Поделиться

ЛЕКЦИЯ
ОСНОВЫ БЕРЕЖЛИВОГО ПРОИЗВОДСТВА
Тема 6. Инструменты бережливого производства
Бережливое производство в основе своей
концепции опирается на ценность продукта для потребителя при изготовлении на
любой
стадии.
Задача бережливости - организация в производственном
процессе постоянного устранения потерь, то есть тех действий, для которых
используются какие-то ресурсы, но для потребителя (заказчика)
при этом не добавляется ценности.
В любом производственном процессе при
внедрении концепции
бережливого производства происходит разделение деятельности
предприятия на те процессы, которые добавляют ценность продукту,
и те, которые эту ценность не добавляют (образуют потери).
На практике для реализации бережливого
управления процессами на предприятии существуют различные инструменты (методы
внедрения). Эти инструменты применяются для решения конкретных
задач.
Основные инструменты бережливого
производства перечислим
ниже.
1. Всеобщий уход за оборудованием - система ТРМ (Total
Productive Maintenance).
2. Картирование потока создания ценности.
3. Система стандартизации рабочего места 5S/
4. Кайдзен - процесс непрерывного совершенствования.
5. Визуализация.
6. Быстрая переналадка оборудования (SMED).
7. КАНБАН-ЛТ (инструмент «точно-в-срок»).
Дадим более развернутую характеристику каждому из названных инструментов.
Всеобщий уход за оборудованием
система ТРМ (Total
Productive Maintenance). Инструмент бережливого производства,
применяемый для устранения потерь, возникающих в ситуациях
простоя по причине неисправности оборудования либо его излишнего обслуживания.
Суть использования инструмента - вовлечение всех сотрудников в профилактический
уход за механизмами,
проведение посильного мелкого ремонта своими силами на рабочем
месте, если не требуется сложного вмешательства в исправление
поломки. Успешность в применении ТРМ определяется пониманием и принятием данной
