Поделиться

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ ДОНЕЦКОЙ НАРОДНОЙ РЕСПУБЛИКИ
ГПОУ «ГОРЛОВСКИЙ КОЛЛЕДЖ ПРОМЫШЛЕННЫХ ТЕХНОЛОГИЙ И ЭКОНОМИКИ»
ТЕОРЕТИЧЕСКОЕ ПОСОБИЕ
по МДК 04.01 Выполнение работ по профессии «Слесарь-электрик по ремонту электрооборудования»
Специальность 27.02.04 Автоматические системы управления
г. Горловка, 2017 г
.
Теоретическое пособие по МДК 04.01 Выполнение работ по
профессии «Слесарь-электрик по ремонту электрооборудования» разработал преподаватель: А.В.
Исаев - Горловка: ГКПТЭ, 2017 .- 119 с.
Вложенные теоретические основы учебного материала по МДК 04.01 Выполнение работ по профессии «Слесарь-электрик по ремонту электрооборудования» представлены в виде тематических лекций в соответствии рабочей учебной программе модуля по дневной форме обучения. Содержание лекций содержит теоретический материал, вынесенный на самостоятельную проработку студентами с соответствующими отметками. Приведены варианты контрольных вопросов по темам лекций.
Предназначено для использования при организации аудиторного учебного процесса и самостоятельной работы программного материала студентами дневной и заочной форм обучения специальности 27.02.04 Автоматические системы управления.
Рассмотрены и приняты на заседании комиссии профессиональной электромеханической подготовки протокол № 1 от « 30 » 08.2017 г.
председатель ц/к ______________
СОДЕРЖАНИЕ
С.
Раздел 1. Выполнение слесарных работ 4
Введение 4
Тема 1.1. Основы слесарных работ 5
Тема 1.2. Виды слесарных работ 15
Раздел 2. Выполнение работ по ремонту и обслуживанию электрооборудования 31
Тема 2.1. Электрооборудование. Классификация, общее устройство 31
Тема 2.2. Аккумуляторные батареи. 40
Тема 2.3. Электропроводки. Монтаж электропроводок и электроустановок 44
Тема 2.4. Изучение схем электропроводок 50
Тема 2.5. Выбор кабелей 60
Тема 2.6. Виды электромонтажных работ 65
Тема 2.7. Пайка соединений 75
Тема 2.8. Ремонт пускорегулирующей аппаратуры. 83
Тема 2.9. Ремонт трансформаторов 91
Тема 2.10. Ремонт двигателей постоянного тока. 97
Тема 2.11. Генераторы 102
Тема 2.12. Ремонт двигателей переменного тока 109
Раздел 1. Выполнение слесарных работ
Введение.
Область применения программы
Рабочая программа профессионального модуля (далее – рабочая программа) является частью основной профессиональной образовательной программы в соответствии с ГОС СПО по специальности 27.02.04 Автоматические системы управления в части освоения основного вида профессиональной деятельности (ВПД): выполнение работ по одной или нескольким профессиям рабочих, должностям служащих и соответствующих профессиональных компетенций (ПК):
1. Выполнять слесарные и электромонтажные работы.
2. Проводить плановые и внеочередные осмотры электрооборудования.
3. Производить техническое обслуживание электрооборудования согласно технологическим картам.
4. Выполнять замену электрооборудования и ремонт.
Рабочая программа может быть использована в дополнительном профессиональном образовании, профессиональной подготовке рабочих при подготовке специалистов по профессии "Слесарь–электрик по ремонту электрооборудования" и профессиональной подготовке работников по направлению энергетика, энергетическое машиностроение и электротехника при наличии основного общего, среднего (полного) образования. Опыт работы не требуется.
Цели и задачи модуля – требования к результатам освоения модуля
С целью овладения указанным видом профессиональной деятельности и соответствующими профессиональными компетенциями обучающийся в ходе освоения профессионального модуля должен:
иметь практический опыт:
- выполнения слесарных, слесарно-сборочных и электромонтажных работ;
- проведения подготовительных работ для сборки электрооборудования;
- сборки по схемам приборов, узлов и механизмов электрооборудования;
уметь:
- выполнять ремонт осветительных электроустановок, силовых трансформаторов, электродвигателей;
- выполнять монтаж осветительных электроустановок, трансформаторов, комплексных трансформаторных подстанций;
- выполнять прокладку кабеля, монтаж воздушных линий, проводов и тросов;
- выполнять слесарную и механическую обработку в пределах различных классов точности и чистоты;
- выполнять такие виды работ, как пайка, лужение и другие;
- читать электрические схемы различной сложности;
- выполнять расчёты и эскизы, необходимые при сборке изделия;
- выполнять сборку, монтаж и регулировку электрооборудования промышленных предприятий;
- ремонтировать электрооборудование промышленных предприятий в соответствии с технологическим процессом;
- применять безопасные приемы ремонта;
знать:
- технологические процессы сборки, монтажа, регулировки и ремонта;
- слесарные, слесарно-сборочные операции, их назначение;
- приемы и правила выполнения операций;
- рабочий (слесарно-сборочный) инструмент и приспособления, их устройство, назначение и приемы пользования;
- наименование, маркировку, свойства обрабатываемого материала;
Тема 1.1. Основы слесарных работ
Плоскостная разметка заключается в нанесении на материал или заготовку контурных линий (рисок) параллельных и перпендикулярных, окружностей, дуг, углов, различных геометрических фигур по заданным размерам или контуров по шаблонам. Контурные линии наносят в виде сплошных рисок. Для сохранения следов рисок до конца обработки часто на риски наносят при помощи кернера небольшие углубления, близко расположенные друг от друга, или рядом с разметочной риской наносят контрольную риску. Риски должны быть тонкими и четкими.
Для разметки, измерения и проверки правильности изготовления изделий применяют следующие инструменты; линейку, угольник, циркуль, штангенциркуль, кронциркуль, нутромер, масштабную и лекальную линейки, транспортир, чертилку, кернер, разметочную плиту и шаблоны.
На рис. 1 показаны простейшие разметочные и измерительные инструменты, а также приемы измерения.
Точность измерения миллиметровой масштабной линейкой, кронциркулем и нутромером — 0,5 мм, штангенциркулем — 0,1 мм. Для правильной разметки необходимо, чтобы инструмент был точным и исправным.
Правильность линейки проверяют следующим образом. Проводят по линейке черту, перекладывают линейку по другую сторону черты, не переворачивая ее, совмещают с прочерченной линией край линейки, который в правильной линейке должен совпадать во всех точках с прочерченной линией.
Прямолинейность сторон угольника проверяют точной линейкой. Для проверки правильности прямого угла угольник прикладывают одной стороной к линейке, а по другой стороне проводят вертикальную линию. Затем угольник перекладывают по другую сторону проведенной линии так, чтобы вершина его осталась в той же точке. Угольник прикладывают вплотную к линейке и проводят вторую вертикальную линию. Если угольник правильный, обе линии должны совпасть.
Правильность нанесенных делений на линейке или метре проверяют следующим образом: ножки циркуля расставляют на 2—3 см и переставляют по всей длине линейки или метра.
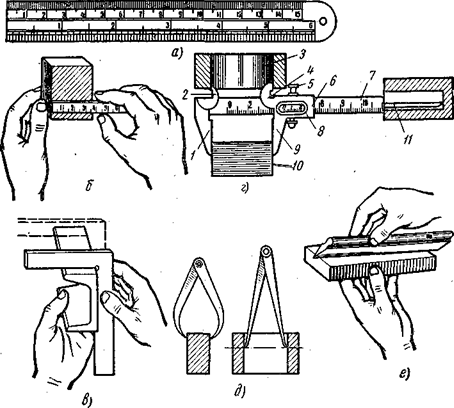
Рис. 1. Разметочный и измерительный инструмент и приемы измерения: а — масштабная линейка; б — приемы измерения масштабной линейкой; в — слесарный угольник и приемы проверки правильности угла, г — штангенциркуль и приемы измерения им; 1,9 — неподвижная и подвижная губки для наружного измерения, 2,4 — губки для внутреннего измерения, 3 — внутренний размер детали, 5 — винт для закрепления рамки, 6 — подвижная рамка, 7 — штанга с миллиметровым делением, 8 — нониус, 10 — наружный размер детали, 11 — глубиномер; д — кронциркуль и нутромер и приемы измерения ими; е — лекальная линейка и приемы проверки ею обрабатываемой поверхности
Стальная чертилка должна быть заостренной, круглого сечения, чтобы не портить линейку и угольник. При проведении рисок чертилку нужно плотно прижимать к краю линейки или угольника, немного наклонив вперед. На листе стали должна остаться четкая тонкая риска. Латунная чертилка оставляет хорошо видимый след на черной стали.
Ножки разметочного циркуля должны быть заострены и закалены.
При разметке тонкой листовой стали одна чертящая ножка должна быть остро заточена, а другая — иметь слегка заваленное острие, чтобы не оставлять отверстий в листовой стали.
Центры при вычерчивании окружностей на металле размечают кернером.
Приемы плоскостной разметки на металле показаны на рис. 2. Параллельные линии проводят чертилкой по угольнику (рис. 2, а, б).
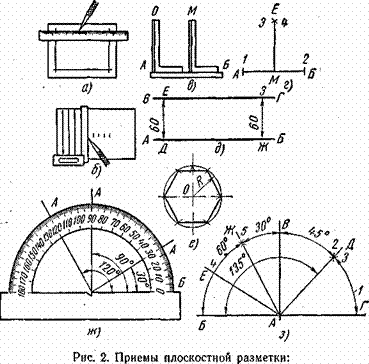
Рис. 2. Приемы плоскостной разметки а — проведение рисок, б — проведение чертилкой по угольнику парад» дельных линий, в — проведение чертилкой по угольнику перпенди-кулярных линий, г —построение перпендикулярной линии при помощи циркуля,
д — построение параллельных линий при помощи циркуля, е — построение вписанного в окружность шестиугольника, ж — построение углов транспортиром, 3 – деление углов при помощи циркуля.
Перпендикулярные линии строят при помощи угольника с одним прямым углом.
Опустить перпендикуляр из точки О на прямую АБ или восстановить перпендикуляр к прямой из точки М можно при помощи линейки и угольника (рис. 2,в). Линейку совмещают с линией АБ, угольник плотно приставляют одной стороной к линейке и передвигают по линейке до совмещения другой стороны угольника с точкой О или М, а затем проводят линию, перпендикулярную линии АБ.
Перпендикуляр можно также восстановить и опустить при помощи циркуля (рис. 2,г). Из точки М на прямой произвольным радиусом делают две засечки (короткие дуги) 1 и 2. Затем из точек 1 и 2 радиусом, большим отрезка 1—2, делают засечки 3 и 4. Точку Е пересечения засечек S и 4 соединяют с точкой М. Полученная линия ЕМ будет перпендикулярна линии АБ.
Параллельные линии можно построить при помощи угольника и циркуля. Чтобы провести линию ВГ (рис. 2, д), параллельную линии АБ, из любых двух точек линии АБ, например Д и Ж, восстанавливают перпендикулярные линии при помощи угольника или циркуля, на которых откладывают равные отрезки (в нашем случае 6 см) ДЕ и ЖЗ. Через точки Е и 3 проводят линию ВГ, которая будет параллельна линии АБ.
Параллельные линии можно также провести при помощи линейки и угольника. Если передвигать угольник по линейке, то все линии, прочерченные по стороне угольника, будут параллельны между собой.
Разметку окружности на металле выполняют при помощи циркуля, наметив предварительно кернером центр О (рис. 2, е).
Расстояние, откладываемое циркулем от центра О до любой точки окружности, называется радиусом и обозначается буквой R.
При разметке часто требуется разделить окружность на равные части, а также измерить, построить и разделить углы. Для деления окружности на две равные части достаточно провести диаметр. Для деления ее на 4, 8, 16, 32 части сначала проводят два взаимно перпендикулярных диаметра, которые делят окружность на четыре равные части. Затем каждую часть делят пополам и т. д. и получают 8, 16 и 32 части. Чтобы разделить окружность на 3, 6, 12, 24 части и т. д., на окружности откладывают ее радиус, который укладывается ровно шесть раз. Соединив эти точки через одну, делят окружность на три части. Деля ‘/б часть окружности пополам и на четыре части, получают Vi2 и V24 ее части.
Углы измеряют транспортиром (рис. 2,ж). При помощи транспортира наиболее просто и правильно производят построение углов.
Углы в 90, 45, 60, 120 и 135° можно также построить при помощи угольника, циркуля и линейки. Угол в 90° строят при помощи угольника и линейки. Угол в 45° можно,построить, резделив угол 90° пополам. Для этого из вершины угла А (рис. 2, з) произвольным радиусом проводят дугу 1, пересекающую стороны угла в точках В и Г и продолжение стороны АГ в точке Б. Из точек В и Г одинаковым радиусом проводят засечки 2 и 3, пересекающиеся в точке Д. Линия, соединяющая точку Д с вершиной угла А, делит угол пополам.
Причертив к углу 90° угол 45°, получают угол 135°.Чтобы построить углы в 30 и 60°, нужно разделить прямой угол на три части. Одна треть прямого угла составит угол 30°, а две трети — угол 60°.
Чтобы разделить прямой угол на три части, из вершины угла А (рис. 2, з) проводят дугу, пересекающую стороны угла в точках Б и В. Из этих точек тем же радиусом делают на дуге засечки 4 и 5. Полученные точки Е и Ж соединяют с вершиной угла А. Линии ЕА и ЖА делят угол на три равные части.
Различные геометрические фигуры наносят на плоскости тем же разметочным инструментом: линейкой, угольником, циркулем и транспортиром.
Для ускорения и упрощения плоскостной разметки одинаковых изделий применяют шаблоны из листовой стали. На заготовку или материал накладывают шаблон и плотно прижимают его, чтобы во время разметки он не сдвинулся с места. По контуру шаблона чертилкой прочерчивают линии, обозначающие контуры обрабатываемой детали. Крупные детали размечают на плите, а мелкие — в тисках.
Если изделие пустотелое (например, фланец), то в отверстие заколачивают деревянную пробку и в центре пробки закрепляют металлическую пластинку, на которой кернером намечают центр для ножки циркуля. Фланец размечают следующим образом. Поверхность заготовки окрашивают мелом, намечают центр и циркулем проводят окружности: наружный контур, контур отверстия и осевую линию по центрам отверстий для болтов.
Часто фланцы размечают по шаблону, а отверстия сверлят по кондуктору без разметки.
Размечать нужно точно и тщательно, так как от правильной разметки зависит качество изделия.
Разметочный инструмент необходимо хранить в специально отведенных местах.
Плоскостной разметкой называется нанесение на поверхность обрабатываемого материала линий, обозначающих границы, до которых материал должен быть обработан, а также линий, определяющих центры будущих отверстий. Нанесенные на поверхность материала линии с накерненными углублениями называются разметочными рисками. По разметочным рискам осуществляется вся последующая обработка материала: разрезание, опиливание, сверление и др.
Плоскостная разметка является одной из наиболее ответственных операций, так как от качества ее выполнения зависит точность дальнейшей обработки. Точность плоскостной разметки невысока и колеблется от 0,2 до 0,5 мм. Плоскостная разметка широко применяется в индивидуальном и мелкосерийном производстве. В серийном и массовом производствах плоскостная разметка применяется в основном при изготовлении технологической оснастки (штампы, шаблоны, приспособления и др.), а также при изготовлении различных деталей, предназначенных для ремонта оборудования.
Плоскостная разметка является трудоемкой операцией. Поэтому там, где это возможно и рационально, стараются не применять плоскостную разметку. Однако обработка материалов без разметки требует применения различных приспособлений (упоров, шаблонов, кондукторов и др.). Известно, что стоимость каждого приспособления окупается только при изготовлении в больших количествах одинаковых по форме и размерам деталей, осуществить это возможно только в условиях серийного и массового производства. В индивидуальном и мелкосерийном производствах при изготовлении единичных деталей выгодней их изготовлять при применении разметки, нежели изготовлять то или иное приспособление.
При выполнении медницких и жестяницких работ многие детали изготовляют без применения плоскостной разметки. На ножницах листовых с наклонными ножами, снабженными задними и боковыми упорами, разрезают листовой материал без разметки на детали прямоугольной, квадратной, трапецеидальной и косоугольной формы. Профили гнут на кромкогибочных станках без разметки, т. е. по упору, имеющемуся на станке. Применение кондукторов и шаблонов позволяет сверлить отверстия в деталях без предварительной их разметки.
При плоскостной разметке как меднику, так и жестянщику приходится выполнять разнообразные геометрические построения: проводить параллельные и перпендикулярные линии, делить прямые линии на равные части, делать построение углов, делить углы и окружности на равные части, вычерчивать сопряжения линий и т. д. Эти геометрические построения медник и жестянщик должны уметь делать быстро и точно, для чего необходимо знать основы технического черчения.
Меднику и жестянщику приходится изготовлять из листового и профильного материала изделия различной формы. Для изготовления изделий требуются заготовки соответствующей формы и размеров. Для нахождения действительных размеров таких заготовок надо уметь подсчитывать площадь поверхностей изделий и вычерчивать их развертки. Эти развертки получают путем плоскостной разметки. Плоскостная разметка осуществляется в зависимости от условий производства несколькими методами: по чертежу, шаблону, образцу и по месту.
При выполнении плоскостной разметки надо соблюдать правила техники безопасности. Чтобы не порезать руки кромками листового материала при укладке его на разметочный стол, а также при снятии его со стола, после окончания разметки на руки надевают рукавицы. При пользовании призмами и подкладками принимают меры, предотвращающие их падение. Рекомендуется надевать на острие концов чертилок и циркулей, временно не используемых, предохранительные резиновые колпачки.
Разметка осевых линий
Разметка осевых линий на шаблонах листовых деталей ведется от центра. Построение и вычерчивание осей производятся по размерам геометрической схемы.
Разметку осевых линий на шаблонах листовых деталей ведут от центра. Построение и вычерчивание осей производят по размерам геометрической схемы. Линии контура проводят от центров заклепочных или болтовых отверстий на расстоянии, равном величине обреза, указанного на чертеже.
Разметку осевых линий на шаблонах листовых деталей ведут от центра.
Разметку осевых линий на шаблонах листовых деталей ведут от центра. Построение и вычерчивание осей производят по размерам геометрической схемы. Линии контура проводят от центров заклепочных или болтовых отверстий на расстоянии, равном величине обреза, указанного на чертеже.
Разметку осевых линий на шаблонах листовых деталей ведут от центра Построение и вычерчивание осей производят по размерам геометрической схемы. На шаблонах или размеченных листовых деталях вдоль всех кромок внутри контура наносят контрольные линии на расстоянии 30 - 50 мм от линии реза При наличии на детали отверстий для болтов линии контура проводят на расстоянии, равном величине обреза ( от центров отверстий до линии контура), указанной на чертеже.
Разметку вспомогательных осевых линий на потолке и стенах ( когда это необходимо) производят описанным способом.
После разметки осевых линий, приемки фундамента под монтаж электродвигателя машины и проверки соответствия оставленных проектных отверстий в перекрытии для прохода двух самотеков монтируют бурат на чистом полу. Выверив установку машины по отвесу и уровню, крепят ее четырьмя болтами М16Х80 к перекрытию. Электродвигатель устанавливают на фундаменте. Параллельность валов электродвигателя и ситового барабана и совпадение средних плоскостей шкивов проверяют по натянутой струне. Струну прикладывают к торцам шкивов.
Производится разметка осевой Линии для установки кондукторных втулок, которыми пользуются при центровании, или размечаются центровые отверстия.
Обработку отверстий без направления инструмента на универсально-расточных станках производят после разметки осевых линий заготовки. Базой для разметки служат внутренняя полость заготовки и обработанные поверхности. По разметочным рискам выверяют положение заготовки на станке относительно оси шпинделя. Выполнение расточных операций связано с совмещением оси шпинделя с осью каждого растачиваемого отверстия.
Вкладыши матрицы 12 изготовляют в следующей последовательности: литье, разметка основания; фрезерование основания; разметка наружного контура и технологических площадок; фрезерование наружного контура и технологических площадок; разметка осевых линий и уступов секции вкладыша; фрезерование уступов под секции вкладыша; разметка отверстий под болты вкладышей ( через вкладыши), разметка отверстий крепления с плитой; сверление и нарезание резьбы; сборка с термически не обработанными вкладышами; фрезерование рабочей поверхности в сборе с секциями вкладыша на копировально-фрезерном станке по гипсовой модели; клеймение положения секций; демонтаж секций вкладышей; термическая обработка вкладыша; сборка с секциями, сверление и развертывание отверстий под штифты, сборка с матрицей и выталкивателем; установка на подгоночный пресс и подгонка фигурной части по готовому пуансону по краске с помощью пневматической машинки; полирование рабочей части.
2. Подготовка деталей к разметке
Перед разметкой заготовка должна быть тщательно очищена от грязи, масла и заусенцев.
Места, на которые наносится разметочная линия, покрываются какой-либо краской.
Для необработанных поверхностей в качестве краски применяется раствор мела, разведенного до густоты молока, с прибавлением к нему небольшого количества льняного масла или столярного клея, чтобы мел лучше держался на поверхности заготовки. Для окрашивания обработанных поверхностей используется раствор медного купороса (на стакан воды 2—3 чайные ложки купороса). Очень точная разметка ведется с покрытием размечаемых поверхностей различными лаками, отличающимися по цвету от металла.
Краска наносится тряпкой на размечаемую поверхность тонким ровным слоем. К разметке можно приступать только тогда, когда краска высохнет.
Для грубой разметки мелких неответственных деталей при особой срочности размечаемую поверхность натирают обыкновенным сухим мелом.
3. Построение замкнутых контуров образованных отрезками прямых линий, окружностей и радиусной линии.
Отрезки являются одним из основных объектов чертежа. Совокупность отрезков, имеющих общие вершины, образуют линии, которые, в свою очередь, могут быть ломаными или лежащими на одной оси.
4. Кернение. Разметка контуров, образованных отрезками прямых линий, окружностей и радиусных прямых.
Ке́рнер, керн — ручной слесарный инструмент, предназначен для разметки центральных лунок (кернов) для начальной установки сверла и иной визуальной разметки. Представляет собой стержень круглого сечения, один конец которого (рабочая часть) заточен на конус с углом при вершине 100°-120°. Кернение производится ударами молотка по противоположной части кернера — затыльнику. Использование кернера позволяет избежать проскальзывания сверла по материалу и помогает добиться большей точности расположения отверстий.
Кернер имеет цилиндрическую форму, в начале боёк, в конце заострённый конус, средняя часть инструмента как правило имеет по́лосы, насечки или накатку для лучшего удерживания в руках. Для получения метки в месте будущего сверления необходимо установить кернер острой стороной в требуемой точке и произвести удар молотком по противоположному концу инструмента.
Кернер можно отнести к группе слесарных инструментов, так как ямки для сверления обычно делаются на металле, кафеле, полированной или любой другой гладкой поверхности. Инструмент является ударно-режущим. Кернеры выполняются из твёрдых инструментальных сталей.
Называть этот инструмент «керно́» считается неправильным.
Размеры на чертеже плоской детали используют в опытном производстве для индивидуальной разметки по контуру, а в серийном и массовом производствах — для изготовления приспособления штампа или шаблона (копира). При разметке сначала проводят две взаимно перпендикулярные линии — размерные базы, от которых откладывают размеры для заданных элементов контура центров дуг окружностей, центров отверстий проводят вспомогательные размерные базы и т. д. Затем выполняют геометрические построения для нахождения незаданных центров, решают различные задачи на сопряжения проводят дуги, касательные, выполняют сопряжения прямых с дугами окружностей.
Разметка дуг и окружностей — одна из наиболее распространенных операций. Обычно при наличии на детали центра, заданного точкой (керном) или пересечением линий, разметка выполняется при помощи циркулей или штангенциркулей. Если центр дуги или круга на размечаемой детали непосредственно не отмечен, а задан лишь косвенно (например, расточенным отверстием), то его либо предварительно отыскивают, а затем дугу или окружность проводят циркулем, либо применяют комбинированные приспособления, позволяющие проводить дуги и окружности непосредственно от базовых поверхностей (например, базируясь по стенкам отверстия).
Разметка центров круглых тел, окружностей и дуг. Центр на торцах цилиндрических деталей находят при помощи циркуля, угольника, центроискателя и других видов разметочных инструментов и приспособлений. Если в заготовках имеются отверстия, то для разметки их центров в отверстие плотно забивают деревянную или алюминиевую пластинку.
КОНТРОЛЬНЫЕ ВОПРОСЫ:
1. Что такое плоскостная разметка?
2. Разметочный и измерительный инструмент и приемы измерения.
3. Приемы плоскостной разметки на металле.
4. Что такое транспортир?
5. Как происходит подготовка деталей к разметке ?
6. Что такое кернер ?
Тема 1.2. Виды слесарных работ
1. Ручная ножовка (пила) инструмент, предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пахов, обрезки и вырезки заготовок по контуру и других работ. Ручная слесарная ножовка состоит из станка (рамки) и ножовочного полотна. На одном конце рамки имеется неподвижная головка с хвостовиком и ручкой, а на другом конце — подвижная головка с натяжным винтом и гайкой (барашек) для натяжения полотна. В головках имеются прорези, в которые вставляют ножовочное полотно и крепят штифтами.
Рамки для ножовок изготовляют либо цельными (для ножовочного полотна одной определенной длины) (редко) , либо раздвижными, допускающими закрепление ножовочного полотна различной длины.
Для раздвигания ножовки колена перегибают, пока заклепка не выйдет из выреза, и смещают. Заклепку вводят в другой вырез, и колена выпрямляют.
Станок с передвижным держателем состоит из угольника с ручкой, по которому можно перемещать и закреплять в нужном положении держатель.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном из ребер. Полотна изготовляют из стали марок: У10А, Р9, Х6ВФ, твердость их HRC 61 —64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные. Полотно вставляют в рамку зубьями вперед.
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты. Наиболее часто применяют ножовочные полотна для ручных ножовок длиной L — 250 — 300 мм, высотой Ь — 13 и 16 мм, толщиной h — 0,65 и 0, 8 мм.
Каждый зуб ножовочного полотна имеет форму клина (резца). На зубе, как и на резце, различают задний угол ,а , угол заострения (3, передний угол у и угол резания 5. а + р + у = 90°; а+ р = 5.
Условия работы ножовочного полотна отличаются от условий работы резца, поэтому значения углов здесь иные. При резке металла большой ширины получаются пропилы значительной длины, в которых каждый зуб полотна снимает стружку, имеющую вид запятой. Эта стружка должна размещаться в стружечном пространстве до тех пор, пока острие зуба не выйдет из пропила. Величина стружечного пространства зависит от величины заднего угла а, переднего угла у и шага S зуба.
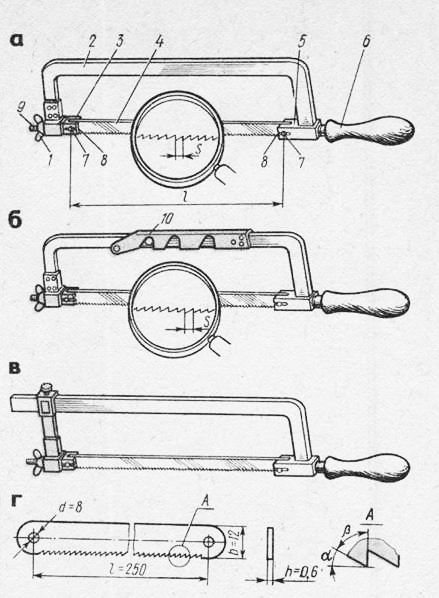
Рис. 2. Ручная слесарная ножовка (станок): а — цельная, б — раздвижная, в — с передвижным держателем, г — ножовочное полотно; 1 — гайка-барашек, 2 — рамка (станок), 3 — подвижная головка, 4 — ножовочное полотно, 5 — неподвижная головка, 6 — хвостовик с рукояткой, 7 — штифты, 8 — прорези, 9 — винт натяжной, 10 — подвижная скоба
В зависимости от твердости разрезаемого металла передний угол зубьев ножовочного полотна может быть нулевым, положительным или отрицательным.
Производительность резания ножовочного полотна с нулевым передним углом ниже, чем полотна с передним углом больше 0°.
Для разрезания более твердых материалов применяют полотна, у которых угол заострения зубьев больше, для разрезания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы.
Для резки металлов пользуются преимущественно ножовочными полотнами с шагом 1,3 —1,6 мм, при котором на длине 25 мм насчитывается 17 — 20 зубьев. Чем толще разрезаемая заготовка, тем крупнее должны быть зубья, и наоборот, чем тоньше заготовка, тем мельче должны быть зубья ножовочного полотна. Для металлов различной твердости применяют полотна с числом зубьев: мягкие металлы — 16, средней твердости закаленная сталь — 19, чугун, инструментальная сталь — 22, твердая, полосовая и угловая сталь — 22.
При резании ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее двух-трех зубьев. Чтобы избежать заедания (защемления) ножовочного полотна в металле, зубья разводят.
Разводка зубьев ножовочного полотна делается для того, чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна. Это предотвращает заклинивание полотна в разрезе и значительно облегчает работу.
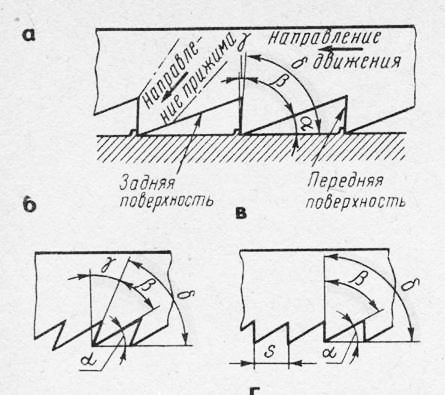
Рис. 3. Элементы зуба ножовочного полотна: а — зубья ножовочного полотна; передний угол зубьев: б — положительный, в — равный нулю, г — отрицательный; д— шаг
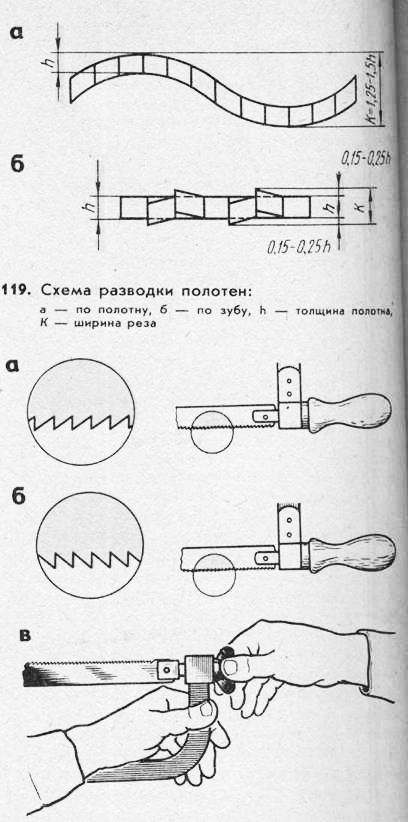
Рис. 4. Установка ножовочного полотна: а — правильно, б — неправильно, в — натяжение полотна
В зависимости от величины шага S разводку делают по полотну и по зубу.
Ножовочные полотна с шагом зубьев 0,8 мм (допускается также для шага 1 мм) должны иметь разводку зубьев по полотну (волнистой), т. е. каждые два смежных зуба отгибают в противоположные стороны на 0,25 — 0,6 мм. Разводка выполняется на высоте не более удвоенной высоты зуба. Шаг разводки принимается равным 8S.
Полотно с шагом зубьев свыше 0,8 мм разводят по зубу (гофрированный развод). При этом разводе при малом шаге зубьев два-три зуба отводят вправо и два-три — влево. При среднем шаге отводят один зуб влево, второй — вправо, третий — не отводят. При крупном шаге отводят один зуб влево, а второй — вправо. Разводка по зубу применяется для полотен с шагом 1,25 и 1,6 мм.
Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30 мм от торца.
Подготовка к работе ножовкой. Перед работой ножовочным станком (ножовкой) прочно закрепляют разрезаемый материал в тисках. Уровень крепления металла в тисках должен соответствовать росту работающего. Затем выбирают ножовочное полотно, сообразуясь с твердостью, формой и размерами разрезаемого металла.
При длинных пропилах берут ножовочные полотна с крупным шагом зубьев, а при коротких — с мелким шагом зубьев.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от ручки, а не к ручке. При этом сначала вставляют конец полотна в неподвижную головку и фиксируют положение закладкой штифта, затем вставляют второй конец полотна в прорезь подвижного штыря и закрепляют его штифтом. Натягивают полотно вручную без большого усилия (запрещается применение плоскогубцев, тисков и др.) вращением барашковой гайки. При этом из-за опасения разрыва полотна ножовку держат удаленной от лица.
Туго натянутое полотно при незначительном перекосе и слабо натянутое при усиленном нажиме создают перегиб полотна и могут вызвать излом. Степень натяжения полотна проверяют легким нажимом пальца на полотно сбоку: если полотно не прогибается, натяжение достаточное.
Положение корпуса работающего. При резке металла ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, вполоборота по отношению к губкам тисков или оси обрабатываемого предмета. Левую ногу несколько выставляют вперед, примерно по линии разрезаемого предмета, и на нее опирают корпус. Ступни ног ставят так, чтобы они образовали угол 60 — 70° при определенном расстоянии между пятками.
Положение рук (хватка). Поза рабочего считается правильной, если правая рука с ножовкой, установленной на губки тисков (в исходное положение), согнутая в локте, образует прямой угол (90°) между плечевой и локтевой частями руки (рис. 121, а).
Ручку (рукоятку) захватывают правой рукой так, чтобы ручка упиралась в ладонь (рис. 5, б). Ручку обхватывают четырьмя пальцами, большой палец накладывают сверху вдоль ручки. Пальцами левой руки обхватывают гайку и подвижную головку ножовки.
При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук. Движение ножовки должно быть строго горизонтальным. Нажимают на станок обеими руками, но наибольшее усилие делают левой рукой, а правой рукой осуществляют главным образом возвратно-поступательное движение ножовки.
Процесс резки состоит из двух ходов:
– рабочего, когда ножовка перемещается вперед от работающего, и холостого, когда ножовка перемещается назад по направлению к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают легкий нажим так, чтобы ножовка двигалась прямолинейно. При работе ножовкой необходимо выполнять следующие правила: короткие заготовки режут по наиболее широкой стороне. При резании проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне;
– в работе должно участвовать все ножовочное полотно;
– работают ножовкой не спеша, плавно, без рывков, делая не более 30 —60 двойных ходов в минуту (твердая сталь — 30—40, сталь средней твердости — 40 — 50, мягкая сталь – 50-60).
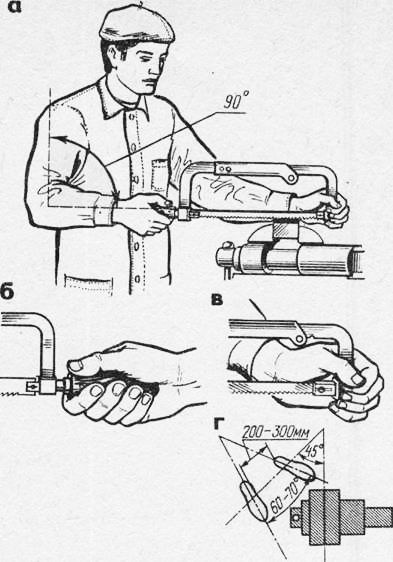
Рис. 5. Положение при работе: б — правой руки, в — левой руки, а — корпуса и ножовк г — ног
При более быстрых темпах скорее наступает утомляемость и, кроме того, полотно нагревается и быстрее тупится:
– перед окончанием распила ослабляют нажим на ножовку, так как при сильном нажиме ножовочное полотно резко выскакивает из распила, ударяясь о тиски или деталь, в результате чего может нанести травму;
– при резке не давать полотну
нагреваться. Для уменьшения трения полотна о стенки в пропиле детали
периодически смазывают полотно минеральным маслом или графитовой смазкой,
особенно при резке вязких металлов;
– латунь и бронзу разрезают только новыми полотнами, так как даже
малоизношенные зубья не режут, а скользят;
– в случае поломки или выкрашивания хотя бы Одного зуба работу немедленно прекращают, удаляют из припила остатки сломанного зуба, полотно заменяют новым или стачивают на станке два-три соседних зуба и после этого продолжают работу.
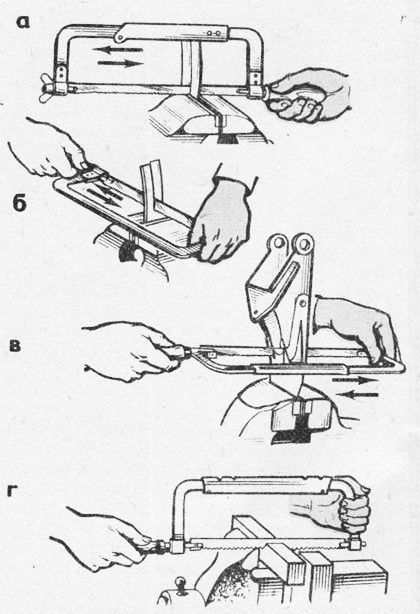
Рис. 6. Резка ножовкой при глубоких прорезах: а — без поворота полотна, б — с поворотом полотна на 90°, в — работа в замкнутом контуре, г — положение пальцев левой руки
2. Разрезание металла различных видов по разметке и без нее.
Рубка металла
Слесарная рубка применяется для снятия лишнего металла в тех случаях, когда не требуется большой точности обработки, а также для грубого выравнивания шероховатых поверхностей, для разрубания металла, срубания заклепок, для вырубания шпоночных пазов и т. п.
Инструменты для рубки. Инструментами для рубки металла являются зубила и крейцмейсели» а ударным инструментом — молоток.
