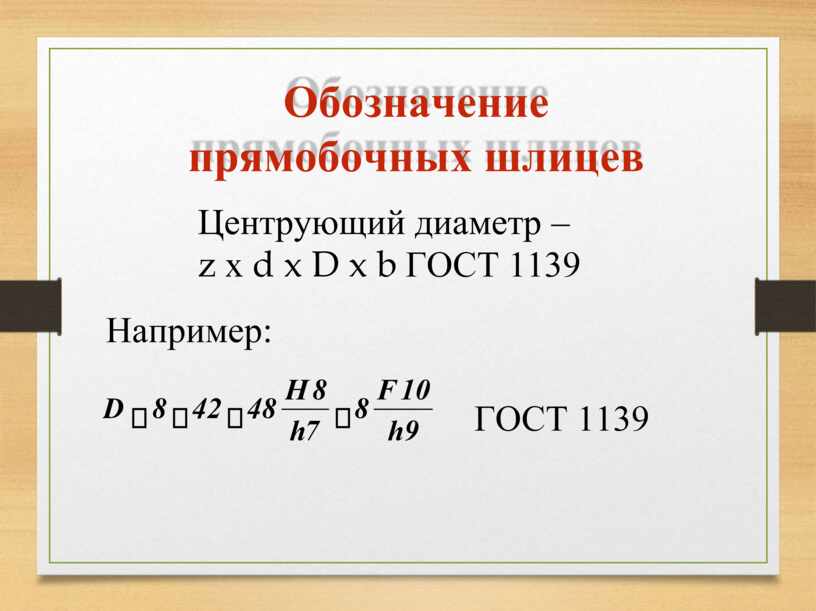
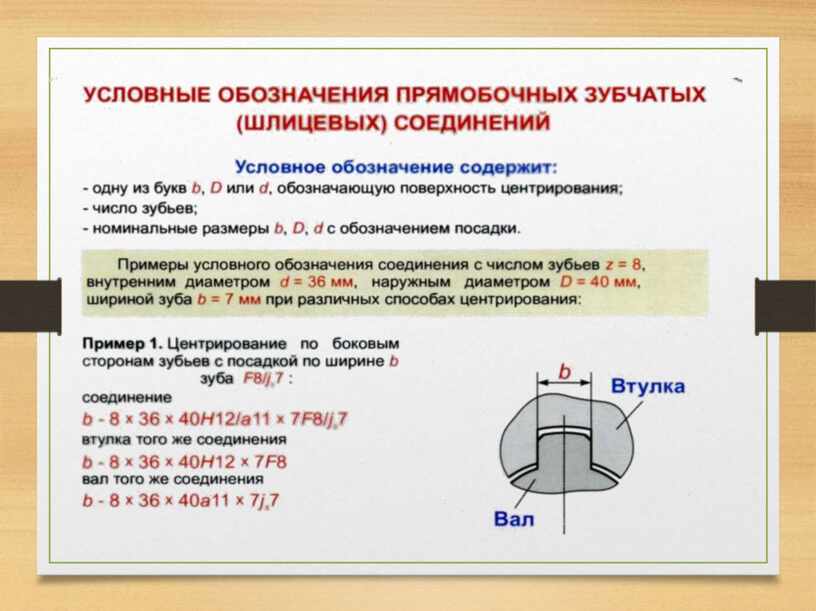
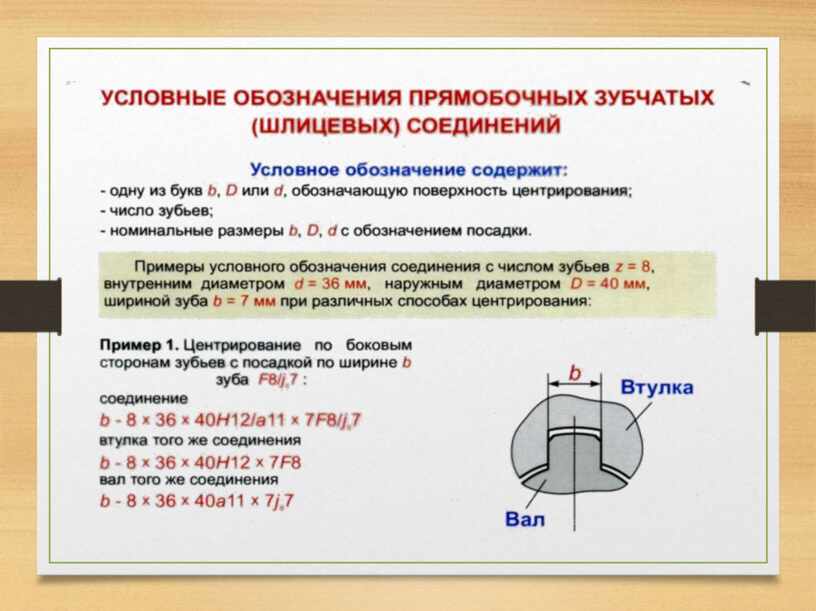
Прямобочных шлицев
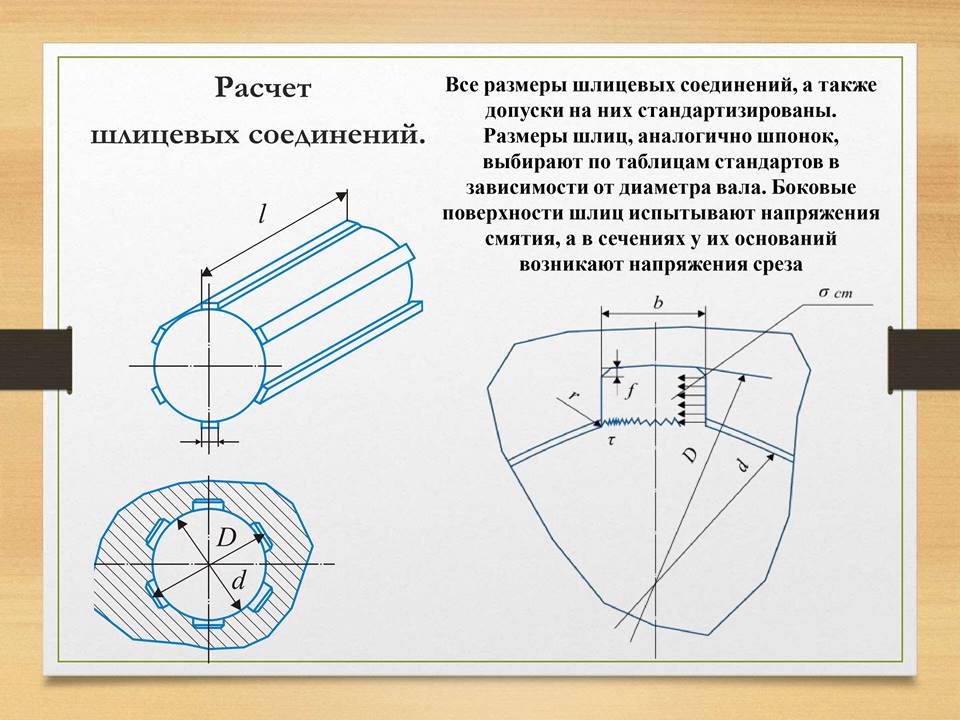
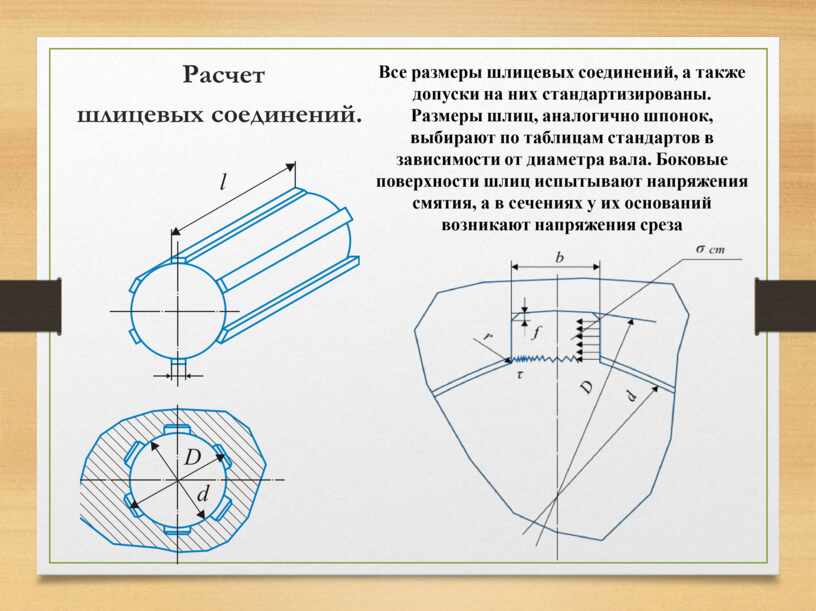
 Шлицевые соединения должны обеспечить соосность функционально
важных поверхностей втулки и вала. В шлицевых соединениях посадки могут
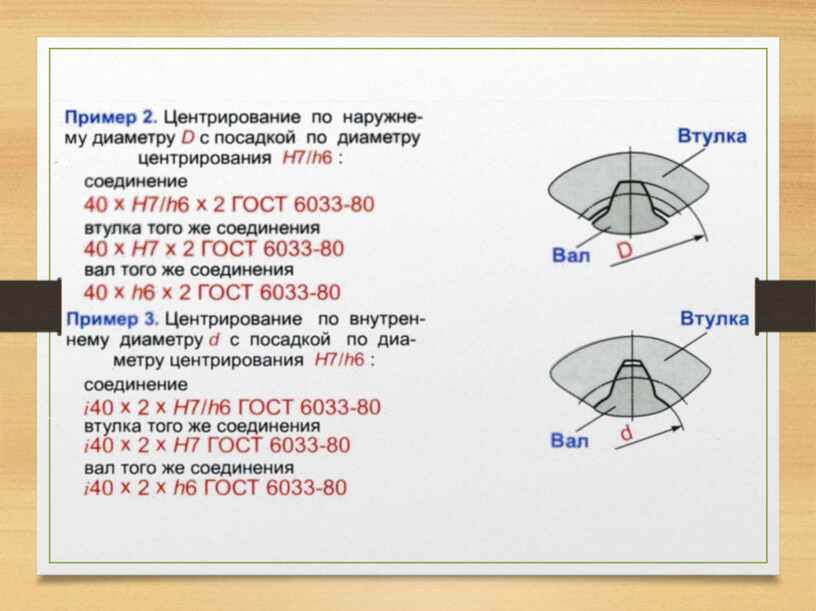
осуществляться по трем поверхностям: по наружной цилиндрической поверхности
(размер D), внутренней цилиндрической поверхности (размер d) и по боковым
поверхностям впадин втулки и шлиц вала (размер b). При одновременном сопряжении
по трем поверхностям нужны очень высокие требования к точности всех элементов