методики устранения потерь времени и
ожидания.
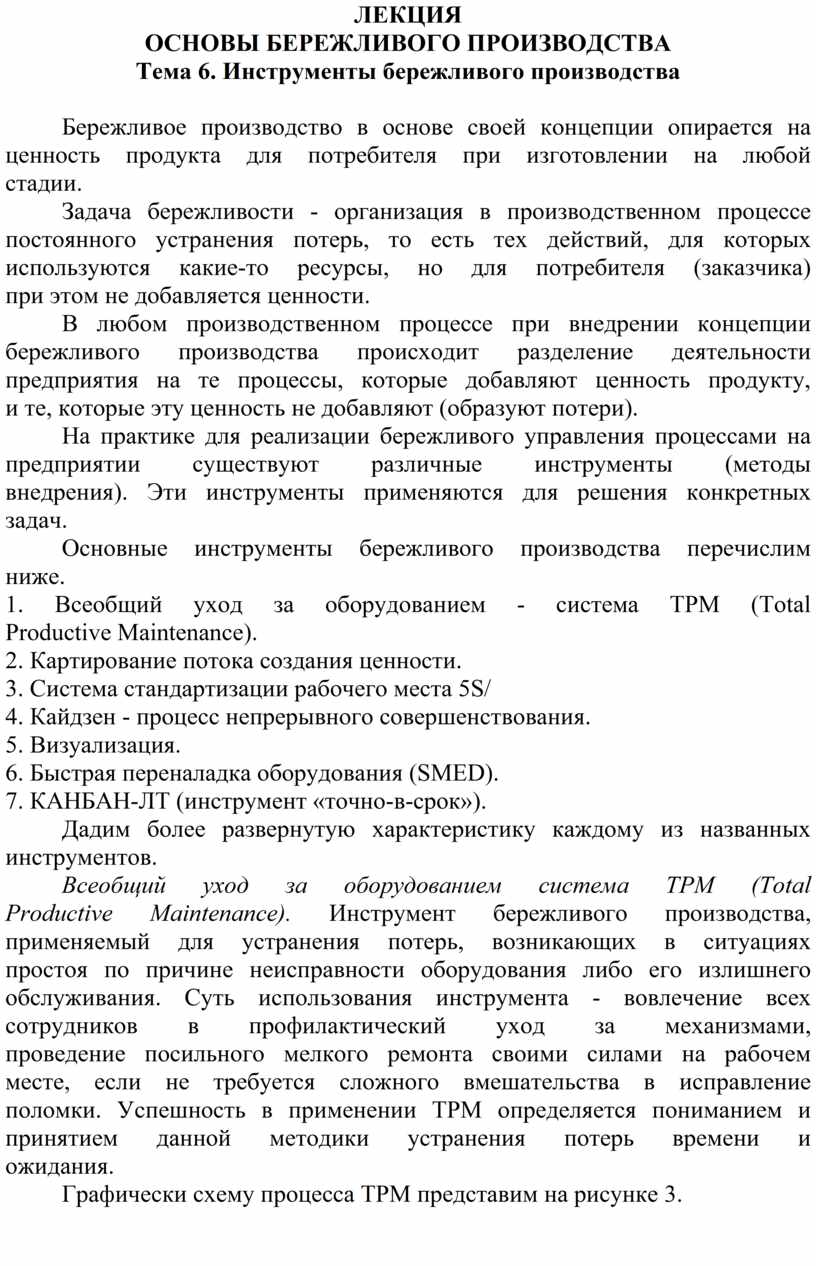
Графически схему процесса ТРМ представим на рисунке 3.
Этапы ТРМ
![]()
![]()
Рис. 3 Этапы всеобщего обслуживания оборудования
Рассматриваемая методика ТРМ предполагает возможность последовательной трансформации существующей системы обслуживания оборудования к более эффективной, что достигается за счет последовательных действий, а именно:
- текущий ремонт (усовершенствование
действующей системы
обслуживания, выявление и оперативное устранение «слабых» звеньев в работе
оборудования);
- прогнозирующее обслуживание
(превентивные, предупреждающие меры по профилактическому обслуживанию
оборудования
на основе выявления и анализа причин возможных проблем);
- корректирующее обслуживание -
обслуживание в целях
устранения причин часто выявляющихся неисправностей;
- автономное обслуживание (функциональное разделение обслуживания персоналом среди эксплуатационного и ремонтного оборудования);
- непрерывное улучшение (вовлеченность сотрудников в выявление и устранение источников потерь при эксплуатации оборудования).
Карта потока создания ценности
продукта - карта фактического состояния технологического процесса по
производству продукта. Графически демонстрирует все операции процесса его
создания.
Визуализирует логическую цепочку процесса, помогая разложить его
на действия, добавляющие ценность и не добавляющие, а также обнаружить
источники возникновения потерь и обозначить пути их
устранения.
Метод картирования потока создания ценности позволяет провести анализ для выявления непроизводительных затрат и на его основе продумать пути улучшения.
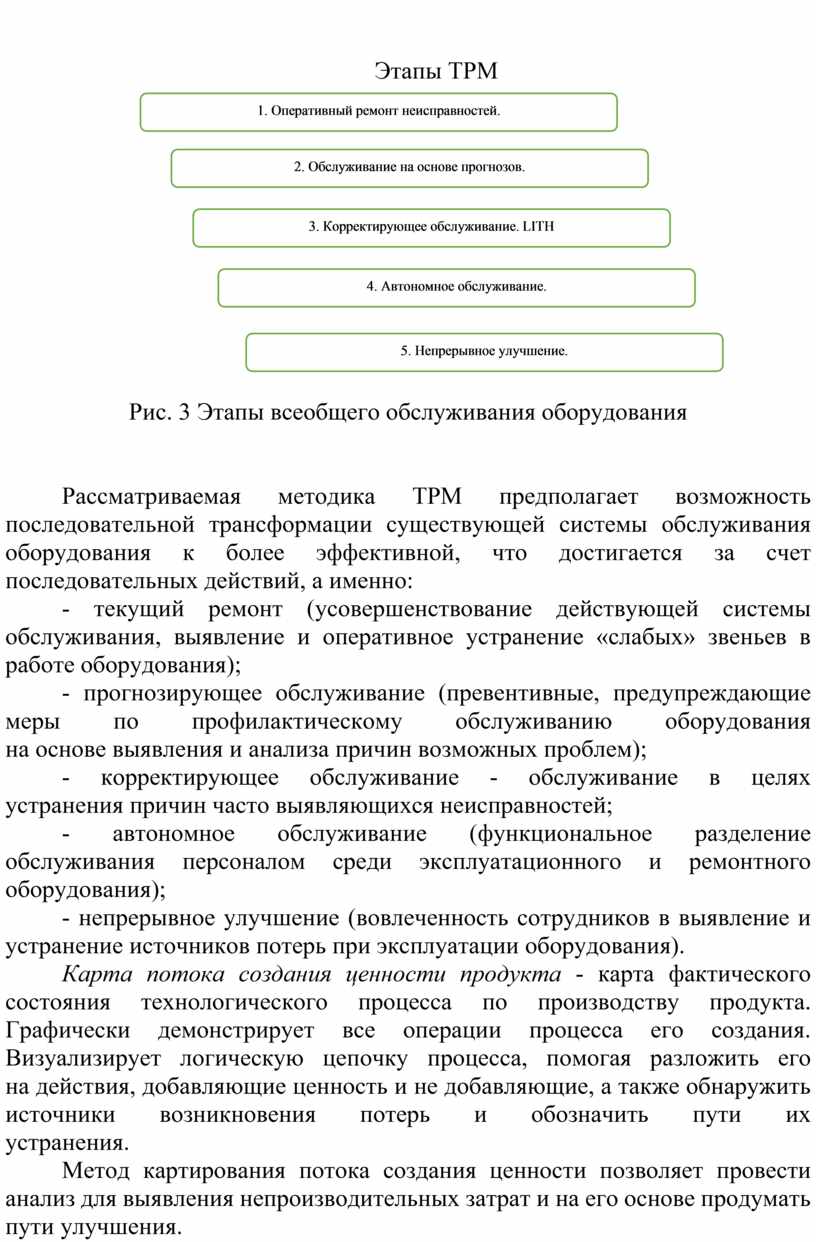
Картирование потока создания ценности строится по определенному алгоритму. Этапы построения представлены на рисунке 4.
1. Определяются все производственные
процессы, начиная от