Зубило (рис. 40, а) изготовляется из инструментальной стали У7А и, как исключение, У7, У8 и У8А. Ширина лезвия зубила от 5 до 25 мм. Угол заточки лезвия выбирается в зависимости от твердости обрабатываемого металла. Например, для рубки чугуна и бронзы угол заточки должен быть 70°, для рубки стали 60°, для рубки латуни и меди 45°, для рубки алюминия и цинка 35°. Лезвие зубила затачивают на наждачном круге так, чтобы фаски имели одинаковую ширину и одинаковый угол наклона к оси зубила. Угол заточки проверяют шаблоном или угломером.
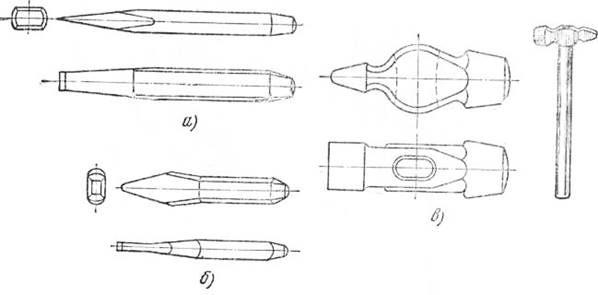
Рис. 40. Инструменты для рубки металла:
а — зубило, б — крейцмейсель, в — слесарный молоток
Крейцмейсель (рис. 40, б) применяют для прорубания шпоночных канавок, срубания заклепок, предварительного прорубания канавок для последующей рубки широким зубилом.
Для предотвращения заклинивания крейцмейселя при прорубании узких канавок его лезвие должно быть шире оттянутой части. Углы заточки лезвия крейцмейселя те же, что и у зубила. Длина крейцмейселя от 150 до 200 мм.
Слесарный молоток (рис. 40,б). При рубке обычно используют молотки весом 0,5—0,6 кГ. Молоток изготовляют из инструментальной стали У7 и У8, а рабочую часть его подвергают термической обработке (закалке с последующим отпуском). Молотки бывают с круглым и квадратным бойком. Рукоятки молотков делают из дерева твердой породы (дуб, береза, клен и др.). Длина рукояток молотков среднего веса от 300 до 350 мм.
Для повышения производительности труда в последнее время начали осуществлять механизацию рубки путем применения пневматических молотков, работающих под действием сжатого воздуха, поступающего от компрессорной установки.
Процесс ручной рубки заключается в следующем. Обрубаемую заготовку или деталь зажимают в тисках так, чтобы разметочная линия рубки находилась на уровне губок. Рубку осуществляют в стуловых тисках (рис. 41, а) или, в крайнем случае, в тяжелых параллельных тисках (рис. 41,6). Зубило при рубке должно находиться в наклонном положении к обрубаемой поверхности заготовки под углом 30—35°. Молотком ударяют с таким расчетом, что бы центр бойка молотка попадал’ в центр головки зубила, причем нужно внимательно смотреть только на лезвие зубила, которое следует перемещать точно по разметочной линии рубки заготовки.
Резка металла
При резке металла пользуются различными инструментами: кусачками, ножницами, ножовками, труборезами. Применение того или иного инструмента зависит от материала, профиля и размеров обрабатываемой заготовки или детали. Например, для резки проволоки применяют кусачки (рис, 44,а), которые изготовляют из инструментальной стали марки У7 или У8. Губки кусачек подвергаются закалке с последующим низким (нагрев до 200° С и медленное охлаждение) отпуском.
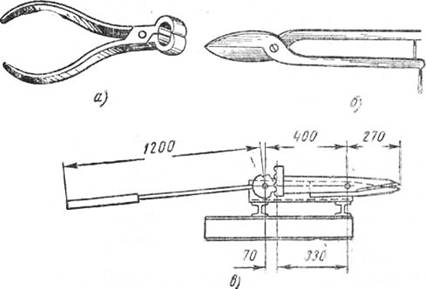
Рис. 44. Инструменты для резки металла: а — кусачки, б — стуловые ножницы, в — рычажные ножницы
Для резки листового материала используют ручные, стуловые, рычажные, электрические, пневматические, гильотинные, дисковые ножницы. Тонкий листовой материал (до 3 мм) обычно режут ручными или стуловыми ножницами (рис. 44, б), а толстый (от 3 до 6 мм) — рычажными (рис. 44, в). Такие ножницы изготовляют из углеродистой инструментальной стали У8, У10. Режущие кромки ножниц закаливают. Угол заострения режущих кромок ножниц обычно не превышает 20—30°.
При резке ножницами предварительно размеченный металлический лист располагают между лезвиями ножниц с таким расчетом, чтобы разметочная линия совпадала с верхним лезвием ножниц.
Все более широкое применение находят электрические и пневматические ножницы. В корпусе электрических ножниц имеется электродвигатель (рис. 45), ротор которого при помощи червячной передачи приводит во вращение эксцентриковый валик, с которым связан шатун, приводящий в движение подвижный нож. Нижний неподвижный нож жестко связан с корпусом ножниц.
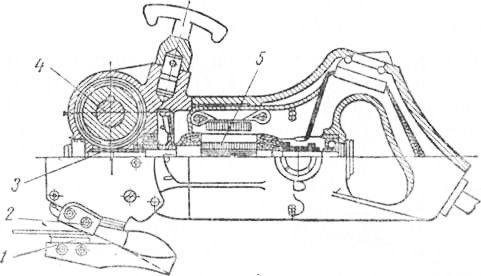
Рис. 45. Электрические ножницы И-31
Пневматические ножницы работают под действием сжатого воздуха.
Гильотинными ножницами с механическим приводом разрезают стальные листы толщиной до 40 мм. Дисковыми ножницами разрезают листовой материал толщиной до 25 мм по прямой или кривой линиям.
Опиливание металла
Опиливание является одним из видов слесарной обработки, заключающимся в снятии с заготовки или детали слоя металла для получения заданных форм, размеров и чистоты поверхности.
Этот вид обработки выполняют специальным слесарным инструментом, называемым напильником. Напильники изготовляют из инструментальных сталей У12, У12А, У13 или У13А, ШХ6, ШХ9, ШХ15 с обязательной закалкой. По форме поперечного сечения напильники разделяются на плоские (рис. 50, а), полукруглые (рис. 50,6), квадратные (рис. 50,в), трехгранные (рис. 50,г), круглые (рис. 50, д) и др.
По видам насечки напильники бывают с одинарной и с двойной насечкой (рис. 51,а, б). Напильники с одинарной насечкой применяют для опиливания мягких металлов (свинец, алюминий, медь, баббит, пластмассы), напильники с двойной насечкой — для обработки твердых металлов. В зависимости от числа насечек, приходящегося на 1 пог. см, напильники делятся на шесть номеров. К № 1 относятся напильники крупной насечки с числом зубьев от 5 до 12, так называемые «драчевые». Напильники с насечкой № 2 имеют число зубьев от 13 до 24, они называются «личными». Так называемые «бархатные» напильники имеют мелкую насечку — № 3, 4, 5, 6, изготовляются с числом зубьев от 25 до 80.
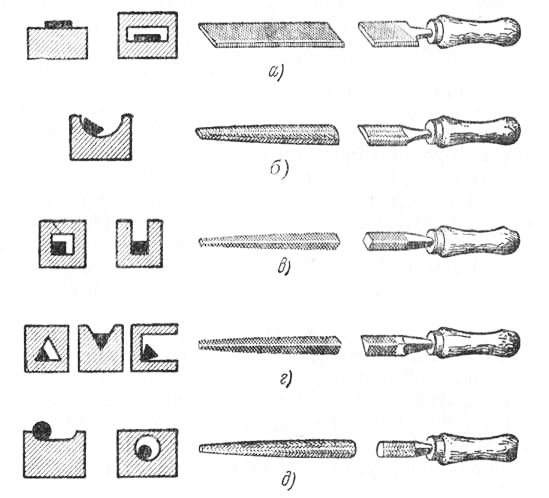
Рис. 50. Напильники и их применение (слева):
а — плоский, о — полукруглый, в — квадратный, г — трехгранный, д — круглый
Для грубого опиливания, когда требуется снять слой металла от 0,5 до 1 мм, применяют драчевые напильники, которыми за один рабочий ход можно снять слой металла толщиной 0,08—0,15 мм.
В тех случаях, когда после предварительного грубого опиливания драчевыми напильниками требуется чистая и точная обработка заготовки или детали, применяют личные напильники, которыми можно снимать за один ход слой металла толщиной 0,02—0,03 мм
.
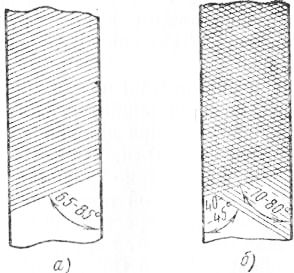
Рис. 51. Насечка напильников:
а — одинарная, б — двойная
Бархатные напильники применяют для самой точной обработки и придания обрабатываемой поверхности высокой чистоты. Для доводочных и других специальных работ применяют напильники, называемые «надфилями». Они имеют самую мелкую насечку. Для опиливания мягких материалов (дерева, кожи, рога и др.) применяют напильники, которые называются рашпилями.
Выбор напильника зависит от твердости обрабатываемой поверхности и формы заготовки или детали. Для увеличения срока службы напильников необходимо принимать меры, предохраняющие от попадания на них воды, масла, грязи. После работы насечку напильников следует очистить металлической щеткой от грязи и опилок, застрявших между зубьями насечки. На хранение напильники укладывают в инструментальные ящики в один ряд, не допуская прикасания их друг к другу. Для предотвращения замасливания напильника во время работы насечку натирают маслом или сухим древесным углем.
Приемы опиливания. Производительность и точность опиливания зависят в основном от того, насколько согласованы движения правой и левой рук, а также от силы нажима на напильник и положения корпуса слесаря. При опиливании слесарь стоит сбоку тисков на расстоянии приблизительно 200 мм от края верстака для того, чтобы движение его рук было свободным. Положение корпуса слесаря прямое и повернуто на 45° по отношению к продольной оси тисков.
Напильник берут за ручку правой рукой так, чтобы большой палец располагался сверху вдоль ручки, а остальные пальцы обхватывали ее снизу. Левая рука должна лежать ладонью поперек верхней поверхности переднего конца напильника.
Движение напильника должно быть строго горизонтальным, а сила нажима рук должна регулироваться в зависимости от точки опоры напильника на обрабатываемой поверхности. Если точка опоры находится посередине напильника, то сила нажима обеими руками должна быть одинаковой. При движении напильника вперед нужно нажим правой руки увеличивать, а левой, наоборот, уменьшать. Движение напильника назад должно происходить без нажима.
При опиливании на обрабатываемой поверхности остаются следы зубьев напильника, называемые штрихами. Штрихи в зависимости от направления движения напильника могут быть продольными или перекрестными. Качество опиливания определяется тем, насколько равномерно располагаются штрихи. Для получения пра-аильной опиленной поверхности, равномерно покрытой штрихами, Применяют перекрестное опиливание, заключающееся в том, что сначала опиливают параллельными штрихами справа налево, а затем слева направо (рис. 52,а).
После грубого опиливания проверяют качество работы на просвет поверочной линейкой, которую прикладывают вдоль, поперек и по диагонали обработанной плоскости. Если просвет одинаковый или его совсем нет, качество опиливания считается хорошим.
Более точным способом является проверка «на краску», заключающаяся в том, что на поверхность проверочной плиты наносят тонкий слой краски (обычно синьки или сажи, разведенной на масле) и накладывают на нее деталь обработанной поверхностью, а затем, легко нажимая на деталь, передвигают ее по всей плите и снимают. Если следы краски равномерно располагаются по всей поверхности детали, считается, что опиливание выполнено правильно.
Тонкие круглые детали опиливают следующим образом. В тиски зажимают деревянный брусок с трехгранным вырезом, в который укладывают опиливаемую деталь, а конец ее зажимают в ручные тисочки (рис. 52, б). При опиливании ручные тисочки вместе с закрепленной в них деталью постепенно повертывают левой рукой.
При опиливании нескольких плоскостей, расположенных относительно друг друга под углом 90°, поступают следующим образом. Вначале перекрестным опиливанием обрабатывают широкие противоположные плоскости и проверяют их на параллельность. После этого опиливают одну из узких плоскостей продольными штрихами. Качество обработки ее проверяют линейкой на просвет, углы, образованные с широкой плоскостью,— угольником. Затем опиливают остальные плоскости. Узкие плоскости на взаимную перпендикулярность проверяют угольником.
При опиливании деталей, изготовленных из тонкого листового металла, вначале обрабатывают широкие плоскости на плоскошлифовальных станках, затем детали соединяют в пачки и опиливают их ребра обычными приемами.
Распиливание прямолинейных фасонных пройм начинается обычно с изготовления вкладышей и только после этого приступают к проймам. Вначале опиливают наружные ребра проймы, затем обозначают центр и контуры проймы, после разметки просверливают круглое отверстие с таким расчетом, чтобы края отверстия отстояли от разметочных линий не менее чем на I—2 мм. После этого производят предварительное опиливание отверстия (проймы) и в его углах делают подрезки надфилем
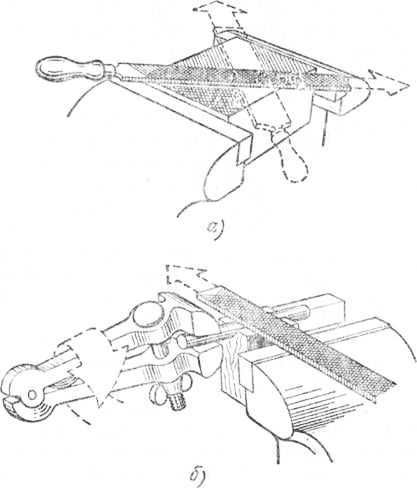
Рис. 52. Опиливание поверхностей:
а — широкой плоской, б — цилиндрической
Затем приступают к окончательной обработке, опиливая вначале две взаимно параллельные стороны проймы, после чего по шаблону опиливают рядом расположенную сторону, а затем следующую противоположную, параллельную ей. Размечают пройму на несколько сотых миллиметра меньше размеров вкладыша. Когда пройма готова, делают припасовку (точную пригонку деталей друг к другу) по вкладышу.
После припасовки вкладыш должен входить в пройму и в местах соприкосновения с ней не иметь просветов.
Одинаковые детали изготовляют опиливанием по копиру-кондуктору. Копир-кондуктор является приспособлением, контур рабочих поверхностей которого соответствует контуру изготовляемой детали.
Механизация процесса опиливания. На ремонтных предприятиях ручное опиливание заменяется механизированным, выполняемым на опиловочных. станках при помощи специальных приспособлений, электрическими и пневматическими шлифовальными машинками. К легким переносным машинкам относятся очень удобная электрическая шлифовальная машинка И-82 (рис. 54, а) и пневматическая шлифовальная машинка ШР-06 (рис. 54,6), на шпинделе которых имеется абразивный круг. Шпиндель приводится в действие пневматическим роторным двигателем.
Техника безопасности при опиливании. Опиливаемая заготовка должна быть надежно зажата в тисках, чтобы в процессе работы она не могла изменять своего положения или выскочить из тисков. Напильники обязательно должны быть с деревянными ручками, на которые насажены металлические кольца. Ручки прочно насаживаются на хвостовики напильников.
Стружку, образующуюся при опиливании, убирают волосяной щеткой. Категорически запрещается слесарю убирать стружку голыми руками или сдувать ее, так как это может привести к ранению рук и глаз.
КОНТРОЛЬНЫЕ ВОПРОСЫ:
1. Как правильно вставлять ножовочное полотно?
2. Что такое рубка металла? Какой инструмент применяется при рубке?
3. Что такое резка металла? Инструмент, применяемый прирезке.
4. Опиливание металла, приемы опиливания.
5. Формы и виды напильников.
6. Что такое надфиль?
Раздел 2. Выполнение работ по ремонту и обслуживанию электрооборудования.
Тема 2.1. Электрооборудование. Классификация, общее устройство.
Электрооборудование – это совокупность электротехнических устройств и изделий, предназначенных для производства, распределения, преобразования, передачи или потребления электрической энергии.
К электрооборудованию относятся:
•электрические машины;
•электрические аппараты.
Характеристики электрических машин
Электрическими машинами называются электромеханические преобразователи энергии. К электрическим машинам можно отнести все виды электрических генераторов, электродвигатели и трансформаторы. Если электрическая энергия преобразуется в механическую работу и тепло, тогда электрическая машина является электродвигателем; когда неэлектрические виды энергии преобразуются в электрическую энергию и тепло, тогда электрическая машина представляет собой электрический генератор; когда электрическая энергия одного вида трансформируется в электрическую энергию другого вида, тогда электрическая машина является электромеханическим преобразователем (трансформатор). Электрические машины обладают принципом обратимости: одна и та же машина может работать как в режиме электродвигателя, так и в режиме генератора.
Электрическая машина состоит из неподвижной части – статора и подвижной – ротора.
Классификация электрических машин
Электрические машины классифицируются по:
•роду тока (постоянного, переменного тока, однофазные, трехфазные).
•назначению (электродвигатели, генераторы, преобразователи и т.д.).
•соотношению скорости вращения ротора и магнитного поля статора (синхронные и асинхронные).
•конструктивному исполнению:
•способу охлаждения (принудительное, водородное, воздушное, естественное);
•способу крепления (на фланцах, подшипниковых стойках, лапах,);
•способу защиты от окружающей среды (взрывобезопасные, закрытые, защищенные, открытые и т.д.).
В зависимости от вида преобразовываемой генераторами неэлектрической энергии выделяют электромеханические и термоэлектрические генераторы; фотоэлементы; химические источники тока; магнито-, гидро- и газодинамические генераторы; биогенераторы.
Электрические аппараты. Общее определение
Электрическим аппаратом называют электротехническое устройство, предназначенное для управления (измерения, изменения, регулирования) электрическими и неэлектрическими параметрами различных технических систем и их компонентов, а также для их защиты от перегрузок при отличных от нормальных режимах работы. Такое электрооборудование используются в пускорегулирующих устройствах, системах защиты электрических сетей, применяемых в различных производственных процессах, транспортных средствах, системах автоматики, связи и др.
Основные определения и классификация электрических аппаратов
В зависимости от основной выполняемой функции электрические аппараты разделяются на шесть групп:
-Коммутационные электрические аппараты предназначены для коммутации электрических цепей (их включения и отключения) при нормальных режимах работы. К этой группе относятся рубильники, переключатели, пакетные выключатели, выключатели нагрузки, силовые выключатели, выключатели высокого напряжения, короткозамыкатели, разъединители, отделители, автоматические выключатели, предохранители. Выключатели и переключатели на первый взгляд ничем не отличаются, но все же разница присутствует: выключатель имеет два контакта и просто прерывает цепь, переключатель же обладает тремя контактами и механизмом переключения между ними.
-Ограничивающие аппараты служат для ограничения токов короткого замыкания (реакторы, плавкие предохранители) и перенапряжений (разрядники).
-Пускорегулирующие аппараты предназначены для пуска и управления электроприводами, а также для управления потребителями энергии. К этой группе относятся магнитные пускатели, контакторы, реостаты, контроллеры, дроссели электрические и пр.
-Регулирующие аппараты используются для регулирования по заданному закону или поддержания на заданном уровне значений определённых параметров (например, электрические стабилизаторы).
-Измерительные электрические аппараты предназначены для измерения больших значений токов и напряжений с использованием стандартных измерительных приборов. К таким аппаратам относятся, к примеру, трансформаторы напряжения и трансформаторы тока.
-Контрольные электрические аппараты применяются для измерения и контроля заданных параметров (ток, напряжение, давление, температура). К этой группе относятся реле и датчики. Реле – это устройство, которое переключает электрические цепи при изменении определённых входных величин. По тиру контролируемой величины выделяют реле тока, реле напряжения, реле мощности, реле контроля изоляции, реле температуры, реле времени, реле давления.
Очень важным и востребованным электротехническим устройством является электрический соединитель (разъем, коннектор). Он предназначен для механического соединения и разъединения электрических цепей в обесточенном состоянии. Наиболее широко распространенные электрические соединители – это цилиндрические, прямоугольные, комбинированные, вращающиеся, силовые электрические соединители, штепсели и гнезда.
Основные технические требования к электрооборудованию 0,4-35 кВ
Требования к электрооборудованию 0,4 кВ
1. В технических условиях (ТУ) на отдельные типы НКУ должны быть оговорены конкретные требования к степени защиты оболочкой размещенного в них электрооборудования, требования к лакокрасочным и металлическим защитным покрытиям, требования к температурному режиму и вентиляции.
2. Комплектующее электрооборудование должно быть климатического исполнения У1 (УХЛ1) или У2 (УХЛ2) для НКУ наружной установки в металлических шкафах без теплоизоляции и климатического исполнения У3 или У4 при размещении НК в закрытых помещениях с естественной вентиляцией или регулируемыми климатическими условиями.
3. Система естественной вентиляции НКУ наружной установки должна обеспечивать в летнее время перепад не более 10-15о С между температурой внутри оболочки и окружающей температурой. Система вентиляции при этом должна удовлетворять требованиям по степени защиты оболочкой размещенного внутри электрооборудования.
4. При наличии автоматического подогрева в НКУ наружной установки требования к надежности системы подогрева и вентиляции обязательно должны быть оговорены в ТУ на конкретные типы НКУ.
5. Конструкция верхней части металлических шкафов без теплоизоляции НКУ наружной установки должна исключать попадание капель конденсата на электрооборудование, размещенное внутри оболочки.
6. В ТУ на конкретные типы НКУ должны быть указаны требования к ремонтопригодности. В качестве основного показателя ремонтопригодности следует выбирать среднее время восстановления работоспособности. При этом указывается в часах среднее время восстановления работоспособности при проведении наиболее трудоемкого вида ремонта или замены.
7. Внутреннее освещение шкафов НКУ наружной установки должно осуществляться на напряжение 12 или 36 В.
8. На вводе в НКУ должен устанавливаться коммутационный аппарат с видимым разрывом цепи тока. При установке на вводе автоматического выключателя перед ним должен быть установлен разъединитель или рубильник категории применения АС-20 по ГОСТ 2327.
9. Дверцы НКУ наружной установки и НКУ с предохранителями, которые имеют степень защиты IPOO, должны закрываться на ключ.
10. В ТУ на НКУ конкретных типов с ошиновкой и монтажным проводом на основе алюминия должны быть оговорены требования к типам зажимов и болтовых (винтовых) соединений и требования к плотности монтажа с учетом требований ГОСТ 10434 к контактным соединениям.
11. Устанавливаемые на отходящих линиях 0,4 кВ в РУНН КТП рубильники должны быть рассчитаны на категорию применения АС-22 по ГОСТ 2327. При оборудовании РУНН КТП автоматическими выключателями они должны быть рассчитаны на соответствующие токи к.з., отключать токи перегрузки кратностью 1,4-1,5 номинального тока трансформатора с выдержкой не более 2 часов, иметь приемлемые регулируемые уставки по кратности тока к.з.(3-10 Iн)
12. Система уличного освещения КТП должна быть построена на новой элементной базе с использованием элементов климатического исполнения У2 (или УХЛ2). Элементы системы освещения должны размещаться в РУНН таким образом, чтобы исключить случаи перекрытий изоляции. Расположение «глазка» фотореле должно быть таким, чтобы исключить прямое воздействие солнечных лучей при любом варианте установки КТП на местности.
13. В системе учета электроэнергии необходимо использовать литые трансформаторы тока и счетчики электроэнергии исполнения УХЛ2 или У2.
14. Трансформаторы тока на номинальные токи до 2000А должны иметь литую изоляцию и класс точности 0,5 и 1,0. Конструкция должна обеспечивать надежность контактных присоединений проводов (шин) из алюминия.
15. Вентильные разрядники и ОПН должны иметь климатическое исполнение УХЛ1. Корпус вентильного разрядника должен быть стойким к растрескиванию, а уплотнения должны обеспечивать требуемую герметизацию. Ограничители перенапряжений должны иметь литую конструкцию из полимерных материалов, стойких к воздействующим климатическим факторам внешней среды.
16. Время-токовые характеристики предохранителей, которые устанавливаются в РУНН ТП, не должны допускать длительных перегрузок трансформаторов более 1,5 Iн. В ТУ на конкретные типы предохранителей необходимо оговорить допуски на калибровку плавких вставок.
17. Косинусные конденсаторы должны быть трехфазного исполнения и подключаться к стороне НН трансформатора через рубильник и предохранители. Конденсаторные батареи, предназначенные для установки на КТП 250 кВА и более, должны быть оборудованы регуляторами мощности.
Основные сведения о системах электроснабжения предприятий
Общие сведения
В системе электроснабжения предприятий можно выделить три вида электроустановок:
− по производству электроэнергии – электрические станции;
− по передаче, преобразованию и распределению электроэнергии – электрические сети и подстанции;
− по потреблению электроэнергии в производственных и бытовых нуждах – приемники электроэнергии.
Электрической станцией называется предприятие, на котором вырабатывается электрическая энергия. На этих станциях различные виды энергии (энергия топлива, падающей воды, ветра, атомная и др.) с помощью электрических машин, называемых генераторами, преобразуются в электрическую энергию.
В зависимости от используемого вида первичной энергии все существующие электрические станции разделяются на следующие основные группы: тепловые, гидравлические, атомные, ветряные и др.
Приемником электроэнергии (электроприемником, токоприемником) называется электрическая часть производственной установки, получающая электроэнергию от источника и преобразующая ее в механическую, тепловую, химическую, световую энергию, и энергию электростатического и электромагнитного поля.
По технологическому назначению приемники электроэнергии классифицируются в зависимости от вида энергии, в который данный приемник преобразует электрическую энергию:
электродвигатели приводов машин и механизмов;
электротермические установки;
электрохимические установки;
установки электроосвещения;
установки электростатического и электромагнитного поля, электрофильтры;
устройства искровой обработки, устройства
контроля и испытания изделий (рентгеновские аппараты, установки ультразвука и т.д.). Электроприемники характеризуются номинальными параметрами: напряжением, током, мощностью и др.
Совокупность электроприемников производственных установок цеха,
корпуса, предприятия, присоединенных с помощью электрических сетей к общему пункту электропитания, называется электропотребителем.
Совокупность электрических станций, линий электропередачи, подстанций, тепловых сетей и приемников, объединенных общим и непрерывным процессом выработки, преобразования, распределения тепловой и электрической энергии, называется энергетической системой.
Единая энергетическая система (ЕЭС) объединяет энергетические системы отдельных районов, соединяя их линиями электропередачи (ЛЭП).
Часть энергетической системы, состоящая из генераторов, распределительных устройств, повышающих и понижающих подстанций, линий электрической сети и приемников электроэнергии, называют электроэнергетической системой.
Электрической сетью называется совокупность электроустановок для передачи и распределения электроэнергии, состоящая из подстанций и распределительных устройств, соединенных линиями электропередачи, и работающая на определенной территории.
Электрическая сеть объекта электроснабжения, называемая системой электроснабжения объекта, является продолжением электрической системы. Система электроснабжения объекта объединяет понижающие и преобразовательные подстанции, распределительные пункты, электроприемники и ЛЭП.
Прием, преобразование и распределение электроэнергии происходят на подстанции – электроустановке, состоящей из трансформаторов или иных преобразователей электроэнергии, распределительных устройств, устройств управления, защиты, измерения и вспомогательных устройств.
Распределение поступающей электроэнергии без ее преобразования или трансформации выполняется на распределительных подстанциях (РП).
Электрические сети подразделяют по следующим признакам.
1. Напряжение сети. Сети могут быть напряжением до 1 кВ – низковольтными, или низкого напряжения (НН), и выше 1 кВ – высоковольтными, или высокого напряжения (ВН).
2. Род тока. Сети могут быть постоянного и переменного тока. Электрические сети выполняются в основном по системе трехфазного переменного тока, что является наиболее целесообразным, поскольку при этом может производиться трансформация электроэнергии. При большом числе однофазных приемников от трехфазных сетей осуществляются однофазные ответвления. Принятая частота переменного тока в ЕЭС России равна 50 Гц.
3. Назначение. По характеру потребителей и от назначения территории, на которой они находятся, различают: сети в городах, сети промышленных предприятий, сети электрического транспорта, сети в сельской местности.
Кроме того, имеются районные сети, предназначенные для соединения крупных электрических станций и подстанций на напряжении выше 35 кВ; сети межсистемных связей, предназначенные для соединения крупных электроэнергетических систем на напряжении 330, 500 и 750 кВ. Кроме того, применяют понятия: питающие и распределительные сети.
4. Конструктивное выполнение сетей. Линии могут быть воздушными, кабельными и токопроводами. Подстанции могут быть открытыми и закрытыми.
Схемы электроснабжения промышленных предприятий должны разрабатываться с учетом следующих основных принципов [5]:
- источники питания должны быть максимально приближены к потребителям электрической энергии;
- число ступеней трансформации и распределения электрической энергии на каждом напряжении должно быть по возможности минимальным;
- схемы электроснабжения и электрических соединений подстанций должны обеспечивать необходимые надежность электроснабжения и уровень резервирования;
- распределение электроэнергии рекомендуется осуществлять по магистральным схемам питания. Радиальные схемы могут применяться при соответствующем обосновании;
- схемы электроснабжения должны быть выполнены по блочному принципу с учетом технологической схемы предприятия. Питание электроприемников параллельных технологических линий следует осуществлять от разных секций шин подстанций, взаимосвязанные технологические агрегаты должны питаться от одной секции шин;
- все элементы электрической сети должны находиться под нагрузкой.
Резервирование предусматривается в самой схеме электроснабжения путем перераспределения отключенных нагрузок между оставшимися в работе элементами схемы. При этом используется перегрузочная способность электрооборудования и, в отдельных случаях, отключение неответственных потребителей. Наличие резервных неработающих элементов сети должно быть обосновано;
- следует применять раздельную работу элементов системы электроснабжения: линий, секций шин, токопроводов, трансформаторов. В некоторых случаях, по согласованию с энергоснабжающей организацией, может быть допущена параллельная работа, напри мер, при питании ударных резкопеременных нагрузок, если авто матическое включение резервного питания не обеспечивает необходимое быстродействие восстановления питания с точки зрения самопуска электродвигателей.
В схемах электроснабжения промышленных предприятий следует выделять схемы внешнего и внутреннего электроснабжения. К схемам внешнего электроснабжения относят электрические сети, связывающие источники питания предприятия с пунктами приема электроэнергии. К схемам внутреннего электроснабжения относят электрические сети от пунктов приема электроэнергии до электроприемников высокого и низкого напряжения.
Схемы электроснабжения промышленных предприятий, как правило, выполняются разомкнутыми и строятся по ступенчатому принципу. Число ступеней распределения электроэнергии на предприятии определяется мощностью и расположением электрических нагрузок на территории предприятия. Обычно применяется не более двух ступеней распределения электроэнергии на одном напряжении. При большем числе ступеней распределения ухудшаются технико-экономические показатели системы электроснабжения и усложняются условия эксплуатации. Распределение электроэнергии выполняется по радиальным, магистральным или смешанным схемам.
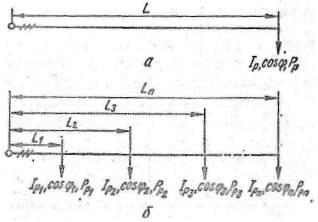
Радиальная схема — схема, в которой линия электропередачи соединяет подстанцию верхнего уровня с подстанцией нижнего уровня (или устройством распределения электроэнергии, приемником электроэнергии) без промежуточных отборов мощности (рис. 1.4.1, а). Радиальные схемы просты, надежны, в большинстве случаев позволяют использовать упрощенные схемы первичной коммутации подстанции нижнего уровня. Аварийное отключение радиальной линии не отражается на потребителях электроэнергии, подключенных к другим линиям. К недостаткам радиальных схем можно отнести более высокую стоимость по сравнению с магистральными схемами, больший расход коммутационной аппаратуры и цветных металлов.
Радиальные схемы следует применять:
- при сосредоточенных нагрузках;
- для питания мощных электроприемников с нелинейными, резко переменными, ударными нагрузками, отрицательно влияющими на качество электрической энергии;
- при повышенных требованиях к надежности электроснабжения. При магистральной схеме от подстанции верхнего уровня питаются
по одной линии электропередачи (магистрали) несколько подстанций нижнего уровня (или устройств распределения электроэнергии).
Преимуществами магистральных схем являются лучшая загрузка магистральных линий по току, меньшее число коммутационной аппаратуры, уменьшение расхода цветных металлов и затрат на выполнение электрической схемы. К недостаткам можно отнести усложнение схем первичной коммутации подстанций нижнего уровня, более сложные схемы релейной защиты, низкую надежность электроснабжения.
Магистральные схемы распределения электроэнергии следует применять при распределенных нагрузках и при таком взаимном расположений подстанций (ПГВ, РП, ТП) на территории проектируемого объекта, когда магистрали могут быть проложены без значительных обратных направлений.
Магистральные схемы можно разделить
- на одиночные магистрали с односторонним питанием;
- на одиночные магистрали с двухсторонним питанием;
- на двойные магистрали с односторонним питанием;
- на двойные магистрали с двухсторонним питанием;
- на кольцевые.
Выбор схемы зависит от территориального размещения нагрузок, их значения, необходимой степени надежности электроснабжения и других особенностей проектируемого предприятия.
Схему электроснабжения промышленного предприятия проще всего представить в виде структурной схемы электроснабжения, на которой прямоугольниками показаны источники питания, подстанции и другие устройства распределения электрической энергии с электрическими связями между ними.
КОНТРОЛЬНЫЕ ВОПРОСЫ:
1. Что такое электрическая машина?
2. Классификация электрических машин.
3. Электрическим аппаратом называют
4. Основные определения и классификация электрических аппаратов
5. Требования к электрооборудованию 0,4 кВ
6. Что такое электрическая станция?
7. Что такое приёмник электроэнергии?
8. Классификация приёмников электроэнергии в зависимости от вида энергии.
9. Что такое электрическая сеть?
Тема 2.2. Аккумуляторные батареи.
Аккумуляторами называют химические источники электрической энергии многоразового действия, которые накапливают (аккумулируют) электроэнергию при пропускании через них электрического тока и затем отдают ее при подключении к ним внешней нагрузки — электропотребителей. Основными частями аккумуляторов являются положительный и отрицательный электроды, погруженные в бак с электролитом. . В зависимости от состава применяемых химических элементов для электродных пластин и электролита аккумуляторы подразделяют на свинцово-кислотные и щелочные.
Аккумуляторная батарея – это несколько аккумуляторов, соединённых в одну электрическую цепь.
Ёмкость аккумулятора – это величина заряда, который отдается полностью заряженным аккумулятором при разряде до момента наступления наименьшего допустимого напряжения, другими словами это максимальный полезный заряд аккумулятора. Ёмкость аккумулятора на практике чаще всего измеряют в так называемой единице «ампер час», в системе СИ ёмкость измеряют в кулонах, и соответственно 1 ампер-час = 3600 Кл. Иногда еще используется такое понятие как – энергия, которую аккумулятор отдает с полностью заряженного аккумулятора при разряде до наименьшего допустимого напряжения, в системе СИ она измеряется в джоулях, на практике «ватт час», 1 Вт*ч = 3600 Дж.
