Поделиться

1. Классификация и движение в станках
Получаемые при обработке деталей поверхности можно рассматривать как след при движении одной производящей линии, называемой образующей, по другой производящей линии, называемой направляющей.
При обработке производящие линии воспроизводятся согласованными относительными прямолинейными и вращательными перемещениями заготовки и инструмента, называемыми движениями формообразования.
В основном различают четыре метода образования производящих линий: копирования, обкатки (огибания), следа и касания. Для получения на металлорежущем станке детали заданных размеров и формы необходимо осуществить процесс резания, т. е. рабочее (исполнительное) перемещение режущего лезвия инструмента относительно заготовки. Это перемещение осуществляется инструментом (сверлильные станки), заготовкой (продольно-строгальные станки), а чаще всего заготовкой и инструментом совместно (например, станки токарные, шлифовальные и др.).
Исполнительные движения на станках подразделяются на основные (формообразования) - главное движение и движение подачи, установочные (вспомогательные) и делительные движения. Под главным движением понимают то, которое необходимо для осуществления процесса резания и определяет скорость резания.
В станках главное движение бывает двух видов - вращательное и прямолинейное. В соответствии с этим все станки можно разделить на две группы: с вращательным главным движением (токарные, револьверные, карусельные, расточные, сверлильные, фрезерные, шлифовальные и др.); с прямолинейным главным движением (продольно- и поперечно-строгальные, долбежные, протяжные).
движений в станках
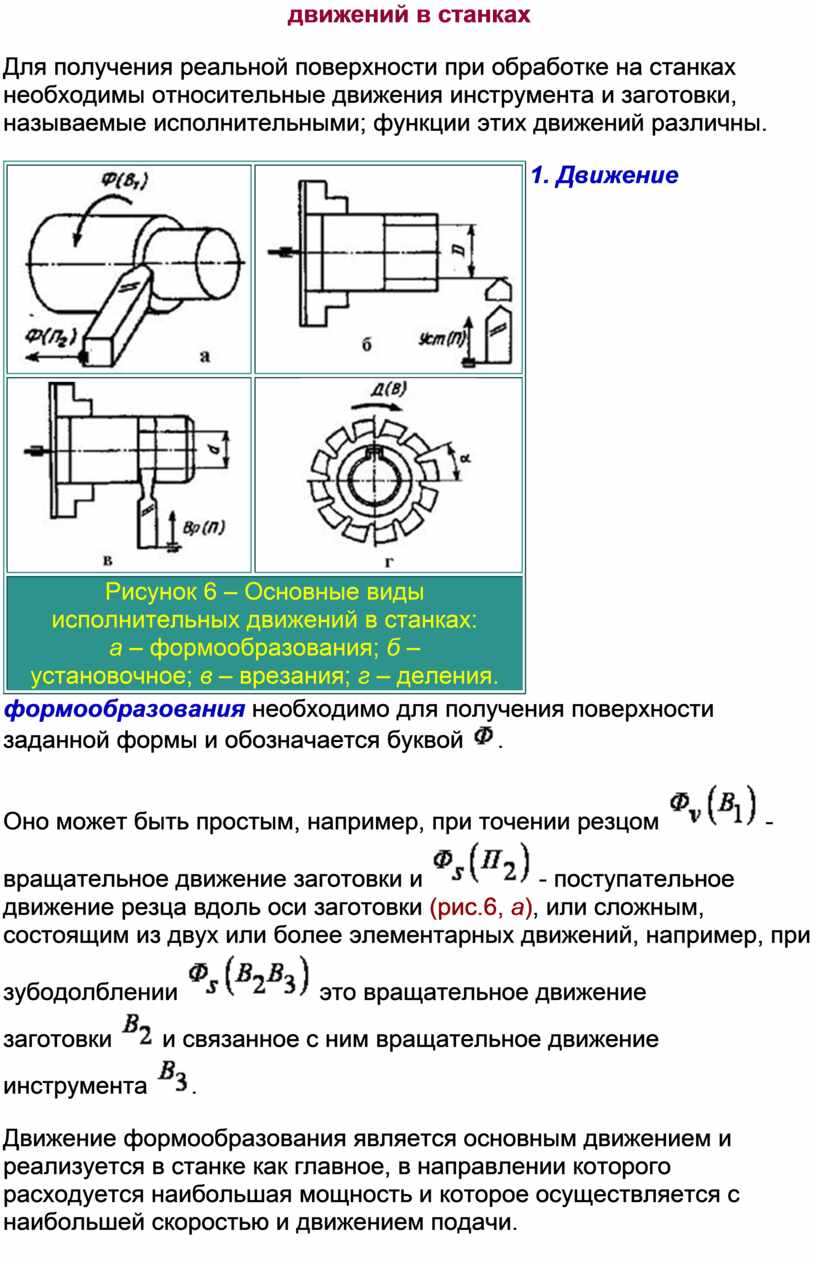
Для получения реальной поверхности при обработке на станках необходимы относительные движения инструмента и заготовки, называемые исполнительными; функции этих движений различны.