запроса потребителя на изготовление продукта до его поставки этому
потребителю.
2. Указывается расчетное время на выполнение каждой операции, включая транспортировку и передвижения.
3. Весь производственный процесс изображается графически на одном листе (либо скрепленных листах).
4. На основе графической схемы у
сотрудников - аналитиков, работающих в группе по картированию процесса,
формируется свое
видение выполнения конкретных операций.
5. На основании видения и предложений, высказанных сотрудниками после анализа карты текущего состояния процессов, составляется карта будущего состояния процесса.
6. Сравнительный анализ карт текущего и будущего состояния.
7. Планирование работы по улучшению качества анализируемых процессов.
Обозначим преимущества инструмента картирования ценностного потока для устранения потерь:
- доступность понимания языка (знаковой почки) изображения производственного процесса;
- установление взаимосвязи между информационными и материальными потоками;
- целостное визуальное представление всего производственного потока;
- выявление скрытых потерь, их источников и возможностей снижения себестоимости продукта;
- возможность простоты в обсуждении состояния процессов.
 |
Рис. 4 Пять шагов к
проектированию потока создания ценностей
Система 5S (coртировка,
соблюдение порядка, содержание в
чистоте, стандартизация совершенствование). Как правило,
именно с внедрением этого инструмента на предприятиях и в офисах
начинается процесс изменений в соответствии с концепцией «бережливого
производства». В процессе обустройства рабочего места система 5S способствует
избавлению от ненужных вещей, захламляюших пространство в процессе
производства. А на шаге стандартизации исключает возможность их появления.
Сам термин 5S складывается из начальных
букв японских слов,
начинающихся на «S», которые в переводе составляют алгоритм
наведения порядка на рабочем месте. Рассмотрим шаги алгоритма.