С момента полной зарядки и в процессе использования аккумулятора, его напряжение и ток падают, что связано с протеканием окислительной реакции в нём. Зарядка аккумуляторной батареи осуществляется от любого источника постоянного тока. Для каждого отдельно взятого аккумулятора напряжение и ток зарядки разные.
1. Неисправности и техническое обслуживание аккумуляторных батарей.
Ремонт аккумуляторных батарей
Особенно сильно на снижение срока эксплуатации влияют загрязнение электролита, работа и хранение аккумуляторной батареи при низком уровне электролита и повышенной его температуре, нарушение режима заряда батареи, заливка электрода повышенной плотности. Вышеперечисленные причины приводят к следующим неисправностям: повышенному саморазряду, к короткому замыканию разноименных пластин, а также к сульфатации пластин. Кроме этого все эти неисправности приводят к снижению емкости батареи, падению ее напряжения и ЭДС под нагрузкой.
Виды технического обслуживания.
Во время эксплуатации через определенные промежутки времени для поддержания АБ в исправном состоянии необходимо проводить такие виды технического обслуживания:
1)осмотры (текущие и инспекторские);
2)профилактический контроль;
3)профилактическое восстановление (ремонт).
Текущие и капитальные ремонты аккумуляторных батарей следует выполнять по необходимости.
Объемы и периодичность технического обслуживания должен утверждать технический руководитель предприятия.
Объемы технического обслуживания для некоторых типов фирменных аккумуляторных батарей, в особенности относительно электролита (доливка, контроль плотности, температуры и др.), могут быть сокращены, что должно быть отображено в местных инструкциях предприятия.
Текущие осмотры АБ проводит персонал, который обслуживает аккумуляторные батареи. В электроустановках с постоянным дежурным персоналом такой осмотр необходимо проводить один раз в сутки, а в электроустановках без постоянного дежурного персонала текущий осмотр АБ нужно проводить во время осмотра другого оборудования электроустановки по карте-графику работы оперативного персонала
Во время текущего осмотра необходимо проверить:
- напряжение, плотность и температуру электролита в части аккумуляторов (с таким расчетом, чтобы обеспечить измерения напряжения, плотности электролита во всех аккумуляторах и температуру в контрольных аккумуляторах — один раз в месяц);
- напряжение и ток подзаряда основных и дополнительных АЭ;
- целость баков (корпусов, крышек), отсутствие течи (истоков) электролита, чистоту баков, стеллажей, пола, помещений; наличие (признаки) коррозии на перемычках, клеммах, зажимах элементов и др. — визуально. При необходимости смазывают техническим вазелином;
- уровень электролита в баках;
- правильность положения покровного стекла или фильтр-пробок;
- вентиляцию и отопление (зимой)
- наличие небольшого выделения пузырьков газа из аккумуляторов;
- уровень и цвет шлама в прозрачных баках.
Если в процессе осмотра выявлены дефекты, которые могут быть устранены персоналом, который обслуживает аккумуляторные батареи, персонал должен получить разрешение руководителя подразделения на проведение этой работы. Если дефект не может быть устранен персоналом, способ и срок устранения дефекта определяется также руководителем подразделения.
Инспекторские осмотры проводят два работника: работник, который обслуживает аккумуляторные батареи (электромонтер), и ответственный работник инженерно-технического персонала (начальник группы подстанций), при необходимости привлекается аккумуляторщик. Инспекторские осмотры проводить один раз в месяц, а также после монтажа, замены электродов или электролита.
Во время инспекторского осмотра необходимо повторить текущий осмотр в предшествующем объеме и дополнительно проверить:
- правильность режима постоянного подзаряда;
- напряжение и плотность электролита во всех аккумуляторах АБ, температуру электролита в контрольных аккумуляторах;
- отсутствие дефектов, которые приводят к КЗ;
- состояние электродов (коробление, чрезмерное увеличение положительных электродов, наросты на отрицательных электродах, сульфатация);
- сопротивление изоляции;
- содержание записей в журнале, правильность его ведения.
Профилактический контроль аккумуляторных батарей проводят с целью проверки ее состояния и работоспособности.
К текущему ремонту относятся работы по устранению разных неполадок аккумуляторных батарей, которые выполняются, как правило, силами эксплуатационного персонала. К таким неполадкам относятся:
- сульфатация электродов
- снижено разрядное напряжение, снижение емкости при контрольном разряде
- повышенное напряжение во время заряда, а плотность электролита ниже, чем у исправных аккумуляторов
- во время заряда постоянной силой тока или плавно нисходящим током газообразование начинается раньше, чем в исправных аккумуляторах
И т.д.
Во время капитальных ремонтов АБ типа СК выполняются такие работы:
- замена электродов;
- замена баков или покрытие их кислотостойким материалом;
- ремонт ушек электродов;
- ремонт или замена стеллажей.
КОНТРОЛЬНЫЕ ВОПРОСЫ:
1. Что такое аккумулятор? Основные его части.
2. Что такое аккумуляторная батарея?
3. Ёмкость аккумулятора.
4. Виды технического обслуживания АБ.
Тема 2.3. Электропроводки. Монтаж электропроводок и электроустановок.
Электропроводка - сложная система кабельных линий, проводов, розеток и выключателей. Обязательно должен быть автоматический выключатель на распределительном щите.
Электропроводки делят на силовые и осветительные, магистральные и распределительные. Для ускорения процесса монтажа жгуты проводов для однотипных изделий изготовляют отдельно от устройств.
Жгут — это пучок проводов, уложенных и связанных между собой, оконцованных наконечниками для подсоединения к элементам схемы или изделия. В жгут объединяют прямые и обратные проводники с токами промышленной частоты согласно его схеме. Провода, используемые в высокочастотных устройствах, не объединяют в жгуты, так как при этом увеличивается емкость между проводниками.
Жгуты изготовляют с оболочкой для крепления и экранирования, а также без оболочки. Провода жгутов скрепляют бандажом из хлопчатобумажных ниток, а для работы электросхемы в условиях повышенной температуры — стеклянными нитками с последующей пропиткой бандажа воском или парафином, иногда их скрепляют лаком или клеем. Оболочки могут быть трубчатыми, ленточными, полосовыми и плетеными. Трубчатые оболочки могут быть мягкими и жесткими. Для мягких оболочек используются хлорвиниловые трубки, для жестких — алюминиевые, которые обеспечивают сохранность при значительных механических нагрузках. Кроме того, они выполняют функции электрического экранирования.
Изготовление жгутов включает следующие операции:
— подготовку проводов по типу, расцветке и сечению;
— отрезку проводов;
— укладку проводов в требуемом сочетании по шаблону;
— скрепление проводов вязкой или одеванием оболочки, прозвонку и маркирование, оконцевание проводов и контроль жгута.
При установке внутри и снаружи зданий и сооружений осветительные и силовые электропроводки напряжением до 1000 В выполняют изолированными проводами различных марок и сечений, а также небронированными кабелями с резиновой изоляцией сечением до 16 м2.
Требования к монтажу электропроводки:
1) в помещениях без повышенной опасности поражения электрическим током провода должны располагаться на высоте не менее 2 м, а в помещениях с повышенной или особой опасностью — не менее 2,5 м от пола;
2) провода прокладывают по верхней части стены на расстоянии 150—200 мм от потолка, а провода к светильникам общего освещения — по потолку;
3) если высота помещения не позволяет выдержать указанные размеры, то провода прокладывают в трубах или скрыто в толще стен помещения. Указанное требование не распространяется на спуски проводов к выключателям освещения и розеткам в помещениях без повышенной опасности поражения электрическим током.
Правила монтажа:
1) в одной трубе (коробе или лотке), замкнутом канале строительной конструкции запрещается совместная прокладка взаиморезервируемых цепей, цепей аварийного и рабочего освещения, цепей освещения и силовых, осветительных цепей напряжением до 42 В с цепями напряжения выше 42 В;
2) в сухих и влажных помещениях при несгораемых конструкциях допускаются все виды проводок. В пыльных, сырых и особо сырых помещениях не допускается проводка на роликах;
3) в особо сырых помещениях и в помещениях с химически активной средой нельзя прокладывать провода в пластмассовых трубах, под штукатуркой и на роликах;
4) в пожароопасных помещениях не допускается прокладывать провода в пластмассовых трубах, на тросах и тросовым проводом, на роликах, а при сгораемых конструкциях — под штукатуркой и в винипластовых трубах;
5) все жилы гибких проводов и кабелей (включая заземляющую) должны быть в общей оболочке, оплетке или иметь общую изоляцию. Изоляция проводов и кабелей должна соответствовать номинальному напряжению сети;
6) при выборе проводов для электропроводок учитывают их механическую прочность. Например, для алюминиевых проводов приняты наименьшие сечения для вводов к потребителям и проводки к электросчетчикам — 4 мм2, для проводов на изоляторах, расстояния между которыми до 6 м — 4 мм2, до 12 м — 10, до 25 м — 16 мм2;
7) в местах, где возможны механические повреждения электропроводки, открыто проложенные провода и кабели должны быть защищены оболочками или трубами, коробами, ограждениями.
Монтаж электропроводок производят строго по проектной документации, в которой расписаны марки проводов и кабелей, места установки электрооборудования и светильников, пусковые и выключающие аппараты, места проходов через перекрытия или стены, трасса проводки и т.д.
Монтаж электропроводки предполагает выполнение следующих операций:
1) разметка;
2) установка роликов, изоляторов, скоб;
3) пробивка борозд и т.д.;
4) прокладка проводов;
5) соединение проводов;
6) монтаж электроустановочных изделий, квартирных щитков, светильников и т.д.;
7) оконцевание проводов и присоединение их к электроприемникам;
8) выполнение измерений;
9) сдача в эксплуатацию.
После окончания монтажных работ собирают всю схему электропроводки, проверяют правильность соединений, полностью испытывают собранные схемы управления и сигнализации. Измерения и опробование электропроводки, произведенные персоналом монтажных организаций в процессе монтажа, а также наладочным персоналом непосредственно перед вводом в эксплуатацию, оформляются соответствующими актами и протоколами. Рассмотрим по порядку каждую из вышеназванных операций. Разметку выполняют до начала производства штукатурных, окрасочных и других отделочных работ. При этом учитывается удобство пользования и обслуживания проводки во время эксплуатации при соблюдении правил электро- и пожарной безопасности.
Разметка трассы и основных осей размещения электрооборудования и светильников производится следующим образом: на полу или потолке наносят отметки в виде черной полосы шириной 10—12 мм и длиной 120—150 мм.
Разметку производят с помощью рулеток, а линии отбивают шнуром, окрашенным синькой или сухой охрой. Натянутый шнур оттягивают и резко отпускают для удара по поверхности. Место расположения крепежных деталей отмечают поперечными рисками на отбитой линии. Трасса для открытых электропроводок должна быть параллельна линиям строительных конструкций.
При разметке определяют места размещения переходных коробок, крепления электропроводок, отверстий для проводов, кабелей, труб и ниш для щитков. После этого уточняют размеры элементов электропроводки и их конфигурацию. На заготовительном участке в соответствии с натурными замерами трасс проводят раскрой проводов для каждого участка трассы.
Концы проводов и кабелей нужно подготовить для соединений, ответвлений и присоединений к оборудованию (светильникам): их очищают от изоляции, проверяют схемы соединений и маркируют электропроводку. Подготовленные участки электропроводок монтируют на месте прокладки с помощью различных креплений.
Для того чтобы защитить провода от механических повреждений, в отверстия для их прохода сквозь деревянные или кирпичные внутренние стены дома и межэтажные перекрытия закладывают отрезки металлических или изоляционных труб соответственно.
Механизмы инструменты и
приспособления для монтажа
Основной инструмент, который потребуется для работы это:
Бороздофрез
Нож кабельный изолированный
Нож прямой изолированный
Пресс-клещи для снятия изоляции (можно не приобретать, это можно сделать ножом.)
Отвертка крестообразная L=155мм
Отвертка крестообразная L=190мм
Отвертки плоские L=155мм
Отвертки плоские L=190мм
Отвертка плоская усиленная
Отвертка крестообразная усиленная
Плоскогубцы с изолированными ручками L=200мм
Кусачки с изолированными ручками L=200м
Рулетка 2м (удобнее, если работаешь один)
Индикаторная отвертка (обязательна для проверки напряжения в старой проводке)
Указатель напряжения ПИН-90 до 1000В (этот прибор)
Электромонтажные материалы и изделия
![]() Стяжка кабельная нейлоновая
JS/JSM (хомут), для установки в закрытых помещениях; размеры от 100х2.5 до
530х7.6; JSM - с прозрачной маркировочной пластиной.
Стяжка кабельная нейлоновая
JS/JSM (хомут), для установки в закрытых помещениях; размеры от 100х2.5 до
530х7.6; JSM - с прозрачной маркировочной пластиной.
 Скоба крепёжная пластиковая
SC с гвоздём; цвета: белый, серый, черный, прозрачный; для крепления
кабеля, провода диаметром от 3 до 26 мм.
Скоба крепёжная пластиковая
SC с гвоздём; цвета: белый, серый, черный, прозрачный; для крепления
кабеля, провода диаметром от 3 до 26 мм.
![]() Стяжка кабельная нейлоновая
атмосферостойкая JSS Sormat (хомут), размеры от 100х2.5 до 530х7.6.
Стяжка кабельная нейлоновая
атмосферостойкая JSS Sormat (хомут), размеры от 100х2.5 до 530х7.6.
 Скоба крепёжная пластиковая
с гвоздём для крепления ленточного кабеля, провода; цвета: белый,
прозрачный.
Скоба крепёжная пластиковая
с гвоздём для крепления ленточного кабеля, провода; цвета: белый,
прозрачный.
 Вставка диэлектрическая
изолирующая VVL, VKA для защиты оболочки
кабеля и предупреждения возможного перегревания.
Вставка диэлектрическая
изолирующая VVL, VKA для защиты оболочки
кабеля и предупреждения возможного перегревания.
 Фиксатор кабеля RK предназначен для крепления кабелей, труб в монтажной шине RKK; диаметр кабеля от
5 до 38 мм.
Фиксатор кабеля RK предназначен для крепления кабелей, труб в монтажной шине RKK; диаметр кабеля от
5 до 38 мм.
![]() Дюбель пластиковый нейлоновый JST Sormat для крепления кабельных стяжек,
ремешков к бетону, размер 8х35 мм.
Дюбель пластиковый нейлоновый JST Sormat для крепления кабельных стяжек,
ремешков к бетону, размер 8х35 мм.
Открытая электропроводка
Открытая электропроводка – это выполнение электропроводки вне элементов конструкции здания, то есть, провода прокладываются не в стенах, а по ним, при помощи различных способов крепления.
Рекомендую прочесть мою статью скрытая электропроводка в которой вы найдете много полезной информации и особенностей монтажа скрытой электропроводки.
Понятное дело, что у открытой проводки есть свои минусы и свои плюсы по отношению к скрытой проводке. Предлагаю перечислить основные плюсы и минусы.
Плюсы открытой электропроводки
· При повреждении проводки задача выявления места повреждения и ремонт, в случае открытой электропроводки, значительно проще, чем у скрытой.
· При монтаже открытой электропроводки мы избегаем такого трудоемкого процесса как штробление.
· Монтаж открытой электропроводки значительно проще и быстрее, чем скрытой.
Минусы открытой электропроводки
· К минусам можно отнести то, что она иногда может портить внешний вид помещения из-за того, что не вписывается в его дизайн.
· Провода открытой электропроводки подвержены многим факторам, которые ускоряют старение изоляции, в то время как провода скрытой электропроводки, от них защищены.
· Открытая проводка более подвержена случайным повреждениям.
Трубные электропроводки
При монтаже труб из пластиката и стальных
труб как при открытой, так и при скрытой прокладке, как правило, выполняют
предварительную заготовку труб в МЭЗ. На месте монтажа выполняют лишь сборку
элементов трубной трассы. Заготовку труб выполняют по проектным чертежам, трубозаготовительным
ведомостям или по эскизам, выполненным монтажниками на основе проектных
чертежей планов и разрезов электропроводок или по замерам трубной трассы в
натуре на месте монтажа.
В трубозаготовительной ведомости для каждой
трубы указывают: номер (маркировку), диаметр, расчетную длину, концевые точки
начала и конца трубы по трассе, а также длину прямых участков трубы между
концами или точками пересечения осевых линий труб в местах изгиба и значения
углов изгиба в градусах.
КОНТРОЛЬНЫЕ ВОПРОСЫ:
1. Что такое электропроводка?
2. Что такое жгут?
3. Требования к монтажу электропроводки.
4. Инструменты и приспособления для монтажа.
5. Электромонтажные материалы и изделия.
6. Плюсы и минусы открытой электропроводки.
7. Трубные электропроводки.
Тема 2.4. Изучение схем электропроводок
Неисправности в электропроводке
Нередко электропроводка требует ремонта в результате неправильной ее эксплуатации. Периодически возникает необходимость в городской квартире . В любом случае во время неисправности возникает:
1. Короткое замыкание (КЗ) между фазой и нолем или землей, т. е. когда фазный проводник соприкасается с не изолированной частью нулевого или третьего защитного проводника. При включении пробок или автоматов происходит мгновенное их срабатывание с отключением поврежденной линии. Пока не найдете место и не устраните причину КЗ, будет не возможным использование этого участка электросети.
2. Обрыв провода.
3. Плохой контакт в скрутках проводов или в местах подключения электрических проводов к контактам светильников, розеток и выключателей. Из-за чего происходит нагрев и нарушение изоляции в местах подключения, а так же постепенное разрушение токонесущей жилы.
Что бы избежать проблем с электросетью вашего дома необходимо знать причины ее повреждений.
Виды и причины неисправностей электропроводки .
1. Повреждение изоляции проводов— случайное, при неумелом монтаже или со временем от старости электропроводки . Из-за нарушения изоляции происходят утечки тока на землю или короткие замыкания. Внимание, если начинает из-за старости осыпаться изоляция с электрических проводов- возникает высокий риск возникновения пожара и получения электротравмы. Выход один- полная замена электропроводки в квартире или доме.
2. Повреждение целостности электропроводящей жилы в результате случайного пробоя во время забивания гвоздей или сверления отверстий в стене. Нередко переламывается провод и в местах многократных его изгибов в одном месте в распределительных или монтажных коробках или подрозетниках, предназначенных для установки в них выключателей и розеток. Нередко переламываются провода, выходящие на люстру или светильник из потолочного перекрытия.
3. Повреждение электрических кабелей из-за неисправности или неправильно подобранных автоматических выключателей или пробок в электрощите. Любое сечение проводника- рассчитано на определенное ограничение по токовой нагрузке. Например, самые распространенные в домашних условиях алюминиевые провода сечением 2.5 кв. мм. и медные- 1.5 квадратных миллиметра- допускают максимальную продолжительную токовую нагрузку не выше 16 Ампер. Мы например, подключили стиральную машину мощностью 4 Киловатта или потребляемым током выше 20 А- соответственно 16 амперный автомат будет выбивать и придется заменить его на 25 амперный. Но это не выход, потому что в таком случае произойдет повреждение целостности электрических проводов или кабелей из-за их перегрева при работе на запредельных нагрузках. Выход один- замена электролинии кабелем большего сечения от потребителя до электрощита. Внимание, часто старые автоматы не всегда работают должным образом и обеспечивают эффективную защиту домашней электропроводки .
4. Неисправные бытовые приборы или техника. Нередко причиной срабатывания защиты (автоматов) являются не исправные электроприборы. В результате пробоя изоляции на металлический корпус или возникновения КЗ или токовых перегрузок внутри этих устройств. Важно, отключить их из розетки и больше не использовать- сдать в ремонт или заменить.
5. Отсутствие или плохой контакт в местах подключения электрических проводов к светильникам, люстрам, розеткам, выключателям или напрямую к другим электроприборам. Провод должен быть хорошо зажат и полностью входить в контакт оголенной частью без изоляции. Будьте внимательны и не зажмите часть изоляции. В особо запущенных случаях происходит выгорание контакта, разрушение корпуса розетки, повреждение изоляции и самих жил. Всегда следите и подтягивайте все контакты электропроводки . Иногда подгорают скрутки проводов в распределительных коробках, которые устанавливаются под потолком. Периодически проверяйте и поджимайте скрутки, но не используйте для изоляции изоленту, а только- СИЗ.
6. Коррозия проводов приводит к нагреванию и пропаданию электропитания. Со временем окисляются алюминиевые и медные провода в местах контактов или в скрутках проводов. Необходимо в таких случаях зачистить провода и затем подключить или скрутить заново их вместе. Внимание, никогда не соединяйте напрямую между собой алюминиевые и медные жилы, потому что при их контакте происходит быстрое окисление.
Советы: как избежать неисправностей электропроводки .
1. Автоматы или пробки должны быть исправными и правильно подобранными по номиналу.
2. Проверяйте и поджимайте хотя бы раз в несколько лет контакты на светильниках, люстрах, розетках и выключателях.
3. Будьте осторожны, особенно с алюминиевыми проводами. Старайтесь поменьше их крутить и заламывать, что бы не переломать их в подрозетниках или местах выхода на освещение.
4. При сверлении стен не повредите электрические провода. Они, как правило, вертикально подымаются вверх над выключателями и розетками и идут под штукатуркой не ниже 15 сантиметров от потолка. Учитывайте при работах, что электрические линии могут расходится по вашему дому или квартире в составе пола.
5. Следите за состоянием скруток в распределительных коробках. Рекомендую фазу и ноль развести в разные стороны. А для изоляции скруток использовать колпачки СИЗ.
6. Не включаете неисправные электроприборы.
7. Следите за состоянием электропроводки . Срок службы алюминиевой- не менее 25 лет. При любых замеченных признаках старения: растрескивание или осыпание изоляции- срочно переходите к ее замене.
8. При появлении характерного запаха горения от электрической изоляции- незамедлительно проверьте все контакты и соединения электропроводки .
9. При сверлении или резке стен или полов, где могут находится электрические провода- всегда во избежание электротравм, держитесь только за изолированные части перфоратора или болгарки.
10.При работе соблюдайте правила электробезопасности.
Прокладка кабельных линий
Кабельной линией называется линия для передачи электроэнергии или отдельных импульсов ее, состоящая из одного или нескольких параллельных кабелей с соединительными, стопорными и концевыми муфтами (заделками) и крепежными деталями.
Кабельным сооружением называется сооружение, специально предназначенное для размещения в нем кабелей, кабельных муфт и другого оборудования, предназначенного для обеспечения нормальной работы кабельных линий. К кабельным сооружениям относятся: кабельные туннели, каналы, короба, блоки, шахты, этажи, двойные полы, кабельные эстакады, галереи, камеры, подпитывающие пункты.
Кабельные линии могут прокладывать:
- в земле – кабели должны прокладываться в траншеях и иметь снизу подсыпку, а сверху засыпку слоем мелкой земли, не содержащей камней, строительного мусора и шлака
- в кабельных блоках, трубах и железобетонных лотках – допускается применять стальные, чугунные, асбестоцементные, бетонные, керамические и тому подобные трубы
- в кабельных сооружениях - кабельные этажи, туннели, галереи, эстакады и шахты должны быть отделены от других помещений и соседних кабельных сооружений несгораемыми перегородками
- в производственных помещениях – при прокладке кабельных линий в производственных помещениях кабели должны быть доступны для ремонта, а открыто проложенные - и для осмотра, а также защищены от повреждений
- под водой - кабели должны прокладываться преимущественно на участках с дном и берегами, мало подверженными размыванию. При прокладке кабелей через реки с неустойчивым руслом и берегами, подверженными размыванию, должно быть сделано заглубление кабелей в дно
- по специальным сооружениям - прокладка кабельных линий по каменным, железобетонным и металлическим мостам должна выполняться под пешеходной частью моста в каналах или в отдельных для каждого кабеля несгораемых трубах
Оконцевание, соединение и ответвление алюминиевых и медных жил, проводов и кабелей
Способы соединения:
- Опрессовка – С жил снимается изоляция, концы жил зачищаются до металлического блеска и сразу же смазываются кварце-вазелиновой пастой. В гильзу с обеих сторон вставляются соединяемые жилы, после чего она обжимается, затем изолируют место соединения изолентой
- Зажимы – необходимо снять изоляцию с жил и закрепить их в зажиме
- Пайка - применяют для соединения алюминиевых жил проводов и кабелей электропроводки вместо болтового соединения
- Сварка – снимают оболочку и изоляцию, выполняют скрутку, проводят сварку
- Скрутка – применяется только совместно с скруткой, пайкой и т. д.
Кабели напряжением до 10 кВ соединяют чугунными (до 1 кВ), эпоксидными (до 1 и 6—10 кВ) и свинцовыми (6—10 кВ) муфтами. Чугунные соединительные муфты СЧ состоят из нижней 7 и верхней 2 половин корпуса. Фарфоровые распорки 7 обеспечивают необходимые изоляционные расстояния между жилами кабеля и соединительными гильзами 10. Кабельный состав 12 служит основной изоляцией в муфтах. Подмотку 3 из смоляной ленты делают на участках кабеля длиной 100 мм в местах соприкосновения горловины муфты с кабелем. В нижнюю половину корпуса муфты симметрично стенкам укладывают разделку и заполняют паз уплотнителем 11. К контактным площадкам нижней половины муфты болтами 8 присоединяют провод заземления 9. На нижнюю часть корпуса накладывают верхнюю часть и соединяют болтами 6, затягивая их равномерно. Огнем газовой горелки подогревают корпус муфты до 50—60° С и в три-четыре приема заливают ее битумным составом. При первом заполнении покрывают составом всю поверхность разделки кабеля в муфте, после усадки ее заполняют до верха, а затем окончательно доливают 1—2 раза. После остывания битумного состава заливочное отверстие 5 закрывают крышкой 4, предварительно уложив в канавку прокладку из резины или пеньки. Болты и швы муфты покрывают антикоррозийным составом.
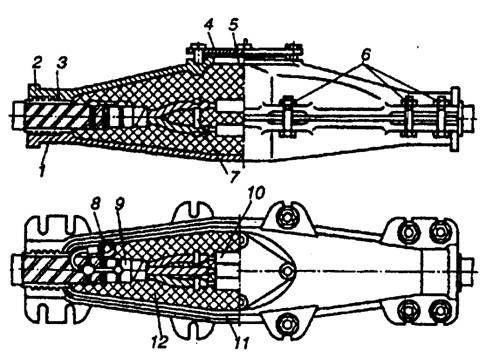
Соединительная муфта СЧ
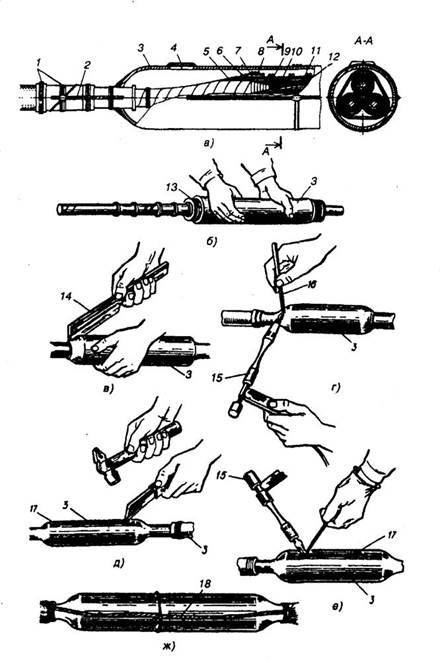
Технология монтажа соединительной свинцовой муфты: а — свинцовая муфта; 6 — надевание свинцовой трубы; в — обколачивание торцов корпуса; г — припаивание горловины корпуса к оболочке кабеля; д — прорубание заливочных отверстий; е — запаивание заливочных отверстий; ж — заземление муфты; 1, 11 — проволочные бандажи; 2— провод заземления; 3— корпус муфты; 4 — заливочное отверстие; 5 — подмотка рулонами; 6, 8— бандажи из кабельной пряжи; 7% 9, 10— подмотка роликами с лентой шириной соответственно 25, 10 и 5 мм; 12— гильза; 13 — салфетка; 14— валек; 15— горелка; 16 — пруток припоя; 17— заливочное отверстие; 18— провод заземления
Технология монтажа соединительных эпоксидных муфт состоит из нескольких последовательно выполняемых операций. Подготовленные полумуфты покрывают чистым материалом. На концы кабелей надевают резиновые уплотнительные кольца, в которых на предприятии-изготовителе выполняют кольцевые надрезы, позволяющие увеличивать внутренний диаметр кольца удалением лишней части. После этого монтируют соединительные гильзы, устанавливают эпоксидные распорные звездочки в местах перехода с криволинейной части жилы на прямолинейную и закрепляют их бандажом из сухих и чистых ниток. Оболочку до резинового уплотнительного кольца зачищают щеткой и обезжиривают бензином. Поливинилхлоридный шланг небронированного кабеля ААШв обрабатывают плоским драчевым напильником на длине 20 мм от среза шланга и покрывают клеем ПЭД-Б. Резиновые уплотнительные кольца сдвигают так, чтобы они находились на расстоянии 10 мм от среза оболочки, и зажимают хомутом.
На ступени брони до диаметра, равного внутреннему размеру горловины муфты, выполняют кольцевую подмотку поливинилхлоридной лентой шириной 20 мм. Обе половины муфты сдвигают на место и окончательно устанавливают в рабочее положение. Для предохранения от вытекания при заливке компаунда в местах ввода кабелей в муфтах делают дополнительную подмотку из поливинилхлоридной ленты с заходом 30 мм на наружную поверхность полумуфт. Щели между полумуфтами в месте их стыкования уплотняют герметиком УС-65. Провода заземления соединяют опрессованием. На место соединения проводов накладывают трехслойную подмотку из поливинилхлоридной ленты с заходом на изоляцию (трубку). Провод заземления укладывают вдоль корпуса муфты и закрепляют бандажом.
Эпоксидный компаунд заливают в корпус муфты непрерывной струей шириной 10—15 мм по лотку с переходом струи на стенку корпуса. Компаунд заливают в два приема: сначала — на 2/3 объема корпуса, затем,— через 10 мин после первой заливки,— до полного заполнения литника. По мере усадки муфту доливают.
Технология монтажа свинцовой муфты показана на рис., а — ж. На один конец разделанного кабеля, закрытого салфеткой 13, надвигают свинцовую трубу 3 так, чтобы ее концы были за границами разделки. После изолирования мест соединения жил на них по центру муфты наматывают общий бандаж из бумажной ленты. Далее удаляют кольцевые пояски оболочек, закрепляя поясную изоляцию, обрабатывают торцы металлических оболочек и отгибают их края. Места соединения промывают прошпарочным составом.
На место соединения жил надвигают корпус муфты. Концам трубы с помощью валика 14 придают сферическую форму (рис. в). Обколачивание производят до плотного соприкосновения трубы с оболочкой кабеля. Затем тщательно подготовляют поверхность пайки шеек и оболочки кабеля. Алюминиевую оболочку лудят вначале припоем А, а затем оловянно-свинцовым. Места пайки после обработки слегка подогревают горелкой 15 и протирают салфеткой, пропитанной стеарином. В месте среза брони на конце кабеля подматывают шнуровой асбест, предотвращая вытекание пропитывающего состава защитных покровов. Пламенем газовой горелки нагревают место пайки и пруток припоя 16. Пайку выполняют возможно быстрее, затрачивая не более 3—4 мин на один конец муфты (рис. г). Для охлаждения и очищения места пайки горловины муфты покрывают стеарином.
В верхней части муфты вырубают заливочные отверстия 17 треугольной формы со сторонами 25—30 мм (рис. д) в виде отогнутого вверх «язычка». Перед заливкой в муфту небольшое количество кабельного состава сливают через носик ведра для очистки последнего от сора и пыли. Муфту подогревают до 50-60° С и заливают в три-четыре приема в одно из заливочных отверстий до тех пор, пока при вытекании из другого отверстия не прекратится выделение пены и пузырьков воздуха. По мере усадки и охлаждения муфту доливают (при этом заливочные отверстия закрывают чистой и сухой салфеткой). Затем заливочные отверстия плотно закрывают «язычками» и запаивают (рис. е). Свинцовую муфту заземляют (рис. ж), для чего провод заземления 18 припаивают к бронелентам обоих кабелей и середине ее корпуса.
Монтаж осветительных электроустановок
Осветительной электроустановкой называют электротехническое устройство, предназначенное для освещения помещений, территорий, зданий и сооружений.
Осветительная электроустановка современного жилого дома или промышленного предприятия представляет собой сложный комплекс, который состоит из распределительных устройств, магистральных и групповых электрических сетей, различных электроустановочных приборов, осветительной арматуры и источников света, поддерживающих конструкций и крепежных деталей. Особенностью осветительных электроустановок является многообразие схем и способов исполнения электропроводок, конструкций светильников и источников света. В современных электроустановках применяются сложные устройства автоматики и телеуправления.
Существует общее, местное, комбинированное, рабочее и аварийное освещение.
Общим называют освещение всего помещения или его части.
Местным называют освещение рабочих мест, предметов или поверхностей (например, настольная лампа).
Рабочим называется освещение, служащее для обеспечения деятельности производственных и вспомогательных подразделений предприятия.
Аварийным называется освещение, которое при нарушении рабочего освещения временно обеспечивает возможность продолжать работу. Аварийное освещение устраивают в производственных помещениях, коридорах, проходах и проездах, на лестничных клетках. Светильники аварийного освещения отличаются от прочих светильников окраской и конструкцией; их присоединяют к электрической сети, не связанной с сетью рабочего освещения.
Комбинированное освещение сочетает общее и местное освещение
В обычных помещениях питание светильников общего, местного, рабочего и аварийного освещений осуществляется переменным током с напряжением 127 или 220 В, а в помещениях с повышенной опасностью и в особо опасных помещениях - с напряжением 12,24 или 36 В.
Также выделяют освещение переносное, охранное и светооградительное.
Охранное освещение устанавливается вдоль ограды охраняемой территории с таким расчетом, чтобы одновременно освещались внешняя и внутренняя зоны, примыкающие к ограде.
Переносное освещение осуществляется переносными лампами, присоединяемыми к сети напряжением 127 или 220 В в обычных помещениях и 12 В в помещениях повышенной опасности и на открытых участках территории предприятия.
Светооградительное освещение устанавливается на телеантеннах, высоких зданиях, дымовых трубах и других высоких сооружениях для обеспечения безопасности полетов самолетов в темное время суток.
Основное требование, предъявляемое к освещению, - обеспечение нормируемых значений освещенности, которые определяются условиями зрительной работы, в том числе:
- размерами предметов различения, их контрастом с фоном и коэффициентом отражения фона;
- наличием доступных опасных для прикосновения предметов (открытых токопроводящих частей, неогражденных вращающихся частей машин и т.д.);
- наличием в поле зрения светящихся поверхностей большой яркости (электро- или газосварка, расплав металла, излучающие свет раскаленные обрабатываемые детали, производственные огни и т.д.).
Освещенность на отдельных участках помещения или рабочих местах увеличивают путем локализованного расположения светильников общего освещения, устройства местного освещения, применения конструктивно более совершенных светильников или повышения мощности ламп.
Соблюдение на стадии проектирования, а затем и при монтаже осветительных электроустановок нормируемых параметров освещенности способствует:
- улучшению условий и повышению производительности труда;
- снижению утомляемости зрения работников;
- повышению качества изготовляемой продукции;
- экономии электрической энергии, расходуемой на освещение.
Монтаж осветительных электроустановок производят по проекту, в котором приводятся светотехнические расчеты, дается расчет осветительной сети, при этом учитываются характер технологического процесса, условия эксплуатации и состояние окружающей среды. Расчет по потере напряжения ведется на основании наименьших затрат проводниковых материалов (проводов, кабелей, шин и т. д.). Напряжение у наиболее удаленных ламп должно быть не менее 95% номинального для сети аварийного и наружного освещения и 97,5% номинального для сети рабочего освещения внутри помещений промышленных предприятий и прожекторных установок наружного освещения. Напряжение при нормальном режиме должно быть не более 102,5% номинального.
Расчетная нагрузка питающей осветительной сети определяется умножением установленной мощности ламп, выявленной в результате светотехнического расчета, на коэффициент спроса, равный 0,6 для распределительных устройств, подстанций, складских и вспомогательных помещений предприятий; 0,8 - для лабораторий и лечебных учреждений; 1 - для производственных помещений.
Питание осветительных электроустановок, к которым одновременно присоединены и силовые потребители (электродвигатели, электросварочные аппараты и др.), осуществляется от отдельных осветительных трансформаторов или от трансформаторов.
КОНТРОЛЬНЫЕ ВОПРОСЫ:
1. Какие бывают неисправности в электропроводке?
2. Виды и причины неисправностей электропроводки.
3. Как избежать неисправностей электропроводки?
4. Что такое кабельная линия?
5. Способы соединения алюминиевых и медных жил, проводов и кабелей.
6. Применение соединительных муфт.
7. Что такое осветительная электроустановка?
8. Какие бывают виды освещения?
Тема 2.5. Выбор кабелей
Выбор сечения кабеля и провода
|
|
|
|
Выбор сечения кабеля и провода по нагреву Выбор сечения из условий допустимого нагрева сводится к пользованию соответствующими таблицами длительно допустимых токовых нагрузок Iд при которых токопроводящие жилы нагреваются до предельно допустимой температуры, установленной практикой так, чтобы предупредить преждевременный износ изоляции, гарантировать надежный контакт в местах соединения проводников и устранить различные аварийные ситуации, что наблюдается при Iд ≥ Ip, Ip - расчетный ток нагрузки. Периодические нагрузки повторно-кратковременного режима при выборе сечения кабеля пересчитывают на приведенный длительный ток
где Iпв - ток повторно-кратковременного режима приемника с продолжительностью включения ПВ.
При выборе сечения проводов и кабелей следует иметь в виду, что при одинаковой температуре нагрева допустимая плотность тока токопроводящих жил большего сечения должна быть меньше, так как увеличение сечения их происходит в большей степени, чем растет охлаждающая поверхность (смотрите рис. 1). По этой причине часто с целью экономии цветных металлов вместо одного кабеля большего сечения выбирают два или несколько кабелей меньшего сечения.
Рис 1. График зависимости допустимой плотности тока от сечения медных жил открыто проложенного трехжильного кабеля на напряжение 6 кВ с бумажной пропитанной изоляцией, нагретых током до температуры +65°С при температуре воздуха +25 "С.
Кабельные линии на напряжение выше 1000 В, выбранные по условиям допустимого нагрева длительным током, проверяют еще на нагрев токами короткого замыкания. В случае превышения температуры медных и алюминиевых жил кабелей с бумажной пропитанной изоляцией напряжением до 10 кВ свыше 200 °С, а кабелей на напряжения 35 - 220 кВ свыше 125 °С сечение их соответственно увеличивают. Сечение жил проводов и кабелей сетей внутреннего электроснабжения напряжением до 1000 В согласуют с коммутационными возможностями аппаратов защиты линий - плавких предохранителей и автоматических выключателей - так, чтобы оправдывалось неравенствоIд / Iз з, где kз - кратность допустимого длительного тока проводника по отношению к номинальному току или току срабатывания аппарата защиты Iз (из ПУЭ). Несоблюдение приведенного неравенства вынуждает выбранное сечение жил соответственно увеличить. Выбор сечения кабелей и проводов по потере напряжения Сечение кабелей и проводов, выбранное из условий нагрева и согласованное о коммутационными возможностями аппаратов защиты, нужно проверять на относительную линейную потерю напряжения.
где U — напряжение источника электрической энергии, Uном - напряжение в месте присоединения приемника. Допустимое отклонение напряжения на зажимах двигателей от номинального не должно превышать ±5 %, а в отдельных случаях оно может достигать +10 %. В осветительных сетях снижение напряжения у наиболее удаленных ламп внутреннего рабочего освещения и прожекторных установок наружного освещения не должно превышать 2,5 % номинального напряжения ламп, у ламп наружного и аварийного освещения — 5 %, а в сетях напряжением 12.,.42 В — 10 %. Большее снижение напряжения приводит к существенному уменьшению освещенности рабочих мест, вызывает снижение производительности труда и может привести к условиям, при которых зажигание газоразрядных ламп не гарантировано. Наибольшее напряжение на лампах, как правило, не должно превышать 105 % его номинального значения. Повышение напряжения сетей внутреннего электроснабжения выше предусмотренного нормами не допустимо, так как оно приводит к существенному увеличению расхода электрической энергии, сокращению срока службы силового и осветительного электрооборудования, а иногда к снижению качества выпускаемой продукции.
Рис. 2. Расчет потери напряжения в трехфазной трехпроходной линии при выборе сечения кабелей и проводов: а - с одной нагрузкой на конце линии, б - с несколькими рапределенными нагрузками.
Проверку сечения проводников трехфазной трехпроводной линии с одной нагрузкой в конце ее (рис. 2, а), характеризуемой расчетным током Ip и коэффициентом мощности cos фи на относительную линейную потерю напряжения, выполняют так:
где Uном — номинальное линейное напряжение сети, В, Ro и Хо — соответственно активное и индуктивное сопротивление одного километра линии, выбираемое из справочных таблиц, Ом / км, Pр — расчетная активная мощность нагрузки, кВт, L — длина линии, км. Для неразветвленной магистральной трехфазной трехпроводной линии постоянного сечения, несущей распределенные вдоль нее нагрузки с расчетными токами Ip1, Iр2, ..., Iр и соответствующими коэффициентами мощности cos фи1, cos фи2, ..., cos фи, удаленными от источника питания на расстояния L1, L2, ..., Ln (рис. 2, б), относительная линейная потеря напряжения до наиболее удаленного приемника:
где Pрi активная мощность — расчетная i-й нагрузки, удаленной от источника питания на расстояние L. Если расчетная относительная потеря напряжения dU получится выше допустимой нормами, приходится выбранное сечение увеличить с тем, чтобы обеспечить нормируемое значение этой величины. При небольших сечениях проводов и кабелей индуктивным сопротивлением Хо можно пренебречь, что существенно упрощает соответствующие вычисления. в трехфазных трехпроводных распределительных сетях наружного освещения отличающихся значительной протяженностью, следует обращать внимание на правильное включение равноудаленных светильников, ибо в противном случае потери напряжения распределяются по фазам неравномерно и могут достигнуть нескольких десятков процентов по отношению к номинальному напряжению.
Схемы включения равноудаленных светильников наружного освещения: а - правильная, б - неправильная Выбор сечения кабеля по экономической плотности тока Выбор сечения проводов и кабелей без учета экономических факторов может привести к значительным потерям электрической энергии в линиях и существенному возрастанию эксплуатационных расходов. По этой причине сечение проводников электрических сетей внутреннего электроснабжения значительной протяженности, а также сетей, работающих с большим числом часов использования максимума нагрузки –Tmax > 4000 ч - должно быть не менее отвечающего рекомендованной экономической плотности тока, устанавливающей оптимальное соотношение между капитальными затратами и эксплуатационными расходами, которое определяют так:
Где Iр — расчетный ток линии без учета повышения нагрузки при авариях и ремонтах, Jэ — экономическая плотность тока из расчета окупаемости капитальных затрат в течение 8 - 10 лет.
Сечение кабелей и проводов напряжением до 1000 В при числе часов использования максимума нагрузки Tmax < 4000...5000 ч и все ответвления к приемникам того же напряжения, электрических сетей осветительных установок, временных сооружений и сооружении с малым сроком службы до 3 - 5 лет по экономической плотности тока не выбирают. В трехфазных четырехпроходных сетях сечение нейтрального провода не рассчитывают, а принимают не менее 50% от сечения, выбранного для главных проводов, а в сетях, питающих газоразрядные лампы, вызывающие появление высших гармоник тока, такое же, как и главных проводов. |
Тема 2.6. Виды электро-монтажных работ
Основные способы и приемы электромонтажных работ
Общие принципы проведения электромонтажных работ
Электромонтажные работы являются частью комплекса строительных работ и выполняются в рамках договора строительного подряда (контракта), в соответствии с которым подрядчик обязуется в установленный договором срок выполнить работы, а заказчик обязуется создать подрядчику необходимые условия для выполнения работ, принять их результат и оплатить выполненные работы.
Заказчиками выступают юридические лица (предприятия, организации), имеющие финансовые средства (инвесторы). Финансирование электромонтажных работ осуществляется за счет раздела капитальных вложений, предусмотренного для нового строительства, расширения, реконструкции и технического перевооружения объектов электроэнергетики.
Подрядчиками при проведении электромонтажных работ выступают, как правило, электромонтажные организации, независимо от форм собственности, зарегистрированные в установленном порядке в налоговых органах и имеющие лицензию и другие документы, подтверждающие лигитивность организации и гарантии качества на выполнение электромонтажных работ. При больших объемах электромонтажных работ и нескольких претендентах на их выполнение заказчик организовывает конкурсные тендерные торги.
Лицензирование деятельности электромонтажных организаций осуществляется с целью защиты прав и интересов потребителей строительно-монтажной продукции. Гарантии и сроки предъявления заказчиком претензий к подрядчику определяются в договоре подряда и по электромонтажным работам составляют, как правило, 1.. .2 года.
Договор подряда является основным правовым документом, регламентирующим взаимоотношения заказчика и подрядчика. Такой договор иногда заключается на выполнение работ «под ключ». Здесь подразумевается выполнение полного инвестиционного цикла, включающего проектирование, строительные, электромонтажные, пусконаладочные работы и сдачу объекта в эксплуатацию.
Для выполнения комплекса или отдельных видов работ, например пусконаладочных работ, подрядчик может привлекать другие организации - субподрядчиков. В этом случае подрядчик выступает уже в роли генерального подрядчика.
Основные этапы проведения электромонтажных работ
Подрядчик планирует и осуществляет работы в соответствии с проектно-сметной документацией и договорной ценой, определяющими объем, содержание и стоимость работ. Проектная документация должна соответствовать требованиям нормативных документов, регламентирующих электромонтажные работы:
Строительным нормам и правилам (СНиП);
Государственным стандартам (ГОСТ) в области строительства;
Правилам устройства электроустановок (ПУЭ);
Правилам технической эксплуатации электроустановок потребителей (ПТЭ ЭП).
Кроме того, в обязанности подрядчика входит соблюдение природоохранного законодательства и организация охраны труда при выполнении работ.
В ходе выполнения работ заказчик и подрядчик вправе по согласованию с проектной организацией вносить изменения в техническую документацию при неизменности характера предусмотренных договором подряда работ, а также выделять пусковой комплекс из всего проектного объема работ.
Обязанности и ответственность по обеспечению электромонтажных работ комплектами оборудования, материалами и конструкциями несет, как правило, подрядчик. Для этого подрядчик получает от проектной организации расчеты (спецификации) о потребности основных видов оборудования, материалов, конструкций.
Для проверки качества поставляемого на монтажную площадку оборудования подрядчик осуществляет входной контроль, оформляет акты приемки оборудования в монтаж или предъявляет претензии к поставщикам в случаях нарушения требований к качеству оборудования, его повреждения при транспортировке.
В ходе выполнения электромонтажных работ заказчик осуществляет технический надзор за качеством работ, соблюдением сроков их выполнения, качеством поставляемого оборудования, его испытаниями при проведении пуско-наладочных работ. Технический надзор заказчик может осуществлять с привлечением проектной организации (авторский надзор). При большом объеме работ надзор ведется по отдельным разделам проекта: строительные, электромонтажные, сантехнические, пусконаладочные и другие работы.
После выполнения заказчиком и подрядчиком всех обязательств по договору осуществляется приемка выполненных работ. В договоре подряда предусматриваются сроки уведомления подрядчиком заказчика о готовности объекта к приемке, сроки проведения приемки и сроки устранения замечаний, выявленных при приемке выполненных работ. Приемка крупных объектов осуществляется рабочей и государственной приемочными комиссиями с подписанием актов соответствующей стандартной формы (КС-11 и КС-14). При небольших объемах работ (замена выключателей, трансформаторов небольшой мощности при сохранении существующих фундаментов) приемка выполненных работ осуществляется одной приемочной комиссией. С момента приемки объекта по акту заказчик вступает в полное владение и распоряжение объектом.
Организация электромонтажных работ
Организация электромонтажных работ возлагается на подрядчика и состоит из трех основных этапов.
На первом инженерно-техническом этапе производится приемка, проверка и изучение проектно-сметной документации; в проектной документации должен быть предусмотрен проект организации строительства (ПОС), на основе которого электромонтажной организацией разрабатывается проект производства электромонтажных работработ (ППЭР).
На втором организационном этапе выполняется приемка от строителей под монтаж оборудования зданий, сооружений,
фундаментов, проемов и ниш в конструкциях зданий и сооружений; контролируется установка закладных деталей, проверяется наличие предусмотренных проектом стационарных кран-балок, монтажных тележек и талей.
На третьем материально-техническом этапе осуществляется обеспечение и комплектация электромонтажных работ оборудованием, материалами, изделиями, монтажными заготовками; на этом же этапе выполняется оснащение монтажных работ механизмами, инструментами, инвентарем и средствами безопасного труда.
Важным моментом организации электромонтажных работ на сложных объектах, требующих определенной очередности выполнения строительных и электромонтажных работ, является составление ППЭР. Этот проект обязательно разрабатывается для выполнения электромонтажных работ, сопровождающихся сложными такелажными работами с применением механизмов (автокранов, автовышек), верхолазных работ, а также для работ, выполняемых в действующих электроустановках, например, при реконструкции существующих подстанций.
ППЭР разрабатывается специальными группами подготовки производства монтажных организаций и утверждается ее техническим руководителем (главным инженером). ППЭР должен быть согласован с заказчиком или техническим руководителем эксплуатирующей организации.
Исходными данными для разработки ППЭР служат:
рабочие чертежи и сметы проектной документации объекта;
данные о поставке оборудования и материалов, наличии машин и механизмов;
действующие нормативные документы, монтажные инструкции, отраслевые правила по охране труда;
сроки возможного отключения действующих электроустановок при реконструкции и техническом перевооружении объектов.
Содержание ППЭР состоит из трех разделов. В первый раздел входят пояснительная записка, содержащая общие сведения об объекте, организационную структуру монтажа, ситуационный план, совмещенный со схемой электроснабжения, план расположения оборудования, технико-экономические показатели объекта.
Во втором разделе ППЭР приводятся наиболее эффективные методы организации и технология выполнения электромонтажных работ. Здесь указываются технологические приемы выполнения трудоемких операций, их механизации, предложения по совмещению монтажных и наладочных работ, указания по охране труда, приводятся графики производства работ.
В третий раздел ППЭР входят задания непосредственно для электромонтажного персонала с указанием ответственных инженерно-технических работников по этапам работ, ведомости узлов, блоков и конструкций, подлежащих сборке, необходимые чертежи или ссылки на типовые альбомы, ведомости закладных деталей, их эскизы и места установки, спецификации на оборудование и материалы для производства работ.
Планирование электромонтажных работ
Планирование является одной из главных функций управления процессом производства строительных работ, в том числе и электромонтажных работ. Одной из задач планирования является нахождение вариантов рациональной взаимосвязи этапов производства электромонтажных работ. Важным моментом планирования является взаимная увязка работ во времени при условии непрерывности их выполнения, особенно при производстве работ в действующих электроустановках.
Наиболее простой формой планирования работ является составление календарного плана-графика работ, представляющего собой документ, регламентирующий поставку во времени оборудования и комплектующих изделий, потребность в механизмах, машинах, трудовых и энергетических ресурсах, распределение капитальных вложений и объемов электромонтажных работ.
Линейные календарные графики работ являются консервативными в своем исполнении и отражают только одну возможную ситуацию хода работ. При возникающих отклонениях во времени и во взаимосвязи по факторам производства эта модель должна быть скорректирована или построена заново.
При планировании электромонтажных работ используются сетевые модели, основными элементами которых являются сетевые графики. Разработка сетевого графика начинается с установления перечня работ, которые необходимо выполнить, определения их продолжительности, рациональной технологической последовательности и взаимосвязей между ними.
Подготовка к производству электромонтажных работ
До начала производства электромонтажных работ на объекте должны быть выполнены следующие мероприятия:
получена подрядчиком проектно-техническая документация, утвержденная штампом заказчика «к производству работ»;
согласованы между подрядчиком и предприятиями-поставщиками график поставки оборудования с учетом технологической последовательности производства работ, перечень сложного электрооборудования, монтируемого с привлечением шефмонтажного персонала предприятий-поставщиков, условия транспортирования к месту монтажа тяжелого и крупногабаритного электрооборудования;
подготовлены помещения для размещения бригад рабочих, инженерно-технических работников, производственной базы, а также для складирования материалов и инструмента;
осуществлена приемка по акту строительной части объекта под монтаж электрооборудования и выполнены предусмотренные нормами и правилами мероприятия по охране труда, противопожарной безопасности, охране окружающей среды.
При приемке оборудования в монтаж производится его осмотр, проверка комплектности (без разборки), проверка наличия и срока действия гарантий предприятий-изготовителей. Результаты осмотра оформляются соответствующим актом.
Электрооборудование при монтаже вскрытию и ревизии не подлежит, за исключением случаев, когда это предусмотрено государственными и отраслевыми стандартами или техническими условиями, а также случаев длительного хранения оборудования с нарушением заводских инструкций. Разборка оборудования, поступившего опломбированным с предприятия-изготовителя, запрещается.
Деформированное и поврежденное электрооборудование подлежит монтажу только после устранения повреждений и дефектов.
Электрооборудование, на которое истек нормативный срок хранения, указанный в государственных стандартах или технических условиях, принимается в монтаж только после проведения предмонтажной ревизии, исправления дефектов и испытаний. Результаты проведенных работ должны быть занесены в формуляры, паспорта и другую сопроводительную документацию на оборудование, должен быть составлен акт о проведении указанных работ.
Помещения закрытых распределительных устройств, фундаменты под электрооборудование сдаются под монтаж с полностью законченными строительными и отделочными работами. Сдача-приемка помещений и фундаментов для установки сложного и дорогостоящего электрооборудования, монтаж которого будет выполняться с привлечением шефмонтажного персонала, производится совместно с представителями предприятия, осуществляющего шефмонтаж.
До начала электромонтажных работ, например, на открытых распределительных устройствах генподрядчик должен закончить планировку территории, сооружение подъездных путей, кабельных каналов, установить шинные и линейные порталы, соорудить фундаменты под электрооборудование, ограждения вокруг распределительного устройства, резервуары для аварийного сброса масла, подземные коммуникации.
В конструкциях порталов и фундаментов под оборудование распределительных устройств должны быть установлены предусмотренные проектом закладные части и крепежные детали, необходимые для крепления гирлянд изоляторов и оборудования. В кабельных каналах и тоннелях должны быть установлены закладные детали для крепления кабельных конструкций. Должно быть также закончено сооружение водопровода и предусмотренных проектом автоматических устройств пожаротушения.
В зданиях и сооружениях, сдаваемых под монтаж электрооборудования, генподрядчиком или прямым строительным подрядчиком должны быть выполнены предусмотренные архитектурно-строительными чертежами постоянные проемы, ниши, отверстия в стенах и перекрытиях, необходимые для перемещения электрооборудования и монтажа низковольтных электрических сетей и контрольных кабелей. После выполнения электромонтажных работ генподрядчик обязан осуществить заделку временных отверстий, борозд, ниш и гнезд.
Охрана труда при выполнении электромонтажных работ
Важным моментом в организации электромонтажных работ является подготовка и обеспечение безопасных условий труда. Все подготовительные мероприятия в этом плане должны быть закончены до начала производства работ и приняты по акту о выполнении требований по охране труда.
Обязанности по обеспечению безопасных условий труда возлагаются на подрядчика, который разрабатывает организационно-технологическую документацию по выполнению работ (ППЭР), содержащую конкретные проектные решения, определяющие технические средства и методы работ, обеспечивающие выполнение нормативных требований охраны труда.
Исходными данными для разработки таких решений являются:
требования нормативных документов и стандартов по охране труда;
типовые решения по обеспечению требований охраны труда, справочные пособия и каталоги средств защиты работающих;
инструкции заводов-изготовителей машин, механизмов, оборудования, материалов и конструкций по обеспечению охраны труда в процессе их применения.
При разработке проектных решений по организации монтажных площадок необходимо выявить опасные производственные факторы, связанные с технологией и условиями производства работ, определить и указать в организационно-технической документации зоны их действия.
Электромонтажные работы могут быть связаны как со строительством новых объектов (новых подстанций, линий электропередачи), так и с реконструкцией существующих. Во втором случае электромонтажные работы относятся к работам, выполняемым в действующих электроустановках. Здесь к зонам с опасными производственными факторами относятся все работы вблизи токоведущих частей действующей электроустановки. На выполнение таких работ должен оформляться наряд-допуск, при выполнении работ -соблюдаться технические и организационные меры безопасности. Указанные мероприятия должны выполняться также при работах в
компрессорных, с воздухосборниками, использованием баллонов с газом при газосварочных работах.
Электромонтажные работы в действующих электроустановках, как правило, должны осуществляться после снятия напряжения со всех токоведущих частей, находящихся в зоне производства работ, их отсоединения от действующей части электроустановки, обеспечения видимых разрывов электрической цепи и заземления отсоединенных токоведущих частей. Зона производства работ должна быть отделена от действующей части электроустановки сплошным или сетчатым ограждением, препятствующим проходу в эту часть монтажному персоналу, должны быть вывешены плакаты безопасности.
Выделение для монтажной организации зоны производства работ, принятие мер по предотвращению ошибочной подачи в нее напряжения, ограждение от действующей части с указанием мест прохода персонала и проезда механизмов должны оформляться актом-допуском.
Допуск
электромонтажников к работам в действующих
электроустановках должен осуществляться персоналом
эксплуатирующей организации и оформляется в письменном виде с указанием состава бригады и группы по электробезопасности каждого члена бригады. Наряд-допуск выдается руководителю работ (прорабу, мастеру, менеджеру) на срок, необходимый для выполнения заданного объема работ. Персонал электромонтажных организаций перед допуском к работе в действующих электроустановках должен быть проинструктирован по вопросам электробезопасности на рабочем месте лицом, допускающим к работе, которое обязано осуществлять контроль за выполнением предусмотренных в наряде-допуске мероприятий по обеспечению безопасности производства работ.
Эксплуатационный персонал несет ответственность за сохранность временных ограждений рабочих мест, предупредительных плакатов и предотвращение подачи рабочего напряжения на отключенные токоведущие части, соблюдение членами бригады монтажников безопасных расстояний до токоведущих частей, оставшихся под напряжением.
Работой электромонтажной бригады должен руководить грамотный и опытный инженерно-технический работник подрядной организации, который должен правильно расставить людей и механизмы, обеспечить выполнение требований эксплуатационного персонала.
Важными элементами высокого качества и безопасности работ являются соответствующая квалификация и высокая дисциплинированность электромонтажного и эксплуатационного персонала. При отсутствии этих качеств даже самым тщательным образом разработанные ППЭР не гарантируют от производственного
травматизма, брака при монтаже дорогостоящего оборудования, подачи напряжения в зону производства работ.
Электромонтажные работы сопровождаются широким использованием различных строительных машин и механизмов (транспортных, грузоподъемных, землеройных и других). Все машины и механизмы должны соответствовать требованиям государственных стандартов по безопасности труда (иметь сертификат на соответствие требованиям безопасности). Инженерно-технические работники, ответственные за выполнение работ, и рабочие, выполняющие такелажные или стропальные работы, должны быть аттестованы органами государственного надзора.
При размещении машин на монтажной площадке руководитель работ должен определить рабочую зону машины и границы создаваемой ею опасной зоны. При этом должна быть обеспечена обзорность рабочей зоны с рабочего места машиниста.
Транспортные средства и оборудование, применяемое для погрузочно-разгрузочных работ, должны соответствовать характеру перерабатываемого груза. Площадки для погрузочно-разгрузочных работ должны быть спланированы и иметь уклон не более 5°, а их размеры и покрытия - соответствовать ППЭР.
Для стесненных и опасных условий проведения работ должны регламентироваться вылет и угол поворота стрелы подъемно-транспортного средства, а при работе в охранной зоне линии электропередачи корпуса машин (за исключением машин на гусеничном ходу) должны быть заземлены при помощи инвентарного переносного заземления.
Выполнение работ в охранной зоне линии допускается при условии, если расстояние по воздуху от машины (механизма) или от ее выдвижной или подъемной части до ближайшего провода, находящегося под напряжением, будет не менее:
1,0 м - при напряжении линии до 35 кВ;
1,5 м - при напряжении линии 110 кВ.
2,5 м - при напряжении линии 220 кВ.
Техническое состояние всех транспортных средств должно соответствовать Правилам дорожного движения и Правилам охраны труда на автомобильном транспорте.
Выполнение на монтажной площадке отдельных видов работ, например сварочных, газопламенных, электротермических, должно осуществляться в соответствии с межотраслевыми правилами по охране труда при выполнении этих работ.
Тема 2.7. Пайка соединений
Пайка
Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления, чем материал (материалы) соединяемых деталей.
Назначение
Для соединения между собой деталей из однородных и разнородных металлов. С помощью пайки можно изготовить сложные узлы и детали из различных материалов и сплавов, простых по форме и способу изготовления; высокая прочность соединения; не происходит коробления и деформации соединяемых деталей.
Принцип
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение.
Виды паяльников
Паяльники с нихромовым нагревателем оснащены проволочной нихромовой спиралью, через которую пропускается переменный сетевой или постоянный/переменный ток низкого напряжения (например, от трансформаторов для галогенных ламп). Конструктивное исполнение нихромовых электропаяльников может быть различным. Самые простые имеют нихромовую спираль, намотанную на корпус, не проводящий ток, внутрь которого вставлен наконечник. В более сложных конструкциях нихром заделывают в специальные изоляторы, снижающие потери тепла и повышающие теплопередачу.
В паяльниках с керамическим нагревателем используются керамические стержни, нагревающиеся при подведении к их контактам напряжения. Керамические нагреватели считаются наиболее совершенными и обладают определенными преимуществами: более быстрым нагревом, большим сроком эксплуатации (при условии бережного использования), широким диапазоном регулировки температуры и мощности.
В индукционном паяльнике нагрев осуществляется с помощью катушки индуктора. Наконечник имеет ферромагнитное покрытие, в котором катушкой создается магнитное поле с наведенными токами, от которых и происходит разогрев сердечника. При достижении его температуры определенного значения (точки Кюри) ферромагнитное покрытие теряет свои магнитные свойства, и нагрев сердечника прекращается. При снижении температуры ферромагнитные свойства восстанавливаются, и нагрев возобновляется.
Особую категорию электрических паяльников составляют так называемые импульсные паяльники, включение которых в работу осуществляется нажатием и удержанием в нажатом положении кнопки пуска. При этом происходит быстрый (в течение нескольких секунд) разогрев наконечника до рабочих температур. После окончания пайки кнопка отпускается и паяльник охлаждается.
Газовые паяльники относятся к автономным устройствам, их можно использовать в любом месте, в чем и состоит их главное и единственное достоинство. Источником тепла для нагрева жала является пламя от сгорания газа, который заправляется в паяльник от обычного газового баллончика. Без насадки, такой паяльник превращается в газовую горелку.
аккумуляторные паяльники. Они имеют небольшую мощность (обычно 15 Вт) и предназначены для пайки мелких электронных компонентов.
При использовании термовоздушных паяльных станций нагрев зоны пайки осуществляется струей горячего воздуха, выходящего из сопла паяльника. По своей сути - это фены, в которых выходящий горячий воздух (с температурой 100-500°C) сфокусирован с помощью сопла. По способу создания воздушного давления термовоздушные паяльные станции подразделяются на турбинные и компрессорные. У первых в ручке паяльника находится электродвигатель с крыльчаткой, создающий воздушный поток. В компрессорных станциях давление воздуха создается диафрагменным компрессором, находящимся в корпусе станции.
Инфракрасные паяльные станции осуществляют нагрев инфракрасным излучением с длиной волны 2-10 мкм. Зона нагрева может колебаться от 10-ти до 60-ти мм. Ее прямоугольные размеры задаются системой регулировки окна ИК-излучателя. Произвольную форму можно получить, используя отражающую ленту из фольги, которая закрывает те области электронной платы, которые не подлежат нагреву.
Устройство паяльника позволяет осуществлять скрепление металлических компонентов при помощи использования припоя
Паяльники с нихромовым нагревателем оснащены проволочной нихромовой спиралью, через которую пропускается переменный сетевой или постоянный/переменный ток низкого напряжения (например, от трансформаторов для галогенных ламп)
У продвинутых паяльников температура нагрева наконечника контролируется встроенным термодатчиком, подающим сигнал на отключение спирали при выходе прибора на рабочий режим. В качестве термодатчика в них используется проверенная временем термопара.
ВИДЫ ПЯЛЬНИКОВ
1) Паяльник ЭПСН