|
|
|
|
|
|
|
Рисунок
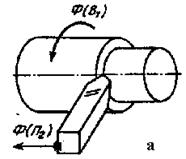
6 – Основные виды исполнительных движений в станках: |
|
1. Движение
формообразования необходимо для получения поверхности заданной формы и
обозначается буквой ![]() .
.
Оно может быть простым, например,
при точении резцом ![]() -
вращательное движение заготовки и
-
вращательное движение заготовки и ![]() -
поступательное движение резца вдоль оси заготовки (рис.6, а), или
сложным, состоящим из двух или более элементарных движений, например, при
зубодолблении
-
поступательное движение резца вдоль оси заготовки (рис.6, а), или
сложным, состоящим из двух или более элементарных движений, например, при
зубодолблении ![]() это
вращательное движение заготовки
это
вращательное движение заготовки ![]() и
связанное с ним вращательное движение инструмента
и
связанное с ним вращательное движение инструмента ![]() .
.
Движение формообразования является основным движением и реализуется в станке как главное, в направлении которого расходуется наибольшая мощность и которое осуществляется с наибольшей скоростью и движением подачи.
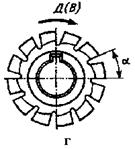
2. Движение деления предназначается
для переноса движения формообразования в другую зону заготовки при обработке
детали с повторяющимися по форме поверхностями и обозначается буквой ![]() (рис.6, г).
(рис.6, г).
Например,
последовательное затылование зубьев червячной фрезы, будет движением
деления ![]() .
.
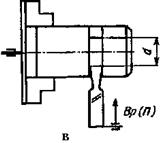
3. Движение врезания предназначено для получения поверхности заданных размеров и происходит одновременно с движением формообразования, например, радиальное перемещение резца при фасонном точении и обозначается буквами Вр (рис.6, в).
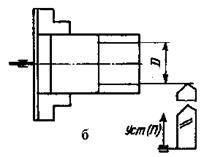
4. Установочное движение необходимо для получения поверхности заданных размеров, но осуществляется перед включением движения формообразования и обозначается буквой Уст, (рис.6, б).
Для элементарных движений, создающих исполнительные движения, характерны следующие признаки:
Каждое исполнительное движение в станках характеризуется следующими параметрами:
1. направление (Н);
2. путь (П);
3. скорость(V);
4. траектория (Т);
5. исходное положение (ИП).
Таким образом, движения в станках настраиваются по пяти параметрам в зависимости от вида траектории и сложности исполнительного движения.
Основными параметрами исполнительных движений являются траектория, определяющая форму получаемой при обработке поверхности, и скорость, определяющая быстроту формообразования.
Различают скорость
резания ![]() ,
измеряемую
,
измеряемую
в м/мин при
обработке лезвийным инструментом,
в м/с при шлифовании.
Cкорость подачи или подачу, измеряемую
в мм/об,
например, при точении или сверлении,
в мм/мин, например, при фрезеровании,
в мм/дв.ход, например, при строгании.
При главном вращательном движении
 ,
,
где ![]() –
диаметр обрабатываемого изделия или инструмента, мм;
–
диаметр обрабатываемого изделия или инструмента, мм; ![]() –
частота вращения шпинделя, об/мин.
–
частота вращения шпинделя, об/мин.
При главном возвратно-поступательном движении
 ,
,
где ![]() –
длина хода, мм;
–
длина хода, мм; ![]() –
время рабочего хода, мин.
–
время рабочего хода, мин.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.