Шаг 1. «Сортировка» (япон. - сеири) -
проводится разбор вещей на рабочем месте на нужные, часто используемые и
ненужные.
Те вещи, которые не используются или неисправны, убираются (выбрасываются или
перераспределяются).
Шаг 2. «Соблюдение порядка» (япон. –
сейтон) – выполнение правил расположения и маркировки вещей для их удобного
использования: нужные вещи располагаются на видном и доступном месте
(столе, щите, полке и пр.); любой предмет можно легко взять, использовать и так
же быстро вернуть на место (крючки, магнитные ленты
и т. п.). Для маркировки применяется цветовое решение, геометрические выемки,
наклейки.
Шаг 3. «Содержание в чистоте» (япон. -
сейсо) - поддержание
рабочего места в надлежащем порядке при помощи следующих действий: определение
времени уборки помещения, разделение производственных и офисных помещений на
зоны для рационального проведения уборки, определение сотрудников, которые
будут наводить порядок и проводить уборку в конкретной рабочей зоне.
Шаг 4. «Стандартизация» (япон. - сейкецу)
- действия по
поддержанию порядка в рабочей зоне после «прохождения» первых
трех шагов. На этой ступени необходимо для закрепления привычки
содержания места в порядке регулярно выполнять сортировку, соблюдение порядка и
содержание в чистоте.
Шаг 5. «Совершенствование» (япон.- - сицуке) - формирование и закрепление привычки содержания рабочей зоны в порядке.
Применение системы 5S эффективно для:
- уменьшения складских площадей (где
хранятся запасы товара
и комплектующих);
- рационального использования пространства;
- устранения потери каких-либо необходимых вещей, приборов и инструментов;
- предотвращения утечки химических веществ и загрязнения воздуха;
- сокращения потери времени на поиски нужного инструмента;
- обеспечения безопасности состояния и использования рабочего места;
- повышения качества эксплуатации оборудования;
- улучшения межличностных отношений между сотрудниками.
Внедрение инструмента бережливости 5S осуществляется с минимальными затратами, способствующими наведению порядка на рабочем месте и обеспечивающими его совершенствование (рис. 5).
![]() 5. Совершенствуй
5. Совершенствуй
4. Стандартизируй ![]()
![]()
![]()
3. Содержи в чистоте
![]() 2. Соблюдай порядок
2. Соблюдай порядок
1. Сортируй
Рис. 5 Шаги системы 5S
Визуализация - еще
один важный инструмент, при помощи
знаковой системы позволяющий информировать о способах организации и выполнения
рабочих действий, передвижений. Он помогает
быстро определить текущее состояние системы: нормы или отклонений процесса,
места размещения инструментов, выполнения отдельных операций.
Визуализацию обеспечивают следующие методы:
- оконтуривание (изображение в цвете
границ расположения
инструмента или другого приспособления);
- маркировка цветом (выделение цветом
изделий, каких-либо
указателей и т. п. сокращает время поиска, например, комплектующих на складе,
указателей в цехах и пр.);
- метод дорожных знаков (оборудование помещений указателями направления движения, стрелками, какими-либо пиктограммами, установка специальных направляющих знаков);
- маркировка краской (при помощи покраски
мест нахождения
или складирования продукции, установки приборов, разграничения
зон помещения, переходов и проезда мини-транспортных средств);
- сравнение «было стало» (фото или другие
иллюстрации
обустройства рабочего пространства до и после изменений или переоборудования);
- графические рабочие инструкции (описание
при помощи
схем и рисунков требований к конкретному рабочему месту, проводимых на нем
операциям и к качеству выполнения работы);
- доска почета отличившихся сотрудников
(применяется как
средство побуждения сотрудников к повышению производительности
Труда, изменения отношения к работе за счет укрепления лояльности
к предприятию и коллегам).
Примеры некоторых методов визуализации
можно посмотреть
на рисунке 6.