Паяльники с нихромовым нагревателем оснащены проволочной нихромовой спиралью, через которую пропускается переменный сетевой или постоянный/переменный ток низкого напряжения (например, от трансформаторов для галогенных ламп)
2) Паяльник нихромовой спиралью

Иногда нихромовые нагреватели помещают внутрь белого по цвету стержневого изоляционного материала, который может быть принят за керамический нагреватель.
3) Керамический паяльник 
В паяльниках с керамическим нагревателем используются керамические стержни, нагревающиеся при подведении к их контактам напряжения. Керамические нагреватели считаются наиболее совершенными и обладают определенными преимуществами: более быстрым нагревом, большим сроком эксплуатации (при условии бережного использования), широким диапазоном регулировки температуры и мощности.

Работа керамического нагревателя
4) Импульсный паяльник

В отечественных импульсных паяльниках реализована схема, при которой наконечник в виде медного провода является частью электрической цепи, состоящей из частотного преобразователя и высокочастотного трансформатора. Первый повышает частоту сетевого напряжения до 18-40 КГц, второй снижает сетевое напряжение до рабочего. Жало паяльника крепится к токосъемникам вторичной обмотки трансформатора, что обеспечивает протекание в нем большого тока и быстрый разогрев. Современные импульсные паяльники имеют регуляторы уровня мощности и температуры, позволяющие производить пайку не только мелких электронных элементов, но и относительно крупных деталей
5) Газовый паяльник

6) Термовоздушная паяльная станция

При использовании термовоздушных паяльных станций нагрев зоны пайки осуществляется струей горячего воздуха, выходящего из сопла паяльника. По своей сути - это фены, в которых выходящий горячий воздух (с температурой 100-500°C) сфокусирован с помощью сопла. По способу создания воздушного давления термовоздушные паяльные станции подразделяются на турбинные и компрессорные. У первых в ручке паяльника находится электродвигатель с крыльчаткой, создающий воздушный поток. В компрессорных станциях давление воздуха создается диафрагменным компрессором, находящимся в корпусе станции.
7) Инфокрасная паяльная станция

Инфракрасные паяльные станции осуществляют нагрев инфракрасным излучением с длиной волны 2-10 мкм. Зона нагрева может колебаться от 10-ти до 60-ти мм. Ее прямоугольные размеры задаются системой регулировки окна ИК-излучателя. Произвольную форму можно получить, используя отражающую ленту из фольги, которая закрывает те области электронной платы, которые не подлежат нагреву.
ПРИПОИ
Припой – это материал, с помощью которого производится пайка.
Выбор припоя производят в зависимости от соединяемых металлов или сплавов, от способа пайки, температурных ограничений, размера деталей требуемой механической прочности и коррозионной стой кости и др.
В зависимости от химического состава и температуры плавления припоев различают пайку твердыми и мягкими припоями. К твердым относятся припои с температурой плавления выше 400°С, к легким — припои с температурой плавления до 400°С.
1) Олово

Олово — мягкий, ковкий металл серебристо-белого цвета. Удельный вес при температуре 20°С - 7,31. Температура плавления 231,9°С. Хорошо растворяется в концентрированной соляной или серной кислоте. Сероводород на него почти не влияет. Ценным свойством олова является его устойчивость во многих органических кислотах. При комнатной температуре мало поддается окислению, но при воздействии температуры ниже 18°С способен переходить в серую модификацию (“оловянная чума”). В местах появления частиц серого олова происходит разрушение металла. Переход белого олова в серое резко ускоряется при понижении температуры до —50°С. Для пайки может применяться как в чистом виде, так и в виде сплавов с другими металлами.
Свинец — синевато-серый металл, мягкий, легко поддается обработке, режется ножом. Удельный вес при температуре 20°С 11,34. Температура плавления 327qC. На воздухе окисляется только с поверхности. В щелочах, а также в азотной и органических кислотах растворяется легко. Стоек против воздействий серной кислоты и сернокислых соединений. Применяется для изготовления припоев.
Кадмий — серебристо-белый металл, мягкий, пластичный, механически непрочный. Удельный вес 8,6. Температура плавления 321°С. Применяется как для антикоррозийных покрытий, так и в сплавах со свинцом, оловом, висмутом для легкоплавких припоев.
Сурьма — хрупкий серебристо-белый металл. Удельный вес 6,68. Температура плавления 630,5°С. На воздухе не окисляется. Применяется в сплавах со свинцом, оловом, висмутом, кадмием для легкоплавких припоев.
Висмут — хрупкий серебристо-серый металл. Удельный вес 9,82. Температура плавления 271°С. Растворяется в азотной и горячей серной кислотах. Применяется в сплавах с оловом, свинцом, кадмием для получения легкоплавких припоев.
Цинк — синевато-серый металл. В холодном состоянии хрупок. Удельный вес 7,1. Температура плавления 419°С. В сухом воздухе окисляется, во влажном воздухе покрывается пленкой окиси, которая предохраняет его от разрушения. В соединении с медью дает ряд прочных сплавов.. Легко растворяется в слабых кислотах. Применяется для изготовления твердых припоев и кислотных флюсов.
Медь — красноватый металл, тягучий и мягкий. Удельный вес 8,6 - 8,9. Температура плавления 1083 С. Растворяется в серной и азотной кислотах и в аммиаке. В сухом воздухе почти не поддается окислению, в сыром воздухе покрывается окисью зеленого цвета. Применяется для изготовления тугоплавких припоев и сплавов.
Наиболее широко применяются в любительской практике легкоплавкие припои.Рекомендации по их применению, на основании которых можно выбрать припой приведены в таблице 1. Буквы ПОС в марке припоя означают припой оловянно-свинцовый, цифры — содержание олова в процентах. Для получения специальных свойств в состав оловянно-свинцовых припоев вводя сурьму, кадмий, висмут и другие металлы. Например ПОССу 4—6 — оловянно-свинцовый припой с добавлением сурьмы, ПОСК 50—кадмия, ПОСВ 33—висмута.
Выпускают легкоплавкие припои в виде литых чушек, прутков, проволоки, лент фольги, порошков, трубок диаметром от 1 до 5 мм, заполненных канифолью, а также в виде паст, составленных из порошка припоя и жидкого флюса.
2) Конифоль