по размерам, форме и расположению, которые могут рассматриваться как
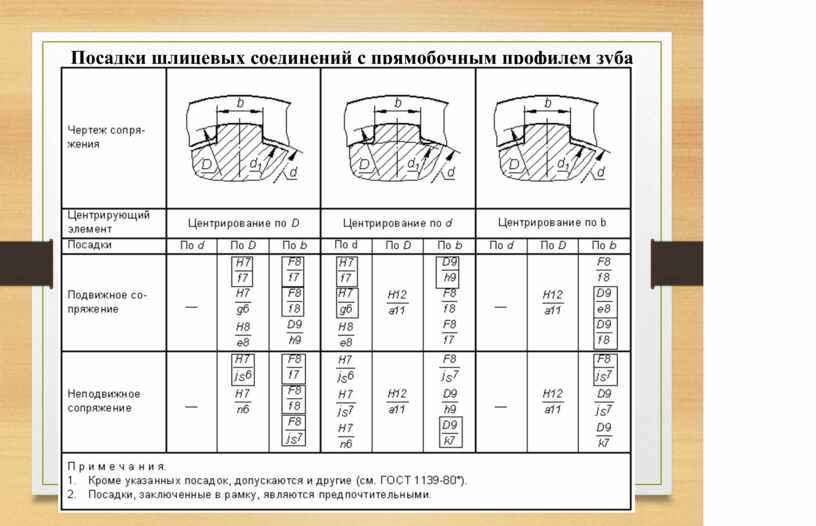
функционально неоправданные. Поэтому для любого шлицевого соединения введены
«центрирующие» и «нецентрирующие» поверхности (понятия отражают степень участия
поверхностей в обеспечении взаимного расположения сопрягаемых деталей). По нецентрирующим
элементам назначают грубые посадки с большими зазорами или обеспечивают зазор
по номиналу, что существенно удешевляет соединение без потерь функциональной
Шлицевые соединения должны обеспечить соосность функционально
важных поверхностей втулки и вала. В шлицевых соединениях посадки могут
осуществляться по трем поверхностям: по наружной цилиндрической поверхности
(размер D), внутренней цилиндрической поверхности (размер d) и по боковым
поверхностям впадин втулки и шлиц вала (размер b). При одновременном сопряжении
по трем поверхностям нужны очень высокие требования к точности всех элементов
по размерам, форме и расположению, которые могут рассматриваться как
функционально неоправданные. Поэтому для любого шлицевого соединения введены
«центрирующие» и «нецентрирующие» поверхности (понятия отражают степень участия
поверхностей в обеспечении взаимного расположения сопрягаемых деталей). По нецентрирующим
элементам назначают грубые посадки с большими зазорами или обеспечивают зазор
по номиналу, что существенно удешевляет соединение без потерь функциональной





















Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.