Рис. 6 Примеры методов визуализации цеха
Основные преимущества применения инструмента:
- возможность значительно упростить работу, сэкономить время, энергию и деньги;
- мониторинг выполнения плановых
показателей, которым
выполнения тех или иных работ;
- нужно достичь, наличия необходимых в работе материалов и мест;
- увеличение производительности труда;
- помощь руководителю в определении состояния процесса, выявлении узких мест в производственных процессах и операциях, возможности оперативно принимать корректирующие меры;
- поднятие коллективного духа и моральное стимулирование сотрудников.
SMED (Single-Minute Exchange
of Dies) - инструмент быстрого
переоборудования в случаях необходимой замены каких-то частей в
зависимости от процесса обработки основной продукции. Способствует повышению
мобильности производственной системы. Считается, что быстрая переналадка по
времени должна занимать не более
10 минут.
Инструмент требует тщательного изучения
фактических условий выполнения операции, что позволит принять решение о
безопасной переналадке оборудования без его полного отключения. В случаях
обнаружения возможных угроз здоровью или нарушения техники
безопасности данный инструмент не используется и происходит полная временная
остановка оборудования.
Для реализации SMED необходимо разделять действия для внутренней и внешней переналадки оборудования.
Внутренняя переналадка - выполнение части операций процесса переналадки при полностью остановленном (выключенном) оборудовании.
Внешняя переналадка-переоборудование некоторых приспособлений во время работы оборудования, без его отключения.
Инструмент быстрой переналадки сокращает
не только время
перестройки оборудования, но и делает возможность запуска изготовления малых
партий продукции. Это означает, что предприятие
может отказаться от затрат на хранение изделий, оперативному выполнению
поставок заказчикам.
Для эффективного использования инструмента
необходимо четко следовать рекомендациям для последовательного осуществления
быстрой переналадки.
1. Изучение текущей ситуации. Для
оперативного и качественного решения о процессе переналадки рекомендуется
провести хронометраж и снять текущий процесс переналадки на видео для анализа
ситуации: регистрируются все операции с момента окончания изготовления продукта
1 и до начала обработки продукта 2 (описываются:
взял, закрепил, переставил, включил и т. п.).
2. Разделение внутренних и внешних работ.
Все зафиксированные на первом шаге действия разделяются на внутренние и
внешние,
анализируется, какие из них требуют обязательной остановки оборудования и какие
выполняются после нее.
3. Перевод внутренних работ во внешние. На
основе анализа
определяются те виды переналадки оборудования, которые можно
провести без полной остановки механизма (корректировка, подготовка оснастки,
предварительная сборка и др.).
4. Сокращение внутренних работ. Принимается решение о возможной организации параллельного выполнения работы по переналадке оборудования. Для его реализации может потребоваться увеличение затрат на изменение конструкции оснастки и новые приспособления.
5. Сокращение внешних работ. Организация логистики (доставка к рабочему месту приспособлений, инструмента, улучшение обслуживания механизмов, сокращение передвижений и перемещений).
Результат внедрения инструмента быстрой
переналадки (SMED)
означают следующее.
1. Создание рациональной последовательности выполнения действий при переналадке оборудования на подготовительной и непосредственной стадии ее проведения.
2. Определение временных стандартов проведения операции переналадки.
3. Оборудование стандартизированных рабочих мест, определение способов оснастки и внешних операций.
4. Увеличение количества переналадок оборудования снизит стандарты размеров партий изготавливаемых изделий и количество запасов.
Система быстрой переналадки компании
Toyota тщательно разрабатывалась в течение девятнадцати лет. Это
свидетельствует о том,
что анализ и внедрение должны быть составляющей любой программы улучшений.
КАНБАН-ЛТ (just-in-time -
«точно-вовремя»). Инструмент возник для решения следующей проблемы: наблюдения за
текущими
процессами показали, что традиционно производственные предприятия при
планировании используют метод «выталкивания», когда производится определенная
запланированная по количеству партия деталей или комплектующих без учета их
реальной потребности для заказчика. Это приводит к перерасходу материала,
излишним трудовым
и временным затратам, необходимости складирования.