Канифоль —продукт переработки смолы хвойных деревьев Более светлые сорта канифоли (более тщательно очищенные) считаются лучшими. Температура размягчения канифоли от 55 до 83°С. Применяется как флюс для пайки мягкими припоями. Перед началом пайки разогретый паяльник сначала "макают" в канифоль, затем жалом паяльника дотрагиваются до припоя, после чего уже прикасаются к месту спаивания деталей. Количество канифоли здесь играет немаловажную роль и жалеть ее не надо Есть и другие способы нанесения канифоли, например, поднося кусочек к месту пайки, так например лудят вывода радиоэлементов или залуживают провода, всё зависит от конкретного случая.
Тема 2.8. Ремонт пускорегулирующей аппаратуры.
Виды и причины повреждений пускорегулирующей аппаратуры
Пускорегулирующая аппаратура имеет следующие виды повреждений: чрезмерный нагрев катушек пускателей, контакторов и автоматов; междувитковые замыкания и замыкания на корпус катушек; чрезмерный нагрев и износ контактов; неудовлетворительная изоляция; механические неполадки.
Причина опасного перегрева катушек переменного тока — заклинивания якоря электромагнита в его разомкнутом положении и низкое напряжение питания катушек. Магнитная катушка потребляет больший ток, чем при втянутом якоре и нормальном напряжении, вследствие чего она быстро перепевается и сгорает.
Междувитковые замыкания могут произойти вследствие плохой намотки катушки, особенно если витки, прилегающие к фланцам каркаса катушки, соскальзывают в расположенные ниже слои, вследствие чего возникают относительно большие разности напряжений, повреждающие междувитковую изоляцию. Междувитковые замыкания происходят главным образом в катушках переменного тока, так как у них междувитковые амплитудные напряжения больше, чем у катушек постоянного тока. К тому же они подвержены усиленным сотрясениям от вибрирующего стального каркаса.
Замыкание на корпус происходит в случае неплотной посадки бескаркасной катушки на железном сердечнике; возникающие в системе вибрации приводят к перетиранию изоляции катушки и ее отводов, вследствие чего происходит замыкание на заземленный стальной корпус аппарата.
На нагрев контактов влияют токовая нагрузка, давление, размеры и раствор контактов, а также условия охлаждения и окисление их поверхности, механические дефекты в контактной системе. При сильном нагреве контактов повышается температура соседних частей аппарата и, как следствие, разрушается изоляционный материал. При неблагоприятных условиях гашения электрической дуги контакты окисляются. На соприкасающихся поверхностях образуется плохо проводящий слой. При применении для смазки окисляющихся жиров они отшлаковываются, поэтому контакты только слегка смазывают бескислотными вазелинами, наносимыми тончайшим слоем. Применяемые в наружных установках для смазки контактов консистентные жиры не должны содержать известкового (кальциевого) мыла, так как на холоде появляются вы деления, приводящие к заеданиям и другим неполадкам.
Износ контактов зависит от величины тока, напряжения и продолжительности горения электрической дуги между контакта ми, частоты и продолжительности включений, качества и твердо ста материала. Установлено, что в пределах твердости 30—90° m Бринеллю интенсивность обгорания резко убывает, а при более высокой твердости снижается незначительно, поэтому упрочнять материал контактов свыше указанного предела нецелесообразно.
На степень обгорания влияет форма и размер контактов. При слишком большой ширине контактов (более 30 мм) боковая составляющая тока и магнитное поле в контакте сильно увеличиваются электрическая дуга "вторгается" в стенку дугогасительной камеры и остается в этом положении, разрушая контакты и стенки камеры.
Неисправность изоляции проявляется в виде образования на ее поверхности токов утечки (пробои изоляции очень редки), поэтому необходимо защищать ее от скопления грязи и пыли. Большая часть всех неисправностей вызывается увлажнением изоляции и ее нарушением во время строительно-монтажных работ и транспортировки.
Механические неполадки в аппаратах возникают в результат образования ржавчины, механических поломок осей, пружин подшипников и других конструктивных элементов. Механические неполадки, вызванные износом или усталостными явлениями, происходят из-за плохой смазки подвижных частей, скапливания влаги, применения в конструкциях, работающих на удар материалов либо очень хрупких, либо мягких.
Ремонт обмоток якорей из прямоугольного провода.
На промышленных предприятиях ремонт обмоток якоря из прямоугольного провода, как правило, включает ремонт отдельных катушек или замену одной или нескольких катушек, вышедших из строя. Полную замену обмоток производят крайне редко, так как изготовление обмоток требует специальной оснастки и наличие медных проводов или шинки определенного сечения.
При ремонте отдельных катушек определяют вид неисправности и находят неисправную катушку и место повреждения. В случае повреждения стороны катушки, расположенной вверху паза, снимают бандаж со стороны коллектора, выбивают клинья, выпаивают катушку из коллектора, осторожно достают из паза сторону катушки и устраняют повреждение. Восстанавливают изоляцию между проводниками. В паз устанавливают изоляцию в виде простынки и опускают сторону, катушки в паз. При этом изоляция должна быть такой толщины, чтобы катушка могла войти в паз и не повредить ее. Для того чтобы катушка легче пошла в паз, ее натирают парафином. Затем катушку припаивают к коллекторной пластине и накладывают бандаж.
Более сложным является ремонт при замене катушки или ремонте ее стороны внизу паза. При таком ремонте снимают оба бандажа, выбивают клинья из пазов, распаивают необходимое количество коллекторных пластин и вынимают из пазов столько верхних слоев катушек, сколько нужно для того, чтобы достать поврежденную катушку. Затем проводят ремонт катушки: восстанавливают изоляцию, заменяют обгоревшие провода, в некоторых случаях восстанавливают провод, напаивая отдельные участки. При укладке в пазы устанавливают новые изоляционные простынки для верхних частей катушек. Последующие операции указаны выше. Замена катушек является сложной операцией, требующей высокой, квалификации рабочих.
Виды и причины повреждений пускорегулирующей аппаратуры. В пускорегулирующей аппаратуре отмечаются следующие виды повреждений: чрезмерный нагрев катушек пускателей, контакторов и автоматов; междувитковые замыкания и замыкания на корпус катушек; чрезмерный нагрев и износ контактов; неудовлетворительное состояние изоляции; механические неполадки. Причиной перегрева катушек переменного тока является заклинивание якоря электромагнита в разомкнутом положении и низкое напряжение питания катушек. Магнитная катушка потребляет больший ток, чем при втянутом якоре и нормальном напряжении, и в результате быстро перегревается и сгорает.
Междувитковые замыкания могут произойти вследствие неправильной намотки катушки, особенно в том случае, когда прилегающие к фланцам каркаса катушки соскальзывают в расположенные ниже слои. В результате возникают относительно большие разности напряжений, повреждающие междувитковую изоляцию. Междувитковые замыкания происходят главным образом в катушках переменного тока ввиду больших, чем у катушек постоянного тока, междувитковых амплитудных напряжений. К тому же они подвержены усиленным сотрясениям от вибрирующего стального каркаса.
На нагрев контактов влияют токовая нагрузка, давление, размеры и раствор контактов, а также условия охлаждения и окисление их поверхности, механические дефекты в контактной системе. При сильном нагреве контактов повышается температура соседних частей аппарата и, как следствие, разрушается изоляционный материал. При неблагоприятных условиях гашения электрической дуги контакты окисляются. На соприкасающихся поверхностях образуется плохо проводящий слой. Применяемые для смазки окисляющиеся жиры отшлаковываются, поэтому на контакты следует наносить тонкий слой бескислотных вазелинов.
Применяемые в наружных установках для смазки контактов кон систентные жиры не должны содержать известкового (кальциевого) мыла, так как на холоде появляются выделения, приводящие к заеданиям и другим неполадкам.
Износ контактов зависит от силы тока, напряжения и продолжительности горения электрической дуги между контактами, частоты и продолжительности включений, качества и твердости материала.
Неисправность изоляции проявляется в виде образования на ее поверхности токов утечки (пробои изоляции очень редки), поэтому необходимо защищать ее от скопления грязи и пыли. Большая часть всех неисправностей вызывается увлажнением изоляции и ее нарушением во время строительно-монтажных, работ и транспортировки. Механические неполадки в аппаратах возникают в результате образования ржавчины, поломки осей, пружин, подшипников и других конструктивных элементов.
Наладка контакторов и пускателей - Наладка электроустановок
В большинстве схем управления электроприводом для включения двигателей применяют контакторы, а также магнитные и бесконтактные (тиристорные) пускатели. С их помощью осуществляется дистанционное и автоматическое включение и отключение приводного двигателя, пусковых и регулировочных сопротивлений, отключение аварийных участков сети, включение тормозных электромагнитов и других вспомогательных устройств.
Контакторы и пускатели чаще всего комплектуются заводами- изготовителями вместе с аппаратурой управления и защиты в специальные блоки, панели, щиты и станции управления соответственно проектным схемам и поставляются потребителю проверенными и отрегулированными. Нередко на монтаж магнитные пускатели поступают россыпью, тогда проектную схему монтируют полностью на месте.
Контакторно-релейная аппаратура, поступающая на монтаж, в большинстве случаев нуждается в предварительной проверке и механической регулировке, так как при транспортировке могут ослабнуть крепления, а при длительном хранении может образоваться коррозия, вызывающая заедание подвижных систем и нарушающая проводимость контактных поверхностей.
При первоначальной наладке аппаратов на месте монтажа проверяют внешним осмотром: соответствие типа аппарата и параметров втягивающей катушки проекту или реальным нагрузкам, отсутствие консервирующей смазки и транспортных креплений, наличие всех деталей магнитной системы и возвращающих пружин; состояние гибких соединений, наличие и состояние искрогасительных камер, наличие немагнитной прокладки или короткозамкнутого витка и их состояние, наличие крепежных болтов, гаек, плоских и пружинных шайб и качество крепления; целостность опорных призм или подшипников; состояние главных и вспомогательных контактов и их пружин. Кроме того, вручную проверяют: отсутствие заедания подвижной системы; одновременность замыкания и размыкания главных контактов; наличие и размеры провалов главных и вспомогательных контактов; правильность действия вспомогательных контактов; плотность прилегания магнитопроводов. Правильность работы контактов и жесткость пружин оценивают при проверке и наладке сравнением с иными контакторами данного типа (в случае крайней необходимости — по каталожным данным). При замыкании и размыкании должно происходить скольжение одного контакта относительно другого (перекатывание). Раствор А и провал В главных контактов замеряют шаблоном или нутромером в местах, показанных на рис. 29, а, б. Размеры растворов и провалов указаны в специальных таблицах завода-изготовителя.
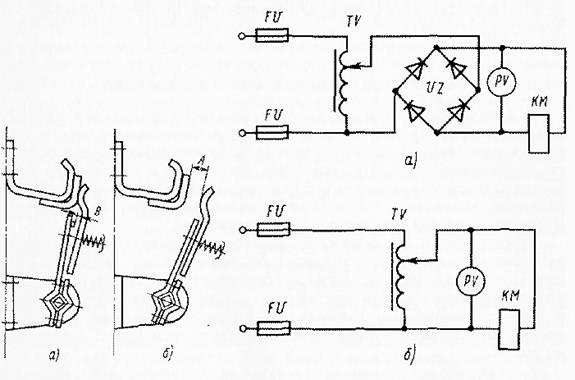
При несоответствии измеряемых и заводских данных выполняют дополнительную регулировку контактов. Изоляцию контакторов, катушек, контакторно-релейной и другой аппаратуры проверяют при контроле изоляции цепей вторичной коммутации всей схемы управления и силовых цепей установки. Отдельно аппараты отключают только в том случае, если требуется отыскание участка с низкой изоляцией. Далее проводят испытание работы аппарата подачей на его катушку оперативного тока. При этом проверяют у контакторов постоянного тока исправность катушки, правильность установки пружин, свободный ход подвижной части, правильность зазоров, а у контакторов переменного тока и поведение магнитной системы. Если вибрация магнитной системы значительная и якорь гудит, проверяют прилегание якоря при включении, наличие перекосов. При недостаточном прилегании или перекосах выполняют дополнительную механическую регулировку, а при необходимости — пришлифовку полюсов. Далее контролируют работу схемы, четкость включения и отключения аппаратов при номинальном и пониженном до 0,8 Uном напряжении. Если при пониженном напряжении четкость включения аппаратов снижается или они не срабатывают, проверяют и регулируют напряжение втягивания и отпадания контакторов или магнитных пускателей по схемам, показанным на рис. 30, а, б.
Чаше всего встречаются следующие неисправности пускателей и контакторов:
вибрация магнитопровода пускателей и контакторов переменного тока, вызванная отсутствием короткозамкнутого витка, загрязнением плоскостей прилегания электромагнитов или неплотным прилеганием поверхностей электромагнитов;
повышенный нагрев катушек пускателей или контакторов, что объясняется малым экономическим сопротивлением у контакторов постоянного тока и увеличенным зазором среднего стержня у контакторов и пускателей переменного тока;
подгорание, глубокая коррозия контактов, что объясняется неодновременностью их касания, недостаточным начальным нажатием контактов, их вибрацией при касании.
В последнее время широко применяют тиристорные пускатели серии ПТ и пусковые тиристорные устройства серии ПТУ.
Пусковые тиристорные устройства серии ПТУ (ПТУ-111 ч- ~ ПТУ-342, ПТУ-151 и ПТУ-152 на токи 63, 100, 160, 250 и 400 А) являются бесконтактными коммутационными аппаратами и в зависимости от модификации обеспечивают: включение, отключение трехфазных асинхронных двигателей, трехфазных активных и активно-индуктивных нагрузок (кроме, трансформаторов); включение и динамическое торможение при выключении асинхронных двигателей; включение, динамическое торможение при выключении и изменение направления вращения (реверс) асинхронных двигателей.
После монтажа пускателя проверяют визуально состояние контактных соединений шин, кабелей на входных и выходных зажимах, а также состояние крепления гибких выводов тиристоров. Ослабленные места подтягивают гаечным ключом. Проверяют также надежность крепления тиристоров в охладителях. Для надежной работы пускателя необходимо, чтобы основание тиристора плотно прилегало к охладителю. Тиристор можно ввертывать в гнездо охладителя только торцовыми ключами. Контролируют визуально состояние монтажа, пайки, целостности комплектующих изделий, пайки проводов на управляющих электродах тиристоров. При необходимости пайку производят припоем ПОССу40-0,5 или ПОССу61-С),5 с канифолью. Не допускается использовать для пайки кислотные флюсы. Пропаянные места покрывают грунтовкой ВЛ-0,2.
Проверяют надежность крепления термодатчика на охладителе. При этом основание термодатчика должно плотно прилегать к охладителю, а поверхности соприкосновения должны быть очищены от пыли и других предметов, нарушающих тепловой контакт.
Сопротивление изоляции проверяют в такой последовательности. Отключают проводники сети и нагрузки. Измеряют сопротивление изоляции мегаомметром на 500 В между входными зажимами </7|, Л‘>, У/3 (рис. 31) и шпильками крепления охладителей, между зажимами С1, С?, С3 и шпильками крепления охладителей; между входными зажимами Л\, Л2, Лз и зажимом 4 блока защиты. Сопротивление изоляции должно быть не менее 50 МОм.
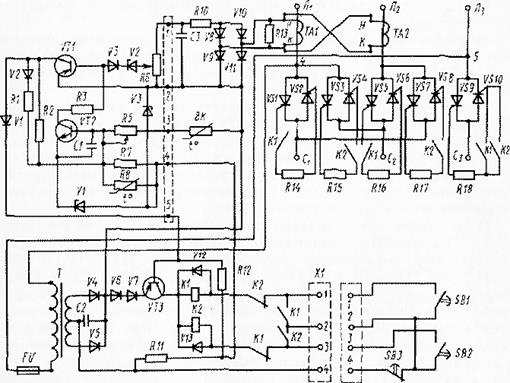
Рис
31 Схема реверсивных пускателей ПТ16-380Р. ПТ40-380Р; V —диоды, KS —
выпрямители, ВК — термодатчик, VT — транзисторы, R — резисторы, SB — кнопочные
выключатели, К — контакты. Затем проверяют термодатчик, для чего отпаивают на
зажиме 3 блока защиты провод, идущий от термодатчика ВК\ включают омметр между
отпаянным проводом и зажимом 2 блока защиты; измеряют сопротивление
термодатчика (сопротивление исправного термодатчика при 20 °С должно быть 16,5
кОм ± 20 %; при температуре больше или меньше 20 °С оно будет соответственно
меньше или больше указанного); отключают омметр и припаивают провод, идущий от
термодатчика к зажиму 3 блока защиты.
Далее проверяют работу пускателя, для чего
подают на его вход (зажимы Л1, Л2, Л3) напряжение сети, предварительно проверив
целостность предохранителя FU. Устанавливают наличие напряжения на зажимах XI
(1—3) у нереверсивных и XI (1—4) у реверсивных пускателей. Оно должно быть
(30±2) В постоянного тока. Затем с помощью кнопок управления производят
включение, отключение и реверс пускателя. При этом проверяют токораспределение
по фазам в нагрузке. Если оно при включении пускателя «Вперед» и «Назад»
равномерное, а работа электродвигателя нормальная, проверку действия пускателя
можно закончить. Если токораспределение по фазам не одинаковое, проверяют с
помощью осциллографа работу тиристоров в каждой фазе. При проверке настройки
тепловой зашиты пускателя имеют в виду, что сигналом перегрузки служит нагрев
тиристоров током нагрузки. Время срабатывания тепловой защиты является функцией
тока перегрузки и температуры окружающей среды, т. е. схема защищает от
перегрузки тиристоры. Пускатели поставляют настроенными так, что тепловая
защита срабатывает при температуре на корпусе тиристора не выше 105 °С.
Работоспособность схемы защиты от перегрузки (схемы транзистора VT2) проверяют
в такой последовательности: зашунтировать термодатчик ВК в точках 2 и 3 блока
защиты резистором 1,5 кОм; зашунтировать термокомпенсатор (R7, R8) резистором
10 кОм; подать питание на вход пускателя; повернуть ось резистора R5 против
часовой стрелки, включить пускатель и медленно вращать ось резистора R5 по часовой
стрелке до отключения пускателя; снять со входа пускателя напряжение питания,
затянуть контргайку резистора R5, снять резисторы, шунтирующие термодатчик и
термокомпенсатор.
Максимально-токовая защита настроена на 9—10-кратный номинальный ток пускателя. При управлении с помощью пускателя двигателем с номинальным током, меньшим номинального тока пускателя, максимально-токовая защита должна быть отстроена от пускового тока данного двигателя. Для этого отсоединяют силовые концы трансформаторов тока, а напряжение подают на пускатель, минуя трансформаторы тока. Первичные обмотки трансформаторов тока соединяют последовательно. Подключают к трансформаторам тока (зажимы Л1—Л2) нагрузочное устройство. Включают пускатель. В цепи трансформаторов тока кратковременно повышают ток до 7,5—8-кратного /ном двигателя и резистором R6 выставляют порог срабатывания защиты. Так как вторичные обмотки трансформаторов тока соединены на разность токов, во вторичной цепи (резистор R13) будет проходить сумма вторичных токов TAI и ТА2. Снимают нагрузочный ток, снимают и подают напряжение питания (снимают «память» зашиты). Повышают ток в первичных обмотках трансформаторов тока до срабатывания защиты, фиксируют значение тока срабатывания и умножают его на 0,865, таким образом получают значение тока срабатывания защиты.
Снимают
напряжение питания. Затягивают контргайку резистора R6, восстанавливают силовую
схему пускателя. На этом проверка пускателя заканчивается.
Тема 2.9. Ремонт трансформаторов.