Рассматриваемый инструмент бережливости
помогает рационально спланировать и организовать производственный цикл с учетом
необходимости конкретного количества заготовок или деталей в
конкретное время на конкретную операцию. Таким образом, в технологической
цепочке объем и номенклатуру изготовляемых изделий
определяет не заготовительный цех, а сборочный, так как инструмент
«точно-вовремя» позволяет обозначить необходимое на выходе количество этих
изделий.
Применение метода «точно-в-срок» требует соблюдения правил логистики:
- производство нужного продукта;
- изготовление изделия в необходимом качестве;
- производство требуемого количества изделий;
- поставка изделий к месту обработки
(сборки) в расчетное
время;
- использование минимальных затрат при проведении работ.
Метод «точно-в-срок», в основу которого заложен логистический подход, оптимально применяется только в системах, в которых можно спланировать во времени такие процессы, как перемещение или транспортировка материалов, сырья, полуфабрикатов, в том числе, получение их от внешних поставщиков. Ведущая задача этого инструмента состоит в сокращении длительности процесса производства и рационального распределения необходимых ресурсов.
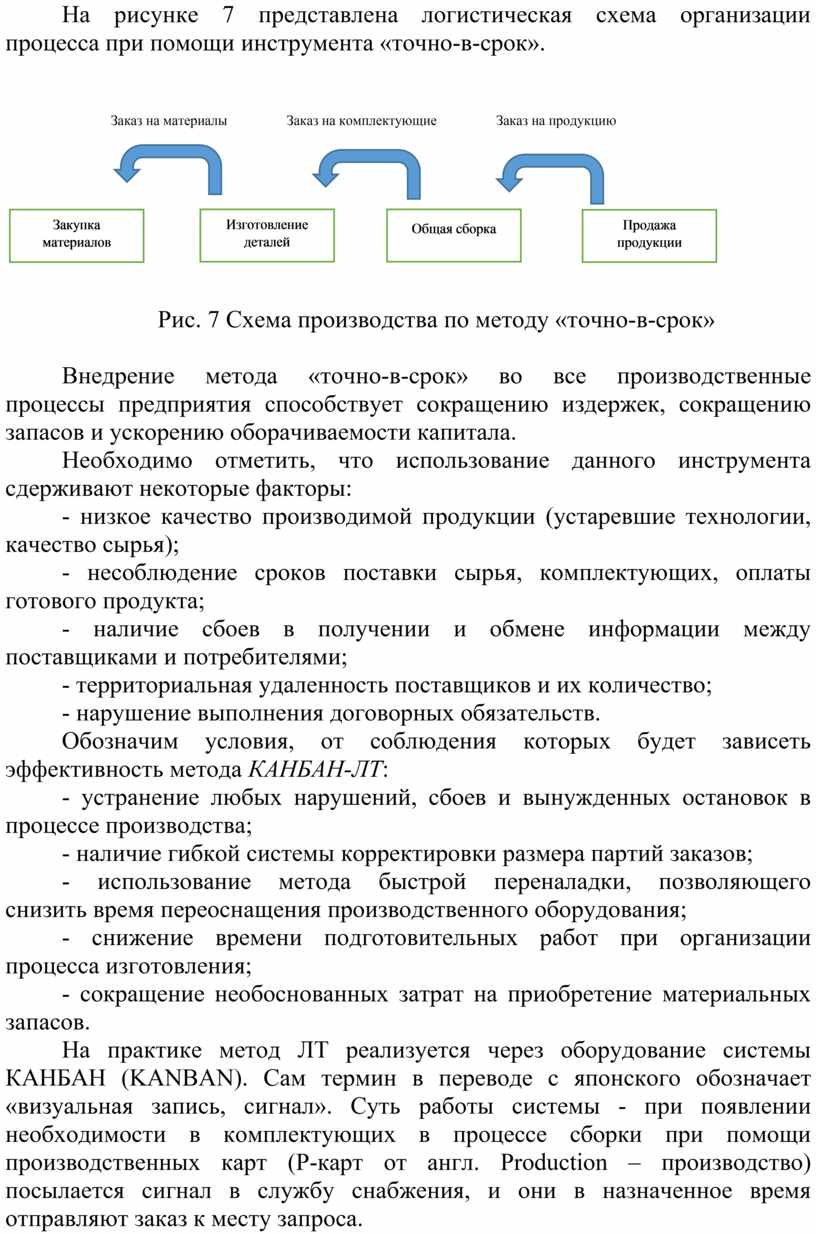
На рисунке 7 представлена логистическая
схема организации
процесса при помощи инструмента «точно-в-срок».
Заказ на материалы Заказ на комплектующие Заказ на продукцию
Рис. 7 Схема производства по методу «точно-в-срок»
Внедрение метода «точно-в-срок» во все
производственные
процессы предприятия способствует сокращению издержек, сокращению запасов и
ускорению оборачиваемости капитала.
Необходимо отметить, что использование данного инструмента сдерживают некоторые факторы:
- низкое качество производимой продукции (устаревшие технологии, качество сырья);
- несоблюдение сроков поставки сырья, комплектующих, оплаты готового продукта;
- наличие сбоев в получении и обмене информации между поставщиками и потребителями;
- территориальная удаленность поставщиков и их количество;
- нарушение выполнения договорных обязательств.
Обозначим условия, от соблюдения которых будет зависеть эффективность метода КАНБАН-ЛТ:
- устранение любых нарушений, сбоев и вынужденных остановок в процессе производства;
- наличие гибкой системы корректировки размера партий заказов;
- использование метода быстрой
переналадки, позволяющего
снизить время переоснащения производственного оборудования;
- снижение времени подготовительных работ
при организации
процесса изготовления;
- сокращение необоснованных затрат на приобретение материальных запасов.
На практике метод ЛТ реализуется через
оборудование системы КАНБАН (KANBAN). Сам термин в переводе с японского
обозначает
«визуальная запись, сигнал». Суть работы системы - при появлении
необходимости в комплектующих в процессе сборки при помощи производственных
карт (Р-карт от англ. Production – производство)
посылается сигнал в службу снабжения, и они в назначенное время
отправляют заказ к месту запроса.
По этой же схеме применяются и карты
отбора или передачи,
когда они прикрепляются к контейнерам, которые перевозят заготовки для
обработки или детали для сборки на территории цеха. На таких картах (С-карт от
англ. convergence - схождение в одной точке, отбор и передача) пишется название
или номер партии изделия, обозначен работник или участок-отправитель и участок
или работник - получатель.
Инструментом, используемым для управления
системой, является «канбан» - сигнал, показывающий, что возникла потребность в
запуске следующей партии деталей, так как предыдущая партия взята
на следующий по процессу участок. Диспетчеризацию заказов выполняют сами
рабочие, которые, забирая детали и узлы на свою операцию, подают сигнал, о том,
что необходим запуск новой партии этих узлов или деталей. В системе ни одна
деталь или партия не могут перемещаться или обрабатываться без поступившего
сигнала, о возникшей потребности в ней. Необходимо также отметить, что
исполнитель каждой операции рассматривает исполнителя последующей операции как
своего клиента.
На практике это означает, что продукция
изготавливается как
раз к моменту реализации: готовые автомобили - к моменту продажи, комплектующие
детали и узлы - к моменту сборки готового изделия, отдельные детали - к моменту
сборки узлов, материалы
- к моменту изготовления деталей.
Авторы системы сравнивают се с
супермаркетом, где следует
лишь добавлять на полки товары, недавно купленные покупателями.
Канбан является средством, регулирующим оборот.
Внедрение системы КANBAN в корпорации
Toyota Motor позволила сократить производственные запасы на 50%, а товарные -
на
80%.
Рассмотрим пример работы сигналов -
карточек КАНБАН: изготавливается продукция С на сборочной линии конвейера,
необходимые для сборки детали А и В изготовлены на предшествующей
технологической стадии. Детали А и В складируются вдоль конвейера
и к ним прикрепляются карточки заказа «КАНБАН», на основании
которых они были изготовлены. Автопогрузчик от линии, изготавливающей продукцию
А, подается к этой сборочной линии с тем, чтобы взять определенное количество
деталей с прикрепленными к ним
карточками отбора. При этом с деталей снимаются прикрепленные к ним ранее
карточки производственного заказа. Оставленные на месте
складирования карточки производственного заказа фактически формируют заказ на
производство новых деталей. Затем рабочий доставляет полученные детали на
сборочную линию с карточками отбора «КАНБАН».