Разборка трансформаторов
Разборку трансформатора при капитальном ремонте производят в следующем порядке. Из расширителя сливают масло, снимают газовое реле, предохранительную трубу и расширитель; ставят заглушки на отверстия в крышке бака. С помощью грузоподъемных механизмов стропами за подъемные кольца поднимают крышку с активной частью трансформатора. Приподняв ее на 10 — 15 см, осматривают состояние и положение уплотняющей прокладки, отделяют ножом ее от рамы бака и по возможности сохраняют для повторного применения. После этого извлекают из бака активную часть участками, удобными для работ по удалению масляных шламов, промывки обмоток и сердечника струей нагретого масла и дефектации. Затем активную часть устанавливают на заранее подготовленную площадку с поддоном. Подняв активную часть трансформатора на 20 см выше уровня бака, отодвигают бак в сторону, а активную часть для удобства осмотра и ремонта устанавливают на прочный помост. Обмотки очищают от грязи и промывают струей нагретого до 35 — 40 °С трансформаторного масла.
Если у трансформатора вводы расположены на стенках бака, то вначале снимают крышку, сливают масло из бака на 10 см ниже изоляторов ввода и, отсоединив вводы, снимают изоляторы, а затем вынимают активную часть из бака.
Разборку, осмотр и ремонт трансформатора проводят в сухом закрытом и приспособленном для производства этих работ помещении.
После выемки активной части проверяют состояние магнитопровода — плотность сборки и качество шихтовки, прочность креплений ярмовых балок, состояние изоляционных гильз, шайб и прокладок, степень затяжки гаек, шпилек, стяжных болтов, состояние заземления. Обращают особое внимание на состояние обмоток — расклиновку на стержнях магнитопрово-да и прочность посадки обмоток, отсутствие следов повреждений, состояние изоляционных деталей, прочность соединений выводов, демпферов.
В период капитального ремонта трансформатора помимо перечисленных работ при необходимости расшихтовывают ярмо магнитопровода с распрессовкой железа и снятием катушек обмоток.
Ремонт магнитопровода трансформатора
Наиболее распространенным типом магнитопровода силовых трансформаторов является плоский (стержневой) (рис. 123, а). Поперечное сечение ярма 6 и 7 выполняется прямоугольной формы, а стержня — в виде многоступенчатой фигуры 3, близкой к кругу. Магнитопровод стягивают ярмовыми балками 5 н 8 с помощью сквозных шпилек 4 и стяжных вертикальных шпилек 2.
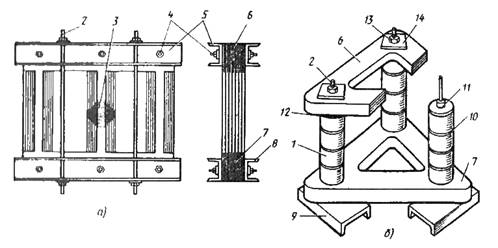
Рис. 123. Плоский (а) и пространственный (б) магнитопроводы
трансформатора:
1 — оси стержней; 2 — стяжные вертикальные шпильки: 3 - многоступенчатая фигура
стержня; 4 - сквозные шпильки; 5, 8 — ярмовые балки; 6, 7 — поперечные сечения
ярма; 9 — опорная балка; 10 — бандаж; 11 — изоляционная трубка; 12 —
изоляционная прокладка; 13 — тарельчатая пружина, 14 — изолирующая прокладка.
Трансформаторы мощностью 250 — 630 кВ•А выпускают с магнитопроводами бесшпилечной конструкции. Прессовку пластин стержней в этих трансформаторах производят посредством планок и клиньев, забиваемых между магнитопроводом и цилиндром. В последнее время промышленность изготовляем бссшпилсчныс трансформаторы мощностью 160 — 630 кВ•А с пространственным магнитопроводом (рис. 123, б). Магнитопровод такого трансформатора представляет собой жесткую конструкцию, вертикальные оси стержней 1 которой имеют пространственное расположение. Стальные листы стержня спрессованы бандажом 10 из изоляционного материала или стальной лентой с прокладкой изоляционного материала вместо шпилек. Верхнее и нижнее ярмо стягивают вертикальными стяжными шпильками 2 посредством гаек, под которые подкладывают тарельчатые пружины 13. Для изоляции шпилек от ярма используют изолирующие прокладки 14, а от стержней — изоляционные трубки 11. Вся конструкция магнитопровода крепится шпильками к опорным балкам 9.
Пространственный магнитопровод изготовляют стыковым вместо шихтованного, так как ярмо и стержни соединяют в магнитную цепь стыковкой. Для избежания замыкания между собой стали ярма и стержня между ними прокладывают изоляционную прокладку 12.
В ранее выпускаемых трансформаторах магнитопроводы стягивались горизонтальными шпильками, изолированными от стали магнитопровода и проходящими сквозь отверстия в пластинах.
Разборка магнитопровода заключается в следующем: отвертывают верхние гайки вертикальных шпилек и гайки горизонтальных шпилек, вынимают их из отверстий в ярме, снимают ярмовые балки и приступают к расшихтовке верхнего ярма магнитопровода, начиная с крайних пакетов по две-три пластины. Пластины складывают в той же последовательности, в какой извлекают из ярма, и связывают в пакеты.
В магнитопроводах, стянутых горизонтальными шпильками, часто повреждается изоляция шпилек, что приводит к замыканиям стальных пластин и вызывает сильный нагрев железа вихревыми токами. Во время ремонта магнитопровода такой конструкции изоляционную гильзу заменяют новой. При отсутствии запасных гильзу изготовляют из бакелитовой бумаги, наматывая ее на шпильку, пропитывают бакелитовым лаком и запекают. Изоляционные трубки для шпилек диаметром 12 — 25, 25 — 50 и 50 — 70 мм изготовляют с толщиной стенок 2 — 3, 3 — 4 и 5 — 6 мм соответственно. Нажимные изоляционные шайбы и прокладки для шпилек изготовляют из электротехнического картона толщиной 2 мм и более.
Восстановление нарушенной изоляции пластин магнитопровода начинают с кипячения листов в 10%-ном растворе едкого натра или в 20%-ном растворе тринатрийфосфата с последующей промывкой листов в горячей (50 — 60°С) проточной воде. После этого на подогретый до 120°С стальной лист тщательно наносят пульверизатором смесь из 90% лака № 202 горячей сушки и 10% чистого фильтрованного керосина. Можно использовать для изоляции пластин глифталевый лак № 1154 и растворители бензол и бензин. После нанесения слоя изоляции пластины сушат при 25 С в течение 7 ч. При больших объемах работ для лакировки пластин применяют специальные станки, а для запекания и сушки их — специальные печи.
При замене пришедших в негодность пластин используют изготовленные по образцам или шаблонам новые пластины стали. В этом случае раскрой листов выполняют так, чтобы шинная сторона пластин была вдоль направления проката ста-|и Отверстия для стяжных шпилек в пластинах делают штамповкой, а не сверлением. После изготовления пластины покрываю! изоляцией одним из вышеуказанных способов.
Шихтовку начинают с центрального пакета среднего стержня, закладывая пластины изолированной стороной внутрь ярма. Затем проводят шихтовку крайних пакетов, начиная с длинных пластин и не допуская перекрытия узких пластин стержней и зазоров в стыках. Отверстия в пластинах ярем должны точно совпадать с отверстиями в пластинах стержней. Пластины выравнивают ударами молотка по медной или алюминиевой шине. Хорошо сшихтованное ярмо не имеет зазоров между слоями пластин, пропусков, а также повреждений изоляции между пластинами в месте стыка.
После выравнивания верхнего ярма выполняют установку верхних ярмовых балок и прессовку с их помощью магнитопроиода и обмоток. Ярмовые балки в трансформаторах изолируют от пластин кольцеобразной шайбой из электрокартона толщииной 2-3 мм с прикрепленными по обеим сторонам подкладками.
С обеих сторон верхнего ярма устанавливают ярмовые балки в отверстия балок вводят четыре вертикальные стяжные шпильки с изолирующими трубками, на концы шпилек надевают картонные и стальные шайбы и затягивают гайками, Заземление вертикальных ярмовых балок проводят несколькими медными лужеными лентами.
На стяжных шпильках затягивают гайки, прессуя верхнее ярмо, и равномерно затягивают гайки вертикальных прессующих шпилек; прессуют обмотку, а затем окончательно опрессовывают верхнее ярмо. Измеряют сопротивление изоляции на шпильках мегаомметром, раскернивают гайки на шпильках, чтобы они не самоотвинчивались во время работы трансформатора.
Ремонт обмоток трансформатора
Обмотки силовых трансформаторов являются основным элементом активной части. В практике обмотки повреждаются значительно чаше других элементов трансформатора.
В зависимости от мощности и номинального напряжения в трансформаторах применяют различные конструкции обмоток. Так, в силовых трансформаторах мощностью до 630 кВ•А на низшем напряжении применяют главным образом одно- и двухслойные цилиндрические обмотки; мощностью до 630 кВ -А на высшем напряжении 6, 10 и 35 кВ применяют многослойные цилиндрические обмотки; мощностью 1000 кВ•А и более в качестве обмоток НН применяют винтовые обмотки. У винтовой обмотки ряды намотанных витков расположены так, что между ними образуются каналы для масла. Это улучшает условия охлаждения обмотки за счет потоков охлаждающего масла. Провода винтовой обмотки наматывают на бумажно-бакелитовые цилиндры или разрезные шаблоны с применением реек и прокладок из электротехнического картона, которые образуют вертикальные каналы вдоль внутренней поверхности обмотки, а также между ее витками. Винтовые обмотки обладают большой механической прочностью. Ремонт обмоток силовых трансформаторов может проводиться без расшихтовки или с расшихтовкой магнитопроводов.
Незначительную деформацию отдельных витков, повреждение небольших участков изоляции проводов, ослабление прессовки обмоток и т. д. устраняют без демонтажа активной части трансформатора.
При ремонте обмоток без их снятия деформированные витки обмоток выпрямляют ударами молотка по деревянной прокладке, наложенной на виток. При ремонте витковой изоляции без демонтажа обмоток используют маслостойкую лакоткань (марки ЛХСМ), которую накладывают на оголенный проводник витка. Проводник предварительно отжимают деревянным клином для удобства работы по изоляции витка. Ленту лакоткани наматывают внахлест с перекрытием предыдущего витка ленты на V2 часть ее ширины. На изолированный лакотканью виток накладывают общий бандаж из хлопчатобумажной ленты.
Подпрессовку ослабленных обмоток, конструкция которых не предусматривает прессующих колец, проводят с помощью дополнительных изолирующих прокладок из электротехнического картона или гетинакса. Для этого временно забивают деревянный клин в соседние ряды обмотки для ослабления плотности прокладок, обеспечивая таким образом вхождение забиваемой прессующей прокладки в ослабленном месте. Забивают прессующую прокладку и переходят к следующему месту. Эту работу проводят по всей окружности обмотки, забивая прокладки между ярмовой и дополнительной изоляцией.
Значительные повреждения обмоток (витковые замыкания, пробой изоляции обмоток на сталь магнитопровода или между обмотками ВН и НН и т. д.) устраняют после снятия обмоток.
Для демонтажа обмоток расшихтовывают магнитопровод трансформатора. Работу начинают с отвертывания верхних гаек вертикальных шпилек. Затем отвертывают гайки горизонтальных шпилек, извлекают из отверстия в ярме горизонтальные прессующие шпильки и снимают ярмовые балки. Одну из ярмовых балок предварительно маркируют условным обозначением (ВН или НН).
Расшихтовку пластин верхнего ярма магнитопровода начинают одновременно со стороны ВН и НН, вынимая по 2 - 3 пластины попеременно с крайних пакетов. Пластины укладывают в том же порядке, в каком они вынимались из ярма. и связывают в пакеты. Для предохранения пластин стержней магнитопровода от повреждения изоляции и рассыпания их связывают, продев кусок проволоки в отверстие для шпильки.
Демонтаж обмоток трансформаторов небольшой мощности производят вручную, а мощностью 630 кВ•А и выше — с помощью съемных приспособлений. Обмотку перед подъемом прочно обвязывают веревкой по всей длине и осторожно заводят под обмотку захваты приспособления.
Повреждённые катушки заменяют новыми. Если новая катушка при хранении могла увлажниться, то ее сушат в сушильной камере или инфракрасными лучами.
Медный провод вышедшей из строя катушки используют повторно. Для этого обжигают в печи изоляцию провода, промывают его в воде для удаления остатков изоляции, рихтуют и наматывают новую изоляцию. Для изоляции применяют кабельную или телефонную бумагу шириной 15 — 25 мм, навиваемую на провод в два или три слоя. Нижний слой накладывают встык, а верхний внахлестку с перекрытием предыдущего витка ленты на ½ или ¼ ее ширины. Полосы изолирующей ленты склеивают друг с другом бакелитовым лаком.
Часто для замены вышедшей из строя катушки изготавливают новую. Способ изготовления обмоток зависит от их типа и конструкции. Наиболее совершенной конструкцией является непрерывная обмотка, изготовляемая без разрывов. При изготовлении непрерывной обмотки провода наматывают на шаблон, обернутый листом электротехнического картона толщиной 0,5 мм. На цилиндре, установленном на обмоточном станке, укладывают рейки с дистанционными прокладками для образования каналов и закрепляют хлопчатобумажной лентой конец провода обмотки. Намотка витков непрерывной обмотки может производиться по ходу часовой стрелки (правого исполнения) и против хода часовой стрелки (левого исполнения). Включают станок и направляют провод обмотки равномерно по цилиндру. Переходы из одной катушки в другую при намотке определяют по расчетной записке и выполняют их в промежутке между одними и теми же двумя рейками. Места переходов проводов дополнительно изолируют коробочками из электротехнического картона, закрепленными хлопчатобумажной лентой. После окончания намотки делают отводы (наружные и внутренние), располагая их в соответствии с чертежами, и изолируют их. На торцах катушки устанавливают изоляционные опорные кольца и снимают ее со станка. Катушку стягивают металлическими плитами посредством стяжных шпилек и направляют на сушку в сушильную камеру.
Тема 2.10. Ремонт двигателей постоянного тока.
Машины повреждаются чаще всего из-за недопустимо длительной работы без ремонта, плохого эксплуатационного обслуживания или нарушения режима работы, на который они рассчитаны. Повреждения электрических машин бывают механические и электрические.
К механическим повреждениям относят: выплавку баббита в подшипниках скольжения; разрушение сепаратора, кольца, шарика или ролика в подшипниках качения; деформацию или поломку вала ротора (якоря); образование глубоких выработок («дорожек») на поверхности коллекторов и контактных колец; ослабление крепления полюсов или сердечника статора к станине; разрыв или сползание проволочных бандажей роторов (якорей); ослабление прессовки сердечника ротора (якоря) и др.
К электрическим повреждениям относят пробой изоляции на корпус; обрыв проводников в обмотке; замыкание между витками обмотки; нарушение контактов и разрушение соединений, выполненных пайкой или сваркой; недопустимое снижение сопротивления изоляции вследствие ее старения, разрушения или увлажнения и др.
Электрослесарь по ремонту электрических машин должен хорошо знать характерные признаки, а также способы выявления и устранения различных повреждений и неисправностей, возникающих в этих машинах.
Наиболее распространенные неисправности и возможные причины их возникновения в электрических машинах приведены в таблице 1.
Таблица 1 – Неисправности электрических машин и возможные причины их возникновения
![]()
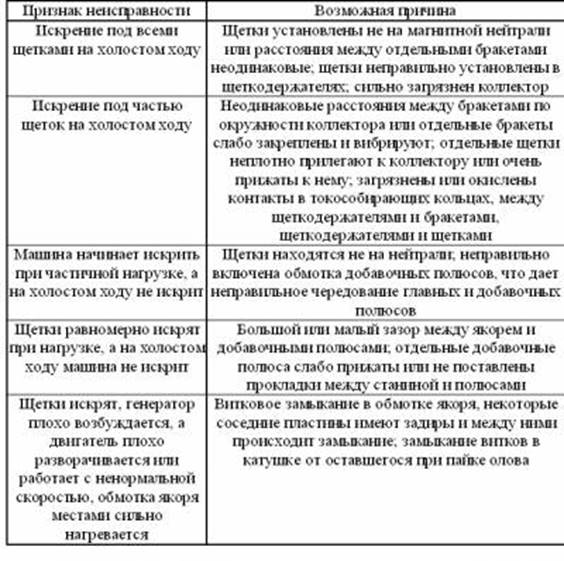
![]()
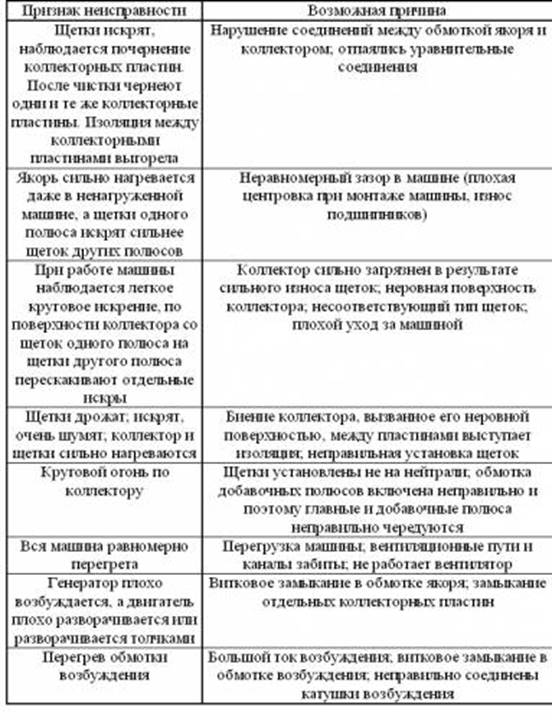
![]()
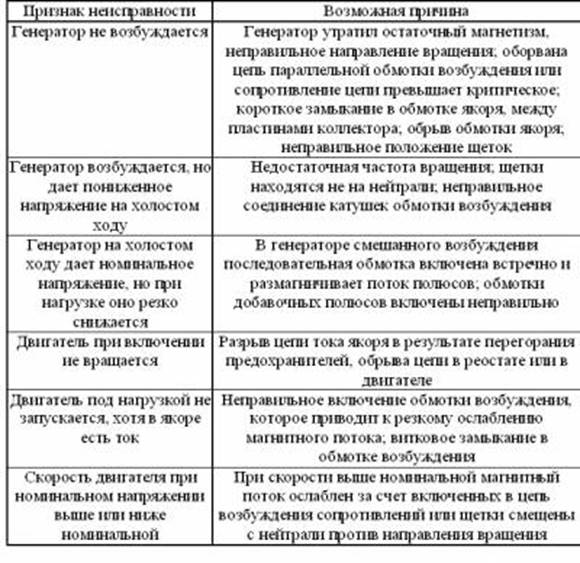
Отремонтированная электрическая машина должна удовлетворять требованиям, предъявляемым к ней стандартами или техническими условиями.
На ремонтных предприятиях проводят следующие виды испытаний: контрольные — для определения качества электрооборудования; приемосдаточные, проводимые при сдаче отремонтированного электрооборудования ремонтным предприятием и приеме заказчиком; типовые испытания, проводимые после внесения изменения в конструкцию электрооборудования или технологию его ремонта для оценки целесообразности внесенных изменений. В ремонтной практике чаще всего применяют контрольные и приемосдаточные испытания.
Каждая электрическая машина после ремонта вне зависимости от его объема подвергается приемосдаточным испытаниям. При испытаниях, выборе измерительных приборов, сборке схемы измерений, подготовке испытываемой электрической машины, установлении методики и норм испытаний, а также для оценки результатов испытаний используют соответствующие стандарты и инструкции.
Если при ремонте машины не изменена ее мощность или частота вращения, то после капитального ремонта машину подвергают контрольным испытаниям, а при изменении мощности или частоты вращения — типовым испытаниям.
В ремонтной практике встречаются главным образом следующие виды испытаний: до начала ремонта и в процессе его для уточнения характера неисправности; вновь изготовленных деталей машины; собранной после ремонта машины. Общие указания по программе и методике испытаний электрических машин приведены в ГОСТе.
Испытания и проверки собранной после ремонта машины проводят в такой последовательности:
– проверка сопротивления изоляции всех обмоток относительно корпуса и между ними;
– проверка правильности маркировки выводных концов;
– измерение сопротивления обмоток постоянному току;
– проверка коэффициента трансформации асинхронных двигателей с фазным ротором;
– проведение опыта холостого хода;
– испытание на повышенную частоту вращения;
– испытание межвитковой изоляции;
– испытание электрической прочности изоляции.
В зависимости от характера и объема произведенного ремонта иногда ограничиваются выполнением лишь части перечисленных испытаний. Если испытания проводят до ремонта с целью выявления дефекта, достаточно провести часть программы испытаний.
Основными показателями качества произведенного ремонта, определяющими надежность работы отремонтированной электрической машины, являются сопротивление ее изоляции и способность воспринимать номинальную нагрузку.
Поэтому при должном соблюдении технологии выполнения ремонтных операций в ремонтной практике в ряде случаев ограничиваются только испытаниями изоляции и послеремонтной проверкой нагрузочной способности электрической машины.
Сопротивление изоляции испытывают мегомметром, а нагрузочную способность — электромагнитным тормозом. Испытания изоляции электрических машин напряжением до 1000В производят мегомметром Ml 101.
В процессе изготовления обмоток ремонтируемых машин выполняют мегомметром Ml 101 необходимые испытания при каждом переходе от одной технологической операции к другой. По мере выполнения операций изготовления обмотки и движения к завершающей стадии испытательные напряжения снижаются, приближаясь к наименьшим допустимым, предусмотренным соответствующими нормами. Это объясняется тем, что после выполнения очередных технологических операций сопротивление изоляции элементов обмотки может снижаться, и если на последующих стадиях ремонта не снижать испытательные напряжения, то возможен пробой изоляции в такой момент готовности обмотки, когда для устранения дефекта потребуется переделка всей ранее проделанной работы.
Испытательные напряжения должны быть такими, чтобы в процессе испытаний выявлялись дефектные участки, но в то же время не повреждалась исправная часть изоляции.
В перечень испытаний входит измерение сопротивления изоляции обмоток до и после пропитки и сушки. Кроме того, испытывают электрическую прочность изоляции обмоток приложением высокого напряжения.
Сопротивление изоляции обмоток электрических машин напряжением до 660 В, измеренное мегомметром на 1000 В после пропитки и сушки, должно быть не ниже: после полной перемотки обмоток — 3 МОм у статора, 2 МОм у ротора; после частичной перемотки обмоток — 1 МОм у статора; 0,5 МОм у ротора.
Указанные сопротивления изоляции обмоток не нормированы, а рекомендуются исходя из практики ремонта и эксплуатации отремонтированных электрических машин.
Тема 2.11. Генераторы
Генераторами называются машины, преобразующие механическую энергию в электрическую. Принцип действия генератора основан на явлении электромагнитной индукции, когда в проводнике, двигающемся в магнитном поле и пересекающем его магнитные силовые линии, индуктируется ЭДС. Следовательно, такой проводник может нами рассматриваться как источник электрической энергии.
Способ получения индуктированной ЭДС, при котором проводник перемещается в магнитном поле, двигаясь вверх или вниз, очень неудобен при практическом его использовании. Поэтому в генераторах применяется не прямолинейное, а вращательное движение проводника.
Основными частями всякого генератора являются: система магнитов или чаще всего электромагнитов, создающих магнитное поле, и система проводников, пересекающих это магнитное поле.
Возьмем проводник в виде изогнутой петли, которую в дальнейшем будем называть рамкой (рис. 1), и поместим ее в магнитное поле, создаваемое полюсами магнита. Если такой рамке сообщить вращательное движение относительно оси 00, то стороны ее, обращенные к полюсам, будут пересекать магнитные силовые линии и в них будет индуктироваться ЭДС.
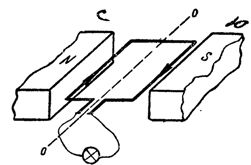
Рис. 1. Индуктирование ЭДС в пелеобразном проводнике (рамке), вращающемся в магнитном поле
Присоединив к рамке при помощи мягких проводников электрическую лампочку, мы этим самым замкнем цепь, и лампочка загорится. Горение лампочки будет продолжаться до тех пор, пока рамка будет вращаться в магнитном поле. Подобное устройство представляет собой простейший генератор, преобразующий механическую энергию, затрачиваемую на вращение рамки, в электрическую энергию.
Такой простейший генератор имеет довольно существенный недостаток. Через небольшой промежуток времени мягкие проводника, соединяющие лампочку с вращающейся рамкой, скрутятся и разорвутся. Для того чтобы избежать подобных разрывов в цепи, концы рамки (рис.2) присоединяются к двум медные кольцам 1 и 2, вращающимся вместе с рамкой.
Эти кольца получили название контактных колец. Отведение электрического тока с контактных колец во внешнюю цепь (к лампочке) осуществляется упругими пластинками 3 и 4, прилегающими к кольцам. Эти пластинки называются щетками.
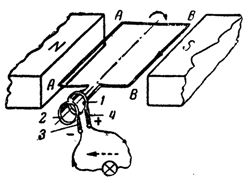
Рис. 2. Направление индуктированной ЭДС (и тока) в проводниках А и Б рамки, вращающейся в магнитном поле: 1 и 2 - контактные кольца, 3 и 4 - щетки.
При таком соединении вращающейся рамки с внешней цепью разрыва соединительных проводов не произойдет, и генератор будет работать нормально.
Рассмотрим теперь направление индуктирующейся в проводниках рамки ЭДС или, что то же самое, направление индуктированного в рамке тока при замкнутой внешней цепи.
При направлении вращения рамки, которое показано на рис. 2, в левом проводнике АА ЭДС будет индуктироваться в направлении от нас за плоскость чертежа, а в правом ВВ — из-за плоскости чертежа на нас.
Так как обе половины проводника рамки соединены между собой последовательно, то индуктированные ЭДС в них будут складываться, и на щетке 4 будет положительный полюс генератора, а на щетке 3 отрицательный.
Проследим за изменением индуктированной ЭДС за полный оборот рамки. Если рамка, вращаясь в направлении часовой стрелки, повернется на 90° от положения, изображенного на рис. 2, то половинки ее проводника в этот момент будут двигаться вдоль магнитных силовых линий, и индуктирование ЭДС в них прекратится.
Дальнейший поворот рамки еще на 90° приведет к тому, что проводники рамки снова будут пересекать силовые линии магнитного поля (рис. 3), но проводник АА будет при этом по отношению к силовым линиям двигаться не снизу вверх, а сверху вниз, проводник же ВВ, наоборот, будет пересекать силовые линии, двигаясь снизу вверх.
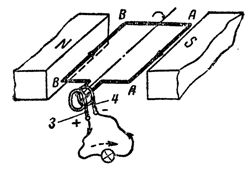
Рис. 3. Изменение направления индуктированной э. д. с. (и тока) при повороте рамки на 180° по отношению к положению, приведенному на рис. 2.
При новом положении рамки направление индуктированной ЭДС в проводниках АЛ и ВВ изменится на обратное. Это следует из того, что самое направление, в котором каждый из этих проводников пересекает в этом случае магнитные силовые линии, изменилось. В результате полярность щеток генератора также изменится: щетка 3 станет теперь положительной, а щетка 4 отрицательной.
Вращая рамку дальше, снова будем иметь движение проводников АА и ВВ вдоль магнитных силовых линий, а в дальнейшем — повторение всех процессов сначала.
Таким образом, за один полный оборот рамки индуктированная ЭДС дважды меняла свое направление, причем величина ее за это же время также дважды достигала наибольших значений (когда проводники рамки проходили под полюсами) и дважды равнялась нулю (в моменты движения проводников вдоль магнитных силовых линий).
Вполне понятно, что изменяющаяся по направлению и величине ЭДС вызовет в замкнутой внешней цепи изменяющийся по направлению и величине электрический ток.
Так, например, если к зажимам данного простейшего генератора присоединить электрическую лампочку, то за первую половину оборота рамки электрический ток через лампочку будет идти в одном направлении, а за вторую .половину оборота — в другом.
Для начала желательно определить какую номинальную мощность должна иметь Ваша электростанция. Для этого посчитайте количество источников потребителей электрической энергии, которые Вы планируете одновременно подключать, и определите их суммарную мощность. После определения суммарной мощности, следует расчёт электричества сделать с запасом. Так как оптимальный режим работы электростанции - это работа на 80% нагрузке, для нормальной работы электростанции следует добавить 20-30% для обеспечения запаса мощности.
Идеальным выбором для владельцев загородных домов станут бензиновые генераторы SADKO с 4-тактным двигателем мощностью и верхним расположением клапанов (OHV).
Практический опыт их эксплуатации говорит о том, что для работы нескольких лампочек, холодильника и телевизора вполне достаточно бензогенератора средней мощности на 2 – 2,5 кВт. Для работы одновременно нескольким электроинструментом в саду или мастерской, вполне подойдет бензогенератор мощностью до 6 кВт. Владельцу загородного дома, которого беспокоят перебои с электроэнергией, необходимо приобрести бензиновый генератор мощностью 6 кВт.
Правильное определение необходимой мощности электростанции позволит предварительно определиться и с типом двигателя.
Для ответа на этот вопрос необходимо понять, для какой цели нужна электростанция. Если электростанция небходима для бытовых нужд (дом, дача, мастерская, сад, небольшая стройка и т.д.) в обычном режиме эксплуатации, лучше приобретать генератор с бензиновым двигателем. На сегодняшний день в сегменте электростанций средней мощности бензиновых генераторов продается на порядок больше чем дизельных. И основная причина этому – широкий выбор бензогенераторов, более низкая цена, удобство в эксплуатации, небольшой вес, легкий ручной старт и т.п. При равных мощностях стоимость и вес дизельного генератора всегда значительно выше, чем у бензинового.
ТМ «SADKO» предлагает самые надёжные в своём классе генераторы SADKO с 4-тактным бензиновым двигателем, с верхним расположением клапанов. Наши генераторы прошли самые серьёзные испытания на прочность. У них есть множество дополнительных возможностей. Прежде всего - автоматический контроль уровня масла в двигателе, наличие антивибрационной системы, высокий уровень шумоизоляции, который снижает его шумность, увеличенный объём бака, благодаря чему увеличивается время бесперебойной работы и многие другие параметры. Компактные и высоконадёжныебензиновые электростанции SADKO возьмут на себя решение тех проблем с энергообеспечением, которые пока, к сожалению, остаются актуальными в нашей стране.
Если же Вам нужен генератор для продолжительной эксплуатации (например, на крупной стройплощадке), или в качестве постоянного источника электроэнергии в течение длительного времени, свой выбор следует остановить на дизель генераторе. Преимущественно дизель-генераторы используют в качестве резервного или основного источника электроэнергии на предприятиях, в строительстве, а также разных промышленных объектах.
Как видим, разные генераторные установки используются по разным назначениям.
И все же, говоря об электрогенераторах малой и средней мощности для использования в бытовых целях, следует признать, что дизельные электростанции здесь пользуются меньшей популярностью, чем бензиновые генераторы, в первую очередь, по причине своей высокой стоимости.
Асинхронный генератор – представляет собой установку из генератора и асинхронного двигателя, работающего в режиме торможения. Ротор такого двигателя вращается в одном направлении с магнитным полем статора, но с опережением. Такие агрегаты устойчивы к короткому замыканию, стоят дешевле, отличаются простотой обслуживания. Но, с другой стороны, они очень чувствительны к перегрузкам при подключении приборов с электродвигателями. Зато асинхронные генераторы отлично подойдут для таких основных омических потребителей как телевизор, компьютер, печь СВЧ, электрочайник, лампочка и др.
Главное преимущество синхронных электрогенераторов – высокая равномерная стабильность выходного напряжения. Синхронные генераторы больше подходят для запуска оборудования с электродвигателями, подключения приборов с высокими стартовыми нагрузками. Это электродвигатели, насосы, компрессоры, электроинструменты и т.д.

Не редки случаи, когда покупатель приобрел бензиновый генератор, для дома соблазнившись на его низкую цену и не углубившись в тип электростанции: синхронный или асинхронный. Он подключает электростанцию: лампочки в доме светят, чайник работает, а вот самый главный прибор – котел отопления не запускается, и как следствие - в доме холод. Казалось бы, почему котел не запускается? Ведь его потребляемая мощность составляет всего 50-60 Вт. Но для запуска бытовой современной техники нужна не только мощность, но и частота напряжения в 50 Гц. Правильную и стабильную частоту может выдать только качественный синхронный генератор. Все электростанции Садко оснащены синхронными генераторами, а также для большей надежности в них встроенный автоматический регулятор напряжения, что дает возможность выдавать частоту в 50 Гц и 220 Вт при любых оборотах двигателя.
Однозначного ответа на этот, казалось бы, простой вопрос не может быть в принципе, поэтому, выбирая электрогенератор, обратитесь к специалистам нашей компании, которые помогут Вам совершить правильный выбор установки.
Однофазные генераторы (220 В) применяются при использовании однофазных электропроводок и электроприборов. Если у вас нет трёхфазных потребителей электроэнергии, то вам однозначно нужен однофазный генератор.
Трёхфазные электростанции на 380 В широко применяются в промышленных целях, а также для частных домов, с трехфазной разводкой сети. Трёхфазную электростанцию, можно использовать и для питания однофазных приборов, подключив их на разные фазы. При этом нужно, чтобы нагрузка на всех трёх фазах была примерно одинаковой.
Таким образом, для дачи наиболее целесообразно выбрать однофазный генератор.
Именно поэтому однофазные электростанции SADKO более распространенные (ведь напряжение до 230 В в бытовых целях будет вполне достаточно).

В зависимости от требуемых целей и задач, Вы можете выбрать генератор разных «весовых категорий». Если Вы планируете использовать генератор в качестве портативного источника энергии (для путешествий, туристических целей и т.д.), то его вес имеет не малое значение при выборе подходящей модели. В широком ассортименте бензогенераторов SADKO представлены как легкие портативные электростанции мощностью 800 Вт, которые удобно переносить в руках или транспортировать, так и мощные, более тяжелые модели.
Таковы основные правила выбора портативного генератора.
Тема 2.12. Ремонт двигателей переменного тока
|
Неисправность |
Возможная причина |
|
Не развивает номинальную скорость вращения и гудит |
Одностороннее притяжение ротора вследствие: а) износа подшипников; б) перекоса подшипниковых щитов; в) изгиба вала |
|
Плохо развивает скорость и гудит, ток во всех трех фазах различен и даже на холостом ходу превышает номинальный |
1. Неправильно соединены обмотки и одна из фаз оказалась "перевернутой" 2. Оборван стержень обмотки ротора |
|
Ротор не вращается или вращается медленно, двигатель гудит |
Оборвана фаза обмотки статора |
|
Вибрирует вся машина |
1. Нарушено центрирование соединительных полумуфт или соосность валов 2. Неуравновешены ротор, шкив и полумуфты |
|
Вибрация исчезает после отключения от сети, ток в фазах статора становится неодинаков, один из участков обмотки статора быстро нагревается |
Короткое замыкание в обмотке статора |
|
Перегревается при номинальных перегрузках |
1. Витковое замыкание в обмотке статора 2. Загрязнение обмоток или вентиляционных каналов |
|
Низкое сопротивление |
1. Увлажнение или загрязнение обмоток 2. Старение изоляции |
Электрическая машина, поступающая для ремонта, должна быть укомплектована всеми необходимыми деталями, очищена от грязи и пыли, шкив или полумуфта должны быть сняты. Нужно проверить состояние корпуса, крепящих деталей, фланцев, панелей зажимов, выводных концов, осмотреть подшипниковые щиты. Замерить величину воздушного зазора не менее чем в четырех точках с обеих сторон машины, а также величину осевого перемещения ротора, проверить целостность обмоток, замерить их омическое сопротивление и сопротивление изоляции.
Измерение сопротивления изоляции выполняют мегаомметром 1000-2500 В.
Измерение сопротивления обмоток или ее частей рекомендуется производить универсальным мостом сопротивлений или специальными щупами методом амперметр-вольтметр. Кроме того существуют специальные аппараты СМ-1, СМ-2 или ЕЛ-1, позволяющие определить витковые замыкания, обрывы в обмотках, нахождение паза с короткозамкнутым витком, правильность соединения обмоток, маркировку выводных концов и другие повреждения.
Если неисправности, выявленные при внешнем осмотре, не препятствуют включению машины под напряжение, ее запускают вхолостую. При этом контролируют вибрацию, нагрев отдельных частей, обращают внимание на уровень шума.
Температуру отдельных доступных мест электродвигателя определяют спиртовыми термометрами палочного типа, имеющими цилиндрическую форму и сравнительно небольшие размеры по высоте и оп диаметру (6-7мм). Резервуар термометра обертывают фольгой, чтобы можно было плотнее прижать к нагретой поверхности. Широко распространенный способ измерения температуры - термопара с индикатором температуры. Температура подшипника может быть выше нормы в результате повреждения его или отсутствия смазки.
Результаты осмотра, замеров и наблюдений заносят в протокол, журнал или ведомость дефектов (ремонтную ведомость), которые являются основными документами для ремонта.
При текущем ремонте электрических машин производятся следующие работы:
проверка степени нагрева корпуса и подшипников, равномерности воздушного зазора между статором и ротором, отсутствия ненормальных шумов в работе электродвигателя;
чистка и обдувка электродвигателя без его разборки, подтяжка контактных соединений у клеммных щитков и присоединений проводов;
смена и долив масла в подшипники.
При необходимости производят:
полную разборку электродвигателя с устранением повреждений отдельных мест обмотки без ее замены;
промывку узлов и деталей электродвигателя:
замену неисправных пазовых клиньев и изоляционных втулок, мойку, пропитку и сушку обмотки электродвигателя, покрытие обмотки покрывным лаком, проверку крепления вентилятора и его ремонт, проточку шеек ротора и ремонт беличьей клетки (в случае необходимости), смену фланцевых прокладок;
замену изношенных подшипников качения;
промывку подшипников скольжения и при необходимости их перезаливки, при необходимости их перезаливки, при необходимости заварку и проточку крышек электродвигателя, сборку и проверку работы электродвигателя на холостом ходу и под нагрузкой.
При капитальном ремонте производятся следующие работы: полная или частичная замена обмотки; правка, проточка шеек или замена вала ротора; балансировка ротора; замена вентилятора и фланцев; чистка, сборка и окраска электродвигателя и испытание его под нагрузкой.
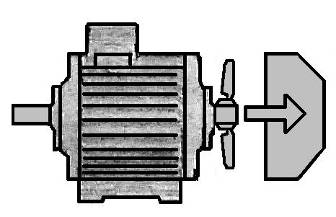
Рис.4. Снятие кожуха вентилятора.
Разборку производят осторожно, избегая ударов молотком или больших усилий. Туго отвинчивающиеся болты или гайки предварительно смачивают керосином и оставляют на несколько часов, чтобы они легче отвинчивались.

Рис.5. Снятие вентилятора.
На основные узлы и детали навешивают бирки, на которых указывают принадлежность их к данному двигателю. Мелкие детали складывают в ящики. Болты, гайки и шпильки после разборки ввертывают на место во избежание их потери.
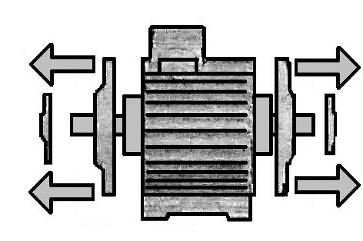
Рис.6. Снятие крышек подшипников и подшипниковых щитов.
Отвинчивают болты крепления фланцев подшипников, снимают фланцы, ослабляют крепления. Отвинчивают болты, крепящие подшипниковый щит к корпусу. Не снимая щит, наносят на него и корпус метки, по которым при сборке машины щит устанавливают на свое место. Легкими ударами молотка через деревянную прокладку по выступающим частям щита отделяют его от корпуса. Чтобы предохранить ротор
И статор от повреждения при ремонте тяжелых двигателей, до отделения подшипниковых щитов от корпуса ротор подвешивают при помощи подъемного приспособления. Отделив подшипниковый щит от корпуса, передвигают его вдоль вала машины. Чтобы не повредить железо и изоляцию обмоток при снятии щита, предварительно в воздушный зазор между ротором и статором кладут лист плотного картона, на который и ляжет ротор, когда щит будет снят.
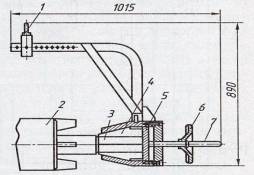
Рис.7. Извлечение ротора из статора.
В небольших машинах после снятия обоих подшипниковых щитов ротор вынимают вручную. В крупных машинах ротор вынимают подъемными приспособлениями. При выемке ротора следят за тем, чтобы он двигался строго по оси машины.


Рис.8. Снятие подшипников.
Шарико- и роликоподшипники снимают с вала съемником. Захваты съемника накладывают на внутреннее кольцо подшипника. В трудных случаях подшипники до съема прогревают, поливая их горячим маслом температурой не более 100° С.
Втулки или вкладыши подшипников скольжения выбивают или выпрессовывают из подшипниковых щитов. В первом случае слегка ударяют молотком по деревянной выколотке, которую прикладывают к торцевой стороне втулки. При этом щит помещают на деревянную подставку, имеющую отверстие, диаметр которого должен быть больше наружного диаметра выбиваемой втулки. Во втором случае пользуются несложным приспособлением, при помощи которого втулку можно выпрессовать и опять запрессовать.
Ремонт сердечников. Сердечники (активная сталь) одновременно служат магнитопроводом и остовом для размещения и укрепления обмотки. При ремонте и замене обмотки необходимо проверить сердечники и устранить обнаруженные дефекты. Основные неисправности сердечников статора и ротора, их причины, а также способы устранения приведены в таблице:
|
Неисправность |
Причина |
Ремонт |
|
Ослабление прессовки |
Выпадение вентиляционных распорок. Ослабление стяжных болтов. Отлом и выпадение отдельных зубцов |
Ремонт распорок Подтянуть болты Забить и укрепить клинья |
|
Распушение зубцов |
Слабые крайние листы или нажимные шайбы |
Подпрессовка. Усиление крайних листов |
|
Нагрев сердечника |
Заусенцы. Зашлифованные места. Механические повреждения поверхности сердечников Порча изоляции стяжных болтов |
Расчистка Замена изоляции |
|
Выгорание участков |
Пробой изоляции обмотки на сталь |
Расчистка. Перешихтовка |
|
Деформация стали |
Неправильная сборка или монтаж машины. Механические повреждения |
Расчистка. Перешихтовка. Правка
|
Ремонт вала. Формы валов электрических машин с указанием посадок и шероховатостей показаны на рис.9:

Вал может иметь следующие повреждения: изгиб, трещины, задиры и царапины шеек, общую выработку, конусность и овальность шеек, развал шпоночных канавок, забоины и расклепывание торцов, смятие и износ резьбы на концах вала, потерю напряженности посадки на валу сердечника и в редких случаях поломку вала.
Ремонт валов является ответственной работой и имеет специфические особенности, так как ремонтируемый вал очень сложно отделить от сопряженного с ним сердечника. Допустимая норма на обточку шеек вала составляет 5 - 6% от его диаметра; допустимая конусность 0,0003, овальность 0,002 от диаметра. Валы, имеющие трещины глубиной более 10-15% размера диаметра при длине более 10% длине вала или периметра, подлежат замене. Общее количество вмятин и углублений не должно превышать 10% посадочной поверхности под шкив или муфту и 4% под подшипник.
Ремонт станин и подшипниковых щитов. Основные повреждения станин и подшипниковых щитов: поломка лап крепления станины; повреждение резьбы в отверстиях станины; трещины и коробление подшипниковых щитов; износ посадочной поверхности отверстия щита под посадку подшипника.
Ремонт станины и подшипниковых щитов заключается в заварке трещин, приварке отбитых лап, восстановлении изношенных посадочных мест, разрушенной резьбы в отверстиях и удалении оставшихся оторванных.