В то же время карточки производственного заказа остаются на месте складирования деталей у конвейера, показывая количество взятых деталей.
Они информируют о заказе на изготовление новых деталей А, объем которых будет точно соответствовать количеству, указанному в карточке производственного заказа.
Вопросы и задания к теме 6
1. Решите задачи проекта «Бережливое производство для производственного
предприятия, обоснуйте ожидаемые выгоды от решения задач.
Задача 1. Рациональное размещение производственных и вспомогательных участков цехов.
Задача 2. Рациональное размещение рабочих мест.
Задача 3. Усовершенствование цепочки поставок за счет снижения скрытых потерь (транспортировки, перемещения, задержек, хранения и т. п.).
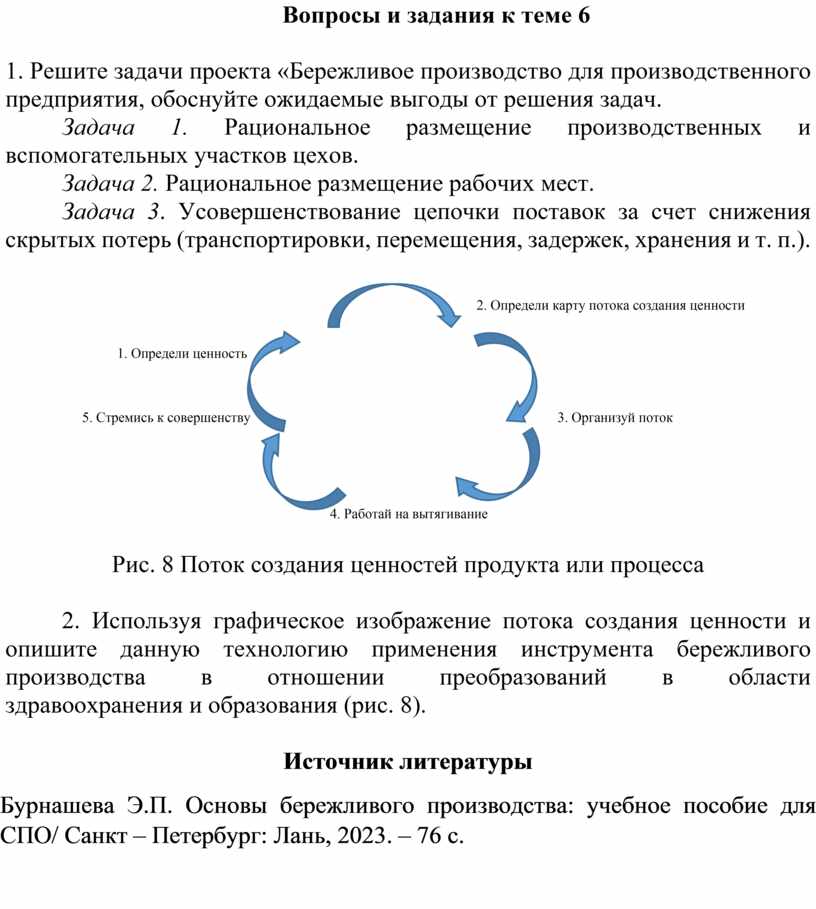
2. Определи карту потока создания ценности

 1. Определи ценность
1. Определи ценность
5. Стремись к совершенству 3. Организуй поток


4. Работай на вытягивание
Рис. 8 Поток создания ценностей продукта или процесса
2. Используя графическое изображение потока создания
ценности и опишите данную технологию применения инструмента бережливого
производства в отношении преобразований в области
здравоохранения и образования (рис. 8).
Источник литературы
Бурнашева Э.П. Основы бережливого производства: учебное пособие для СПО/ Санкт – Петербург: Лань, 2023. – 76 с.


Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