Рис.10. Заливка вкладыша центробежным способом
Частота вращения патрона при заливке подшипников баббитом центробежным способом:
|
Внутренний диаметр подшипника, мм |
Частота вращения патрона, об/мин |
Внутренний диаметр подшипника, мм |
Частота вращения патрона, об/мин |
||
|
Б16, БН |
Б83 |
Б16, БН |
Б83 |
||
|
30 40 50 60 70 80 90 |
1490 1250 1150 1060 980 910 850 |
1670 1400 1290 1190 1100 1020 960 |
100 110 120 130 140 150 160 |
810 770 740 710 680 660 640 |
910 870 830 800 770 740 720 |
Основные требования к установке подшипников скольжения:
рабочие части вкладышей подшипников должны быть пригнаны (шабрением по шейкам в средней их части по дуге от 60 до 120°);
норма поверхности соприкосновения (при проверке на краску) шейки вала и нижнего вкладыша - два пятна на 1 см2 поверхности на дуге 60-90°; наличие плотных поясов по концам шейки вала и верхнего вкладыша - одно пятно на 1см2.
Повреждения и замена подшипников качения. Основным повреждением подшипников качения является износ рабочих поверхностей: обоймы, сепаратора, кольца, шариков или роликов, а также наличие глубоких рисок и царапин, следов коррозии, появления цветов побежалости. Ремонт подшипников качения в ЭлРЦ не производят, а заменяют новыми. У электромашин средней мощности срок службы подшипников качения составляет 2 - 5 лет в зависимости от размера двигателя и режима его работы. Допустимые радиальные зазоры в подшипниках качения электрических машин:
Основные требования к установке подшипников качения:
внутренние кольца подшипников должны быть насажены на вал плотно;
наружные кольца подшипников должны быть вставлены в расточки подшипниковых щитов свободно с зазором 0,05 - 0,1 мм по диаметру;
|
Внутренний диаметр подшипника, мм |
Осевая игра в однорядных шарикоподшипниках, мм, для серии |
Радиальный зазор, мм |
|||
|
200 |
300 |
в новых однорядных шарикопод-шипниках |
в новых роликопод-шипниках |
Наибольший допустимый при износе подшипников |
|
|
20 - 30 30 - 50 50 - 80 80 - 100 100 - 120 |
---- 0,12 - 0,22 0,14 - 0,32 0,25 - 0,43 0,25 - 0,46 |
---- 0,13 - 0,23 0,17 - 0,38 0,29 - 0,50 0,32 - 0,56 |
0,01 - 0,02 0,01 - 0,02 0,01 - 0,02 0,02 - 0,03 0,02 - 0,04 |
0,02 - 0,05 0,02 - 0,06 0,02 - 0,06 0,04 - 0,08 0.05 - 0.09 |
0,1 0,2 0,2 0,3 0,3 |
осевой зазор (величина осевого перемещения одной обоймы относительно другой) не должен превышать 0,3 мм.
Ремонт уплотнений. Попадание смазки из подшипников внутрь электрических машин происходит из-за конструктивных недостатков, неправильного монтажа уплотнений и неправильного применения смазки. Кольцо с зубчиками, насаженное на вал дополнительно к обычному сальниковому уплотнению, не допускает попадания смазки внутрь машины. Для установки такого кольца необходимо укоротить вкладыш подшипника кольцевой смазки.
Для устранения сильной утечки смазки внутрь машины на вал насаживают маслоотражательное кольцо с наклонными отражателями для отбрасывания масла в подшипник. При сильной осевой вентиляции следует устанавливать дополнительные уплотнения лабиринтного типа. Ремонт уплотняющих устройств заключается в замене шпилек с поврежденной резьбой, сверлении и нарезке резьбы в новых отверстиях уплотняющих колец.
Балансировка роторов. Для обеспечения работы электрической машины вибраций после ремонта ротор в сборе со всеми вращающимися частями (вентилятором, кольцами муфтой, шкивом и т.п.) подвергают балансировке.
Различают статическую и динамическую балансировку. Первую рекомендуют для машин с частотой вращения до 1000 об/мин и коротким ротором, вторую дополнительно к первой - для машин с частотой вращения более 1000 об/мин и для специальных машин с удлиненным ротором. Статическую балансировку производят на двух призматических линейках, точно выверенных по горизонтали. Хорошо сбалансированный ротор остается неподвижным, находясь в любом положении относительно своей горизонтальной оси. Балансировку ротора проверяют для 6 - 8 положений ротора, поворачивая его вокруг оси на угол 45-60°. Балансировочные грузы закрепляют сваркой или винтами. Свинцовые грузы забивают в специальные канавки, имеющие форму ласточкина хвоста.
При динамической балансировке место расположения определяют по величине биения (вибрации) при вращении ротора.
Динамическую балансировку производят на специальном балансировочном станке. Установленный для проверки вращающийся ротор при неуравновешенности начинает вместе с подшипниками вибрировать.

Рис.11. Станок для динамической балансировки роторов:
1 - стойка; 2 - балансируемый ротор; 3 - индикатор стрелочный; 4 - муфта; 5 - привод
Чтобы определить место неуравновешенности, один из подшипников закрепляют неподвижно, тогда второй при вращении продолжает вибрировать. К ротору подводят острие цветного карандаша или оставляют на нем метку. При вращении ротора в обратном направлении стой же скоростью тем же способом наносят вторую метку. По среднему положению между двумя полученными метками определяют место наибольшей неуравновешенности ротора.
В диаметрально противоположной по отношению к месту наибольшей неуравновешенности точке закрепляют балансировочный груз или высверливают отверстие в точке наибольшей неуравновешенности. После этого аналогичным способом определяют неуравновешенность второй стороны ротора.
Сбалансированную машину устанавливают на гладкую горизонтальную плиту. При удовлетворительной балансировке машина, работающая с номинальной частотой вращения, не должна иметь качаний и перемещений по плите. Проверку производят на холостом ходу в режиме двигателя.
Ремонт обмоток. Перед ремонтом обмоток необходимо точно определить характер неисправности. Часто направляются в ремонт исправные электродвигатели, ненормально работающие в результате повреждения питающей сети, приводного механизма или неправильной маркировки выводов.
Технологический процесс полной перемотки статора асинхронного электродвигателя.
Операция
Ремонтные работы
Оборудование, инструмент,
Приспособление
Демонтаж обмотки статора
Освобождают от крепления лобовые части катушек и соединительные провода после отжига статора; разрезают соединения между катушками и фазами; осаживают клинья вниз и выбивают их из пазов статора; удаляют обмотку из пазов; очищают пазы, продувают и протирают
Приспособления для демонтажа статорных обмоток и очистки пазов
Заготовка изоляции и гильзовка пазов статора электродвигателя
Устанавливают статор на кантователь, замеряют длину и ширину паза; изготавливают шаблон, нарезают гильзы из прессшпана, пояски и другой изоляционный материал; устанавливают гильзы и укладывают пояски
Кантователь статоров
Намотка катушек статора на намоточном станке
Распаковывают бухту, измеряют провода, устанавливают бухту на вертушку; закрепляют провода в поводке; определяют размер витка катушки. Устанавливают шаблон; наматывают катушечную группу, отрезают провод, перевязывают намотанную катушку в двух местах и снимают ее с шаблона.
Микрометр, универсальный шаблон, намоточный станок
Укладка катушек в статор
Укладывают катушки в пазы статора. Устанавливают прокладки между катушками в пазах и в лобовых частях.
Уплотняют провода в пазах и оправляют лобовые части; закрепляют катушки в пазах клиньями, изолируют концы катушек лакотканью и киперной лентой.
Инструмент обмотчика, баночка с клеем
Сборка схемы обмотки статора
Зачищают концы катушек и соединяют их по схеме; сваривают электросваркой (паяют) места соединений, заготавливают и присоединяют выводные концы; изолируют места соединений; бандажируют схему соединения и выправляют лобовые вылеты; проверяют правильность соединения и изоляцию
Напильник, нож, плоскогубцы, молоток. Электродуговой паяльник, мегомметр, контрольная лампа.
|
Сушка и пропитка обмотки статора лаком |
Загружают статор в сушильную камеру при помощи подъемного механизма; выгружают из камеры после просушки обмотки; пропитывают обмотку статора в ванне, дают стечь после пропитки, снова загружают в камеру; сушат; вынимают из камеры и удаляют подтеки лака с активной части магнитопровода растворителем |
Сушильная камера |
|
Покрытие лобовых частей обмотки электроэмалью |
Покрывают лобовые части обмотки статора электроэмалью |
Кисть или пульверизатор |

Рис.12. Укладка в пазы катушек всыпной обмотки
Скачано с www.znanio.ru










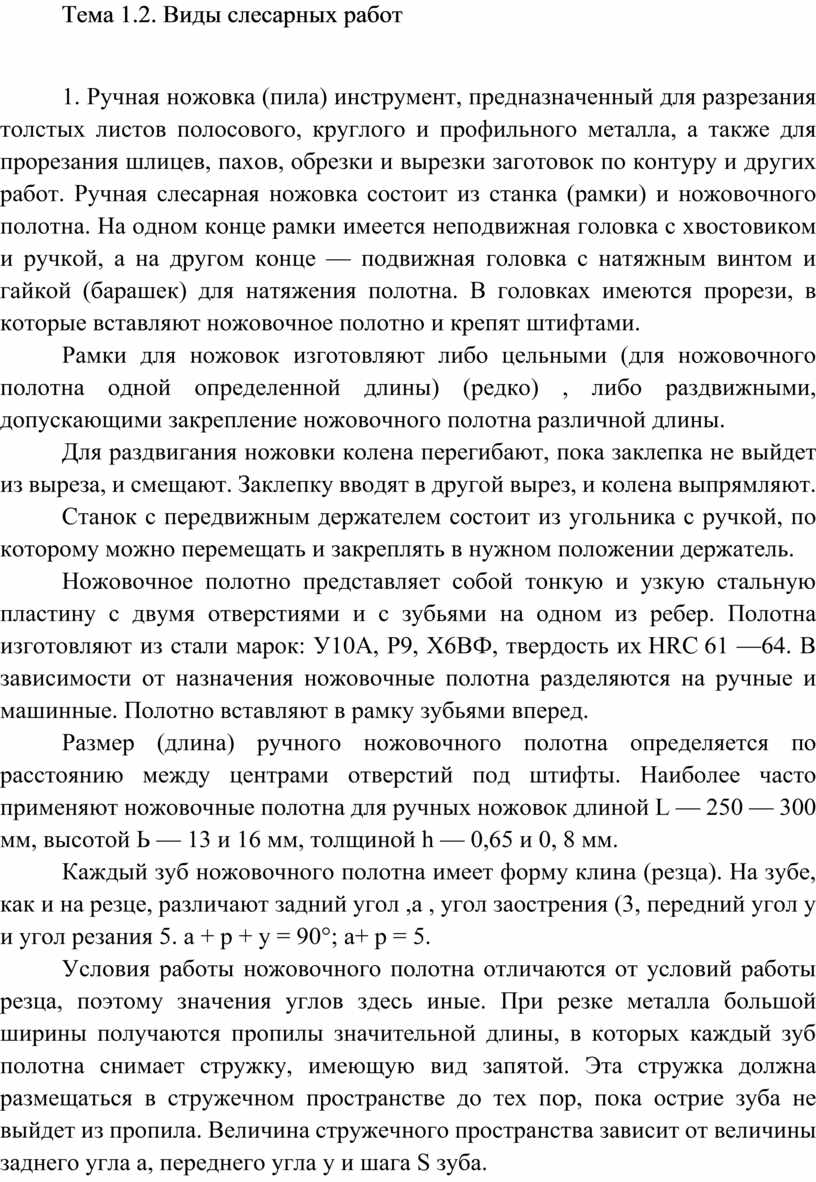

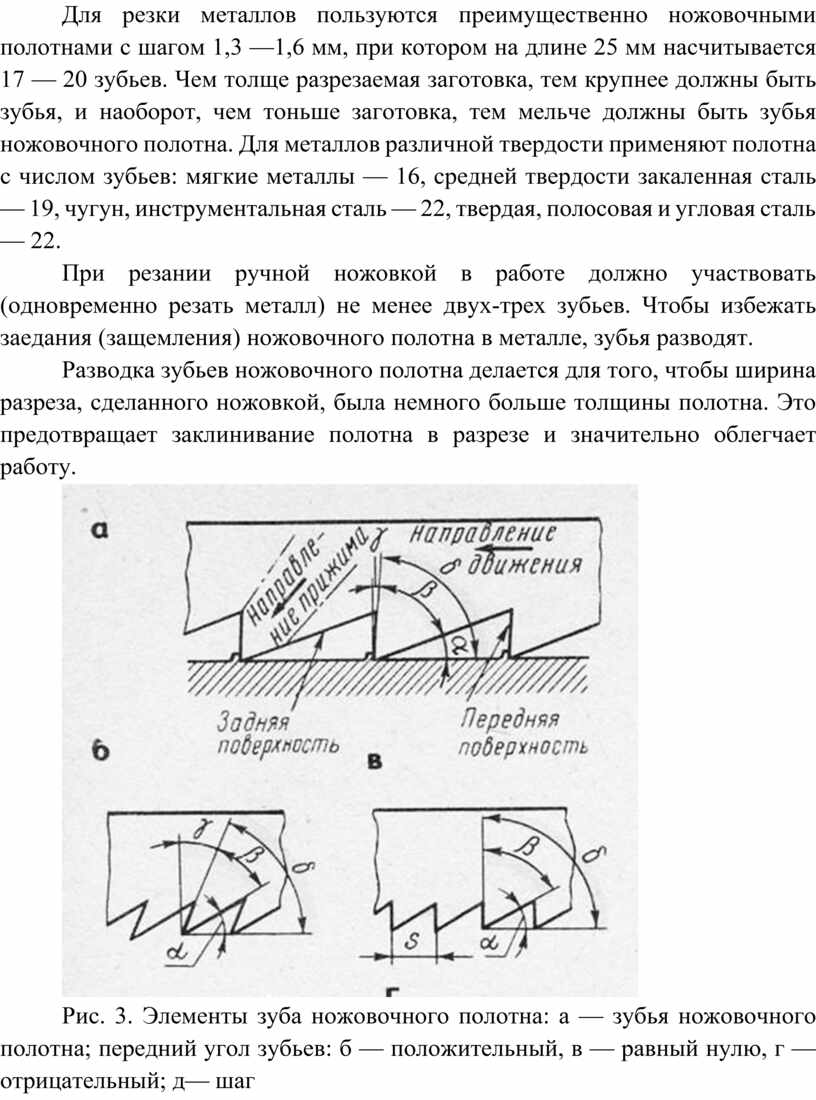



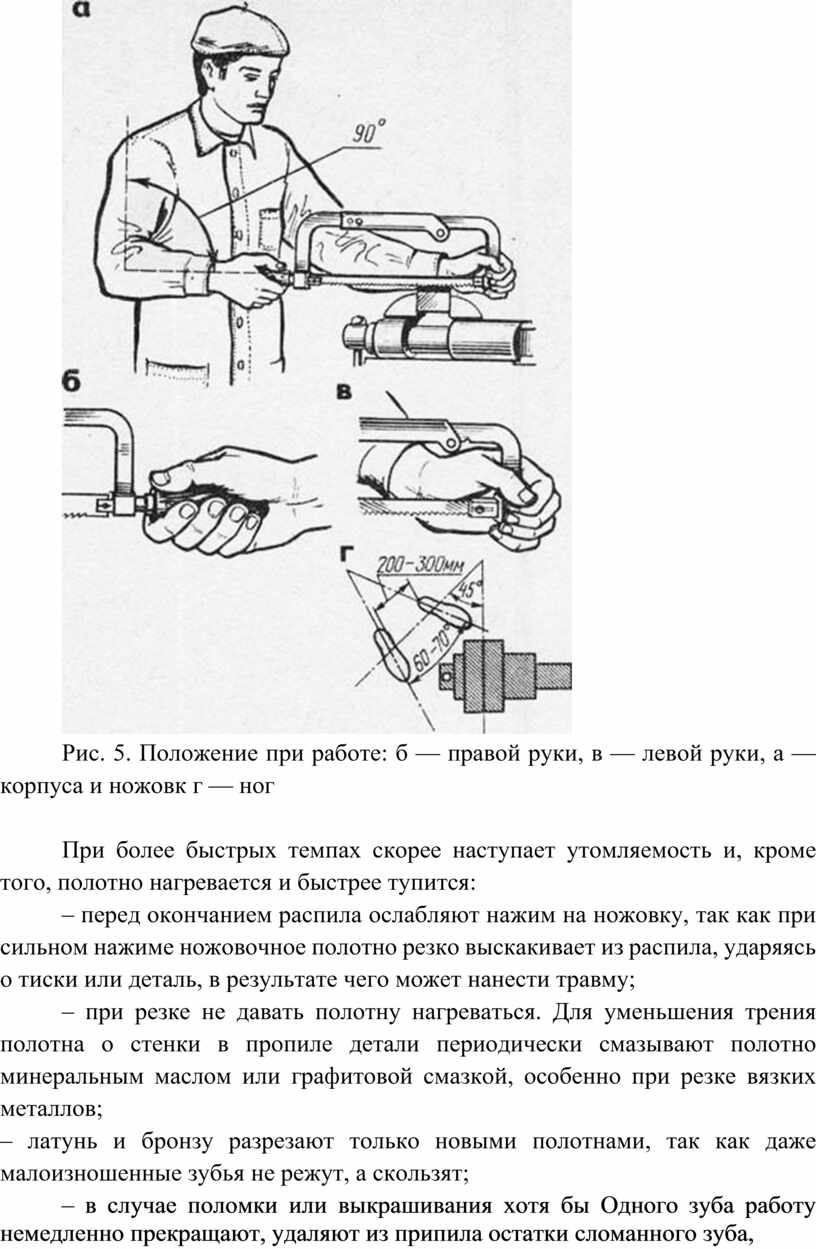
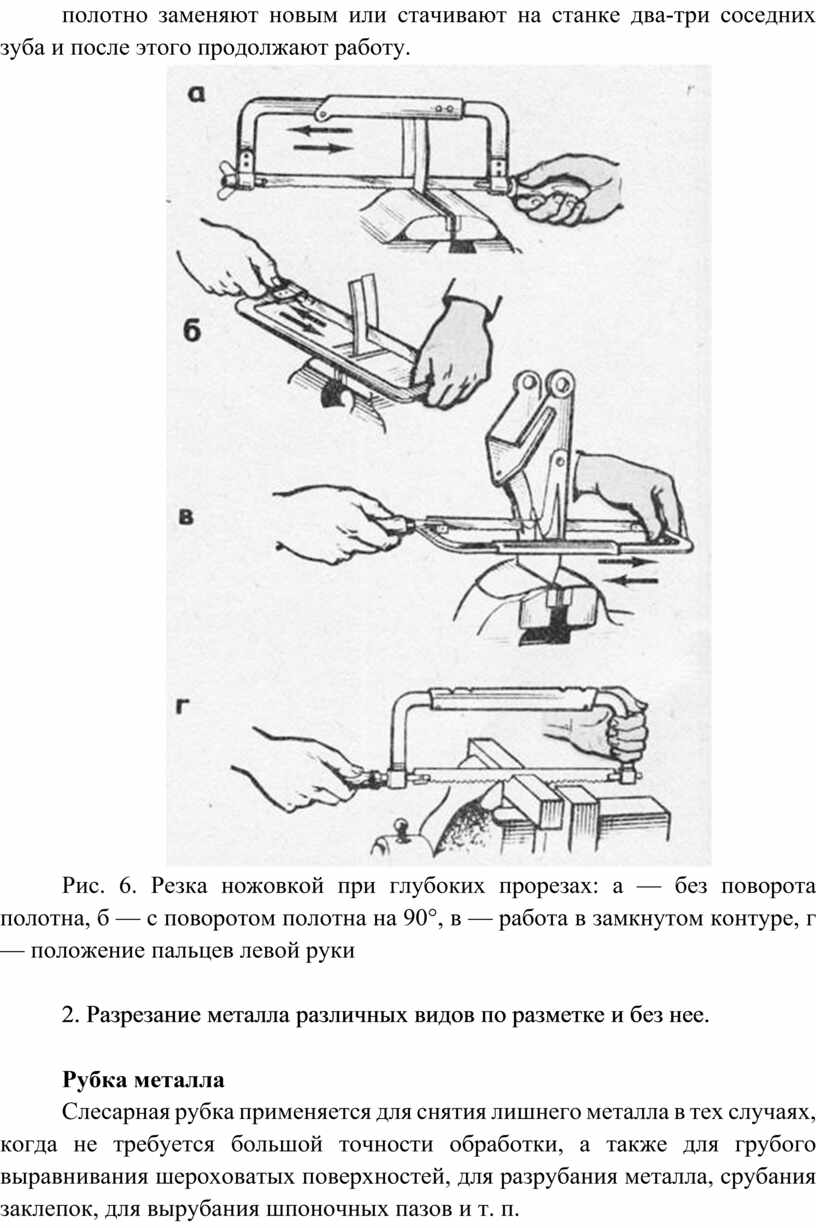
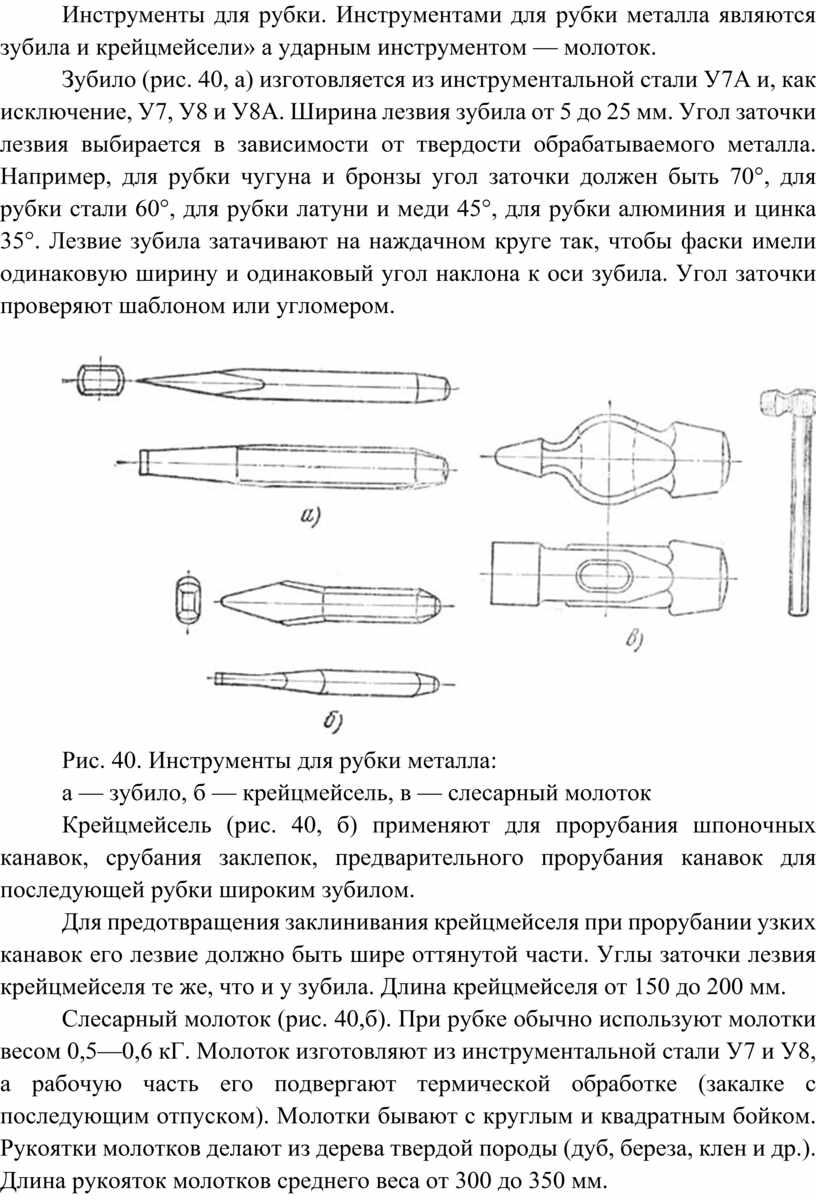


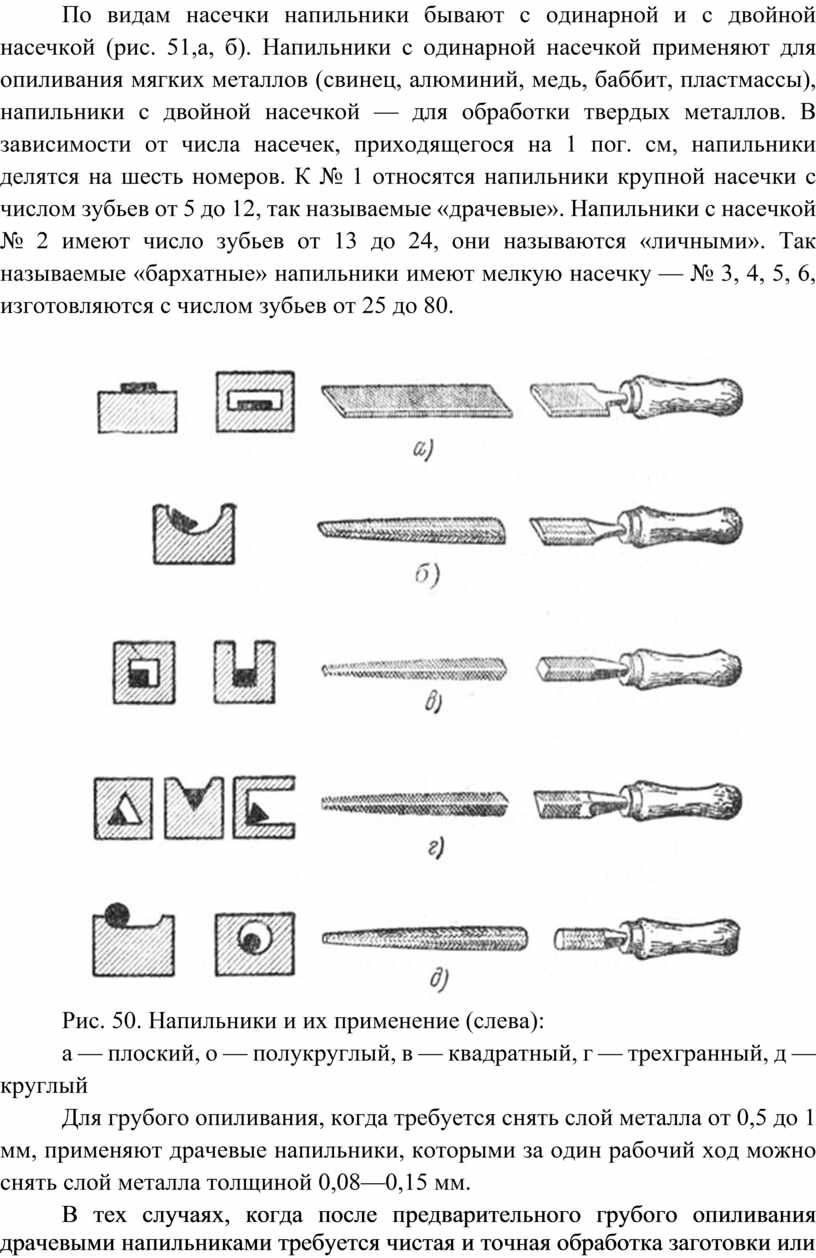

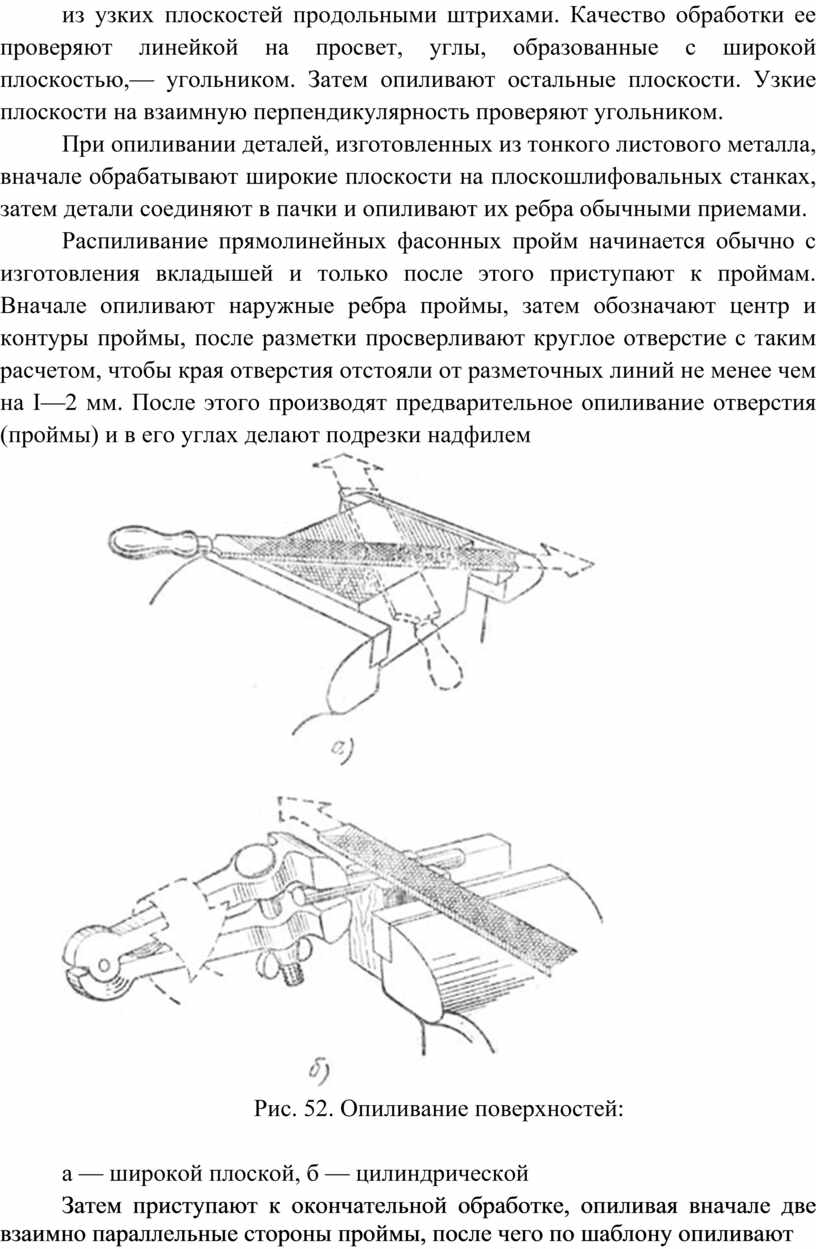

















Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.